Результат интеллектуальной деятельности: СПОСОБ УКЛАДКИ ЛЕНТЫ ТЕРМОПЛАСТИЧНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к способу укладки ленты термопластичного композиционного материала.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
В настоящее время композиционные материалы обычно применяют в качестве конструкционных материалов в различных областях техники. Одной из таких областей является аэрокосмическая промышленность, в которой конструкционные композиционные материалы применяют для изготовления все большей части конструкций летательного аппарата. В этом контексте под композиционным материалом понимается полимерная матрица, армированная волокнами или сеткой, чаще всего углеродными волокнами, но возможно применение волокон другого материала или металлической сетки. Композиционные материалы главным образом относятся к двум основным группам, в одну из которых входят композиционные материалы, имеющие термопластичную матрицу, а в другую - термореактивную матрицу. Термореактивные композиционные материалы требуют отверждения, при котором, обычно под воздействием тепла и, необязательно, давления, происходят необратимые изменения химической структуры полимерной матрицы. После отверждения термореактивный композиционный материал приобретает окончательные характеристики жесткости, твердости и прочности и не может вернуться в неотвержденное пластичное состояние. Термопластичные композиционные материалы, наоборот, не требуют отверждения и обладают необходимыми структурными свойствами в холодном состоянии и размягчаются при нагреве. Термопластичные композиционные материалы можно повторно размягчать путем нагрева и отверждать путем охлаждения, поскольку при нагреве они подвергаются в основном физическому, а не химическому изменению.
И термопластичные, и термореактивные композиционные материалы могут иметь вид тонких гибких листов или полос, называемых лентой. Это позволяет формировать композиционные компоненты путем укладывания композиционной ленты в оснастку для формования, причем толщина компонента локально изменяется в соответствии с количеством уложенных слоев композиционной ленты, и направление одного или более слоев ленты можно регулировать, таким образом, регулируя окончательные структурные свойства сформированного композиционного компонента. Затем осуществляют объединение уложенных компонентов, которое в обоих случаях включает нагрев композиционной структуры для размягчения термореактивной или термопластичной матрицы до состояния, достаточного для образования единой матрицы, и приложение давления, достаточного для вытеснения из размягченной матрицы захваченного воздуха.
Что касается окончательных структурных свойств, термопластичные композиционные материалы имеют более высокую стойкость к ударным нагрузкам и к разрушению по сравнению с термореактивными композиционными материалами и в основном являются более выносливыми и более стойкими к химическим воздействиям; все эти свойства являются предпочтительными для применения в аэрокосмической промышленности. Кроме того, поскольку термопластичные композиционные материалы можно подвергать повторному нагреву и повторному формованию, они пригодны для неоднократного использования, что имеет большое значение.
Однако термореактивная композиционная лента имеет одно свойство, которое в связи с процессом укладывания делает ее применение предпочтительным для формирования аэрокосмических композиционных компонентов. Это свойство состоит в том, что термореактивная лента является исходно липкой, т.е. обладает липкостью. Благодаря этой липкости термореактивная лента приклеивается к формующим поверхностям сложной формы, часто необходимой для композиционных компонентов в аэрокосмической промышленности, а также после нанесения начального слоя на формующую поверхность отдельные слои термореактивной ленты приклеиваются друг к другу, что делает процесс укладки относительно простым и удобным для физической обработки.
Термопластичная композиционная лента, наоборот, не обладает липкостью. Следовательно, термопластичную композиционную ленту трудно приклеить к сложным формующим поверхностям при укладке. В существующих способах укладки сочетаются локальное объединение и плавление термопластичного композиционного материала для создания только начального, базового слоя, прочно прикрепленного к поверхности оснастки для формования. Ранее предложенные решения этой задачи включают нанесение на формующую поверхность в качестве начального слоя отдельной двусторонней липкой ленты, к которой затем приклеивают первый слой термопластичной композиционной ленты. Также было предложено нанесение на формующую поверхность связующего вещества с помощью распыления. Хотя оба предложенных решения позволяют успешно нанести первый слой термопластичной композиционной ленты на сложные формующие поверхности, они создают собственную проблему, связанную с удалением сформированного композиционного компонента из формы после завершения укладки, поскольку теперь компонент прочно приклеен к формующей поверхности. Таким образом, в настоящее время предпочтительным является применение термореактивных композиционных материалов, хотя термопластичные композиционные материалы обеспечивают лучшие физические свойства.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В соответствии с первым аспектом настоящее изобретение предусматривает способ укладки термопластичного композиционного материала в оснастку для формования, включающий обеспечение оснастки для формования, имеющей формующую поверхность, причем, по меньшей мере, часть оснастки для формования изготовлена из пористого материала; приложение отрицательного давления к пористому материалу, таким образом, чтобы создать отрицательное давление на формующей поверхности; укладку начального слоя термопластичного композиционного материала на формующую поверхность, причем термопластичный композиционный материал прикрепляется к формующей поверхности благодаря отрицательному давлению на формующей поверхности, и объединение термопластичного композиционного материала, причем этап объединения включает нагрев термопластичного композиционного материала.
Предпочтительно пористый материал является микропористым металлом, например хорошо поддающимся механической обработке микропористым алюминием.
Кроме того, или альтернативно, этап объединения термопластичного композиционного материала может включать локальный нагрев материала. Предпочтительно этап локального нагрева включает лазерную сварку термопластичного композиционного материала.
Кроме того, или альтернативно, способ может дополнительно включать последующую укладку и объединение следующих слоев термопластичного композиционного материала.
Кроме того, или альтернативно, после этапа объединения способ может дополнительно включать приложение положительного давления через пористый материал к формующей поверхности, таким образом, чтобы отделить объединенный термопластичный композиционный материал от оснастки для формования.
Термопластичный композиционный материал может иметь форму ленты и, следовательно, может быть уложен с применением технологий автоматизированной укладки ленты.
Этап приложения отрицательного давления к пористому материалу может включать приложение, по меньшей мере, частичного вакуума к части пористого материала, не являющейся формующей поверхностью.
Оснастка для формования может содержать, по меньшей мере, одну зону, образующую часть формующей поверхности, которая изготовлена из непористого материала.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Ниже будут подробно описаны формы осуществления настоящего изобретения с помощью неограничивающих примеров и со ссылками на прилагаемые чертежи.
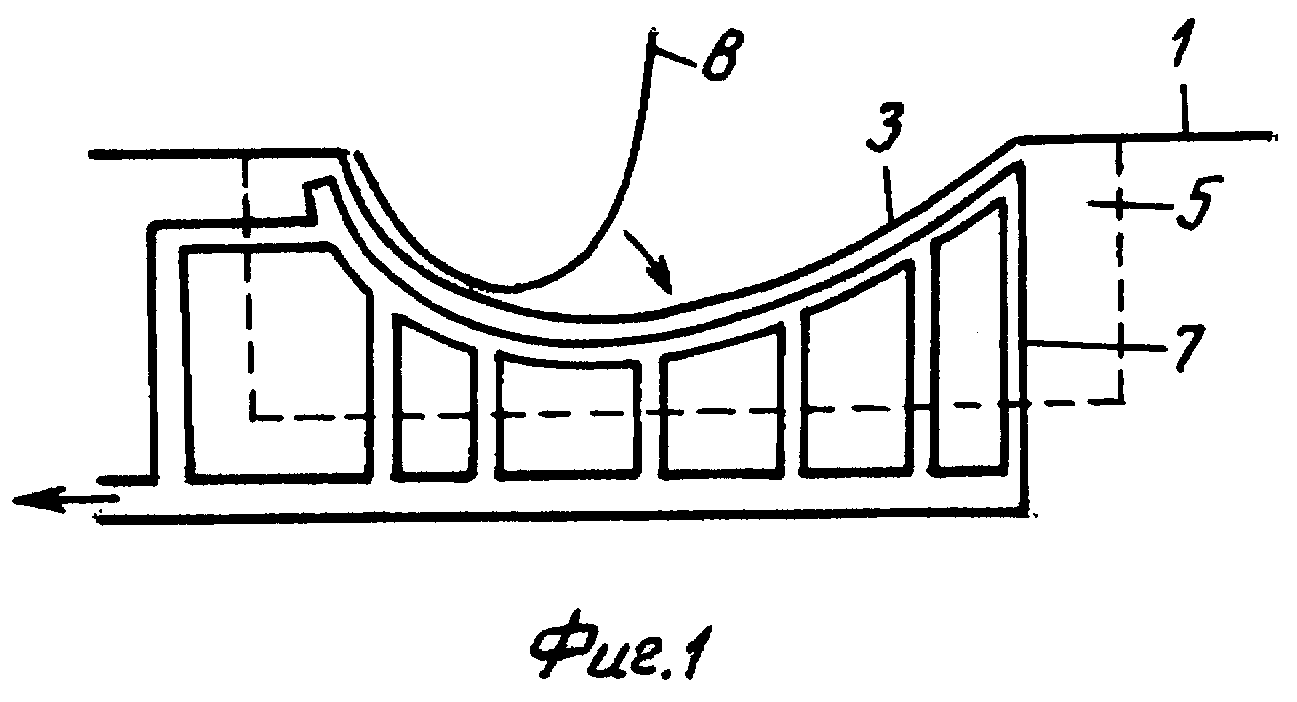
На фиг.1 схематически представлено применение микропористой оснастки для формования в соответствии с одним из вариантов осуществления настоящего изобретения.
СВЕДЕНИЯ, ПОДТВЕРЖДАЮЩИЕ ВОЗМОЖНОСТЬ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
На фиг.1 схематически представлен усовершенствованный способ укладки ленты термопластичного композиционного материала в соответствии с одной из форм осуществления настоящего изобретения. Оснастка 1 для формования имеет формующую поверхность 3, определяющую желаемую форму наружной поверхности и конфигурацию формуемого композиционного компонента. Часть оснастки для формования, содержащая формующую поверхность 3, изготовлена из микропористого материала, например микропористого алюминия. Оснастка 1 для формования может быть целиком изготовлена из пористого материала, или, альтернативно, пористый материал 5 может применяться только непосредственно в зоне формующей поверхности 3, а остальные части оснастки 1 для формования могут быть изготовлены из других соответствующих непористых материалов, например из мягкой стали. Пористый материал 5 имеет лабиринт воздушных каналов 7, который может быть разделен на зоны с помощью твердых перегородок и распределительных клапанов.
Для укладки начального слоя термопластичной ленты 8 в соответствии с вариантами осуществления настоящего изобретения к воздушным каналам 7 в оснастке 1 для формования прикладывают отрицательное давление, так что воздух вытягивается через пористый материал 5, создавая область отрицательного давления на формующей поверхности 3. Затем термопластичная композиционная лента или широкий холст с тканой поверхностью укладываются на формующую поверхность в желаемой конфигурации, и термопластичная композиционная лента удерживается на формующей поверхности 3 благодаря отрицательному давлению, приложенному к формующей поверхности через поры в пористом материале 5 и воздушные каналы, сформированные в оснастке 1 для формования. В соответствии с предпочтительными вариантами осуществления настоящего изобретения отдельные части термопластичной композиционной ленты 8 термически сваривают друг с другом в процессе объединения. Сварку можно осуществлять одновременно с укладкой ленты с помощью известных автоматов для укладки ленты путем встраивания оборудования для локального нагрева в лентоукладочную головку. Например, лентоукладочная головка может содержать инфракрасный лазер для обеспечения локального нагрева и сваривания. Следующие слои термопластичной композиционной ленты 8 также термически объединяют с предварительно уложенной композиционной лентой. После укладки всего композиционного компонента в форму и одновременного объединения компонент можно отделить от оснастки 1 для формования путем простого механического удаления всего компонента из формы, т.е. путем простой выемки, или можно упростить отделение от формы путем приложения положительного давления к воздушным каналам 7, чтобы через поры в микропористом материале 5 установить положительное давление на формующей поверхности 3, эффективно «выдувая» готовый композиционный компонент из оснастки 1 для формования.
Средний диаметр пор пористых материалов 5, пригодных для применения в соответствии с вариантами осуществления настоящего изобретения, обычно составляет десятки микрон. Например, характерный средний диаметр пор микропористого алюминия составляет приблизительно 15 микрон, что обеспечивает общую пористость материала приблизительно 15%. Относительно малый размер пор таких пористых материалов совместно с относительно высокой вязкостью, характерной для термопластичных матриц, даже достаточно нагретых для обеспечения объединения, предотвращает затягивание термопластичного материала в поры, таким образом, обеспечивая высокое качество поверхности сформированного композиционного компонента и предотвращая закупоривание пор при укладке ленты.
Как уже было сказано, термопластичный материал необходимо нагревать, чтобы обеспечить объединение отдельных частей в единую термопластичную матрицу. Температуру, при которой начинается объединение, обычно называют температурой стеклования (Тg), и она изменяется в зависимости от конкретного материала термопластичной матрицы. Например, Тg PEEK (от англ. «polyetheretherketone» - полиэфирэфиркетон) составляет 143°С, Тg РЕКК (от англ. «polyetherketoneketone» - полиэфиркетонкетон) - 156°С, и Тg PPS (от англ. «polyphenylen sulfide» - полифениленсульфид) - 89°С. В зависимости от применяемого способа объединения возможно применение материала термопластичной матрицы, Тg которого выше максимально допустимой температуры формования, необходимой для выбранного пористого материала, поскольку при применении, например, объединения с помощью лазерной сварки, нагрев является высоколокализованным и относительно кратковременным, так что тепло, передаваемое пористому материалу, является недостаточным для повышения температуры материала формы выше максимально допустимого значения. Теплопроводность пористого материала также является благоприятным фактором, поскольку пористый материал с относительно высокой теплопроводностью стремится отводить излишки тепла от источника локализованного нагрева, т.е. лентоукладочной и сварочной головки, таким образом, уменьшая быстрое локальное накопление тепла в пористом материале. Также, если максимально допустимая температура пористого материала формы выше температуры стеклования выбранного материала термопластичной матрицы, возможно и предпочтительно осуществлять объединение термопластичного материала путем общего нагрева уложенных слоев, например путем осуществления укладки в обычной нагревательной печи, хотя при этом все равно требуется, по меньшей мере, локализованная сварка вышележащих слоев для скрепления уложенного пакета.
Приложение отрицательного давления к формующей поверхности 3 пористого материала 5, например путем соединения воздушного канала 7 с вакуумным насосом, позволяет надежно прикрепить термопластичную ленту к формующей поверхности пористого материала в тех случаях, когда формующая поверхность имеет сложную форму, или когда термопластичная лента в противном случае отделяется от формующей поверхности под действием гравитации. Зоны формы, в которых перемещение термопластичной ленты маловероятно даже без приложения отрицательного давления к пористому материалу формы, например зоны плоской формующей поверхности, могут быть изготовлены из непористых сортов материала. Предпочтительным является применение одного и того же материала формы, чтобы исключить проблемы, связанные с разной скоростью теплового расширения и сжатия различных материалов. Кроме того, в соответствии с некоторыми вариантами осуществления настоящего изобретения пористый материал 5 может быть сформирован путем просверливания отдельных отверстий в непористом материале. Однако такой вариант осуществления не является предпочтительным, поскольку сверление занимает много времени, а полученные отверстия должны быть достаточно малы относительно вязкости выбранного материала термопластичной матрицы, чтобы исключить затекание термопластичного материала в поры и их закупоривание при нагреве термопластичной ленты в процессе объединения.
Способ регулирования положения центра тяжести воздушного судна
Система и способ контроля перекачки топлива
Предохранительная решетка для двигателя
Механизм выпуска спойлера
Способ конструирования панели из композиционного материала
Способ и устройство для ультразвукового контроля
Сканирующее устройство
Слоистая композиционная структура с самовосстанавливающимся слоем
Способ эксплуатации системы управления подачей топлива воздушного судна
Способ и устройство для изготовления композитной структуры из армированного волокном термопластичного материала
Способ регулирования положения центра тяжести воздушного судна
Система и способ контроля перекачки топлива
Предохранительная решетка для двигателя
Механизм выпуска спойлера
Способ конструирования панели из композиционного материала
Способ и устройство для ультразвукового контроля
Сканирующее устройство
Слоистая композиционная структура с самовосстанавливающимся слоем
Способ эксплуатации системы управления подачей топлива воздушного судна
Способ и устройство для изготовления композитной структуры из армированного волокном термопластичного материала

