Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ ТЕРМОЗАКАЛЕННЫХ СТЕКОЛ
Вид РИД
Изобретение
Изобретение относится к способу согласно ограничительной части пункта 1 формулы изобретения.
Стекла с облагороженной поверхностью играют экономически все большую роль, причем существенную часть этой группы составляют термозакаленные стекла. Этот тип отделки поверхности находит применение, в частности, там, где требуются механические свойства, в частности, прочность, например, в автомобильном секторе, в архитектуре и при использовании солнечной энергии. Так называемые однослойные безосколочные стекла (ESG) определены в специальном стандарте в отношении их свойств, методов испытаний и т.д. Этот стандарт отображен в DIN EN 12150-1: Термозакаленное натриево-кальциевое однослойное безосколочное стекло, ноябрь 2000. Следует отметить, что эта норма существует только для стекол до минимальной толщины 3 мм. Анализ рынка показывает, что фактически на рынке продаются только ESG-стекла с толщиной больше или равной 2,8 мм. Тонкие термозакаленные стекла с толщиной заметно меньше 2,8 мм, с такими же или даже заметно лучшими механическими свойствами, чем у ESG-стекол, имели бы следствием стратегическую оптимизацию в самых разных областях применения, от снижения веса, снижения стоимости, улучшенных характеристик светопропускания и до преимуществ, связанных с логистикой. Для таких компонентов продуктов, как многослойное безопасное стекло (VSG), бронестекла или стеклопакеты с вакуумной изоляцией, также можно представить большое число новых областей применения, рынков сбыта и снижение стоимости.
Поэтому возникает вопрос, по каким причинам таких тонких термозакаленных стекол с высокими прилагаемыми сжимающими напряжениями не существует. Для этого нужно рассмотреть процесс получения. ESG-стекла сначала нагревают, в случае обычного состава натрий-кальциево-силикатного стекла, как, например, флоат-стекло, до примерно 680°C. Затем проводится шоковое охлаждение воздушным душем, которое сначала охлаждает поверхность, причем с образованием градиента температуры, сначала на поверхности возникают растягивающие напряжения, которые при охлаждении до комнатной температуры всего объема стекла превращаются в сжимающие напряжения на поверхности. Эти процессы подробно описаны и получили количественную оценку в W. Kiefer: Thermisches Vorspannen von Gläser niedriger Wärmeausdehnung; Glastechnische Berichte 57 (1984) Nr.9, S. 221-228. Для более тонких стекол, которые были термически закалены, для достижения равных сжимающих напряжений необходимы более значительные температурные градиенты, которые возможны только при более интенсивном охлаждении. Хотя это в принципе возможно, например, посредством жидкостного охлаждения, но приводит к тому, что возникающие при охлаждении временные растягивающие напряжения на поверхности ведут к разрушению стекла. Правда, жидкостное охлаждение применяется, например, в случае боросиликатных стекол, но это возможно только потому, что они имеют заметно меньшие коэффициенты линейного расширения, которые составляют всего примерно 40% от коэффициента линейного расширения флоат-стекла. Однако, тем самым, возникающие растягивающие напряжения и приложенные перманентные сжимающие напряжения при комнатной температуре при одинаковом охлаждении имеют лишь соответственно малые значения. Если теперь кальциево-натриево-силикатное стекло охладить сильнее, то из-за неравномерности прочности в партии стекла позднее с увеличением скорости охлаждения все больше и больше стекол разобьется в процессе охлаждения. Таким образом, в принципе можно представить ESG-стекла толщиной 2 мм, однако лишь небольшая доля в партии стекла выдержала бы этот этап обработки неповрежденной, что объясняет отсутствие в промышленности таких стекол при имеющейся сильной заинтересованности рынка.
В документе US 2006/0179722 (D1) раскрывается способ получения термозакаленного стекла толщиной 2,2 мм, в котором на первом этапе способа стекло нагревают только в центральной части, исключая нагрев периферийной части, а на втором этапе способа подвергают шоковому охлаждению. Термическая обработка, ограниченная периферийной частью, осуществляется посредством лазерной резки. Ограниченное периферийной частью шоковое охлаждение осуществляется с CO2 или жидким азотом.
В основе изобретения стоит техническая задача разработать способ получения термозакаленных стекол с толщиной менее 2,8 мм. Эта задача решена способом с отличительными признаками пункта 1.
Основная идея нового способа основана теперь на том, что стекла, которые требуется термически закалить, перед или во время процесса нагревания подвергают мерам, которые повышают прочность стекол.
Для этого в рамках усовершенствования изобретения подходят имеющиеся на рынке способы лазерного разделения, которые повышают прочность при изгибе более чем на 100% и которые уменьшают обусловленные кромками причины разрушения. Дополнительно или альтернативно можно предпринять полирование пламенем или обработку хлоридом алюминия AlCl3, как раскрывается в документе WO 2004/096724 A1, содержание которого настоящим введено путем ссылки в объем раскрытия настоящей заявки. Достигаемое таким образом повышение прочности позволяет теперь получить более высокие растягивающие напряжения на стадии охлаждения, следовательно, более высокие градиенты температуры и, таким образом, в конечном счете либо более высокие сжимающие напряжения при равной толщине, либо равные сжимающие напряжения при меньшей толщине, либо комбинацию обоих улучшений свойств. Этого можно достичь путем шокового охлаждения средами, которые при применении имеют коэффициенты теплопередачи более 400 Вт/м2K. Различные методы охлаждения описаны в W. Kiefer: Thermisches Vorspannen von Gläser niedriger Wärmeausdehnung; Glastechnische Berichte 57 (1984) Nr.9, S. 221-228, причем содержание работы W. Kiefer: Thermisches Vorspannen von Gläser niedriger Wärmeausdehnung; Glastechnische Berichte 57 (1984) Nr.9, S. 221-228, настоящим введено путем ссылки в объем раскрытия настоящей заявки.
Эти способы, основанные на предложенных мерах повышения прочности, возможны для стекол любого состава, причем скорость охлаждения можно регулировать, исходя из первоначальных коэффициентов расширения, в той мере, насколько эффективно кратковременное повышение прочности на растяжение в процессе охлаждения.
Возможность использовать теперь для термической закалки кальциево-натриево-силикатных стекол жидкие фазы несет с собой, наряду с существенным снижением стоимости, дополнительные преимущества. Часто желательно отделка поверхности, например, в отношении оптических свойств и химической стойкости. Этого, как известно, можно достичь на длительное время путем обогащения поверхности SiO2, причем с понижением показателя преломления уменьшаются потери на отражение, и повышается пропускание при одновременном повышении химической стойкости. Этого можно в принципе достичь двумя мерами:
1) Обеднение другими элементами, например, дезалкилирование. Пример: Охлаждением 3%-ным (по весу) раствором сульфата аммония можно удвоить стойкость к гидролизу при одновременном улучшении светопропускания на 0,5% за счет отражения.
2) Подвод суспензии SiO2 с водным раствором во время охлаждения, причем можно использовать растворы, известные из золь-гель технологии, чтобы достичь дополнительной оптимизации в отношении механических, химических и оптических свойств.
При этом нанесение реактивной тонкослойной пленки в комбинации с методом термической закалки делает возможным использование жидких фаз и для охлаждения стекол с высокими коэффициентами расширения, что, опять же, стало возможным только благодаря применению мер, повышающих прочность.
Особенно предпочтительное усовершенствование приводит к дальнейшим вариантам способа получения термозакаленных стекол согласно идее изобретения или согласно самому указанному выше усовершенствованию.
В основе указанной выше идеи стоит, в частности, задача разработать способ получения термозакаленных стекол с толщинами менее 2,8 мм. Основная идея базируется на том, что закаляемые термически стекла перед или во время процесса нагрева подвергаются мерам, которые повышают прочность стекла. Для этого подходят имеющиеся на рынке способы лазерной резки, которые повышают прочность при изгибе более чем на 100% и которые устраняют причины излома, обусловленные кромками. Дополнительно или альтернативно можно произвести полирование пламенем или обработку хлоридом алюминия AlCl3. Достигнутое таким образом повышение прочности позволяет теперь более высокие растягивающие напряжения на стадии охлаждения, следовательно, более высокие градиенты температуры и, следовательно, в конечном счете либо более высокие сжимающие напряжения при равной толщине, либо равные сжимающие напряжения при меньшей толщине, либо комбинацию обоих улучшений свойств. Это достигается шоковым охлаждением средами, которые при применении имеют коэффициент теплопередачи более 400 Вт/м2К.
В порядке усовершенствования было установлено, что шоковое охлаждение жидкими средами сложнее в применении по сравнению с регулируемым охлаждением, так что нужно придерживаться диапазона безопасности для предотвращения боя стекла. Из-за процессов нагрева и охлаждения получение термозакаленного стекла требует больших затрат энергии.
В основе особенно предпочтительного усовершенствования стоит задача так развить дальше способ согласно идее изобретения, чтобы термозакаленные стекла можно было производить с меньшими затратами энергии при использовании регулируемого шокового охлаждения.
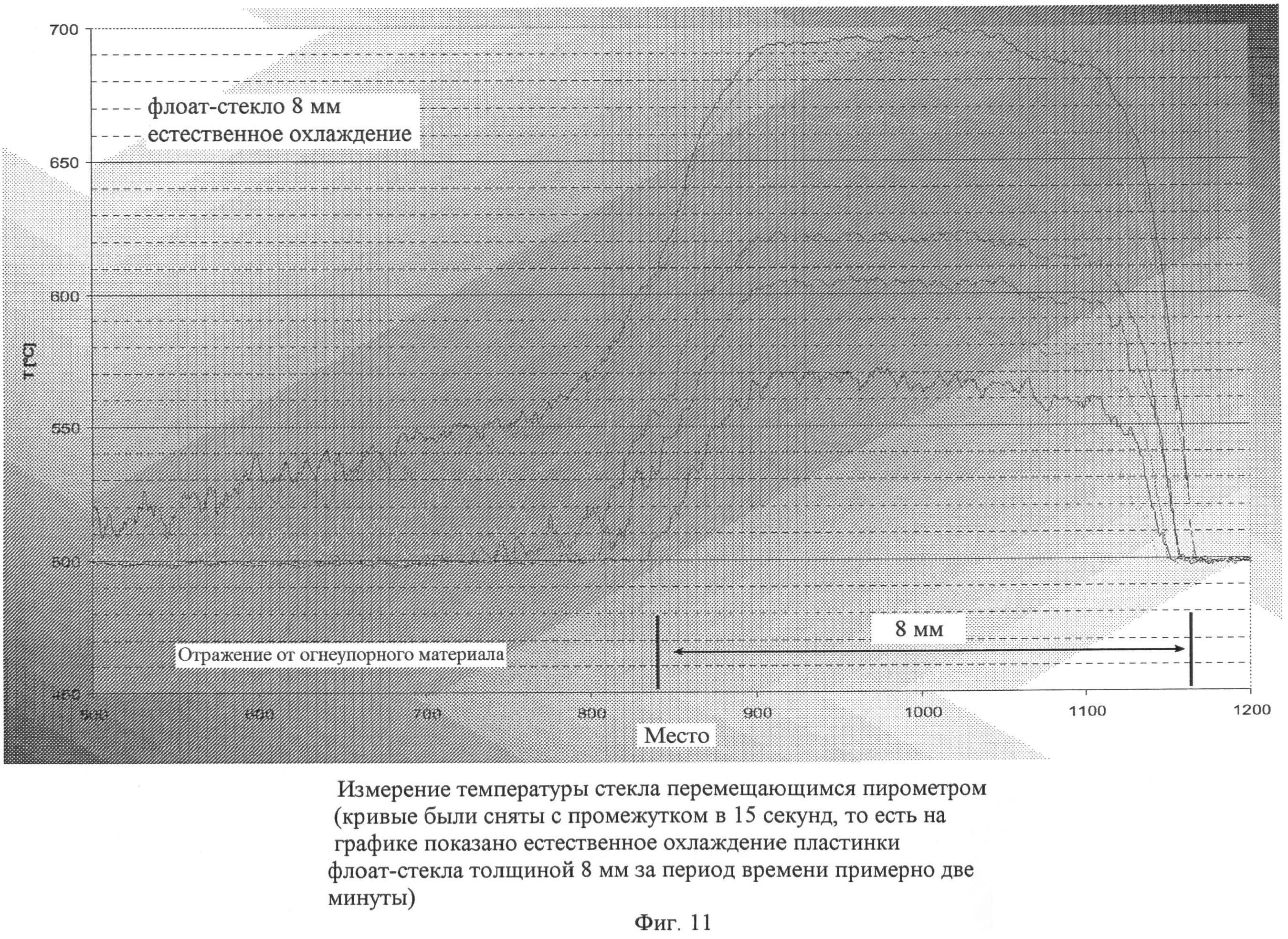
В порядке усовершенствования эта задача решена тем, что стекла укладывают холодными в пластинчатый холодильник с возможностью нагрева, нагревают до температуры выше температуры фазового превращения стекла, причем поверхности материалов, находящихся в контакте со стеклом, должны иметь максимальную температуру, при которой стекло имело бы вязкость >108,5 Па·с, затем подвергаются регулируемому охлаждению и извлекаются из пластинчатого холодильника холодными. Используемый пластинчатый холодильник может выть выполнен из различных металлов, например, из Cu, Al, стали и других, а также из сплавов. Этот пластинчатый холодильник должен иметь возможность нагревания и охлаждения, чтобы для разных (химический состав, толщина) стекол можно было устанавливать соответствующие необходимые градиенты температуры в стекле. Материал, помимо наличия соответствующей теплопроницаемости, должен также без изменения формы выдерживать непрерывно изменяющиеся температуры, либо как монолитный материал, либо как комбинация материалов, например, как зажим вокруг основного материала. Регулируемое охлаждение достигается тем, что в процессе охлаждения измеряют разность температур между поверхностью стекла и серединой стекла, и эту величину используют для управления процессом охлаждения. Температуру поверхности можно измерить термоэлементами в поверхности пластинчатого холодильника или с помощью измерения пирометром, установленным в области 5 мкм. С помощью сфокусированного пирометра высокого разрешения, который перемещается возвратно-поступательно сбоку по толщине стекла, можно определить максимальную температуру во время охлаждения или установить температурный профиль по сечению. Стеклянная пластина представляет собой в своей толщине черное тело, так что в предположении стабильного распределения температуры по толщине можно в течение всего процесса охлаждения стабильно на всей площади измерять внутреннюю температуру. Результаты измерений панорамным пирометром на пластинке флоат-стекла толщиной 8 мм представлены на рисунке (фиг. 11). Измеренную внутреннюю температуру можно использовать для управления процессом охлаждения.
Достигаемый градиент температуры согласуется с толщиной стекла и зависящими от температуры особыми свойствами стекла, такими, как коэффициент расширения, эффективная теплопроводность, модули упругости. Для управления теплопереносом и с целью равномерного контакта можно рекомендовать применение особых "смазок", которые, по возможности параллельно, позволяют провести отделку поверхности стекол, например, алюминиевое мыло, дезалкилирующие вещества и т.д. (пример: сульфаты (сульфат аммония) или хлориды (хлорид алюминия)). В качестве способов охлаждения и нагревания для применения подходят прямые и косвенные способы (резистивный нагрев, индукционный нагрев, нагревание открытым огнем, охлаждение: водой, солью (использование теплоты фазового превращения), воздушное охлаждение) и комбинации различных способов.
Охлаждение пластин, благодаря вынужденному приданию параллельной формы, устраняет проблему волнистости тонких стекол. С гибкими пластинами возможно придание формы прежде, чем начнется термическая закалка путем охлаждения. В результате с термической закалкой становятся возможными неплоские геометрии.
Далее посредством фигур описываются примеры осуществления изобретения. Они не обязательно должны иллюстрировать примеры осуществления в масштабе, напротив, рисунки, где это полезно для пояснений, представлены в схематической и/или чуть искаженной форме. В отношении дополнения идей, которые непосредственно вытекают из рисунков, можно обратиться к соответствующему уровню техники. При этом следует учитывать, что можно осуществить разнообразные модификации и изменения, относящиеся к форме и деталям формы осуществления, не отклоняясь от общей идеи изобретения. Раскрытые в описании, на фигурах, а также в формуле изобретения признаки изобретения могут быть существенными для усовершенствования изобретения как по отдельности, так и в произвольной комбинации. Кроме того, рамками изобретения охватываются все комбинации по меньшей мере двух раскрытых в описании, фигурах и/или в формуле отличительных признаков. Общая идея изобретения не ограничивается точной формой или деталями показанных и описанных далее предпочтительных форм осуществления или не ограничена объектом, который был бы более ограничен по сравнению с объектом, заявленным в формуле изобретения. В указанных диапазонах измерений значения, лежащие внутри указанных границ, также должны раскрываться как граничные значения и любые из них могут использоваться и заявляться. Далее для простоты для одинаковых или похожих деталей, которые имеют одинаковые или близкие функции, используются одинаковые позиции для ссылок.
Дальнейшие преимущества, отличительные признаки и особенности изобретения выявляются из следующего описания предпочтительных примеров осуществления, а также на чертежах, на которых показано:
фиг. 1 - картина разрушения стеклянной пластинки толщиной 4 мм, которая была обработана в рамках предпочтительной формы осуществления способа согласно примеру 1;
фиг. 2 - картина разрушения стеклянной пластинки толщиной 2 мм, которая была обработана в рамках предпочтительной формы осуществления способа согласно примеру 2;
фиг. 3 - картина разрушения стеклянной пластинки толщиной 2 мм, которая была обработана в рамках предпочтительной формы осуществления способа согласно примеру 3;
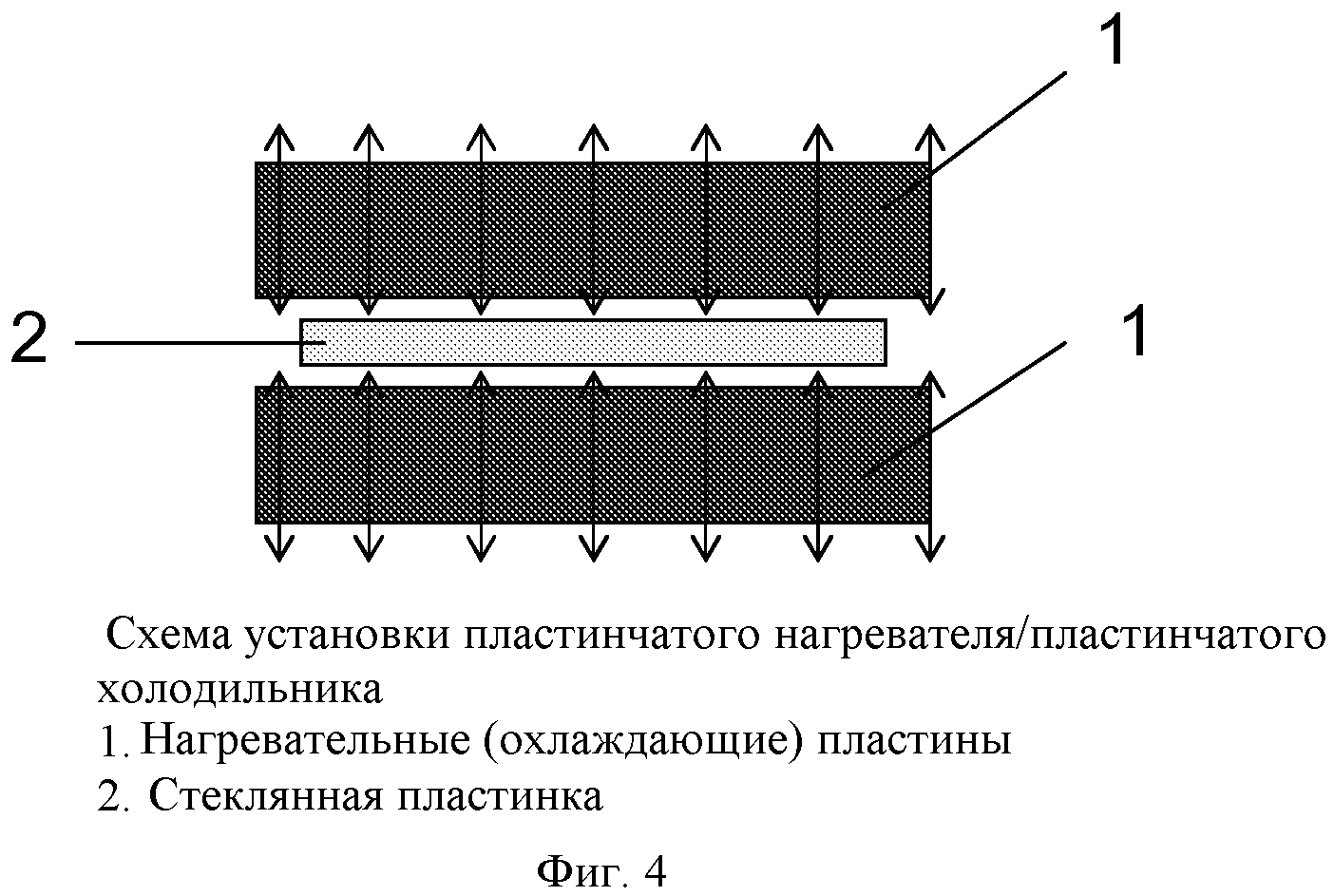
фиг. 4 - схема установки с пояснением для пластинчатого нагревателя или пластинчатого холодильника в одном варианте осуществления особенно предпочтительного усовершенствования способа;
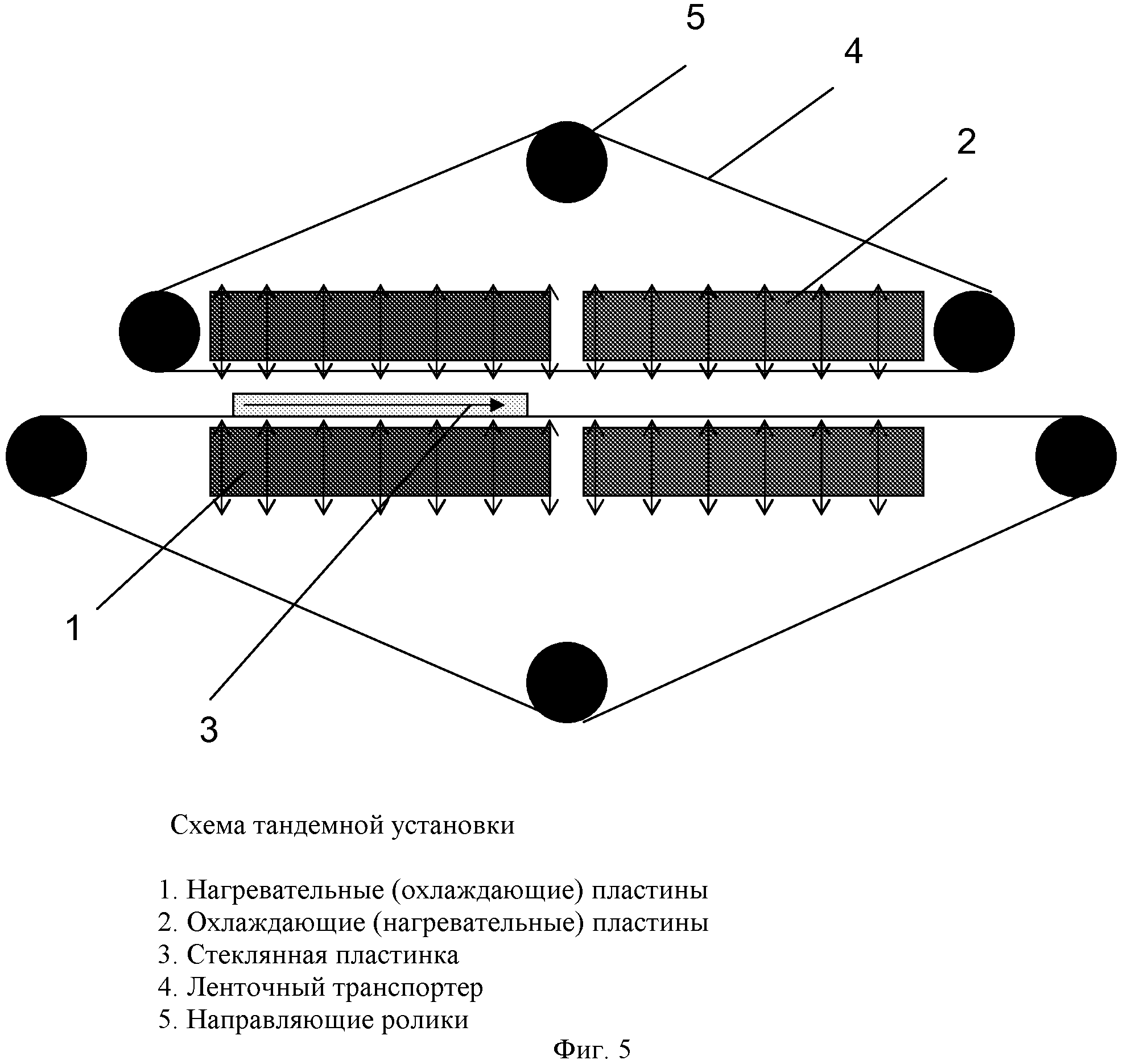
фиг. 5 - схема с пояснением для тандемной установки в одной форме осуществления особенно предпочтительного усовершенствования способа;
фиг. 6 - картина излома стекла с пояснениями, для стекла, обработанного согласно одной форме осуществления особенно предпочтительного усовершенствования способа с контактным охлаждением;
фиг. 7 - картина излома стекла с пояснениями, в сравнении для толщины 4 мм (слева) и 2 мм (справа) после термической закалки и/или контактного охлаждения согласно форме осуществления особенно предпочтительного усовершенствования способа;
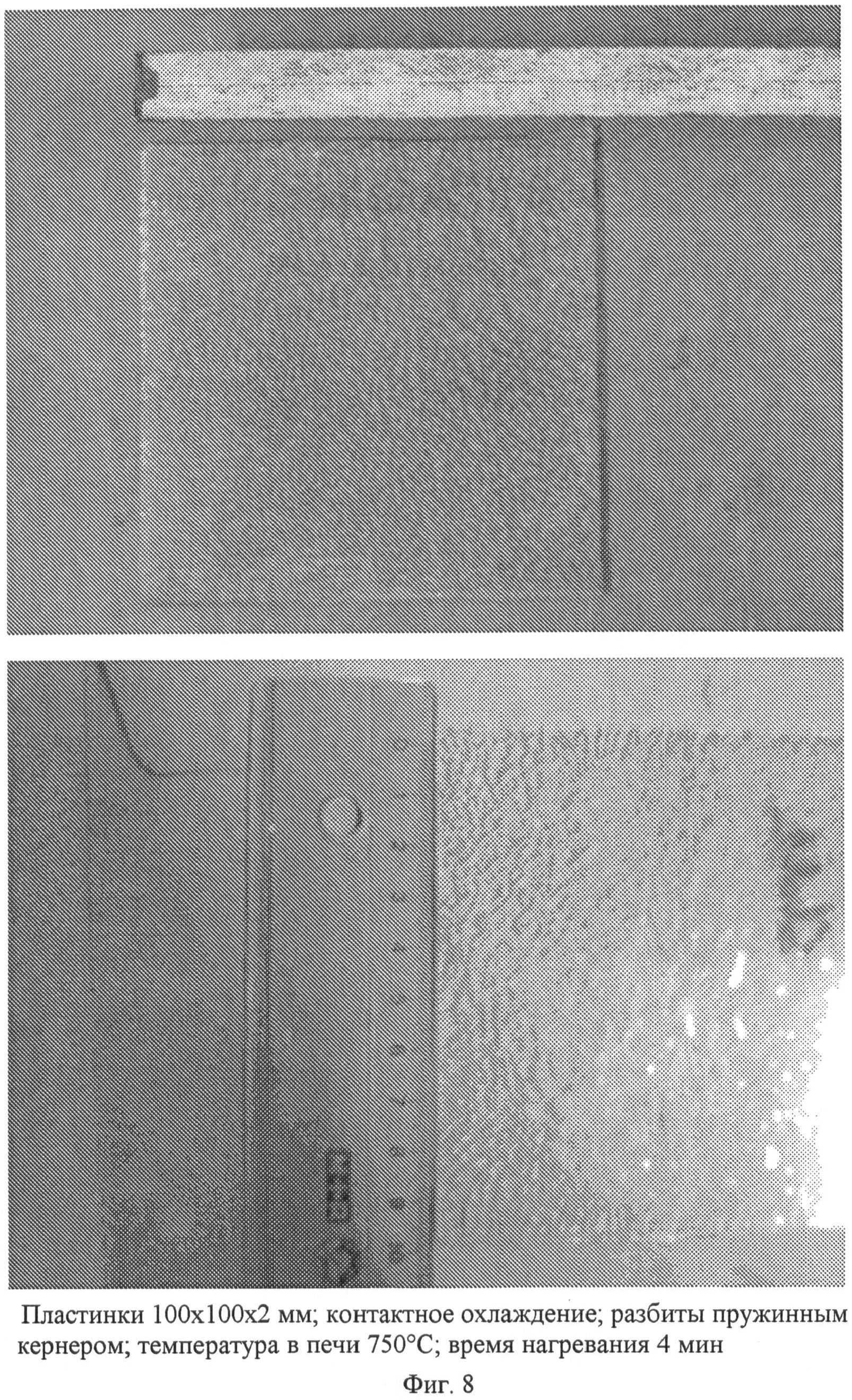
фиг. 8 - картина излома стекла с пояснениями, для стекла, которое было обработано согласно форме осуществления особенно предпочтительного усовершенствования способа с контактным охлаждением;
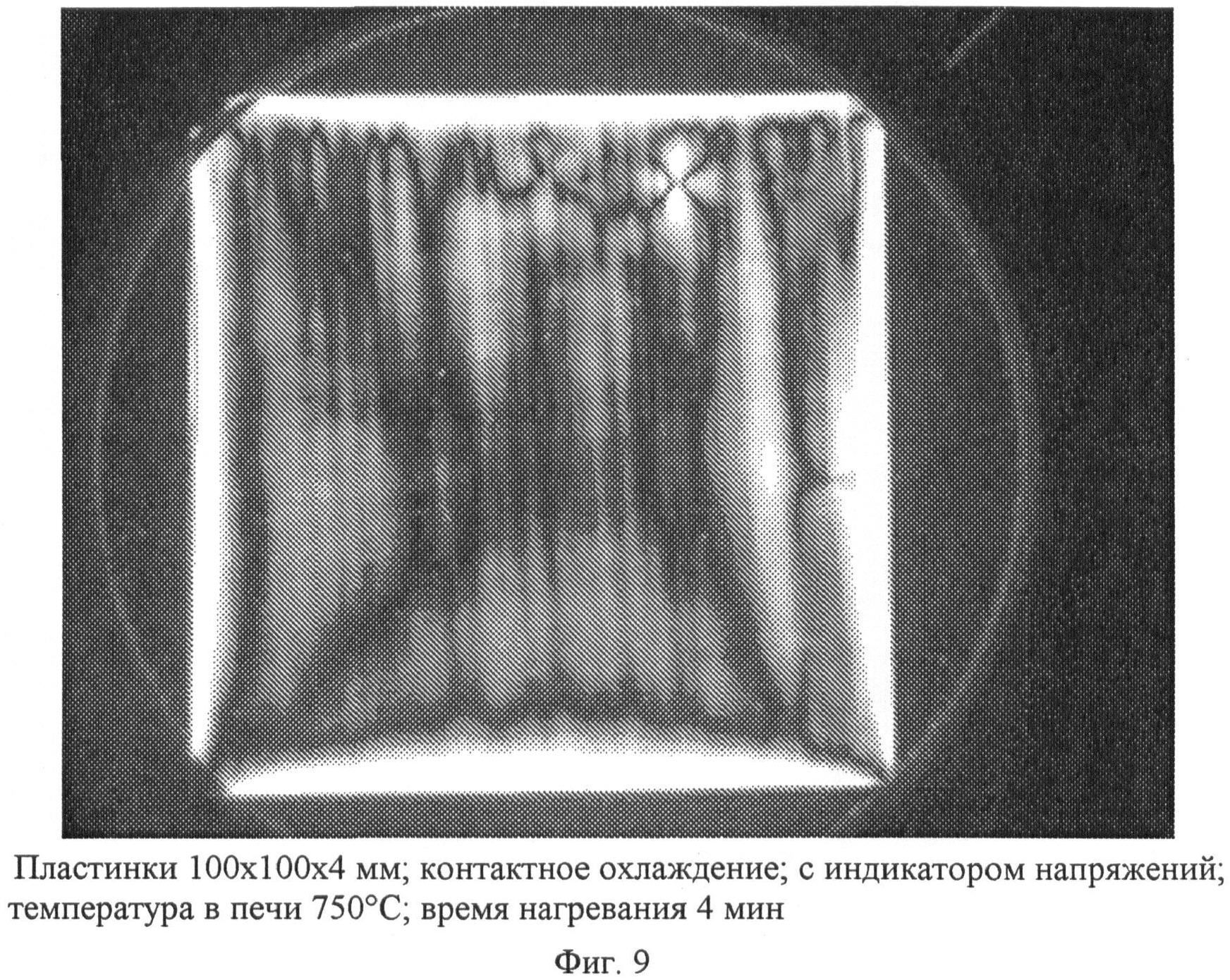
фиг. 9 - контрольное изображение напряжений стекла толщиной 2 мм с пояснениями, для стекла, которое было обработано согласно форме осуществления особенно предпочтительного усовершенствования способа с контактным охлаждением;
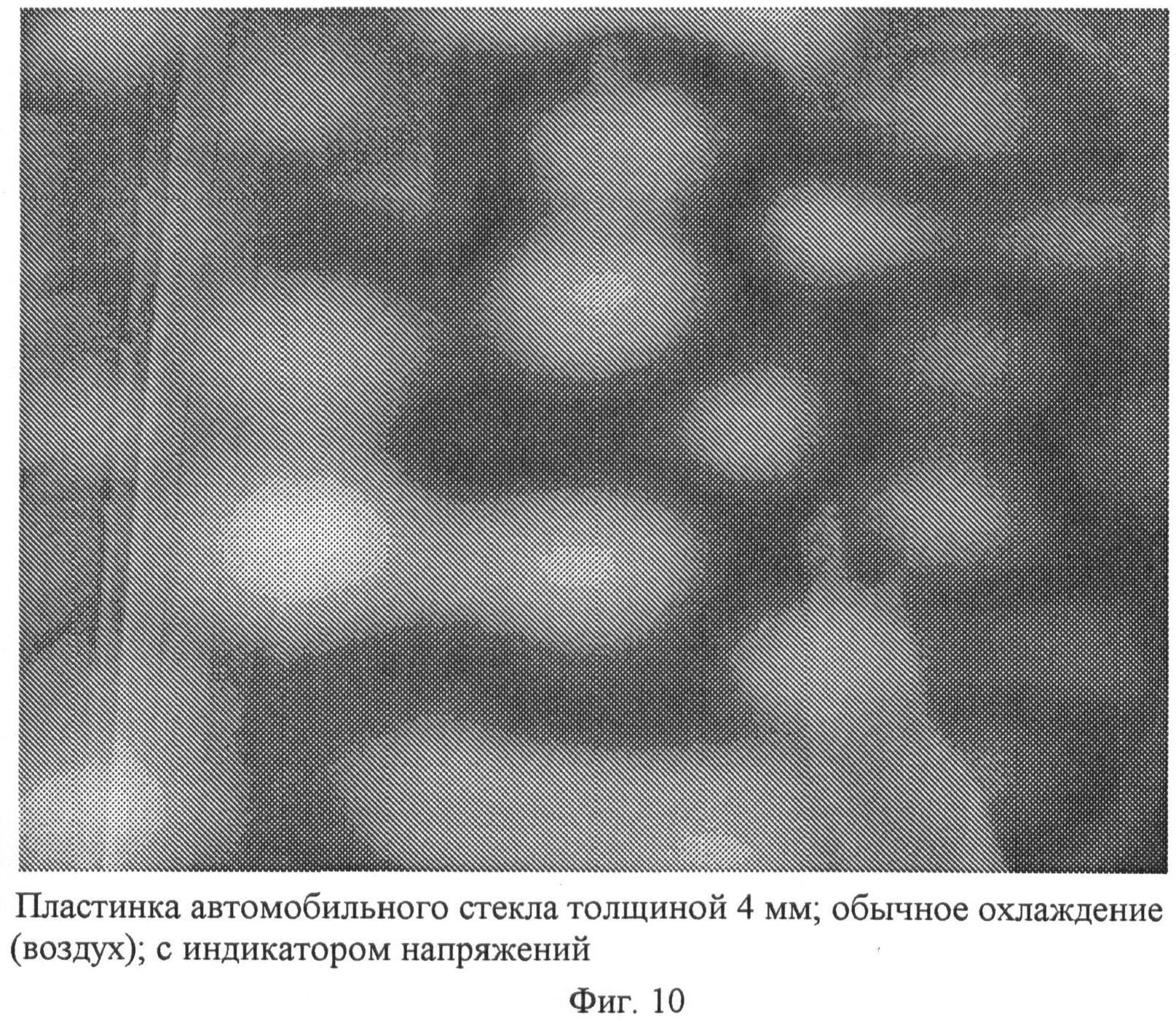
фиг. 10 - контрольное изображение напряжений с пояснениями, для автомобильного стекла, обработанного обычным способом;
фиг. 11 - результаты измерения перемещающимся пирометром с пояснениями, для пластинки флоат-стекла толщиной 8 мм, которая была обработана согласно форме осуществления особенно предпочтительного усовершенствования способа.
Способы согласно идее изобретения поясняются на следующих примерах.
Пример 1
Пластинку флоат-стекла на основе выпускаемого промышленно натриево-кальциево-силикатного стекла толщиной 4 мм, вырезанную лазерной резкой, нагревали до общей температуры 680°C и после извлечения из печи охлаждали путем распылительного охлаждения с обеих сторон в течение максимум 30 секунд при интенсивности распыления 1 л/мин на площади дважды по 100 см2. При применении стандартного, имеющегося в продаже, ударного кернера получали показанную на фиг. 1 картину разрушения. Сравнительная пластинка флоат-стекла, не отрезавшаяся лазерной резкой, треснула при распылительном охлаждении.
Пример 2
Пластинку флоат-стекла на основе выпускаемого промышленно натриево-кальциево-силикатного стекла толщиной 2 мм, вырезанную лазерной резкой, нагревали до общей температуры 680°C и после извлечения из печи охлаждали путем распылительного охлаждения с обеих сторон в течение максимум 30 секунд при интенсивности распыления 2 л/мин на площади дважды по 100 см2.
При применении стандартного, имеющегося в продаже, ударного кернера получали показанную на фиг. 2 картину разрушения. Сравнительное флоат-стекло, не вырезавшееся лазерной резкой, треснуло при распылительном охлаждении.
Пример 3
Пластинку флоат-стекла на основе выпускаемого промышленно натриево-кальциево-силикатного стекла толщиной 2 мм, вырезанную лазерной резкой, нагревали до общей температуры 680°C. Одновременно с нагреванием проводилась обработка хлоридом алюминия. После извлечения стекла из печи оно охлаждалось с обеих сторон распылительным охлаждением в течение максимум 30 секунд с интенсивностью распыления 4 л/мин на площади дважды по 100 см2. При применении стандартного, имеющегося в продаже, ударного кернера получали показанную на фиг. 3 картину разрушения. Сравнительное флоат-стекло, не отрезавшееся лазерной резкой, треснуло при распылительном охлаждении.
Следующие примеры поясняют способ согласно особенно предпочтительному усовершенствованию изобретения.
Фиг. 4 показывает принцип установки термической закалки в соответствии с особенно предпочтительным способом. Воплощение способа имеет особое преимущество в том, что два пластинчатых холодильника комбинируются путем попеременного охлаждения и нагревания с использованием общего теплоносителя и аккумулятора как тандемная установка. Когда установка A охлаждается, этой же средой нагревается установка B, и наоборот. Этот принцип проиллюстрирован на фиг. 5.
Пример 4
Пластинку флоат-стекла на основе выпускаемого промышленно натриево-кальциево-силикатного стекла толщиной 4 мм, вырезанную лазерной резкой с размером 100 мм × 100 мм, нагревали четыре минуты на огнеупорной подложке в муфельной печи при температуре печи 750°C. Измерение термоэлементом между подложкой и стеклом выявило, что была достигнута температура стекла по меньшей мере 700°C. После нагрева стекла его вместе с подложкой вынимали из печи и вдвигали между охлаждающими пластинами. Этот процесс должен идти очень быстро, чтобы потери тепла были минимальными. В проведенных опытах затраты времени на извлечение стекла из печи и помещение между охлаждающими пластинами составляли менее четырех секунд. Время пребывания между охлаждающими пластинами для стекла толщиной 2 мм составляло 2 минуты.
В лабораторных испытаниях использовали охлаждающие пластины из двух разных материалов: графита и стали. Стальные пластины нагревали до температуры примерно 90°C, чтобы теплоперенос от стекла к охлаждающей пластине не был чрезмерным. Пластины из графита отдельно не нагревались, но они достаточно хорошо нагревались сами по себе при нескольких прогонах опыта. Чтобы обеспечить как можно более хорошее качество поверхности стекла и хороший контакт стекла с пластинами, охлаждающие пластины (графит и сталь) были отшлифованы или отполированы с одной стороны. Несколько стекол было разбито пружинным кернером, чтобы оценить картину излома. При этом точку повреждения вносили точно в середину стекла.
Полученные картины излома (фиг. 6 и фиг. 7) были заметно лучше, чем предписано в стандартах DIN для однослойного безосколочного стекла (DIN 12150; Термозакаленное натриево-кальциевое однослойное безосколочное стекло (ESG)).
Пример 5
Пластинку флоат-стекла на основе выпускаемого промышленно натриево-кальциево-силикатного стекла толщиной 2 мм обрабатывали аналогично примеру 4. Охлаждающие пластины из стали нагревали при этом до температуры 80°C. Несколько стекол было разбито пружинным кернером, чтобы оценить картину излома. При этом точку повреждения вносили точно в середину стекла.
Полученные картины излома (фиг. 7 и фиг. 8) были заметно лучше, чем предписано в стандартах DIN для однослойного безосколочного стекла (DIN 12150; Термозакаленное натриево-кальциевое однослойное безосколочное стекло (ESG)). Фиг. 9 показывает контрольное изображение напряжений для оконного стекла толщиной 2 мм. Как сравнительный снимок на фиг. 10 показано контрольное изображение напряжений автомобильного стекла, обработанного обычным способом.
Пример 6
Чтобы провести химическое облагораживание стекла, во-первых, охлаждающие пластины промазывали алюминиевым мылом, во-вторых, в муфельную печь добавляли сульфат аммония. Эти возможности опробовались по отдельности, а также комбинировались друг с другом. Чтобы судить о результате обработки, определяли устойчивость стекол к гидролизу. Температурные условия были следующими: 48 ч при 90°C в сушильном шкафу. Высокая электропроводность означает плохую химическую стойкость. Были получены следующие результаты:
|
Можно видеть, что в результате обработки электропроводность заметно снижается.
Пористый огнеупорный материал для получения стекла, способ его получения и применение
Пористый огнеупорный материал для получения стекла, способ его получения и применение

