Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ ТРУБЫ ИЗ ТЕХНИЧЕСКИ ЧИСТОГО ТИТАНА С РАДИАЛЬНОЙ ТЕКСТУРОЙ
Вид РИД
Изобретение
Предлагаемый способ относится к области металлургии, а именно к методам создания текстурованного состояния материалов, имеющих гексагональную плотноупакованную кристаллическую решетку, в основном, таких как альфа-титан.
В основном, в трубах из титановых и циркониевых сплавов стараются получить радиальную текстуру металла, что объясняется их лучшей стойкостью против развития трещин.
В дальнейшем для пояснения ситуаций, связанных с текстурованным состоянием, будет использовано понятие параметров Кернса (Kearns J.J. On the relationship among 'f' texture factors for the principal planes of zirconium, hafnium and titanium alloys. Journal of Nuclear Materials. 2001. V.299. №2. P.171-174).
Из уровня техники известен способ производства труб из материалов в состоянии гексагональной плотноупакованной решетки, далее ГПУ-решетки (патент США US 4765174. Texture enhancement of metallic tubing material having a hexagonal close-packed crystal structure / Cook Charles S, Sabol George P. Заявитель Westinghouse Electric Corporation [US]. МПК B21B 21/00, B21C 37/06, B21C 37/30. Опубл. 1988-08-23. Приоритет 1987-02-20).
Способом предложено использовать операцию уменьшения диаметра трубы с одновременным уменьшением толщины стенки. Это приводит к достижению деформации сжатия в радиальном направлении (εr<0) и такую же деформацию сжатия в тангенциальном направлении (εφ<0) при наличии деформации растяжения вдоль длины заготовки. Наличие деформации сжатия в радиальном направлении приводит к формированию радиальной текстуры и увеличению параметра Кернса fr с 0,33, характерного для нетекстурованного состояния, до 0,5.
В описании к патенту, однако, отмечается, что лучшим вариантом является формирование схемы деформации сжатия в радиальном направлении (εr<0) и деформации растяжения в тангенциальном направлении (εφ>0). Это достигается применением операции увеличения диаметра трубы с уменьшением толщины стенки. Наличие такой схемы деформированного состояния позволяет сформировать более острую радиальную текстуру в заготовке и увеличить параметр Кернса, отвечающий за радиальную составляющую.
В частности, с использованием описанного приема удается увеличить параметр Кернса в радиальном направлении fr до величины 0,66. Это достижение сделано благодаря тому, что реализована схема деформированного состояния, в которой имеется лишь одна деформация сжатия (при двух деформациях растяжения), которая направлена именно вдоль радиуса заготовки.
В частности, этими исследованиями установлено, что при обжатии с логарифмической степенью деформации по стенке εr=-εφ=-0,1 параметр Кернса fr повышается на величину 0,12.
Наиболее близким по совокупности существенных признаков к заявляемому объекту (прототип) является способ производства титановых труб (Патент США №5332454. Titanium or titanium based alloy corrosion resistant tubing from welded stock / Meredith Steven Е., Benjamin James F. Заявитель Sandvik Special Metals [US]. МПК C22F 1/18. Опубл. 1994-07-26. Приоритет от 1992-01-28).
Способ предполагает получение трубы из технически чистого титана с радиальной текстурой и включает получение полых заготовок, их деформацию и сварку. В том числе способ включает плоскую прокатку штрипсовой (листовой) заготовки, свертывание ее в трубу, скрепление кромок продольной сваркой. Сущность этого технического решения состоит в том, что при плоской прокатке создается схема деформированного состояния, в которой по толщине листовой заготовки создается деформация сжатия, а по длине заготовки - деформация растяжения. По ширине заготовки деформации отсутствуют вследствие наличия схемы плоской деформации. Для металлов с ГПУ-решеткой текстура создается в направлении создания деформаций сжатия. Поскольку при прокатке деформации сжатия были направлены по толщине заготовки, то после свертывания трубы эти деформации превратились в радиальные, что привело к созданию радиально направленной текстуры.
Недостатком прототипа является невозможность сохранения текстурованного состояния по длине окружности трубы из-за наличия продольного сварочного шва, в котором радиальная текстура не сформирована.
Кроме того, продольный шов плохо сопротивляется действию тангенциальных напряжений, возникающих при использовании труб под действием сред высокого давления, а именно в этом состоит предназначение труб.
Предлагаемый способ получения трубы из технически чистого титана с радиальной текстурой включает получение полых заготовок, их деформацию и сварку. Он отличается тем, что получают заготовки в виде колец, кольца деформируют с уменьшением толщины их стенок и увеличением диаметра и сваривают торцами встык с получением трубы.
Деформацию колец с уменьшением толщины стенок осуществляют прокаткой на кольцепрокатном стане.
В ином варианте деформацию колец с уменьшением толщины стенок осуществляют ковкой на оправке на кузнечном оборудовании.
Сущность предлагаемого технического решения состоит в следующем. При прокатке колец достигается деформация удлинения в тангенциальном направлении (εφ>0), деформация сжатия в радиальном направлении (εφ<0), а деформация удлинения в высотном направлении отсутствует (εz=0). Таким образом, в этой схеме деформированного состояния существуют одна деформация удлинения и одна укорочения. При этом радиальная текстура формируется вдоль оси укорочения, т.е. именно в радиальном направлении.
Сварной шов получается не вдоль продольного направления, а вдоль поперечного направления, не опасного с позиции разрушения от действий тангенциальных напряжений. Кроме того, в этом случае нет нарушения полученной предварительно текстуры по длине окружности трубы, поскольку сварочный шов направлен не вдоль трубы, а выполнен в поперечном направлении.
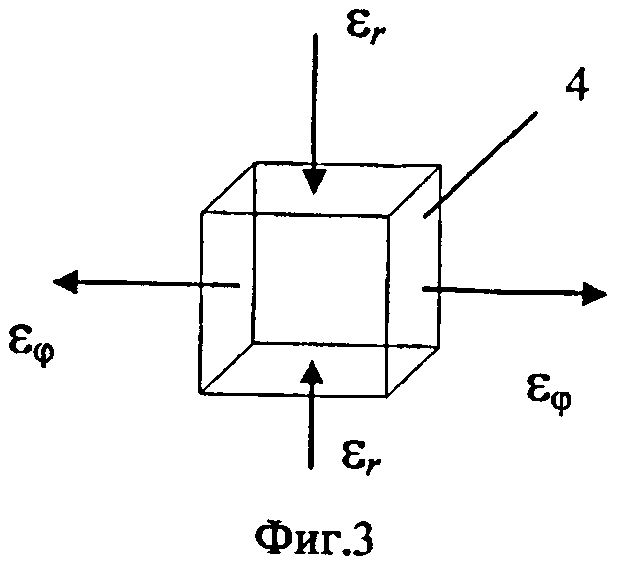
На фиг.1 изображен профиль исходной заготовки. На фиг.2 показана схема кольцевой прокатки. На фиг.3 показан в виде куба элементарный объем со схемой направлений деформаций. На фиг.4 показано кольцо увеличенного диаметра. На фиг.5 показана схема сварки колец увеличенного диаметра. На фиг.6 показана схема ковки колец.
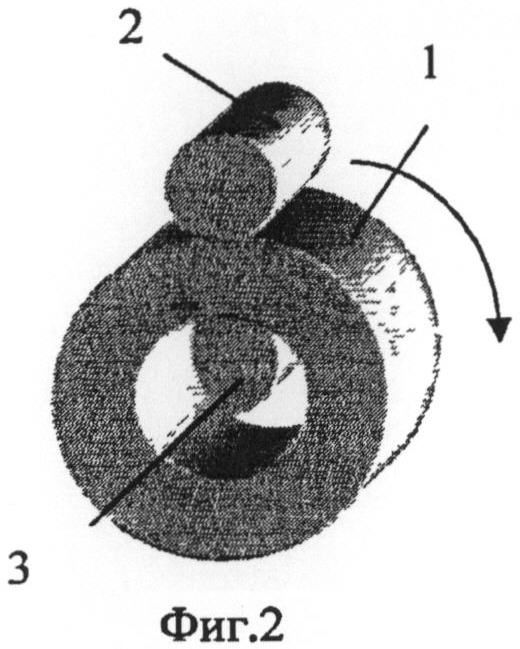
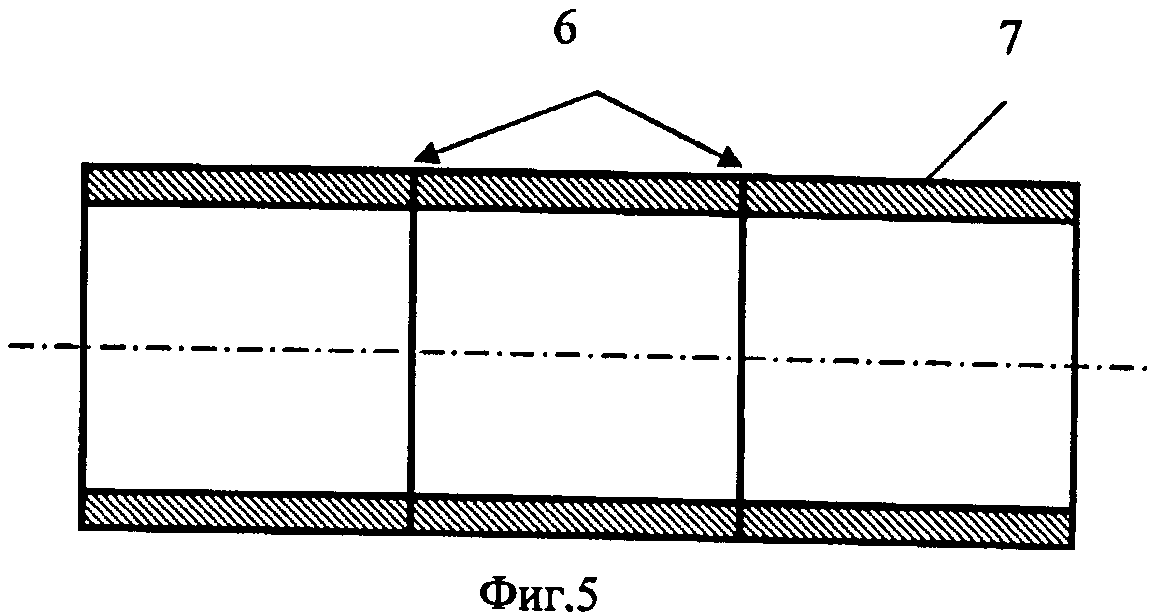
Способ осуществляется следующим образом. На первом этапе полые заготовки 1 (фиг.1) изготавливают в форме колец с использованием известных методов обработки металлов давлением, например, метода прессования и последующей резкой на мерные длины. На втором этапе заготовки в виде колец подвергают деформации с уменьшением толщины стенок колец и получением колец увеличенного диаметра. Уменьшение толщины стенок колец и получение колец увеличенного диаметра, осуществляют прокаткой на кольцепрокатном стане. На фиг.2 показано, что заготовку 1 деформируют два валка, внешний валок 2 расположен с наружной поверхности полой заготовки 1, а внутренний валок 3 расположен внутри полости кольца. Совместным обжатием валков толщина стенки заготовки уменьшается, а диаметр заготовки увеличивается. На фиг.3 показан в виде куба элементарный объем 4 металла заготовки в этом процессе. Обжатие заготовки происходит в направлении радиуса, поэтому деформации εr<0 и оказываются деформациями сжатия. Размер заготовки в тангенциальном (хордовом) направлении увеличивается, поэтому деформации εφ>0 и оказываются деформациями удлинения. На фиг.4 показано кольцо увеличенного диаметра 5, у которого толщина стенки уменьшена относительно исходного размера. На третьем этапе (фиг.5) кольца увеличенного диаметра сваривают встык (места сварки обозначены как 6), в результате чего получается труба 7.
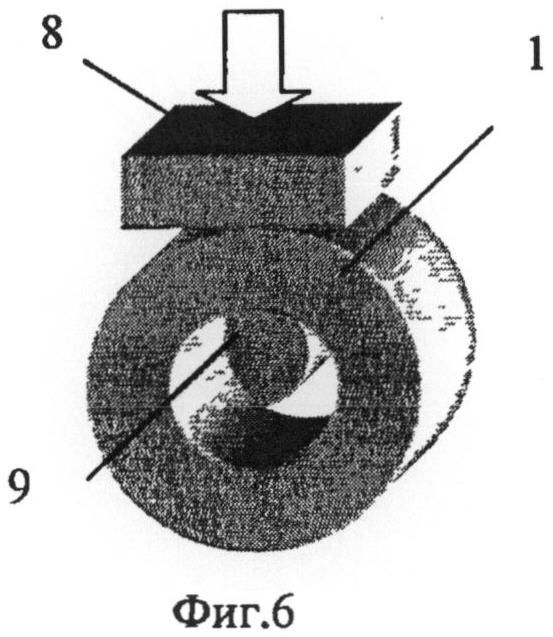
Вариантом способа является замена приема прокатки кольца на прием ковки кольца. На фиг.6 показано, что боек или плита 8 пресса воздействует на наружный диаметр полой заготовки 1, при этом внутренним диаметром заготовка опирается на неподвижно закрепленную оправку 9. В результате такого воздействия толщина стенки локально уменьшается, а диаметр заготовки увеличивается. После отвода бойка 8 заготовку 1 поворачивают на заданный угол, и процесс обжатия повторяют, добиваясь равномерной деформации по длине окружности заготовки.
Пример 1. На первом этапе получают заготовки из технически чистого титана в виде колец. Для этого полую заготовку наружным диаметром 60 мм и внутренним диаметром 50 мм разрезают на мерные длины и получают кольцо с толщиной стенки 5 мм. На втором этапе заготовки в виде колец подвергают деформации на кольцепрокатном стане с уменьшением толщины стенки до 4,5 мм. При этом наружный диаметр кольца увеличивается до 65,6 мм, а внутренний до 56,6 мм. Степень деформации по стенке составляет εr=-εφ=-0,1. Таким образом, получена степень деформации, при которой, как это было показано выше, параметр Кернса fr увеличивается на величину 0,12, т.е. повышается острота радиальной текстуры. На третьем этапе полученные кольца увеличенного диаметра сваривают торцами встык с получением трубы.
Пример 2. На первом этапе получают заготовки из технически чистого титана в виде колец. Для этого полую заготовку наружным диаметром 60 мм и внутренним диаметром 50 мм разрезают на мерные длины и получают кольцо с толщиной стенки 5 мм. На втором этапе заготовки в виде колец подвергают деформации на кольцепрокатном стане с уменьшением толщины стенки до 4 мм. При этом наружный диаметр кольца увеличивается до 72,8 мм, а внутренний до 64,8 мм. Степень деформации по стенке составляет εr=-εφ=-0,2. Здесь получилась вдвое более высокая степень деформации, при которой, как это было показано выше, параметр Кернса fr увеличивается на величину 0,24, т.е. повышается острота радиальной текстуры. На третьем этапе полученные кольца увеличенного диаметра сваривают торцами встык с получением трубы.
Следует отметить, что текстурованное состояние в способе-прототипе по длине окружности трубы нарушалось из-за наличия продольного сварочного шва, а в предлагаемом способе этого не происходит, поскольку продольный сварочный шов отсутствует.
Технический результат заключается в достижении и сохранении текстурованного состояния по длине окружности трубы.
Способ получения многослойной полой заготовки
Способ получения полос из немерных отрезков труб
Способ получения изделий типа стакан из немерных концов труб
Валковый пресс для брикетирования
Брикет для легирования алюминиевого сплава
Способ обработки металлов
Литая латунь
Способ переработки красного шлама
Способ определения аномалий на политермах свойств высокотемпературных металлических расплавов (варианты)
Способ определения точки кюри металлических высокотемпературных ферромагнитных сплавов
Система управления знаниями для разрешения ситуаций
Устройство для профилирования труб
Трубопрофильное устройство
Состав для получения безобжигового зольного гравия
Способ переработки глиноземсодержащего сырья
Способ извлечения редкоземельных элементов из технологических и продуктивных растворов и пульп
Способ синтеза 2,3,6,7,10,11-трис-(9н,10н-антрацен-9,10-диил)трифенилена - мономолекулярного оптического сенсора для обнаружения нитроароматических соединений
Способ термической обработки отливок из безуглеродистых жаропрочных никелевых сплавов для монокристаллического литья

