Результат интеллектуальной деятельности: СПОСОБ ТАРИРОВАНИЯ ЕСТЕСТВЕННОЙ ТЕРМОПАРЫ В ПРОЦЕССЕ ВРЕЗАНИЯ
Вид РИД
Изобретение
Изобретение относится к вспомогательной измерительной технике, служащей для наблюдения за режущими инструментами, а именно за температурным состоянием режущей части инструмента в процессе резания.
Известен способ тарирования естественной термопары для измерения температуры в зоне резания (а.с. СССР №1404185, В23В 25/06, опубл. 1988, бюл. №23), который осуществляют в процессе обработки образца, состоящего из дисков. На торцевые поверхности дисков наносят термоиндикаторные краски, собирают диски в блок, производят точение, определяют значения термо-ЭДС и температуры в процессе резания заготовки инструментом, а по полученным данным строят тарировочный график.
В известном способе измерение температуры производится не в режущей части инструмента, а в обрабатываемом материале по одной конкретной известной температуре перехода (изменению цвета) для термоиндикаторной краски, для чего требуется тщательный подбор ее марки, при этом фиксируется только максимальная температура процесса. Фиксация же изменения температурного состояния режущей части инструмента в процессе врезания данным способом невозможна.
Известен способ определения тарирования естественной термопары деталь-резец, выбранный в качестве прототипа (а.с. СССР №350590, В23В 25/06, опубл. 1972, бюл. №27), заключающийся в том, что на станок устанавливают два одинаковых образца, которые обрабатывают двумя идентичными резцами, один из которых представляет собой естественную термопару деталь-резец, а другой выполняют разъемным в плоскости, перпендикулярной оси вращения детали, на плоскость разъема наносят пленку из легкоплавкого металла, по зонам оплавления которого в процессе резания судят о температуре резания, тарируя по ней термопару деталь-резец.
Известный способ также имеет значительную трудоемкость, так как для установления функции распределения температур в режущей части инструмента необходимо многократно повторять опыт для получения каждой точки тарировочного графика, а именно периодически снимать инструмент со станка, разбирать его и фиксировать под микроскопом зону оплавления, в связи с чем получение данных изменения температурного состояния режущей части инструмента в процессе врезания существенно затруднено. При этом погрешность измерения температуры в зоне резания значительная, так как для построения поля изотерм требуется в каждом опыте наносить новые слои легкоплавкого металла с иными температурами плавления.
Задачей настоящего изобретения является возможность реализации тарирования естественной термопары в процессе врезания, снижение его трудоемкости и повышение точности.
Технический результат при решении поставленной задачи заключается в использовании высокоточного бесконтактного интерферометрического измерения изменений поля температур в режущей части инструмента в процессе врезания.
Указанный технический результат достигается следующим образом. Предварительно на заготовке в виде диска делают поперечные пазы, а боковую поверхность материала режущей части инструмента полируют. Освещают боковую полированную поверхность инструмента пучком когерентного монохроматического излучения, формируют интерференционную картину в предметной плоскости видеокамеры в результате взаимодействия отраженного и опорного пучков, непрерывно регистрируют с помощью видеосъемки изменения интерференционных картин, связанных с перемещениями боковой поверхности. Далее осуществляют процесс врезания инструмента в заготовку с радиальной подачей и по изменениям интерференционных картин по отношению к интерференционной картине, полученной до резания, определяют значения температур в зоне контакта в моменты нахождения режущей части инструмента в поперечных пазах заготовки. В процессе резания также непрерывно регистрируют величину термо-ЭДС естественной термопары, образующейся в результате взаимодействия материалов инструмента и заготовки. Изменяющиеся при врезании в связи с изменением толщины срезаемого слоя значения температур режущей части инструмента соотносят со значениями термо-ЭДС. По полученным данным строят тарировочный график. Длины контакта на передней и задней поверхностях измеряют на изображении режущей части инструмента, совмещенном с изображением интерференционных картин, в моменты резания перед вхождением инструмента в очередной паз. Контурное изображение режущей части инструмента и контактирующих с ней стружки и заготовки получают с помощью фронтальной подсветки зоны резания параллельным световым пучком. При построении тарировочного графика в качестве параметра температуры в зоне контакта используют значение максимальной температуры, полученной на контактирующих участках режущей части инструмента, либо значение средней температуры, которую определяют как отношение суммы интегралов функций распределения температур на передней и задней поверхностях режущей части инструмента к сумме длин контакта.
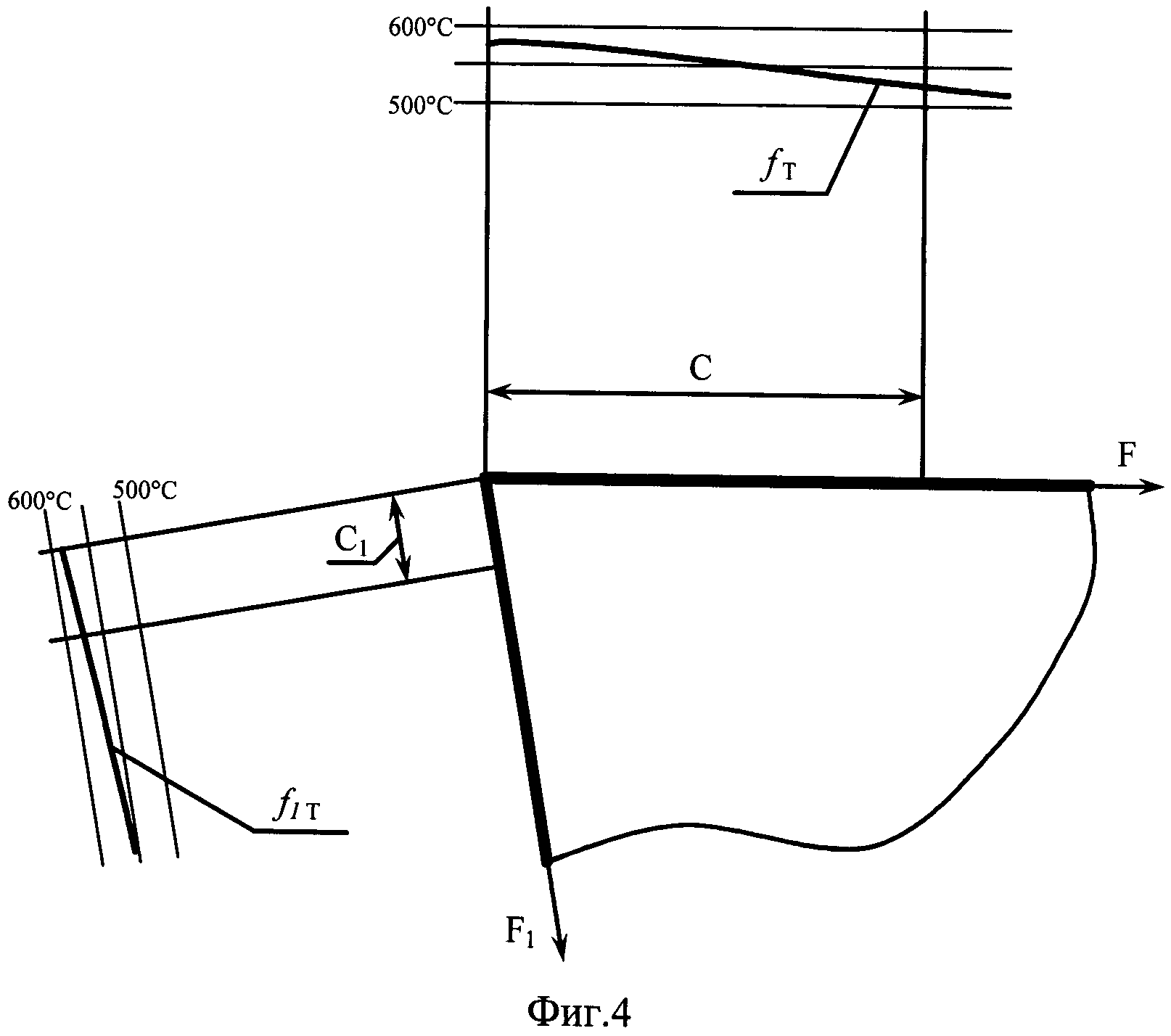
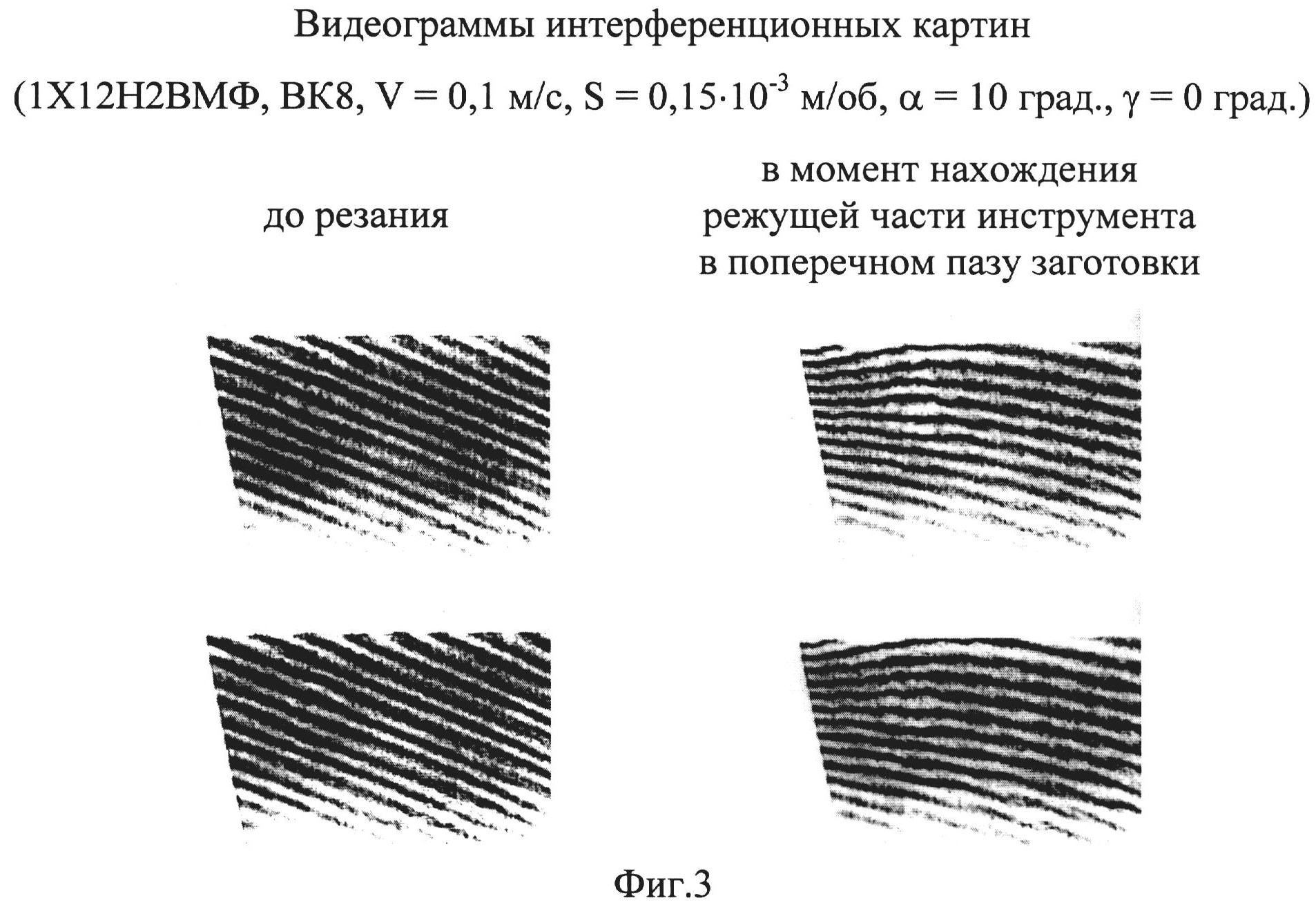
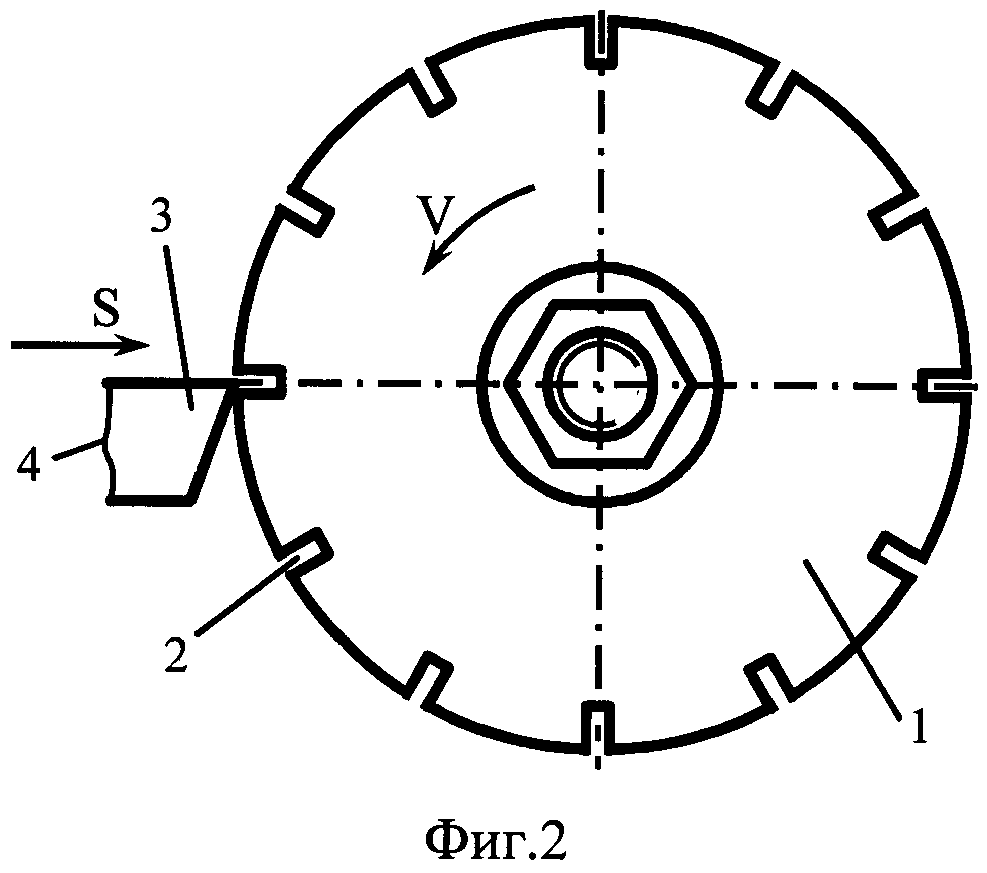
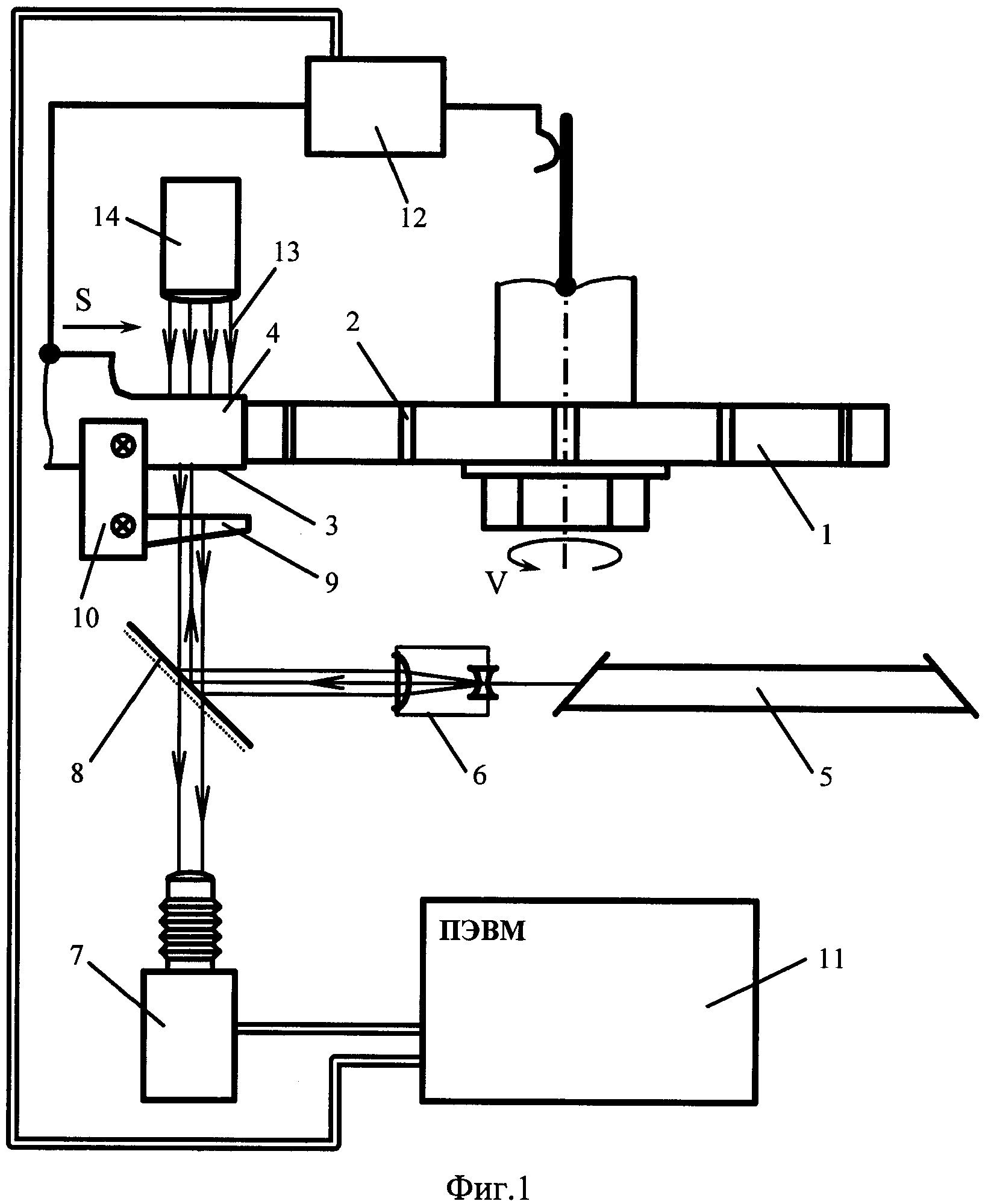
На фиг.1 изображена схема, поясняющая реализацию описываемого способа; на фиг.2 - схема процесса врезания инструмента в заготовку с пазами; на фиг.3 приведены видеограммы интерференционных картин соответственно до резания и в момент нахождения режущей части инструмента в одном из поперечных пазов в процессе резания; на фиг.4 - эпюры функций распределения температур Т на передней и задней поверхностях режущей части инструмента в момент нахождения ее в одном из поперечных пазов.
Способ осуществляется следующим образом. Предварительно на заготовке 1 в виде диска делают поперечные пазы 2 небольшой ширины, а боковую поверхность 3 материала режущей части инструмента 4 полируют. После установки инструмента 4 в резцедержателе станка освещают боковую поверхность 3 режущей части пучком когерентного монохроматического излучения от оптического квантового генератора (лазера) 5. Для увеличения диаметра пучка в соответствие с размерами режущей части, задействованной в зоне контакта, используется коллиматор 6. Интерференционную картину формируют в предметной плоскости видеокамеры 7 в результате взаимодействия отраженного и опорного пучков, получаемых с помощью интерферометра, например, включающего в себя полупрозрачное зеркало 8 и оптический клин 9. В данном случае оптический клин 9 жестко связан с режущей частью инструмента 4 через специальный держатель 10. Изображения интерференционных картин непрерывно регистрируют путем видеосъемки с помощью видеоконтрольного блока, состоящего из скоростной видеокамеры 7 и средства записи 11. Далее осуществляют процесс врезания инструмента 4 в заготовку 1 с радиальной подачей (см. фиг.2). В процессе врезания с помощью измерительного прибора 12 (например, милливольтметра) и средства записи 11 регистрируют величину термо-ЭДС естественной термопары, образующейся в результате взаимодействия материалов инструмента 4 и заготовки 1. По изменению интерференционных картин (см. фиг.3) до резания и в моменты нахождения режущей части инструмента 4 в поперечных пазах 2 заготовки 1 в процессе врезания определяют температуры на контактных поверхностях инструмента 4 по формуле

где Т0 - начальная температура режущего клина до резания (Т0=20°C);
Tt - температура в интересующий момент времени в рассматриваемой точке режущего клина;
mt - разность порядков интерференционных полос в рассматриваемой точке контура режущего клина до резания и в момент нахождения режущей части инструмента в поперечном пазу в процессе врезания;
λ - длина волны монохроматического когерентного излучения;
t - толщина режущего клина до его деформирования при температуре Т0;
α - коэффициент температурного расширения материала инструмента. Изменяющиеся при врезании в связи с изменением толщины срезаемого слоя значения температур режущей части инструмента 4 соотносят со значениями термо-ЭДС, зарегистрированными на средстве записи 11, и строят тарировочный график. При построении тарировочного графика в качестве параметра температуры в зоне контакта может быть использовано значение максимальной температуры, которая отражает прочностное состояние инструментального материала и его износостойкость в отдельных точках зоны контакта, либо значение средней температуры. При этом значения средней температуры Тср определяют как отношение суммы интегралов функций fT и flT распределения температур (см. фиг.4) соответственно на передней поверхности вдоль оси F и на задней поверхности вдоль оси f1 режущей части инструмента 4 в пределах соответсвующих длин контакта С и C1 к сумме этих длин контакта по формуле
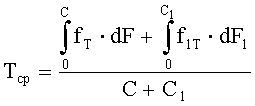
Длины контакта на передней С и задней C1 поверхностях измеряют на изображении режущей части инструмента 4, совмещенном с изображением интерференционных картин, в моменты резания перед вхождением инструмента 4 в очередной поперечный паз 2. Контурное изображение режущей части инструмента 4 и контактирующих с ней стружки и заготовки 1 получают с помощью фронтальной подсветки зоны резания параллельным световым пучком 13 осветителя 14, направленным по нормали к режущей части инструмента 4.
Таким образом, описанный способ позволяет реализовать тарирование естественной термопары в процессе врезания, а благодаря высокоточному бесконтактному интерферометрическому измерению температур в режущей части инструмента, снизить трудоемкость и повысить точность тарирования.
Моторно-трансмиссионный модуль
Полушестеренно-реечная поршневая машина
Шестеренно-реечная поршневая машина
Термомеханический комплекс внутреннего композиционного покрытия трубопровода
Способ замедления окисления трансформаторного масла
Привод штангового глубинного насоса
Способ снижения потерь легких углеводородов из нефти
Хрупкое покрытие для исследования деформаций и напряжений на основе карамели
Способ исследования деформаций и напряжений
Способ ликвидации открытых фонтанов на нефтегазовых скважинах и устройство для удаления фонтанной арматуры с устья фонтанирующей скважины
Способ обработки призабойной зоны
Способ ограничения водопритока в эксплуатационную скважину
Моторно-трансмиссионный модуль
Способ контроля динамического уровня жидкости в скважине для управления погружным электронасосом
Мобильный станок-качалка
Шестнадцатиступенчатая соосная коробка передач со сдвоенным сцеплением
Полушестеренно-реечная поршневая машина
Шестеренно-реечная поршневая машина
Устройство для подготовки оснований автозимников на осушенных болотах
Термомеханический комплекс внутреннего композиционного покрытия трубопровода

