Результат интеллектуальной деятельности: СПОСОБ ОЦЕНКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ДЕТАЛЕЙ
Вид РИД
Изобретение
Изобретение относится к неразрушающим способам рентгеноструктурного контроля и может быть использовано для оценки технического состояния деталей авиационной техники, например лопаток, шестерен, дисков, при многоцикловой усталости с помощью рентгеноструктурного анализа, как на стадии изготовления детали, так и в процессе ее ремонта.
Известен теоретический способ определения коэффициента концентрации напряжений на деталях газотурбинных двигателей (ГТД), под которым понимают отношение максимального радиального напряжения к окружному напряжению (Г.С. Скубачевский «Авиационные газотурбинные двигатели. Конструкция и расчет деталей», М., Машиностроение, 1981., с. 550 - стр. 211).
Недостатком данного способа является то, что способ является приближенным, не учитывающим физическое состояние материала поверхности детали, а данные, полученные данным способом, требуют верификации.
Известен способ определения ресурса работоспособности металла, заключающийся в том, что методом рентгеноструктурного анализа определяют значение структурно-чувствительного параметра, в качестве которого используется ширина рентгеновской линии, в исходном и постдеформационном состоянии, определяют деформационно-прочностные характеристики металла, а именно зависимости истинных напряжений и ширины рентгеновской линии от степени относительной остаточной деформации, и сравнивают деформационно-прочностные характеристики с допустимыми значениями, тем самым определяя работоспособность металла (RU 2261436 от 28.06.2004 МПК G01N 23/00, G01N 33/20, опубл. 27.09.2005 Бюл. №27).
Недостатком данного способа является то, что способ позволяет определять ресурс работоспособности детали только при условии, что известны результаты измерения в исходном состоянии, при этом для получения объективных значений ширины рентгеновской линии необходимо использовать одинаковые режимы рентгеносъемки и применять эталонные образцы.
Наиболее близким к заявленному является способ оценки технического состояния деталей, имеющих концентраторы напряжений, включающий снятие с детали рентгенограммы, по которой определяют остаточные напряжения сжатия, определение управляющего критерия и сравнение его с предельным значением (US 5625664 от 29.04.1997, МПК G01N 23/20).
Недостатком данного способа является то, что способ дает оценку технического состояния только в непосредственной зоне концентратора напряжений, при этом применение данного способа для металлических деталей ограничено в связи с тем, что в зонах концентрации напряжений деформация не линейна. Так же существует трудность применения способа для деталей сложной конструкции, где концентраторы напряжений расположены в труднодоступном месте.
Техническим результатом, на достижение которого направлен способ, является оценка технического состояния деталей в концентраторах напряжений или на поверхностях, близких к концентраторам напряжений, расположенных в плоскости вдоль направления распространения предполагаемого дефекта вглубь металла, на любой стадии, как изготовления, так и ремонта детали, а так же повышение точности получаемых результатов для непосредственных концентраторов напряжений, где деформации изменяются не по линейному закону.
Технический результат достигается тем, что способ оценки технического состояния деталей, имеющих концентраторы напряжений, включающий снятие с детали рентгенограммы, по которой определяют остаточные напряжения сжатия, определение управляющего критерия и сравнение его с предельным значением.
Новым в изобретении является то, что при многоцикловой усталости в качестве управляющего критерия используют параметр напряженного состояния  для i-ого концентратора напряжения, который определяется как
для i-ого концентратора напряжения, который определяется как  отношение остаточного напряжения сжатия
отношение остаточного напряжения сжатия  в точке с большей интенсивностью изменения остаточных напряжений i-ого концентратора напряжений к остаточному напряжению сжатия
в точке с большей интенсивностью изменения остаточных напряжений i-ого концентратора напряжений к остаточному напряжению сжатия  в точке с меньшей интенсивностью изменения остаточных напряжений сжатия i-ого концентратора напряжений, далее сравнивают значение параметра напряженного состояния
с предельным значением
в точке с меньшей интенсивностью изменения остаточных напряжений сжатия i-ого концентратора напряжений, далее сравнивают значение параметра напряженного состояния
с предельным значением  для данного вида концентратора напряжений, полученное экспериментальным путем, деталь возвращают в эксплуатацию, если значение параметра напряженного состояния больше предельного значения
для данного вида концентратора напряжений, полученное экспериментальным путем, деталь возвращают в эксплуатацию, если значение параметра напряженного состояния больше предельного значения  в i-м концентраторе напряжений, или деталь подвергают детальному исследованию в зоне пониженного значения параметра напряженного состояния
в i-м концентраторе напряжений, или деталь подвергают детальному исследованию в зоне пониженного значения параметра напряженного состояния  когда
когда  , то есть деталь в i-м концентраторе напряжений находится в предельном состоянии на стадии образования дефекта, на j-й поверхности вблизи i-ого концентратора напряжений, расположенной в плоскости вдоль направления распространения предполагаемого дефекта вглубь металла, параметр напряженного состояния
, то есть деталь в i-м концентраторе напряжений находится в предельном состоянии на стадии образования дефекта, на j-й поверхности вблизи i-ого концентратора напряжений, расположенной в плоскости вдоль направления распространения предполагаемого дефекта вглубь металла, параметр напряженного состояния  определяется как
определяется как  отношение остаточного напряжения сжатия
отношение остаточного напряжения сжатия  в точке с большей интенсивностью изменения остаточных напряжений сжатия на j-й поверхности вблизи i-ого концентратора напряжений, к остаточному напряжению сжатия
в точке с большей интенсивностью изменения остаточных напряжений сжатия на j-й поверхности вблизи i-ого концентратора напряжений, к остаточному напряжению сжатия  в точке с меньшей интенсивностью изменения остаточных напряжений сжатия на j-й поверхности вблизи i-oro концентратора напряжений, сравнивают полученное значение с предельным значение параметра напряженного состояния
в точке с меньшей интенсивностью изменения остаточных напряжений сжатия на j-й поверхности вблизи i-oro концентратора напряжений, сравнивают полученное значение с предельным значение параметра напряженного состояния  , полученное экспериментальным путем, деталь возвращают в эксплуатацию, если значение параметра напряженного состояния на j-й поверхности вблизи i-ого концентратора напряжений меньше предельного значения
, полученное экспериментальным путем, деталь возвращают в эксплуатацию, если значение параметра напряженного состояния на j-й поверхности вблизи i-ого концентратора напряжений меньше предельного значения  , или же подвергают детальному исследованию если значение параметра напряженного состояния больше или равно предельному значению
, или же подвергают детальному исследованию если значение параметра напряженного состояния больше или равно предельному значению  , то есть деталь находится в предельном состоянии на j-й поверхности вблизи i-ого концентратора напряжений. На фигурах показаны:
, то есть деталь находится в предельном состоянии на j-й поверхности вблизи i-ого концентратора напряжений. На фигурах показаны:
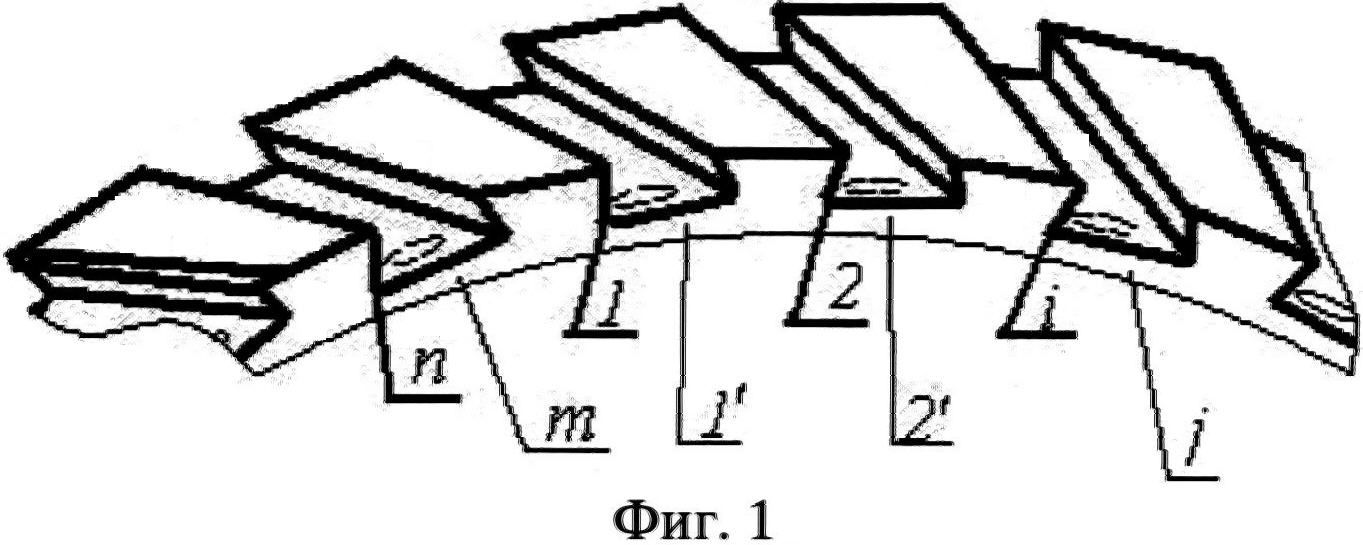
Фиг. 1 - Деталь с концентраторами напряжений (от 7 до n) и с поверхностями вблизи концентраторов напряжений (от 1' до m).
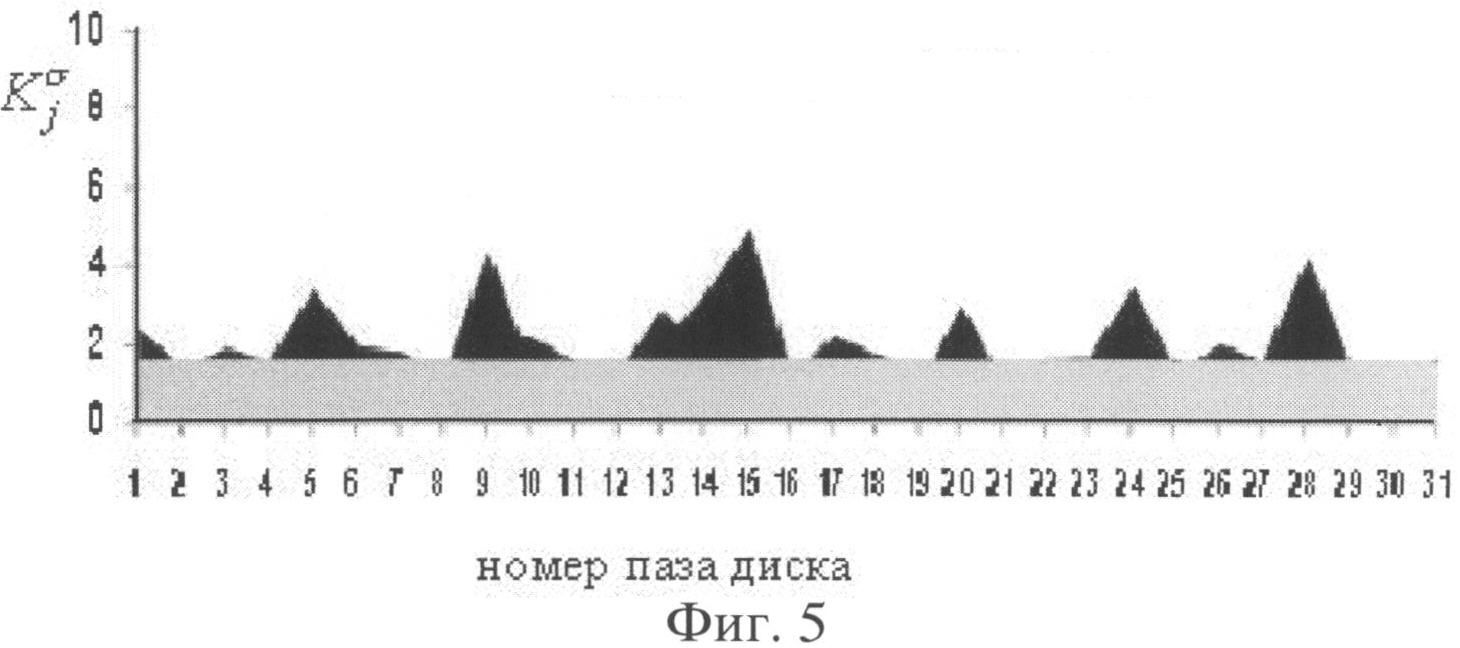
Фиг. 2 - i-й концентратор напряжений на детали.
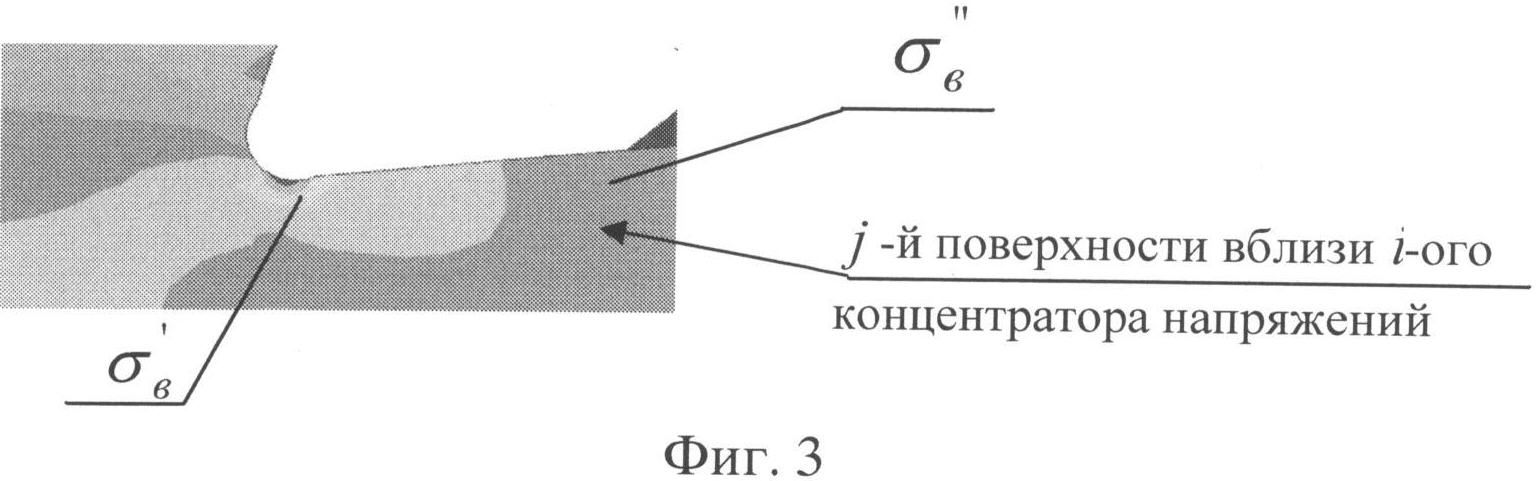
Фиг. 3 - j-я поверхность вблизи i-ого концентратора напряжений, расположенная в плоскости вдоль направления распространения предполагаемого дефекта вглубь металла.
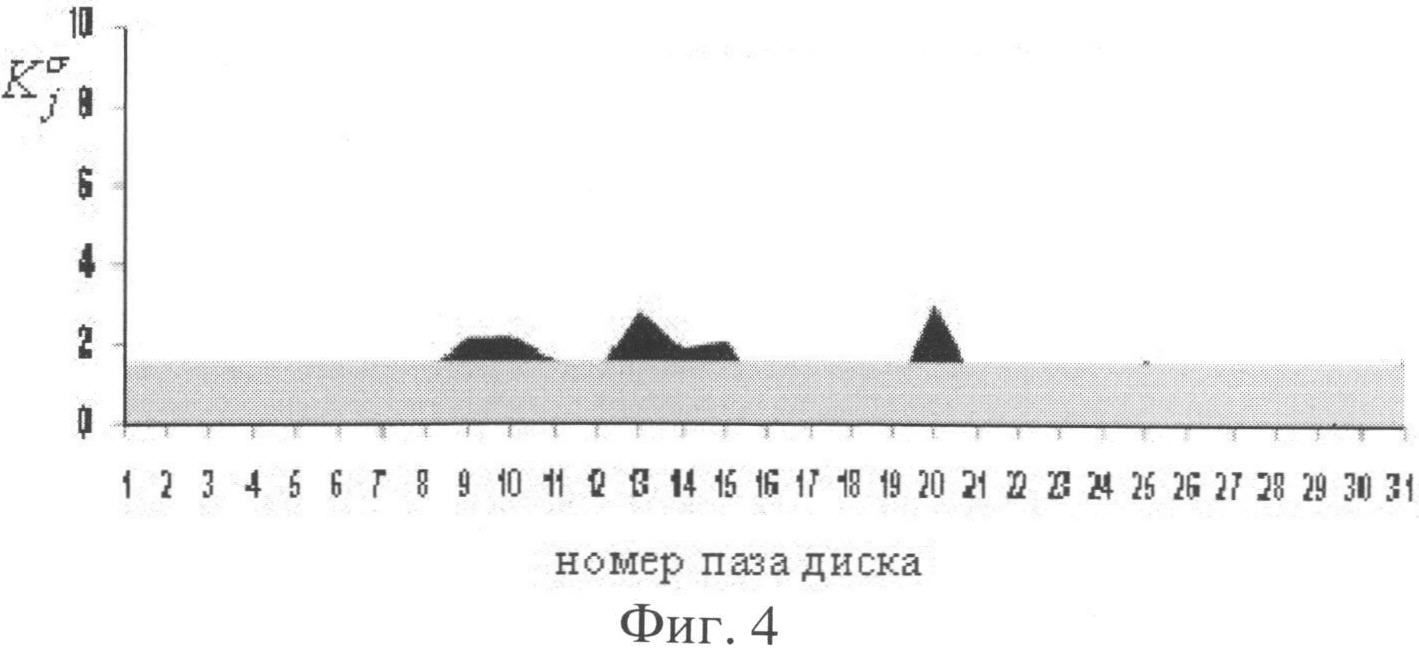
Фиг. 4 - График распределения параметра  на заднем торце обода первого диска со стороны правого паза после ресурсных испытаний.
на заднем торце обода первого диска со стороны правого паза после ресурсных испытаний.
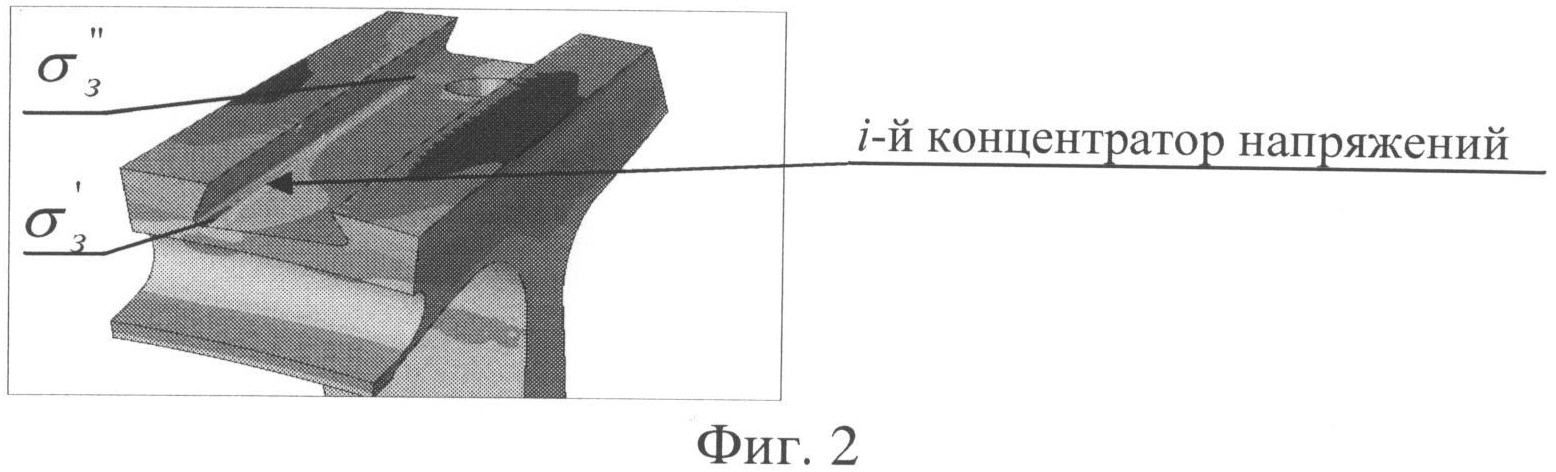
Фиг. 5 - График распределения параметра
на заднем торце обода второго диска со стороны правого паза после ресурсных испытаний.
Способ осуществляется следующим образом.
Деталь с n количеством концентраторов напряжений и с т количеством поверхностей вблизи концентраторов напряжений (фиг. 1) подвергают рентгеновскому излучению. Затем снимают рентгенограмму для концентраторов напряжений (фиг. 2) и для поверхностей вблизи концентраторов напряжений (фиг. 3), расположенных в плоскости вдоль направления распространения предполагаемого дефекта вглубь металла.
Поверхности вблизи концентраторов напряжений (фиг. 3), расположенные в плоскости вдоль направления распространения предполагаемого дефекта вглубь металла, характеризуются более простой геометрией профиля, разным характером изменения напряженного состояния в отличие от поверхности с концентратором напряжений.
По рентгенограмме определяют остаточные напряжения сжатия для этих характерных зон.
Усталость - это накопление некоторой суммы повреждений в циклах пластической деформации. При многоцикловой усталости накопление идет только в пластической зоне образовывающегося дефекта (Штремель М.А. О единстве в многообразных процессах усталости, «Деформация и разрушение материалов» №6-2011. стр. 1-12).
Для оценки технического состояния детали для i-ого концентратора напряжений при многоцикловой усталости по полученной рентгенограмме определяют остаточные напряжение сжатия  в точке с большей интенсивностью изменения остаточных напряжений, и остаточные напряжения сжатия
в точке с большей интенсивностью изменения остаточных напряжений, и остаточные напряжения сжатия  в точке с меньшей интенсивностью изменения остаточных напряжений сжатия (фиг. 2), то есть в точке, где значение остаточного напряжения практически не меняется. Далее находят управляющий критерий при многоцикловой усталости, которым является параметр напряженного состояния
в точке с меньшей интенсивностью изменения остаточных напряжений сжатия (фиг. 2), то есть в точке, где значение остаточного напряжения практически не меняется. Далее находят управляющий критерий при многоцикловой усталости, которым является параметр напряженного состояния  и который определяется по формуле (1), для каждого i-ого концентратора (фиг. 2) напряжений (i = 1…n):
и который определяется по формуле (1), для каждого i-ого концентратора (фиг. 2) напряжений (i = 1…n):
Для непосредственной оценке технического состояния детали параметр напряженного состояния  для i-ого концентратора напряжения сравнивают с предельным значение параметра напряженного состояния
для i-ого концентратора напряжения сравнивают с предельным значение параметра напряженного состояния  . Предельное значение параметра напряженного состояния
. Предельное значение параметра напряженного состояния  для i-ого концентратора напряжения определяется экспериментальным путем в процессе исследования различных видов концентраторов напряжений для различных металлов и сплавов. Деталь возвращают в эксплуатацию, если значение параметра напряженного состояния больше предельного значения
для i-ого концентратора напряжения определяется экспериментальным путем в процессе исследования различных видов концентраторов напряжений для различных металлов и сплавов. Деталь возвращают в эксплуатацию, если значение параметра напряженного состояния больше предельного значения  в i-м концентраторе напряжений. Деталь подвергают детальному исследованию в зоне пониженного значения параметра напряженного состояния
в i-м концентраторе напряжений. Деталь подвергают детальному исследованию в зоне пониженного значения параметра напряженного состояния  когда
когда  , то есть деталь в i-м концентраторе напряжений находится в предельном состоянии на стадии образования дефекта.
, то есть деталь в i-м концентраторе напряжений находится в предельном состоянии на стадии образования дефекта.
Для оценки технического состояния на j-й поверхности (j=1'…m) вблизи i-ого концентратора напряжений (фиг. 3), расположенной в плоскости вдоль направления распространения предполагаемого дефекта вглубь металла, параметр напряженного состояния KJ определяется по формуле (2):
где  - остаточное напряжение сжатия в точке с большей интенсивностью изменения остаточных напряжений сжатия на j-й поверхности вблизи i-ого концентратора напряжений (фиг. 3);
- остаточное напряжение сжатия в точке с большей интенсивностью изменения остаточных напряжений сжатия на j-й поверхности вблизи i-ого концентратора напряжений (фиг. 3);
 - остаточное напряжение сжатия в точке с меньшей интенсивностью изменения остаточных напряжений сжатия на j-й поверхности вблизи i-ого концентратора напряжений (фиг. 3), то есть в точке, где остаточные напряжения практически не меняются.
- остаточное напряжение сжатия в точке с меньшей интенсивностью изменения остаточных напряжений сжатия на j-й поверхности вблизи i-ого концентратора напряжений (фиг. 3), то есть в точке, где остаточные напряжения практически не меняются.
При этом точки с большей и с меньшей интенсивностью изменения остаточных напряжений на j-й поверхности могут располагаться на одной плоскости (например, для замков лопаток) или на разных плоскостях (например, для лопаточных дисков компрессоров). Выбор j-й поверхности определяется экспериментальным путем в процессе проектирования и расчета детали (пример).
Далее сравнивают полученное значение параметра напряженного состояния  на j-й поверхности вблизи i-ого концентратора напряжений с предельным значение параметра напряженного состояния
на j-й поверхности вблизи i-ого концентратора напряжений с предельным значение параметра напряженного состояния  для j-й поверхности вблизи i-ого концентратора напряжений, полученное экспериментальным путем.
для j-й поверхности вблизи i-ого концентратора напряжений, полученное экспериментальным путем.
В случае, если значение параметра напряженного состояния
на j-й поверхности вблизи i-ого концентратора напряжений меньше предельного значения  , то деталь возвращают в эксплуатацию.
, то деталь возвращают в эксплуатацию.
В случае, если значение параметра напряженного состояния больше или равно предельному значению  , то деталь находится в
, то деталь находится в
предельном состоянии на у'-й поверхности вблизи z-oro концентратора напряжений и ее подвергают детальному исследованию.
Оценка технического состояния деталей данным способом позволит определять техническое состояние детали, как в непосредственных концентраторах напряжений, так и на поверхностях, близких к концентраторам напряжений, расположенных в плоскости вдоль направления распространения предполагаемого дефекта вглубь металла, на любой стадии, как изготовления, так и ремонта детали, при этом повышается точность получаемых результатов для непосредственных концентраторов напряжений, где деформации изменяются не по линейному закону.
Пример.
Оценка технического состояния дисков КНД при многоцикловой усталости.
Диск компрессора низкого давления (КНД) является ответственной деталью газотурбинного двигателя (ГТД). На дисках КНД, в местах максимальной нагруженности деталей в эксплуатации (в опасных зонах концентраций напряжений), вид и уровень напряженного состояния известны. Экспериментально установлено, что на торцах обода дисков КНД уровень остаточных напряжений отличается не более чем 1,5 раза. С увеличением наработки диска и степени повреждения диска происходит перераспределение напряженного состояния и релаксация напряжений (на стадии образования дефектов) на торцах обода диска. Наибольшее изменение параметров напряженного состояния на дисках КНД происходит в зонах концентраторов напряжений, а именно на заднем торце обода диска с правой стороны паза.
Для оценки технического состояния двух дисков КНД детали подвергли рентгеновскому излучению. Для регистрации рентгеновского спектра применяли ψ-модифицированный дифрактометр при следующих режимах рентгеносъемки: используемое излучение - титановое излучение Ti - Кα с фазой α-Ti и напряжением 25 кВ, током 6 мА, угол дифракции (угол Вульфа-Брегга) 2θ(11.0)=139°, осцилляция угла между падающим рентгеновским лучом и нормалью к поверхности исследования Δψ=±4°. Для измерения показателя отражения от атомной плоскости (П.О) кристаллической решетки гексагональной фазы α-Ti и остаточных напряжений сжатия использовали дугу гониометра 75 мм и коллиматор 5 мм, и рентгеновскую постоянную упругости E/(1+ν) = 83 ГПа, с функцией обработки пика-Пирсона 7 при параболической функции вычитания фона.
По методу sin2 у/ определяем остаточные напряжения сжатия на j-й поверхности вблизи i-ого концентратора напряжений (фиг. 3). При этом оба диска имеют одинаковое количество пазов 31. Определяем остаточные напряжения сжатия на заднем торце обода со стороны паза  , как напряжения с большей интенсивностью изменения остаточных напряжений, и определяем остаточные напряжения сжатия на переднем торце обода со стороны паза
, как напряжения с большей интенсивностью изменения остаточных напряжений, и определяем остаточные напряжения сжатия на переднем торце обода со стороны паза  как напряжения с меньшей интенсивностью изменения остаточных напряжений сжатия. При этом передний и задний торец обода формируют общую j-ю поверхность вблизи i-ого концентратора напряжений (то есть лопаточного паза).
как напряжения с меньшей интенсивностью изменения остаточных напряжений сжатия. При этом передний и задний торец обода формируют общую j-ю поверхность вблизи i-ого концентратора напряжений (то есть лопаточного паза).
Далее определяем значение параметра напряженного состояния KJ дисков согласно формуле (2) после ресурсных испытаний (фиг. 4, фиг. 5). При этом значения параметра напряженного состояния  дисков КНД равно:
дисков КНД равно:

Согласно экспериментальным данным предельное значение параметра напряженного состояния для дисков КНД  на j-й поверхности вблизи i-ого концентратора напряжений. На представленных фиг. 4-5 на некоторых пазах дисках видно, что значение показателя напряженного состояния больше допустимого значения 1.6, то есть в этих местах диск находится в предельном состоянии и требуется детальное их исследование.
на j-й поверхности вблизи i-ого концентратора напряжений. На представленных фиг. 4-5 на некоторых пазах дисках видно, что значение показателя напряженного состояния больше допустимого значения 1.6, то есть в этих местах диск находится в предельном состоянии и требуется детальное их исследование.



Устройство для диагностики автоколебаний рабочего колеса турбомашины
Способ обработки фасонных поверхностей точением
Устройство для подачи смазочно-охлаждающей жидкости
Способ установления ресурса деталей газотурбинного двигателя
Радиальный лепестковый газодинамический подшипник
Способ изготовления гнутых изделий
Устройство для контроля толщины покрытий в процессе нанесения их в вакууме
Газотурбинный двигатель
Способ приготовления формовочной смеси для магниевых сплавов
Маслосистема газотурбинного двигателя с устройством длительного резервирования
Жаропрочный сплав на основе никеля для литья рабочих лопаток газотурбинных установок
Способ восстановительного ремонта деталей газотурбинных двигателей из жаропрочных никелевых сплавов
Способ установления ресурса деталей газотурбинного двигателя
Способ диагностики технического состояния элементов двигателя
Способ одностадийного диффузионного кобальтоалитирования деталей из жаропрочных сплавов

