Результат интеллектуальной деятельности: СПОСОБ СТАБИЛИЗАЦИИ ТОКА КОНТАКТНОЙ СВАРКИ
Вид РИД
Изобретение
Изобретение относится к области контактной сварки, в частности к стабилизации тока контактной сварки, и может быть применено при осуществлении автоматического управления машинами контактной точечной и шовной сварки.
При контактной сварке качество соединения определяется точностью поддержания режима, важнейшим параметром которого является сварочный ток, при этом действие возмущений (состояние поверхности свариваемых деталей, изменение напряжения питающей сети, износ сварочного контура) приводит к отклонению величины сварочного тока от заданного значения. Для стабилизации процесса сварки используются различные алгоритмы управления, основанные на использовании в качестве параметра обратной связи косвенных параметров процесса - угла включения тиристоров α, длительности включенного состояния тиристоров λ, коэффициента мощности cos φ.
Известен способ стабилизации сварочного тока при контактной сварке с тиристорным управлением, заключающийся в изменении угла включения тиристоров в каждом полупериоде переменного тока в соответствии с регулировочной характеристикой в зависимости от угла включения и проводимости тиристоров в предыдущем полупериоде, при этом угол включения задают в соответствии с выражением  где
где  , Uoп - опорное напряжение сети, выбранное из разрешенного диапазона сетевых напряжений; I∂ - действующее значение сварочного тока при напряжении сети, равном Uoп; Uc - напряжение сети; К - коэффициент трансформации, Z - полное сопротивление сварочной цепи; b0 и b1 - коэффициенты регулировочной характеристики, зависящей от коэффициента мощности полнофазного включения сварочной цепи, определяемой по величинам углов включения и проводимости, вычисленным в предыдущем полупериоде, при этом α в первом полупериоде задают фиксированным [Авторское свидетельство СССР №1355409, кл. В23К 11/24, 1987].
, Uoп - опорное напряжение сети, выбранное из разрешенного диапазона сетевых напряжений; I∂ - действующее значение сварочного тока при напряжении сети, равном Uoп; Uc - напряжение сети; К - коэффициент трансформации, Z - полное сопротивление сварочной цепи; b0 и b1 - коэффициенты регулировочной характеристики, зависящей от коэффициента мощности полнофазного включения сварочной цепи, определяемой по величинам углов включения и проводимости, вычисленным в предыдущем полупериоде, при этом α в первом полупериоде задают фиксированным [Авторское свидетельство СССР №1355409, кл. В23К 11/24, 1987].
Этот способ позволяет с высокой точностью проводить стабилизацию сварочного тока, учитывает изменение напряжения питающей сети, изменение коэффициента мощности сварочной машины. Однако осуществление этого способа усложнено необходимостью проводить вычисления коэффициента мощности cos φ сварочной машины и полного сопротивление сварочной цепи Z в каждом периоде сетевого напряжения.
Наиболее близким к изобретению по техническому решению является способ стабилизации тока контактной сварки, предусматривающий перед началом сварки определение напряжения питающей сети Uс, коэффициента трансформации на данной ступени Кт и индуктивного сопротивления Х2к в режиме короткого замыкания, а в процессе сварки измерение в каждом периоде коэффициента мощности cos φ и принятие решения о корректировке угла αj+1 включения тиристоров в следующем периоде таким образом, что значение αj+1 на интервале Uн±ΔU где Uн и ΔU - номинальное напряжение сети и его допускаемое отклонение определяют по формуле αj+1=A1·(Uc-Uн)+А0,
где А0 и А1 - коэффициенты, зависящие от cos φ, которые определяют как коэффициенты линейного двучлена наилучшего равномерного приближения в соответствии с формулами  и А0=α', где α' и α” - задают для значений
и А0=α', где α' и α” - задают для значений  и
и  как результат решения относительно α уравнения
как результат решения относительно α уравнения  , в котором
, в котором  , sin(λ+α-φ)/sin(α-φ)=exp(-λctgφ),
, sin(λ+α-φ)/sin(α-φ)=exp(-λctgφ),
где I2 - заданное значение сварочного тока; ki - коэффициент регулирования сварочного тока; λ - длительность включенного состояния тиристоров [Патент РФ №2424099, кл. В23К 11/24, 2011].
Этот способ, взятый за прототип, позволяет компенсировать такие возмущения, как изменение напряжения сети и сопротивления на участке электрод-электрод, не требует от аппаратуры управления значительных вычислительных мощностей. Однако данный способ требует вычисления в каждом периоде сетевого напряжения коэффициента мощности cos φ, а перед сваркой определения индуктивного сопротивления Х2k сварочной машины в режиме короткого замыкания, что усложняет реализацию способа. Вычисление коэффициентов А0 и А1 производится для каждого конкретного случая сварки численными методами на ЭВМ при известных параметрах контактной сварочной машины, что существенно снижает универсальность способа, требует проведения вычислений на ЭВМ.
Задача, на решение которой направлено заявляемое изобретение, заключается в повышении качества управления сварочным током при контактной сварке за счет применения системы стабилизации сварочного тока с самонастройкой на параметры контактной сварочной машины, использующей в качестве параметра обратной связи длительность включенного состояния тиристоров λ.
Поставленная задача решается тем, что в способе стабилизации тока контактной сварки, предусматривающем в каждом периоде сварочного тока измерение длительности λ включенного состояния тиристоров при заданном угле α их открытия и выбор угла αcв открытия тиристоров в следующем периоде, перед началом сварки производят включение контактной машины с заданными углами α1 и α2 открытия тиристоров в режиме короткого замыкания и в режиме нагрузки эталонным сопротивлением, измерение в каждом случае длительности включенного состояния тиристоров λкз1, λкз1, λн1, λн1 и тока во вторичном контуре Iкз1, Iкз2, Iн1, Iн2, а значение угла αсв определяют в соответствии с формулой

где Iзад - заданное значение сварочного тока;
Iсв1 и Iсв2 - расчетные значения вторичного тока в режиме сварки для углов включения тиристоров α1 и α2 соответственно, определяемые по зависимостям


где λкз, λн - расчетные длительности включенного состояния тиристоров для режима короткого замыкания и режима нагрузки эталонным сопротивлением соответственно при включении контактной машины с углом открытия тиристоров α, определяемые по формулам:


Измерение длительности включенного состояния тиристоров λкз1, λкз1, λн1, λн1 и тока во вторичном контуре Iкз1, Iкз2, Iн1, Iн2 при включении контактной машины с заданными углами α1 и α2 открытия тиристоров в режиме короткого замыкания и в режиме нагрузки эталонным сопротивлением позволяет получить для режима короткого замыкания и режима нагрузки эталонным сопротивлением линейные зависимости длительности включенного состояния тиристоров от угла открытия тиристоров и вторичного тока от длительности включенного состояния тиристоров.
Вычисление значений вторичного тока в режиме сварки для углов включения тиристоров α1 и α2 по формулам (2) и (3) позволяет получить опорные точки для линейной зависимости, описывающей значение вторичного тока от угла включения тиристоров для состояния участка «электрод-электрод» в текущем периоде сварочного тока.
Вычисление длительностей λкз, λн включенного состояния тиристоров для режима короткого замыкания и режима нагрузки эталонным сопротивлением по формулам (4) и (5) позволяет по измеренной в текущем периоде длительности λ включенного состояния оценить состояние участка «электрод-электрод» относительно режима короткого замыкания и нагрузки эталонным сопротивлением.
Задание угла открытия тиристоров αсв в соответствии с формулой (1) обеспечивает получение тока во вторичном контуре, равного заданному Iзад.
Таким образом, определение угла открытия тиристоров αcв по линейной зависимости значения вторичного тока от угла включения тиристоров, вычисленной по данным, полученным в режиме короткого замыкания и режима нагрузки эталонным сопротивлением, позволяет повысить точность регулирования сварочного тока и значительно упростить вычисления и аппаратуру управления.
Изобретение иллюстрируется чертежами, на которых представлены:
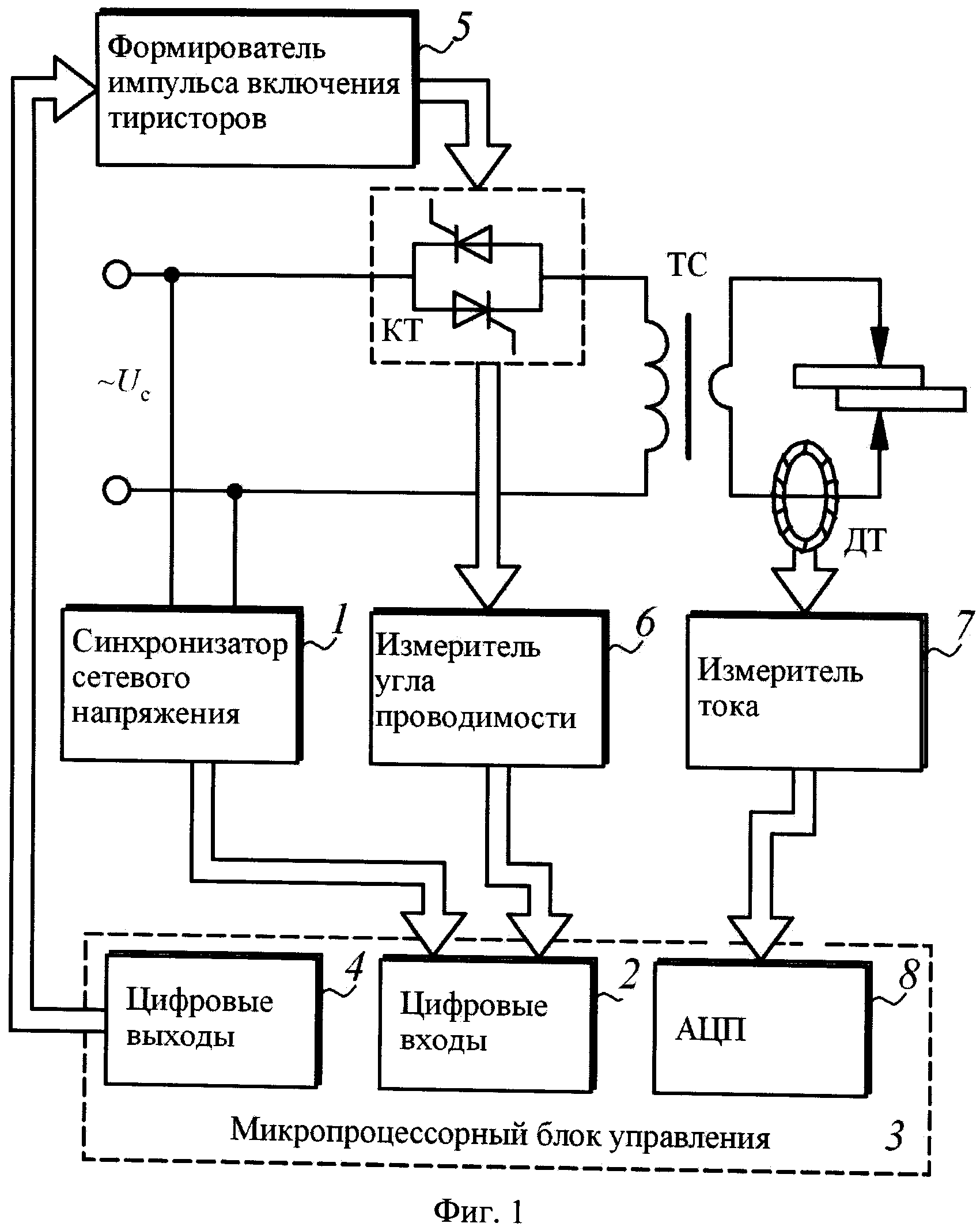
на фиг.1 - устройство, реализующее предлагаемый способ стабилизации тока контактной сварки;
на фиг.2 - графическое определение длительностей λкз, λн включенного состояния тиристоров для режима короткого замыкания и режима нагрузки эталонным сопротивлением соответственно при включении контактной машины с углом открытия тиристоров α;
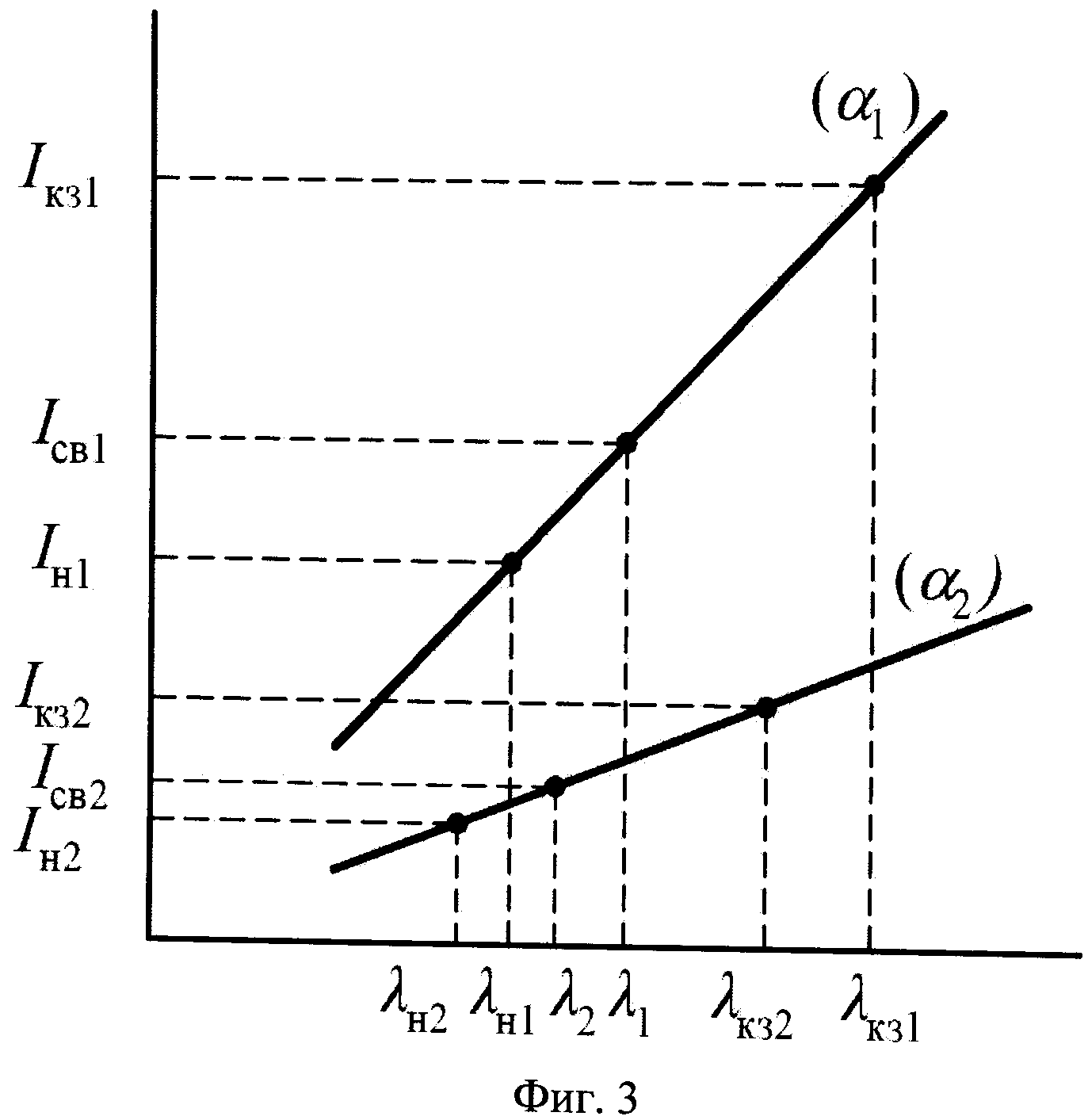
на фиг.3 - графическое определение вторичного тока в режиме сварки для углов включения тиристоров α1 и α2;
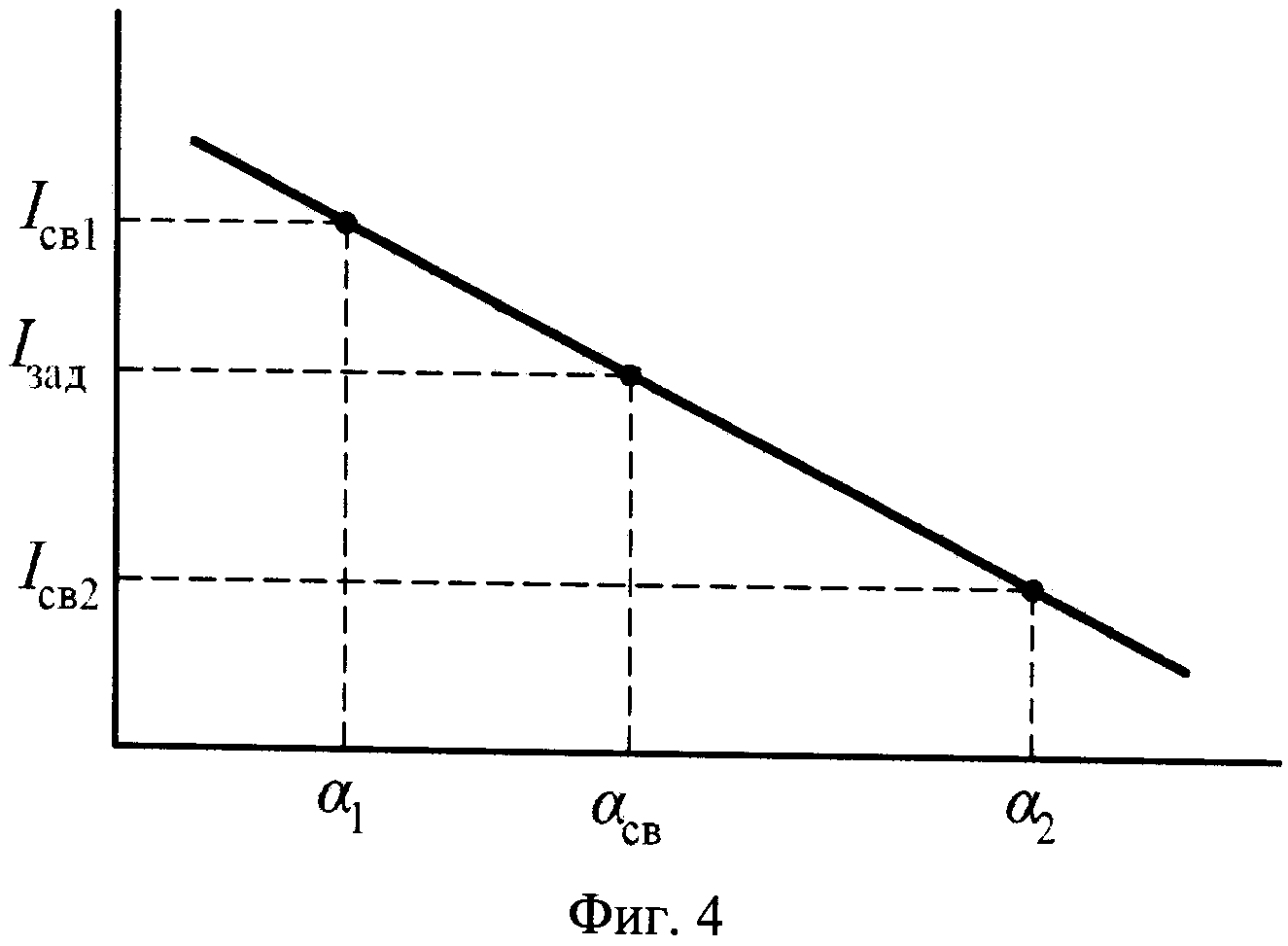
на фиг.4 - графическое определение угла открытия тиристоров αсв для получения тока Iзад;
на фиг.5 - результаты стабилизации сварочного тока на контактной сварочной машине МТПУ-300 при сварке листовых заготовок толщиной 1+1 мм.
Способ реализуется на стандартных машинах контактной сварки, работающих от сети переменного тока промышленной частоты и содержащих (фиг.1) тиристорный контактор КТ, подключающий сварочный трансформатор ТС к сети и датчик тока ДТ. Синхронизатор сетевого напряжения 1 формирует единичные импульсы, соответствующие переходу синусоиды сетевого напряжения через ноль, и передает их на цифровые входы 2 микропроцессорного блока управления 3. На основании этой информации происходит задание управляющего импульса на включение тиристоров, которое осуществляется через цифровые выходы 4, и формирователя импульса включения тиристоров 5. Измерение длительности включенного состояния тиристоров осуществляется измерителем угла проводимости 6, передающим информацию в микропроцессорный блок управления 3 через цифровые входы 2. Измерение действующего значения сварочного тока происходит с помощью датчика тока ДТ, выход которого подключен к измерителю тока 7, который передает информацию о значении сварочного тока для каждого периода сварки на аналого-цифровой преобразователь 8 микропроцессорного блока управления 3.
Способ стабилизации тока контактной сварки осуществляется следующим образом.
Перед началом сварки проводят включение сварочной машины в режиме короткого замыкания и в режиме нагрузки эталонным сопротивлением на углах включения тиристоров α1 и α2, измеряют в каждом случае длительности включенного состояния тиристоров λкз1, λкз1, λн1, λн1 и ток во вторичном контуре Iкз1, Iкз2, Iн1, Iн2. При этом величину углов α1 и α2 целесообразно принимать равной минимальному и максимальному углу фазового регулирования соответственно (обычно α1=60° и α2=120°). Номинал эталонного сопротивления целесообразно принимать в пределах 0,5…2,0 от сопротивления участка «электрод-электрод» свариваемых деталей. Измерение тока осуществляют с помощью аппаратных средств, встроенных в систему управления контактной сварки, или с помощью специализированных приборов измерения параметров контактной сварки (например, МИКС-2М, РКДП-0401). В процессе сварки в каждом периоде сварочного тока измеряют длительность включенного состояния тиристоров λ при известном угле открытия тиристоров α. Вычисляют длительности λкз, λн включенного состояния тиристоров для режима короткого замыкания и режима нагрузки эталонным сопротивлением при включении контактной машины с углом открытия тиристоров α по формулам (4), (5). Вычисляют вторичный ток Iсв1 и Iсв2 в режиме сварки для углов включения тиристоров α1 и α2 соответственно по формулам (2), (3). Определяют угол открытия тиристоров αcв для заданного значения сварочного тока Iзад по формуле (1).
Как известно, при неизменном cos φ зависимости тока во вторичном контуре и длительности включенного состояния тиристоров от угла их открытия могут быть аппроксимированы линейными функциями. С помощью линейной аппроксимации могут быть найдены расчетные длительности включенного состояния тиристоров для режима короткого замыкания и режима нагрузки эталонным сопротивлением λкз и λн для заданного угла включения тиристоров α (фиг 2) по формулам:


Длительности включенного состояния тиристоров λ1 и λ2 в режиме сварки при углах открытия тиристоров α1 и α2 соответственно могут быть рассчитаны по формуле:

На основании линейности зависимости тока во вторичном контуре от длительности включенного состояния тиристоров можно рассчитать значения сварочного тока Iсв1 и Iсв2 для включения с углами открытия тиристоров α1 и α2 соответственно (фиг.3):


С учетом полученных по формулам (6)…(10) значений Iсв1 и Iсв2 и принимая во внимание линейность зависимости сварочного тока от угла открытия тиристоров, требуемый угол открытия тиристоров αсв, при котором обеспечивается ток Iзад , может быть найден по формуле

которая может быть преобразована к формуле (1).
Пример. Проводили сварку на контактной сварочной машине МТПУ-300. При включении сварочной машины в режиме короткого замыкания с углами открытия тиристоров α1=60° и α2=20° измеренные длительности включенного состояния тиристоров составили λкз1=179° и λкз2=102°, а действующие значения сварочного тока Iкз1=17050А и Iкз2=5500А соответственно. При включении сварочной машины в режиме нагрузки эталонным сопротивлением 100 мкОм измеренные длительности включенного состояния тиристоров составили λн1=167° и λкз1=96°, а действующие значения сварочного тока Iн1=13270 А и Iн2=4600 А соответственно. Проводили сварку листовых заготовок из низкоуглеродистой стали 08кп толщиной 1+1 мм со стабилизацией сварочного тока около значения Iзад=10000 А на семи периодах сварочного тока, задали в первом периоде угол включения α=80°, в остальных периодах производили автоматическое вычисление угла открытия тиристоров на основании зависимостей (1)…(5). В процессе сварки измеряли ток сварки регистратором сварочных процессов РКДП-0401. Результаты измерений (фиг.5) позволяют сделать вывод, что предлагаемый способ обеспечивает стабилизацию действующего значения сварочного тока с погрешностью не более 5%.
Таким образом, предложенный способ стабилизации тока контактной сварки позволяет простыми аппаратными средствами, без применения сложных вычислений, стабилизировать сварочный ток относительно заданного значения в условиях действия различных возмущений.
Способ стабилизации тока контактной сварки, включающий измерение в каждом периоде сварочного тока длительности λ включенного состояния тиристоров при заданном угле α их открытия и выбор угла α их открытия тиристоров в следующем периоде, отличающийся тем, что перед началом сварки производят включение контактной машины с заданными углами α и α открытия тиристоров в режиме короткого замыкания и в режиме нагрузки эталонным сопротивлением, измеряют в каждом случае длительность включенного состояния тиристоров λ, λ, λ, λ и тока во вторичном контуре I, I, I, I, а значение угла α определяют в соответствии с формулой: где I - заданное значение сварочного тока;I и I - расчетные значения вторичного тока в режиме сварки для углов включения тиристоров α и α соответственно, определяемые по зависимостям: где λ, λ - расчетные длительности включенного состояния тиристоров для режима короткого замыкания и режима нагрузки эталонным сопротивлением соответственно при включении контактной машины с углом открытия тиристоров α, определяемые по формулам: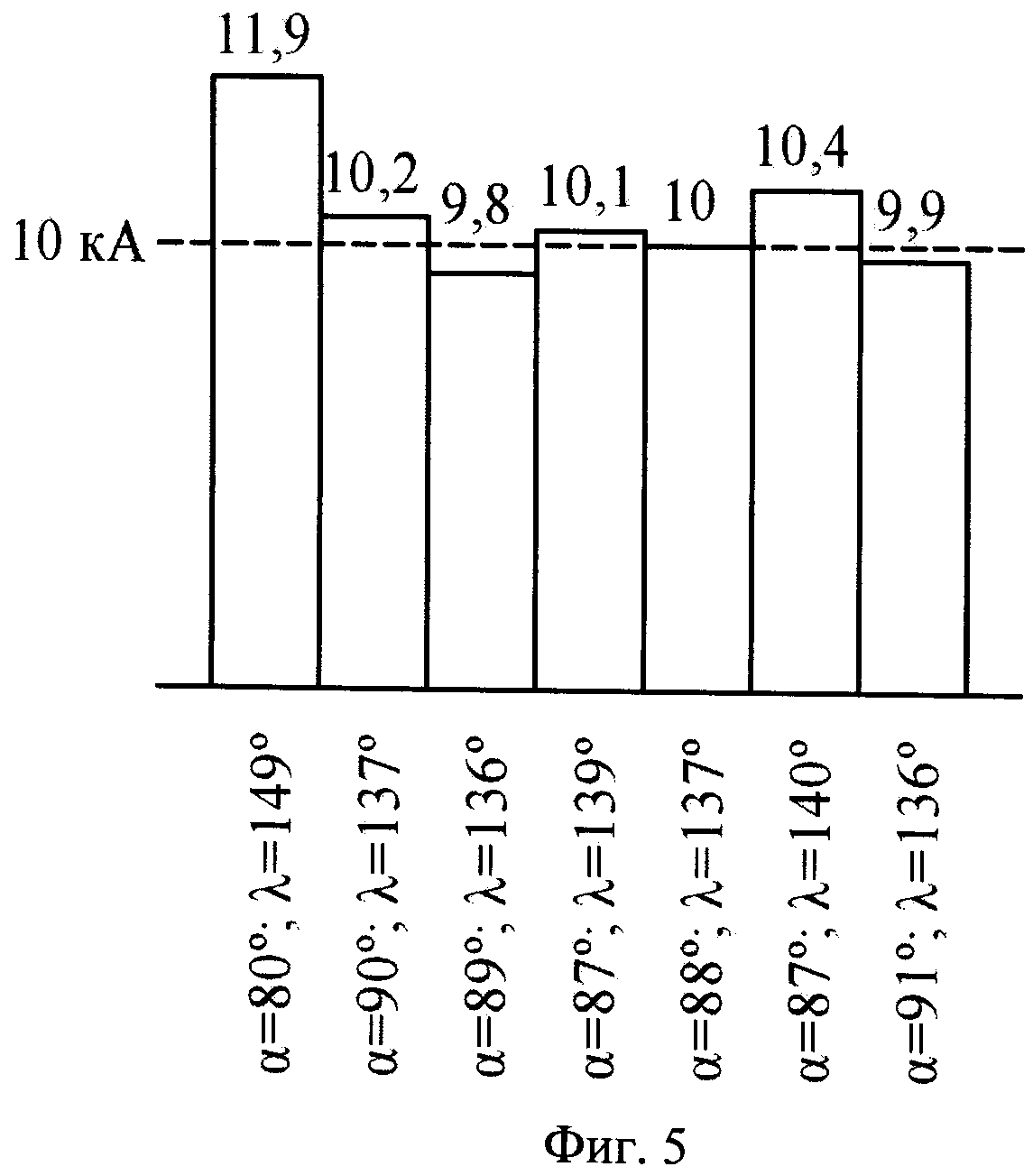



Установка для автоматического управления процессом очистки грунтов от нефти
Цифровая адаптивная система управления процессом уплотнения асфальтобетонной смеси
Установка для беспрерывного нанесения графических изображений на дорожное полотно

