Результат интеллектуальной деятельности: ВИБРОУСТАНОВКА ДЛЯ ОТДЕЛОЧНО-ЗАЧИСТНОЙ ОБРАБОТКИ ДЕТАЛЕЙ
Вид РИД
Изобретение
Изобретение относится к обработке деталей в контейнерах, совершающих низкочастотные колебания, и может найти применение в различных отраслях машиностроения для шлифовки, полирования и упрочнения поверхностного слоя деталей.
Известно устройство для вибрационной обработки (а.с. №1042965, кл. B24B 31/06, 1983), содержащее упруго установленную на основанию тороидальную камеру с вибратором и крышкой, выполненную в виде кольцеобразного диска и установленной с зазором рабочей полости камеры.
Недостатком известного устройства является недостаточная интенсивность обработки и ограниченные технологические возможности в виду недостаточной интенсивностью смешивания.
Наиболее близким к предлагаемому изобретению является виброустановка с объемным движением рабочей камеры (патент РФ №2288830, кл. B24B 31/073, 2006), содержащая упруго установленную на основании с вибратором тороидальную рабочую камеру выполненную из секций, смонтированных из полос, согнутых в одну сторон) по прямым линиям, размещенным под углом к кромкам полос, с попеременным образованием по длине полосы равных по размерам равносторонних и равнобедренных треугольников, при этом с двух сторон самого большого равностороннего треугольника расположены своими основаниями два одинаковых равнобедренных треугольников, с боковых сторон, которых расположены два одинаковых равносторонних треугольников с расположенными к ним своими основаниями двумя одинаковыми равнобедренными треугольниками, на одном из которых расположен равносторонних треугольников, причем стороны меньших равносторонних треугольников отличаются от сторон больших равносторонних треугольников на одну и ту же линейную величину, а секции соединены друг с другом свободными сторонами упомянутых треугольников с образованием по наружной и внутренней поверхностях тороидальной рабочей камеры ломанных винтовых линий и винтовых поверхностей.
Недостатком известного устройства является ограниченные технологические возможности, сложности организации обработки деталей непрерывным потоком.
Техническим решение является расширение технологических возможностей, упрощение изготовления.
Техническое решение достигается тем, что в виброустановке для отделочно-зачистной обработки деталей, содержащей упруго установленную на основании рабочую камеру с вибратором, рабочая камера выполнена с многогранной винтовой поверхностью по ее внутреннему и наружному периметру и имеет вид спирали, состоящей из секций, смонтированных из двух подсекций, изготовленных из полос, согнутых в одну сторону по прямым линиям сгиба, размещенным под углом к кромкам полос, и свернутых в кольцо с попеременным образованием по длине полосы разных по размерам равносторонних, равнобедренных и разносторонних треугольников, причем стороны треугольников отличаются друг от друга на линейную величину, кратную целому числу Δ, при этом с двух сторон большего из равносторонних треугольников расположены своими большими сторонами два одинаковых разносторонних треугольника, средние по размерам стороны которых меньше стороны большого равностороннего треугольника на линейную величину 2Δ и к средней по размерам стороне одного из которых с одной стороны полосы примыкает меньший из равносторонних треугольников, сторона которого меньше стороны большого равностороннего треугольника на линейную величину 2Δ, причем со второй стороны меньшего равностороннего треугольника расположен своим основанием равнобедренный треугольник, боковые стороны которого меньше его основания на линейную величину Δ и, соответственно, меньше сторон большого равностороннего треугольника на линейную величину 3Δ, и с боковой стороны которого расположен равнобедренный треугольник, основание которого меньше его боковой стороны на величину Δ и, соответственно, меньше стороны большого равностороннего треугольника на величину 4Δ, при этом с противоположной стороны полосы к средней по размеру стороне второго разностороннего треугольника примыкает своей боковой стороной равнобедренный треугольник, основание которого меньше его боковой стороны на величину Δ и, соответственно, меньше стороны большого равностороннего треугольника на величину 3Δ, и к основанию которого примыкает своей боковой стороной равнобедренный треугольник, основание которого меньше его боковой стороны на величину Δ и, соответственно, меньше стороны большого равностороннего треугольника на величину 4Δ, при этом концы полос с линейной величиной, меньшей на 4Δ стороны большого равностороннего треугольника, соединены с образованием подсекций, которые с одной стороны имеют отверстие в виде квадрата, сторона которого меньше стороны большого равностороннего треугольника полосы на величину 3Δ, ас другой стороны - отверстие в виде равнобедренной трапеции, большое основание которой равно стороне большого равностороннего треугольника, малое основание меньше большого основания на величину 3Δ, а ее боковые стороны меньше большого основания на величину 2Δ, причем подсекции соединены друг с другом сторонами с отверстиями в виде трапеций с образованием секций с входными и выходными отверстиями в виде квадратов, стороны которых равны друг другу, и эти стороны с отверстиями расположены под углом а, величина которого определяет форму образованной рабочей камеры спирали, при этом секции соединены в рабочую камеру поочередно с поворотом друг относительно друга на 90° попеременно по часовой стрелке и в обратном направлении.
По данным патентно-технической литературы не обнаружено техническое решение, аналогичное заявляемому, что позволяет судить об изобретательском уровне предлагаемой виброустановки для отделочно-зачистной обработки деталей.
Новизна обусловлена тем, что рабочая камера выполнена спиральной формы по его наружному и внутреннему периметру многозаходных винтовых поверхностей и многозаходных винтовых линий, что обеспечивает не только интенсификацию взаимодействия рабочих частиц и обрабатываемых деталей но и расширение технологических возможностей.
Новизна предложения заключается также в том, что по всему периметру рабочей камеры проходное сечение изменяется не только по форме, но и по площади, что обеспечивает попеременное сжатие и расширение масс загрузки - частиц рабочих сред и обрабатываемых деталей в каждом сечение рабочей камеры а значит, повышение производительности, эффективности обработки и расширение технологических возможностей.
Новизна предлагаемого изобретения заключается в том, что треугольники полос из которых смонтированы подсекции рабочей камеры, разнонаклонеиы не только друг к другу, но и к оси симметрии рабочей камеры, поэтому степень сжатия компонентов масс загрузки - частиц рабочих сред и обрабатываемых деталей возрастает, процесс отделочно-зачистной обработки ускоряется, расширяются технологические возможности.
Новизна заключается также в том, что рабочая камера изготовлен из секций, стенки которых разнонаклонны не только друг к другу, но и к направлению вращательного движения частиц рабочих сред и обрабатываемых деталей, движущихся под воздействием вибрации в плоскостях, перпендикулярных проходному сечению рабочей камеры, что усложняет траектории их движения, увеличивает интенсивность их взаимодействия и расширяет технологические возможности.
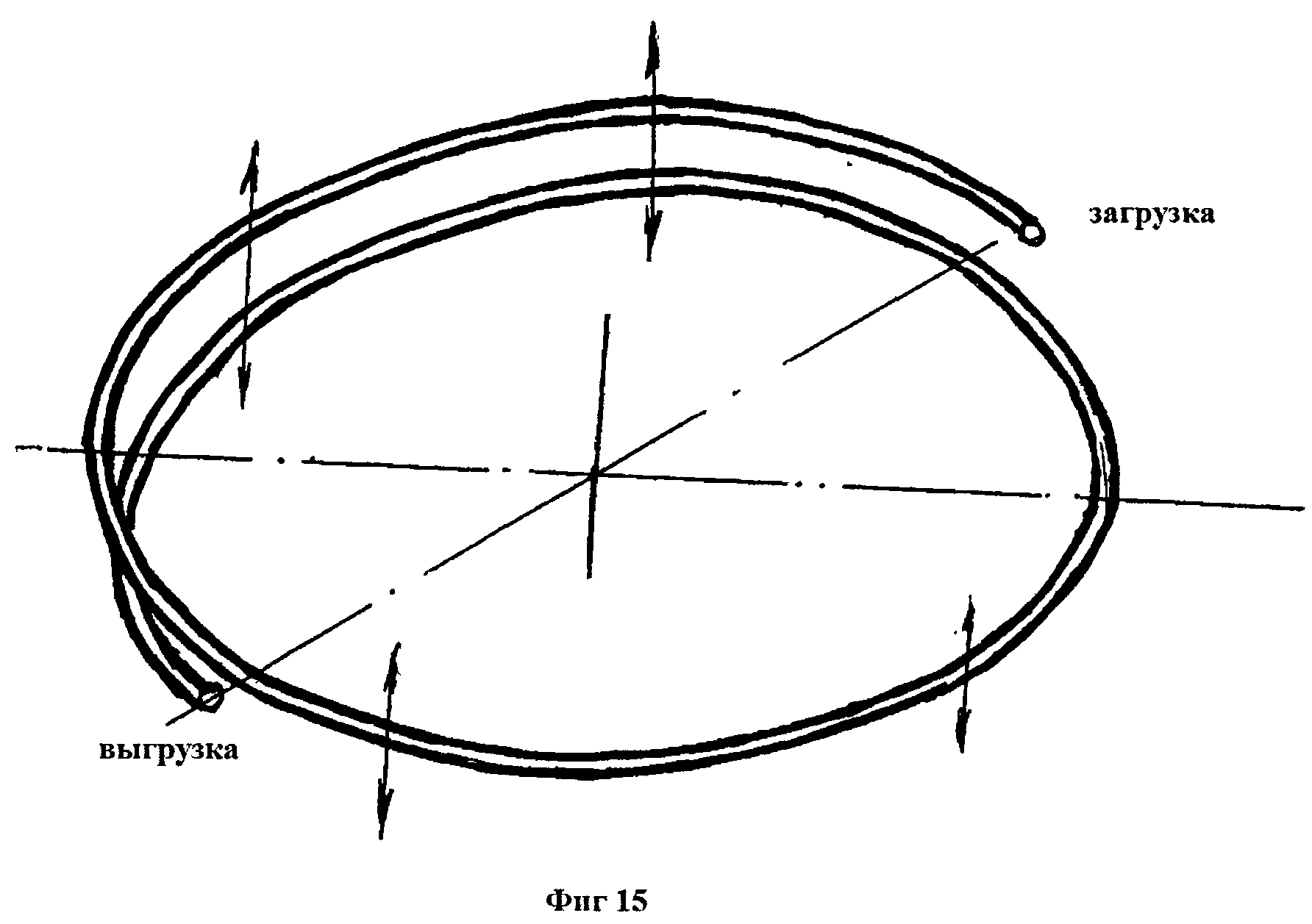
Новизна заключается в том, что изготовление рабочей камеры спиральной формы с многогранными элементами различной формы и размерами по периметру расположенными по винтовым поверхностям и спиральным ломанным винтовым линиям обеспечивает интенсификацию процесса смешивания рабочих частиц и обрабатываемых деталей, увеличивает энергоемкость и частоты их взаимодействия обеспечивая непрерывность потока обработки деталей при их движении от загрузки к выгрузке.
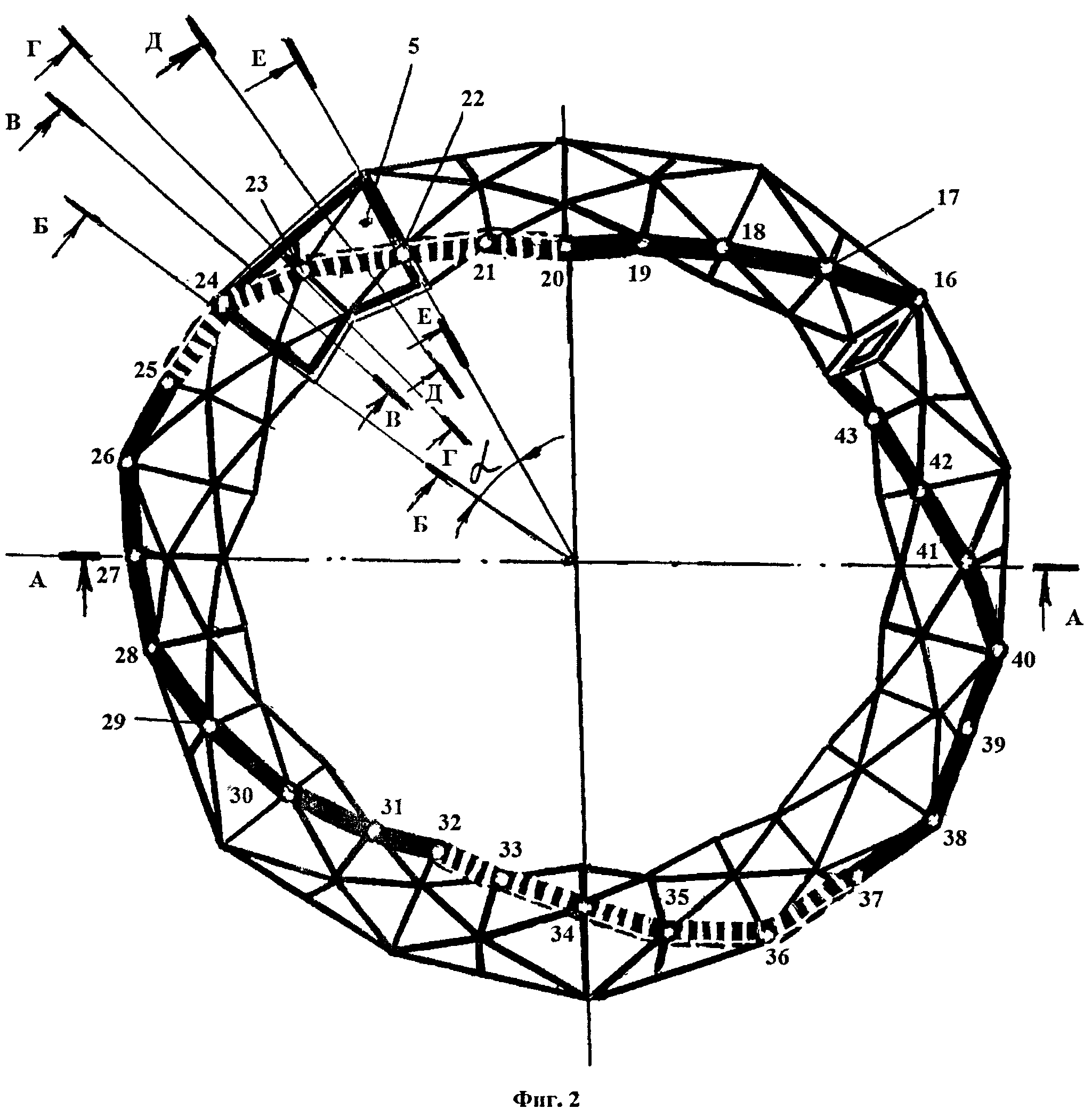
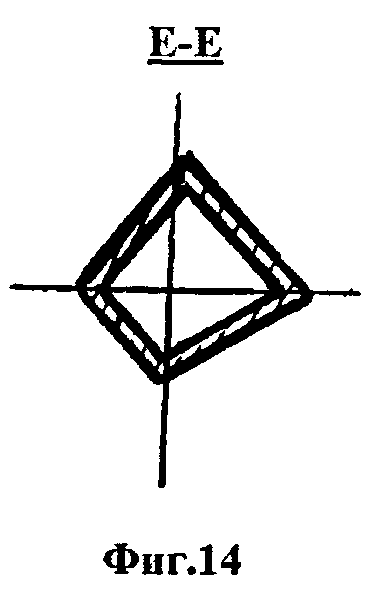
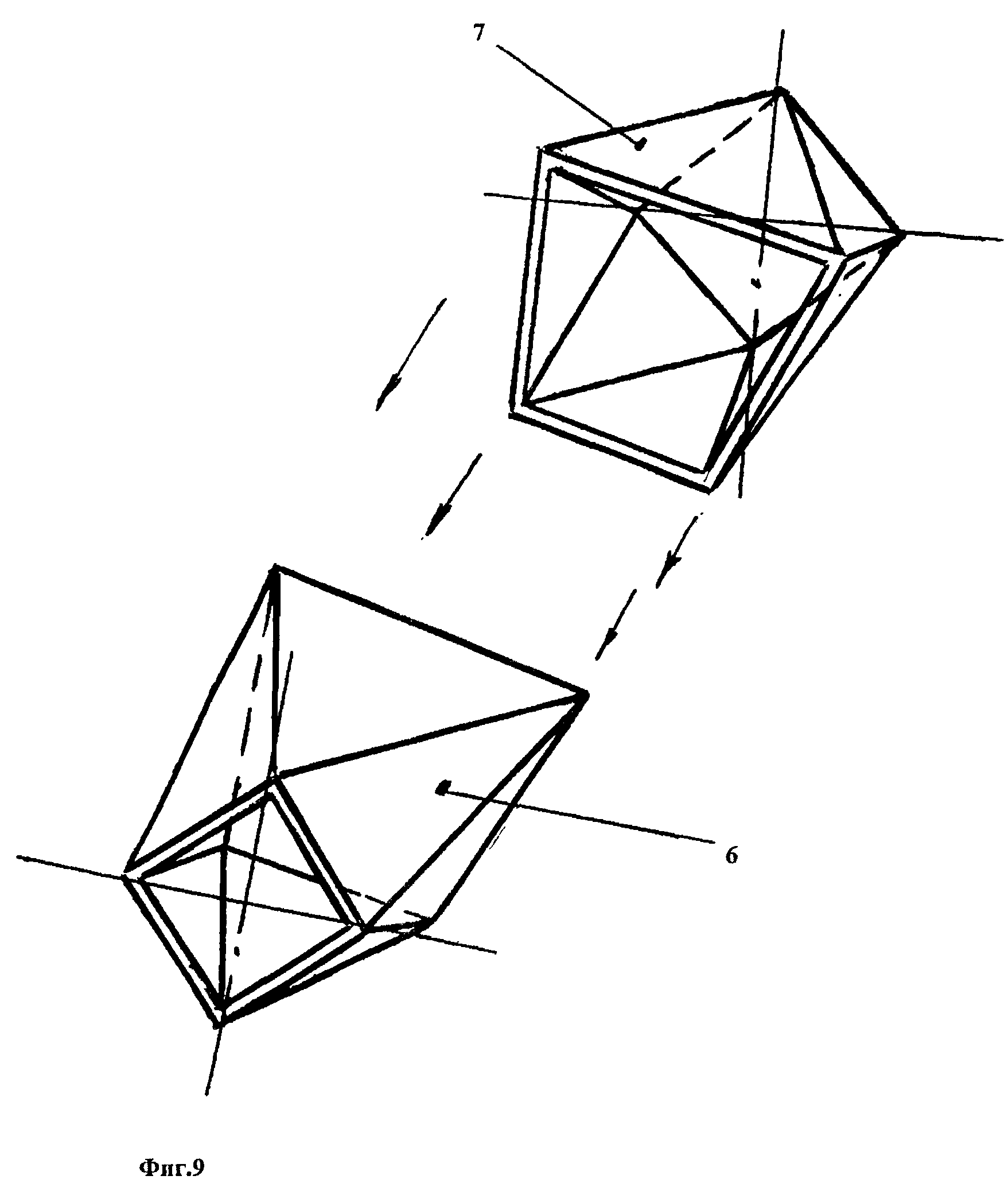
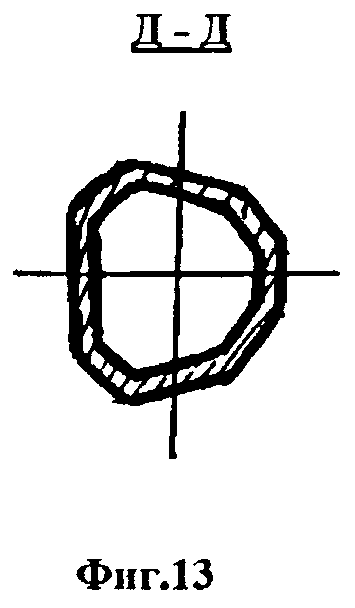
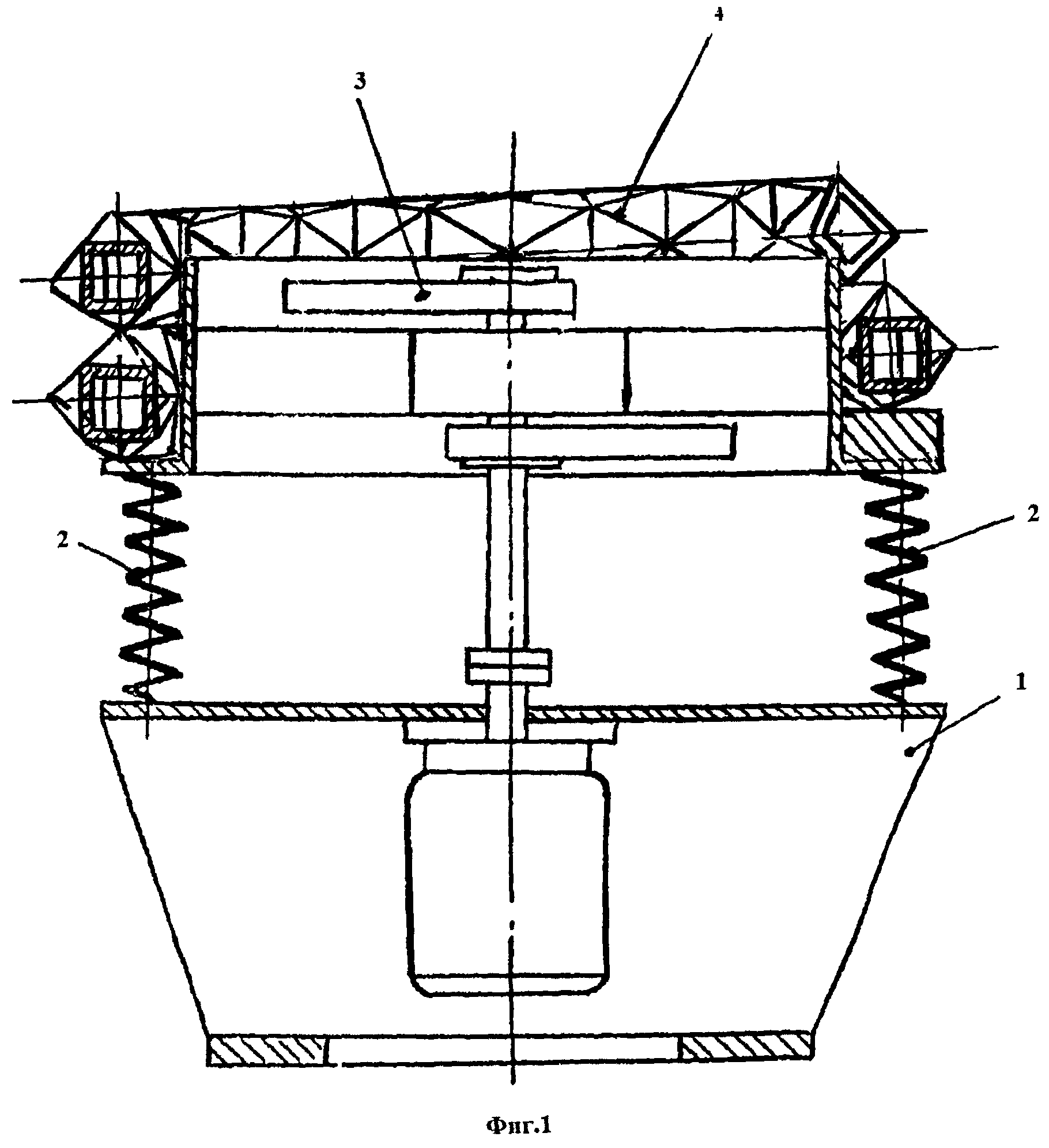
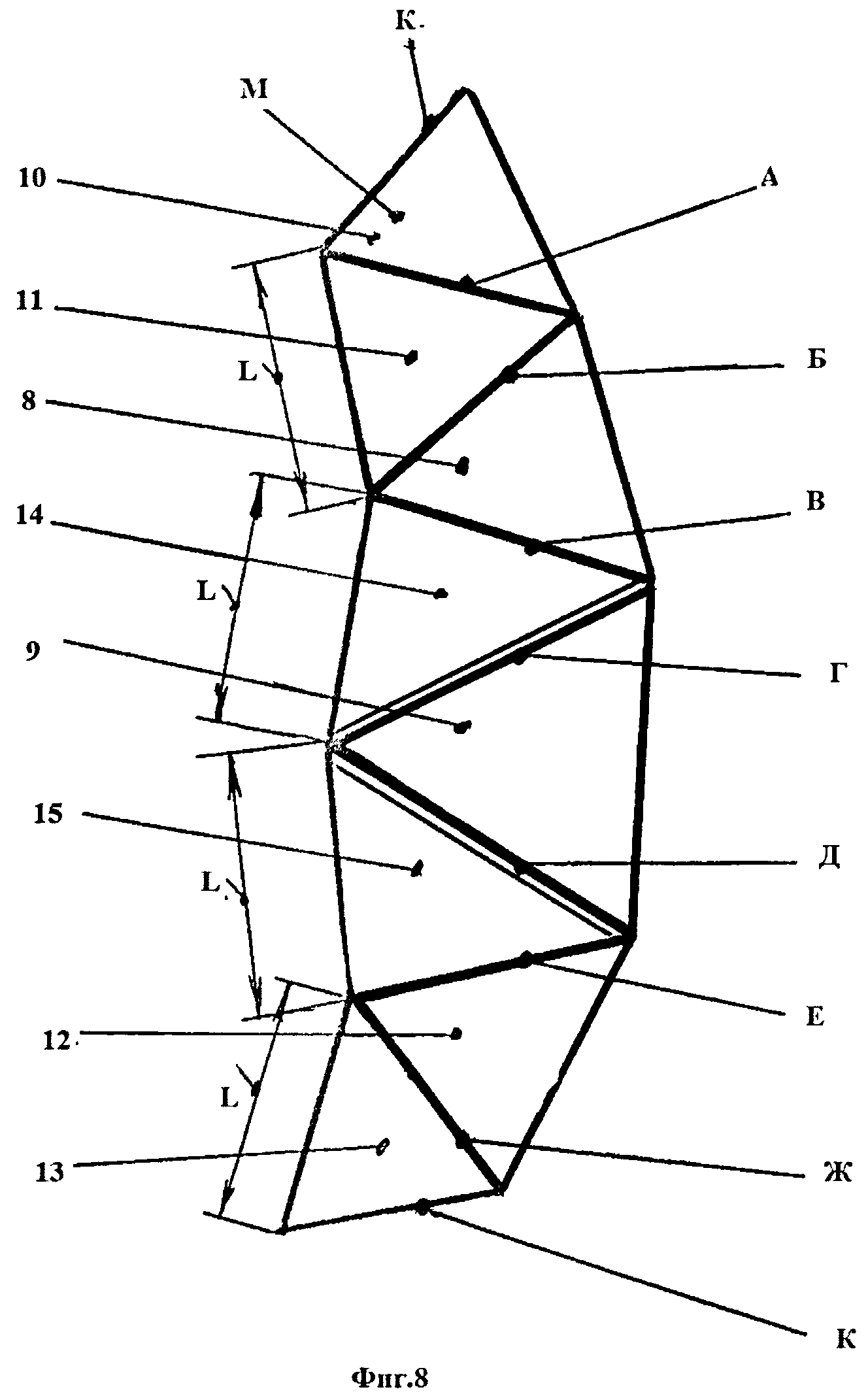
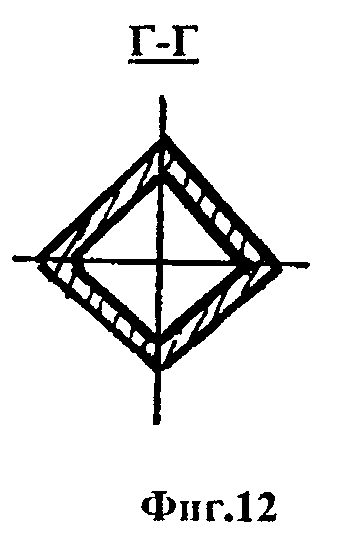
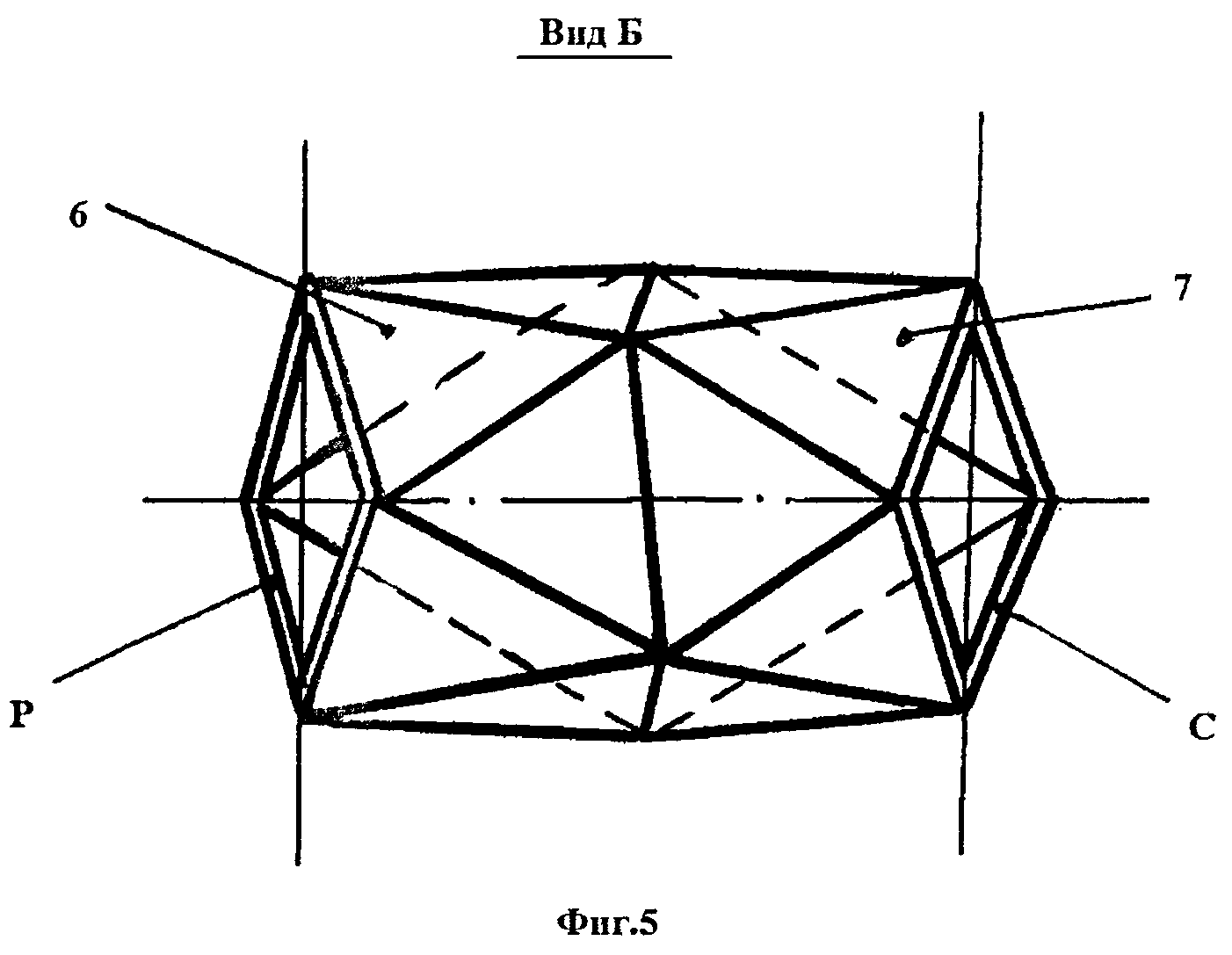
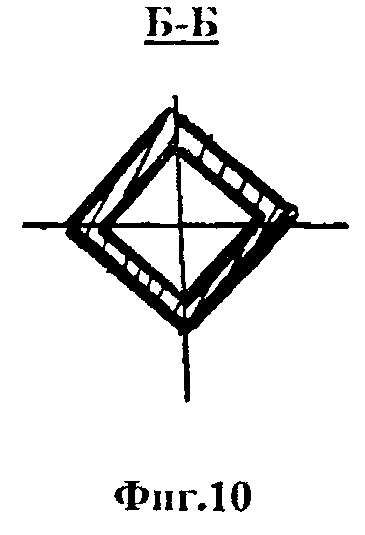
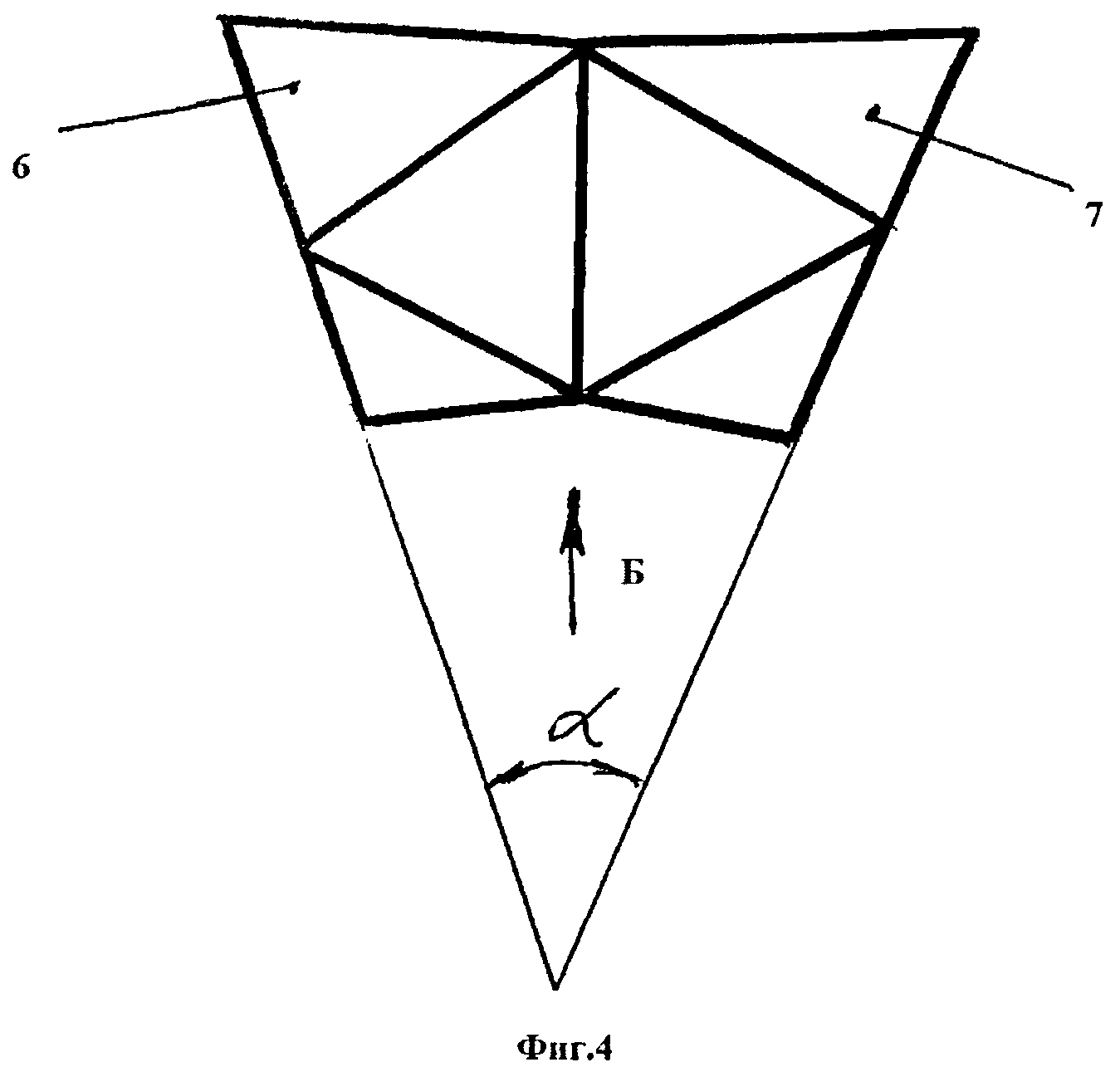
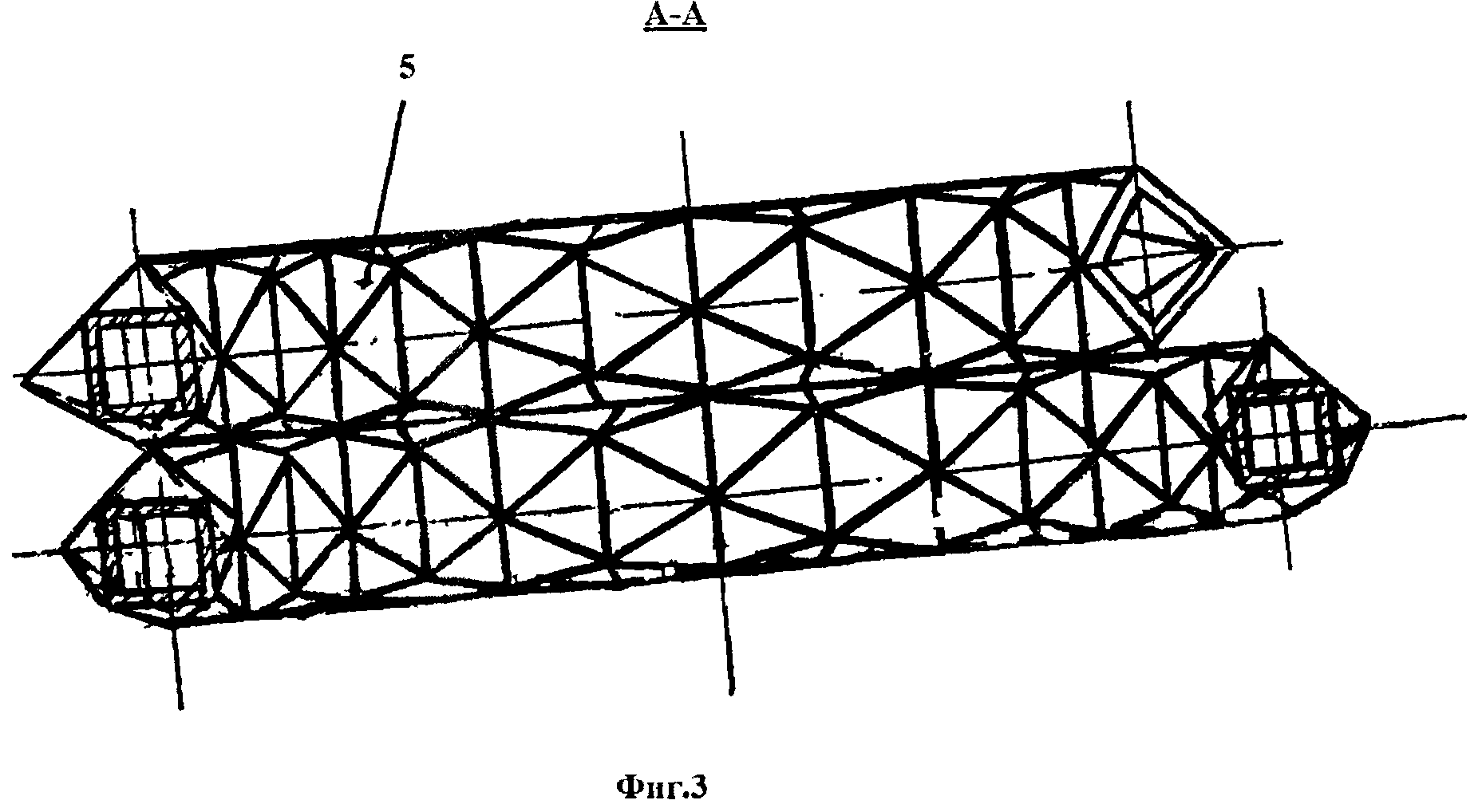
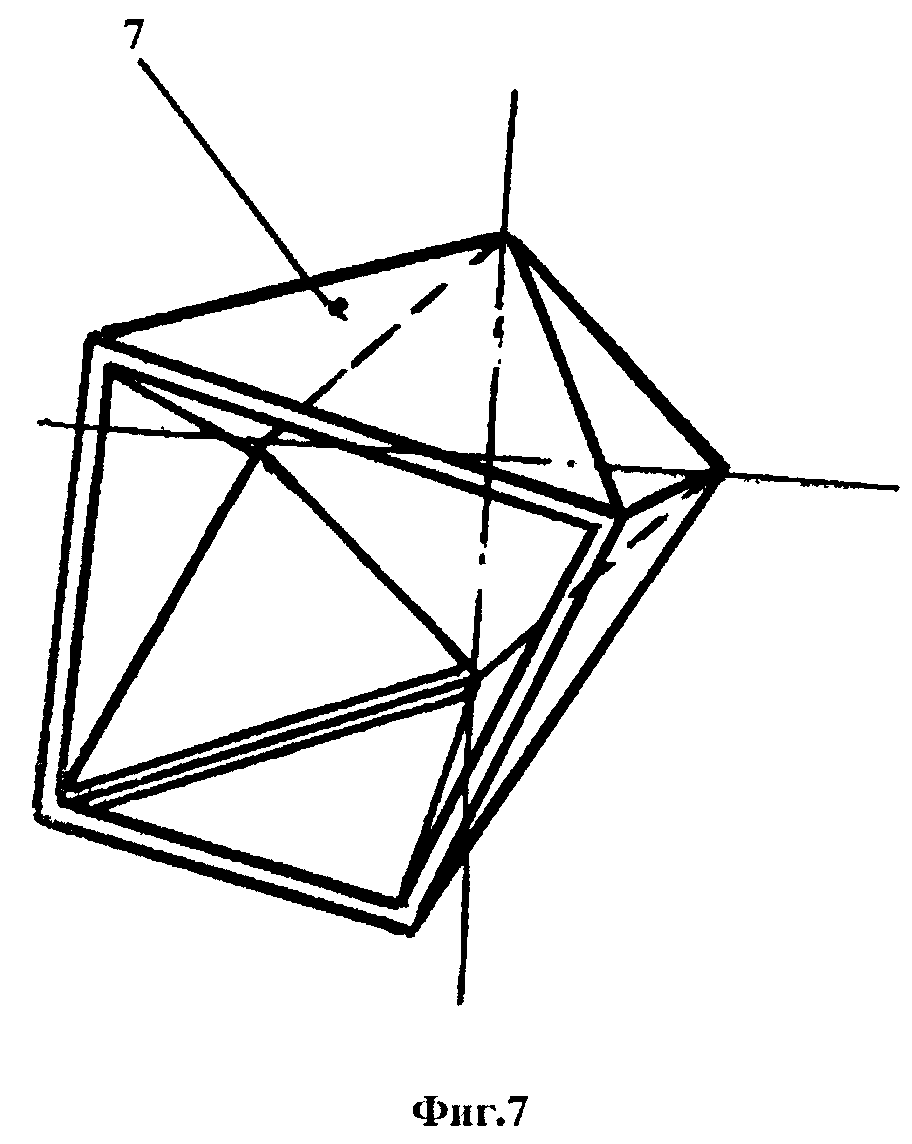
Сущность изобретения поясняется чертежами, где: на фиг.1 изображена виброустановка для отделочно-зачистной обработки деталей, общий вид; на фиг.2 - рабочая камера, вид сверху; на фиг.3 - разрез А-А на фиг.2; на фиг.4 - одна из секций, из которых смонтирована рабочая камера, вид сверху; на фиг.5 - одна из секций, из которых смонтирована рабочая камера, вид по стрелке Н на фиг.4; на фиг.6 - одна из подсекций, секции рабочей камеры аксонометрическая проекция; на фиг.7 - вторая подсекция, секции рабочей камеры, аксонометрическая проекция; на фиг.8 - полоса с размеченными прямыми линиями; на фиг.9 - схема сборки секции из подсекций; фиг.10 - сечение Б-Б на фиг.2; на фиг.11 - сечение В-В на фиг.2;, на фиг.12 - сечение Г-Г на фиг.2; на фиг 13 - сечение Д-Д на фиг.2; на фиг.14 - сечение Е-Е на фиг.2. фиг.15 - технологическая схема непрерывной обработки деталей в виброустановке для отделочно-зачистной обработки деталей, наглядное изображение;
Виброустановка для отделочно-зачистной обработки деталей (фиг.1) состоит из станины 1, на которой с помощью пружин 2 упруго закреплена и снабжена вибратором 3 рабочая камера 4. Загрузочные и разгрузочные приспособления на фиг.1 не показаны.
Рабочая камера 4 (фиг.2, фиг.3) выполнена спиральной формы с многогранной винтовой поверхностью по ее внутреннему и наружному периметру и изготовлена из секций 5 (одна из секций на фиг.2 выделена сплошными утолщенными линиями), соединенным между собой известными методами, например, сваркой, клейкой и т.п. Каждая из секций 5 изготовлена в виде кругового сектора (фиг.4, фиг.5, фиг.6, фиг.7) из подсекций 6 и 7. Подсекции 6 и подсекция 7 изготовлены из полос М (фиг.8) согнутых в одну сторону по прямым линиям А, Б, В, Г, Д, Е, Ж, размешенным под углом к боковым кромкам полосы М, с образованием разных по размерам равносторонних треугольников 8 и 9, при этом стороны треугольника 8 меньше стороны треугольника 9 на величину 2Δ, равнобедренных треугольников 10, 11, 12, 13 и двух одинаковых разносторонних треугольников 14 и 15. Все стороны этих треугольников отличаются друг от друга на одну и ту же линейную величину кратную целому числу Δ При этом с двух сторон самого большого равностороннего треугольника 9 своими самыми большими сторонами (стороной Г треугольника 14 и стороной Δ треугольника 15) размещены два одинаковых разносторонних треугольника 14 и 15. Стороны, по которым присоединены треугольники 14 и 15 к треугольнику 9 показаны на фиг.8 двойными линиями. Средние по размерам стороны разносторонних треугольников 14 и 15 (сторона в треугольника 14 и сторона Г. треугольника 15) меньше сторон большого равностороннего треугольника 9 на величину 2Δ. Самые маленькие стороны разносторонних треугольников 14 и 15 меньше средних их сторон В и Е на величину (Δ) и равны величине (L). Эти стороны (L) показаны на фиг.8. К средней стороне В разностороннего треугольника 14 прикреплен равносторонний треугольник 8, все стороны которого равны средней стороне В треугольника 14. К стороне В треугольника 8 прикреплен своим основанием равнобедренный треугольник 11, боковые стороны которого меньше его основания на величину Δ и соответственно меньше стороне самого большого треугольника 9 на величину 3Δ. К стороне треугольника 11 прикреплен своей боковой стороной Δ равнобедренный треугольник 10, основание которого меньше его боковой стороне на величину Δ и соответственно меньше сторон самого большого равностороннего треугольника 9 на величину 4Δ. С противоположной стороны полосы М к средней стороне Е треугольника 15 прикреплен своей боковой стороной равнобедренный треугольник 12 основание которого меньше его боковой стороне на величину Δ и соответственно меньше сторонам треугольника 9 на величину 3Δ. К стороне Ж - основанию треугольника 12 прикреплен своей боковой стороной равнобедренный треугольник 13, основание которого меньше его боковой стороне на величину Δ и соответственно меньше сторон самого большого равностороннего треугольника 9 на величину 4Δ.
После сгиба полосы М по линиям А, Б, В, Г, Д, Е, Ж в кольцо в одну сторону концы полосы М по линиям К (на фиг.6 и 7 показаны тройной линией) соединяют, например сваркой с образованием подсекций 6 и 7 (фиг.6 и фиг.7) у которых с одной стороны образовано отверстие в виде квадрата с стороной равной L длина которой меньше сторонам самого большого равностороннего треугольника 9 полосы М на величину 3Δ, а с другой стороны образовано отверстие в виде равнобедренной трапеции, большое основание которой равно стороне самого большого равностороннего треугольника 9, малое основание меньше большого основания трапеции на величину 3Δ, а боковые стороны меньше большого основания на 2Δ.
Подсекции 6 и 7 соединяют отверстиями в виде гранений (фиг.9) с образованием секции 5, например сваркой. Таким образом секция 5 (фиг.4, фиг.5) снабжена входным квадратным отверстием Р и выходным квадратным отверстием С, причем стороны квадратных входных и выходных отверстий Р и С секции 5 равны друг другу. При этом квадратные отверстия Р и С секции 5 расположены друг к другу под углом а, величина которого обеспечивает спиральную форму рабочей камеры.
При монтаже секций 5 в рабочую камеру их соединяют квадратными отверстиями, при этом поочередно поворачивают их на 90° каждую последующую секцию относительно предыдущей по часовой стрелке, а затем следующую секцию присоединяют с поворотом в обратном направлении тоже на 90°.
На наружной и внутренней поверхности спиральной камеры образованы взаимонаправленные ломанные винтовые линии, например, как показано на фиг.2 утолщенной линией одна из восьми ломанных винтовых линий: 16-17-18-19-20-21-22-23-24-25-26-27-28-29-30-31-32-33-34-35-36-37-38-39-40-41-42-43 и т.д. На фиг.2 невидимые участки ломанной винтовой линии показаны двойной штриховой линией, а вершины их взяты в круглые скобки.
В результате по внутренней и наружной поверхностей спиральной формы рабочей камеры образованы винтовые поверхности с различными по форме и площади сечениями, а сама рабочая камера спиральной формы имеет проходное сечение, которое меняется по все длине спиральной камеры как по площади, так и по размерам и по форме (фиг.11, фиг.12, фиг.13, фиг.14, фиг.15.
Таким образом, рабочая камера 4 (фиг.1, фиг.2, фиг.3) выполнен по периметру в виде многозаходной винтовой поверхности с винтовыми линиями по периметру рабочей камеры 4 и с переменным проходным сечением, обеспечивающим поджатие рабочей среды и обрабатываемиых деталей.
Рабочая камера 4 (фиг.2, фиг.3) спиральной формы ее многогранной винтовой поверхностью по его внутреннему и наружному периметру с образованием по ее наружной и внутренней поверхностей многозаходных винтовых поверхностей и однонаправленных многозаходных винтовых линий может быть изготовлена и иным способом.
Виброустановка для отделочно-зачистной обработки деталей работает следующим образом.
Возмущающая сила вибратора 3 через стенки рабочей камеры 4 передается частицам рабочих сред и обрабатываемым деталям, находящимся внутри рабочей камеры 4. Частицы рабочих сред и обрабатываемые детали совершают сложное движение, при котором и происходит процесс отделочно-зачистной обработки. Частицы рабочих сред и обрабатываемые детали интенсивно взаимодействуют друг с другом и под воздействием вибрации совершают вращательное движение в плоскостях, перпендикулярных проходному сечению рабочей камеры 4. Так как по длине рабочей камеры 4 размеры поперечного сечения, форма и расположение меняются, то усугубляется нарушаемость движения частиц рабочих сред и обрабатываемых деталей, т.е имеет место повышение интенсивности отделочно-зачистной обработки. Наличие винтовых поверхностей и винтовых линий по периметру рабочей камеры 4 способствует не только усложнению траекторий движения частиц рабочих сред и обрабатываемых деталей, но и их перемещению по проходному сечению рабочей камеры 4 от загрузки (фиг.15) к выгрузке. При движении по проходному сечению рабочей камеры 4 частиц рабочих сред и обрабатываемых деталей, из-за изменения проходного сечения по форме и размерам образуются попеременно зоны сжатия и разряжения в каждом сечение рабочей камеры 4 по всему се объему, что тоже интенсифицирует процесс отделочно-зачистной обработки и расширяет технологические возможности.
Технико-экономические преимущества возникают за счет выполнения рабочей камеры виброустановки для отделочно-зачистной обработки деталей, с многократным изменением проходного сечения по форме и размерам по всей ее длине и с образованием по ее наружному и внутреннему периметру многозаходных винтовых поверхностей и однонаправленных многозаходных винтовых линий, которые и обеспечивают изменение направления движения потоков частиц рабочих сред и обрабатываемых деталей и расширение технологических возможностей.
Виброустановка для отделочно-зачистной обработки деталей, содержащая упруго установленную на основании рабочую камеру с вибратором, отличающаяся тем, что рабочая камера выполнена с многогранной винтовой поверхностью по ее внутреннему и наружному периметрам и имеет вид спирали, состоящей из секций, смонтированных из двух подсекций, изготовленных из полос, согнутых в одну сторону по прямым линиям сгиба, размешенным под углом к кромкам полос, и свернутых в кольцо с попеременным образованием по длине полосы разных по размерам равносторонних, равнобедренных и разносторонних треугольников, причем стороны треугольников отличаются друг от друга на линейную величину, кратную целому числу Δ, при этом с двух сторон большего из равносторонних треугольников расположены своими большими сторонами два одинаковых разносторонних треугольника, средние по размерам стороны которых меньше стороны большого равностороннего треугольника на линейную величину 2Δ и к средней по размерам стороне одного из которых с одной стороны полосы примыкает меньший из равносторонних треугольников, сторона которого меньше стороны большого равностороннего треугольника на линейную величину 2Δ, причем со второй стороны меньшего равностороннего треугольника расположен своим основанием равнобедренный треугольник, боковые стороны которого меньше его основания на линейную величину Δ и, соответственно, меньше стороны большого равностороннего треугольника на линейную величину 3Δ, и с боковой стороны которого расположен равнобедренный треугольник, основание которого меньше его боковой стороны на величину Δ и, соответственно, меньше стороны большого равностороннего треугольника на величину 4Δ, при этом с противоположной стороны полосы к средней по размеру стороне второго разностороннего треугольника примыкает своей боковой стороной равнобедренный треугольник, основание которого меньше его боковой стороны на величину Δ и, соответственно, меньше стороны большого равностороннего треугольника на величину 3Δ, и к основанию которого примыкает своей боковой стороной равнобедренный треугольник, основание которого меньше его боковой стороны на величину Δ и, соответственно, меньше стороны большого равностороннего треугольника на величину 4Δ, при этом концы полос с линейной величиной, меньшей на 4Δ стороны большого равностороннего треугольника, соединены с образованием подсекций, которые с одной стороны имеют отверстие в виде квадрата, сторона которого меньше стороны большого равностороннего треугольника полосы на величину 3Δ, а с другой стороны - отверстие в виде равнобедренной трапеции, большое основание которой равно стороне большого равностороннего треугольника, малое основание меньше большого основания на величину 3Δ, а ее боковые стороны меньше большого основания на величину 2Δ, причем подсекции соединены друг с другом сторонами с отверстиями в виде трапеций с образованием секций с входными и выходными отверстиями в виде квадратов, стороны которых равны друг другу и эти стороны с отверстиями расположены под углом α, величина которого определяет форму образованной рабочей камерой спирали, при этом секции соединены в рабочую камеру поочередно с поворотом друг относительно друга на 90° попеременно по часовой стрелке и в обратном направлении.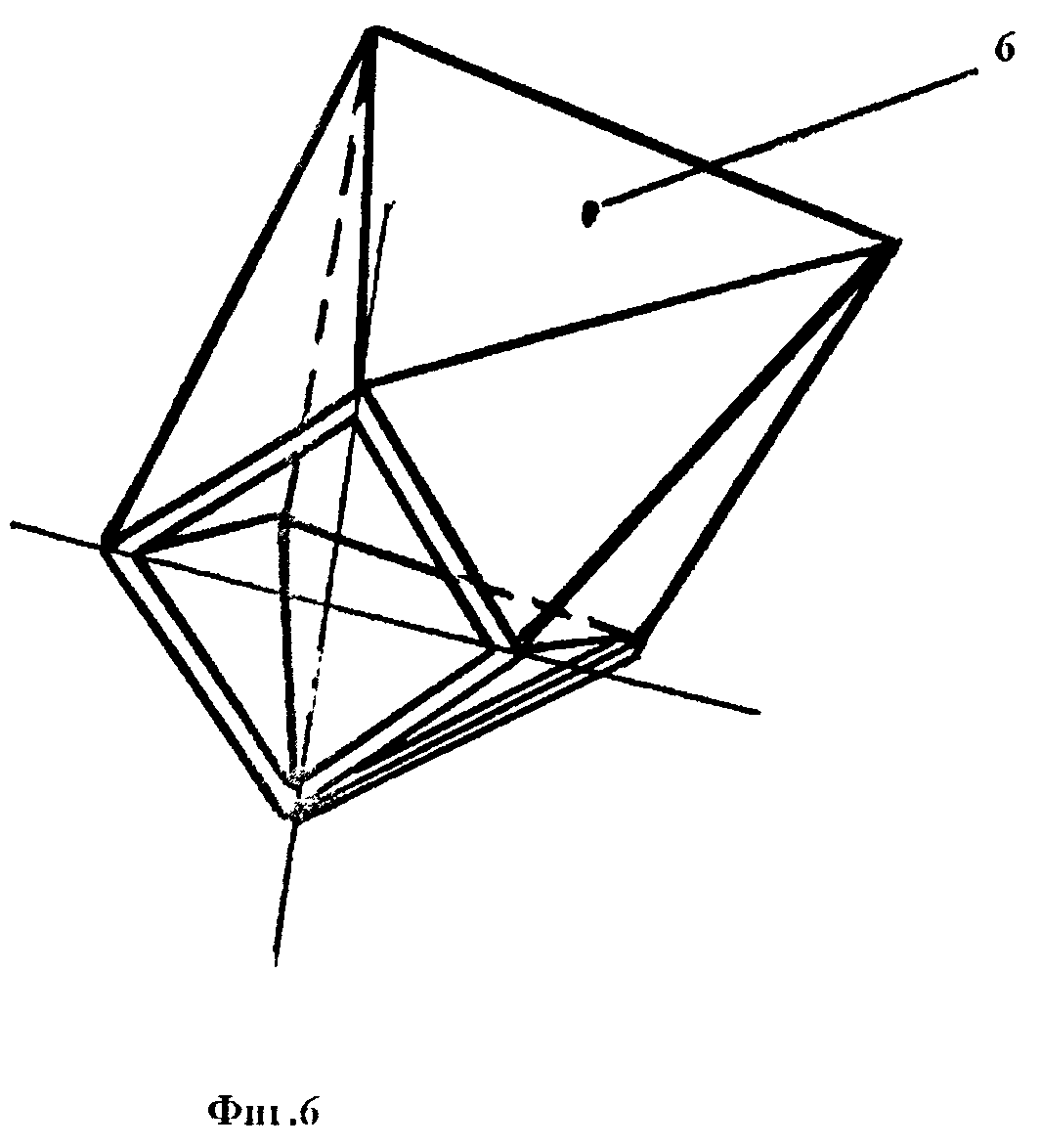
Модульный кукурузоуборочный комбайн со стреловидной рамой
Машина для мойки корнеклубнеплодов
Початкоотделяющий модуль кукурузоуборочного комбайна
Способ приготовления белковой функциональной кормовой добавки из семян люцерны
Способ производства витаминной кормовой добавки
Способ производства витаминной кормовой добавки
Способ производства белковой биологически активной кормовой добавки
Способ производства витаминной кормовой добавки
Способ получения витаминного зеленого корма
Способ производства функционального корма
Способ производства белково-витаминной кормовой добавки
Способ приготовления витаминного зеленого корма
Способ получения белкового витаминного зеленого корма

