Результат интеллектуальной деятельности: СПОСОБ ФРИКЦИОННО-ЛУЧЕВОЙ СВАРКИ
Вид РИД
Изобретение
Область техники
Изобретение относится к сварке металлов трением и может быть использовано в ракетостроении, самолетостроении, судостроении, автомобильной промышленности, котлостроении и других отраслях машиностроения и строительства для соединения деталей и узлов преимущественно листовых конструкций из различных материалов, в том числе не свариваемых и ограниченно свариваемых плавлением, а также материалов с высоким уровнем температур перехода в пластичное состояние, в том числе титановых сплавов.
Уровень техники
В работе (журнал «Сварочное производство», 2001 г., №11, с.36-41) анализируется технологическая схема способа сварки трением линейных швов листовых деталей. Известен способ (А.С. СССР №195846, кл. МПК B23к, 1967 г. и International Patent WO 93/10935 от 1993 г.), по которым вращающийся инструмент с рабочим наконечником погружают в стык соединяемых деталей и перемещают его вдоль линии стыка, перенося нагретый ротационным трением до пластического состояния материал в зону, освобождаемую сзади движущегося инструмента.
Недостатками данного способа можно считать энергетические и технические проблемы, возникающие при необходимости соединять титановые, стальные и другие материалы со сравнительно высоким уровнем температур перехода в пластическое состояние. До настоящего времени этот процесс находит применение практически только для неразъемного соединения деталей из алюминиевых и магниевых сплавов. Но при сварке титановых сплавов нагрев металла в зоне сварки может оказаться недостаточным.
Известен способ (Патент RU 2196030, C2 B23K 20/12), в котором устранен вращающийся опорный бурт инструмента в месте перепада диаметров цилиндрической оправки (корпуса) инструмента и рабочим стержнем инструмента; вместо опорного бурта устройство содержит нажимной ползун с контактной поверхностью, рельеф которой соответствует требуемому рельефу поверхности соединяемых элементов в зоне соединения; нажимной ползун имеет отверстие, через которое пропущен вращающийся рабочий стержень инструмента с возможностью регулирования его вылета относительно контактной поверхности нажимного ползуна. Этот способ еще в большей степени испытывает недостаток тепловой энергии для пластифицирования материала и полного протекания молекулярных процессов взаимодействия соединяемых материалов и формирования шва.
Известно изобретение (Патент WO 02/074479, кл. B23к 20/12), по которому генерируют теплоту трением в зоне стыка вращением инструмента с опорным буртом, прижимаемым к поверхности свариваемых кромок и с рабочим стержнем, погружаемым в материал и перемещаемым вдоль линии стыка; дополнительно производят генерирование и подачу лазерного излучения с его фокусированием в зону сварки, впереди движущегося вращающегося инструмента. Установка содержит традиционный комплект оборудования для сварки трением, а также лазерный генератор (твердотельный, жидкостный или газовый), волоконно-оптический кабель, коллиматор и фокусирующую оптику.
Однако в рассматриваемом прототипе есть недостатки: температура подогрева лазерным излучением не всегда является достаточной для перехода титановых сплавов в пластическое состояние, необходимая для формирования качественного соединения фрикционной сваркой по причине низкого значения полного КПД лазерной обработки: КПД современных мощных лазерных систем составляет около 10% для CO2-лазеров и 1-3% для Nd:YAG-лазеров. Резервы повышения КПД лазеров в значительной мере исчерпаны, так как они приближаются к предельным физическим характеристикам активных сред. Несмотря на то, что технические и эксплуатационные параметры мощных лазерных систем непрерывно совершенствуются, их использование для прогрева соединяемых кромок на большую глубину неэффективно и остается дорогостоящим из-за низкого коэффициента поглощения лазерного излучения при воздействии на поверхность деталей, особенно, деталей из алюминиевых сплавов. Величина коэффициента отражения и поглощения в зависимости от угла падения хорошо известна для полированных поверхностей металлов (журнал «Автоматическая сварка», 2005, №5, с.5-11) при относительно невысоких температурах.
Для глубинного прогрева соединяемых кромок до требуемой температуры, по способу, предложенному в прототипе, необходимо резко увеличивать мощность лазеров, что вызовет технико-экономические проблемы. Однако коэффициент поглощения лазерного луча металлом может быть существенно повышен обработкой поверхности световым облучением, производимым одновременно с обработкой лазерным лучом, изменяя тем самым оптические свойства поверхности и значительно увеличивая вводимую в деталь составляющую энергии лазерного излучения.
Сущность изобретения
Задачей изобретения является разработка способа сварки трением вращающимся инструментом металлов и сплавов (алюминиевых сплавов и сплавов с высокой температурой перехода в пластическое состояние, например, титановых) с дополнительным лучевым подогревом, который так же позволит расширить диапазон толщин свариваемых деталей, повысить качество соединения, а также соединять материалы с высокой температурой перехода в пластическое состояние за счет повышения эффективности дополнительного нагрева сварки, наряду с фрикционным и лазерным нагревом.
В соответствии с изобретением поставленная задача решается тем, что в способе фрикционно-лучевой сварки деталей, включающем сборку и закрепление свариваемых деталей, погружение в свариваемые детали инструмента в виде вращающегося с высокой скоростью рабочего сердечника из высокопрочного материала, перемещение его по всей длине соединения, вывод сердечника из соединения и охлаждение детали, погружение в свариваемые детали инструмента, перемещение его по всей длине соединения осуществляют при облучении зоны сварки световым сфокусированным лучом.
Кроме того, в способе фрикционно-лучевой сварки деталей возможно зону сварки дополнительно облучать сфокусированным лазерным лучом.
Более того, зону сварки целесообразно облучать гибридным лучом, состоящим из совмещенных лазерного и светового лучей.
Такое выполнение фрикционно-лучевой сварки позволяет повысить эффективность процесса, расширить его технологические возможности.
1. Способ фрикционно-лучевой сварки деталей, включающий сборку и закрепление свариваемых деталей, погружение в свариваемые детали инструмента в виде вращающегося с высокой скоростью рабочего сердечника из высокопрочного материала, перемещение его по всей длине соединения, вывод сердечника из соединения и охлаждение детали,
Отличающийся тем, что, погружение в свариваемые детали инструмента, перемещение его по всей длине соединения осуществляют при облучении зоны сварки световым сфокусированным лучом.
2. Способ фрикционно-лучевой сварки деталей по п.1, отличающийся тем, что зону сварки дополнительно облучают сфокусированным лазерным лучом.
3. Способ фрикционно-лучевой сварки деталей по п.1, 2, отличающийся тем, что зону сварки облучают гибридным лучом, состоящим из совмещенных лазерного и светового лучей.
Перечень фигур.
Изобретение поясняется фигурами, на которых:
Фигура 1 - Схематично показан технологический процесс фрикционно-лучевой сварки.
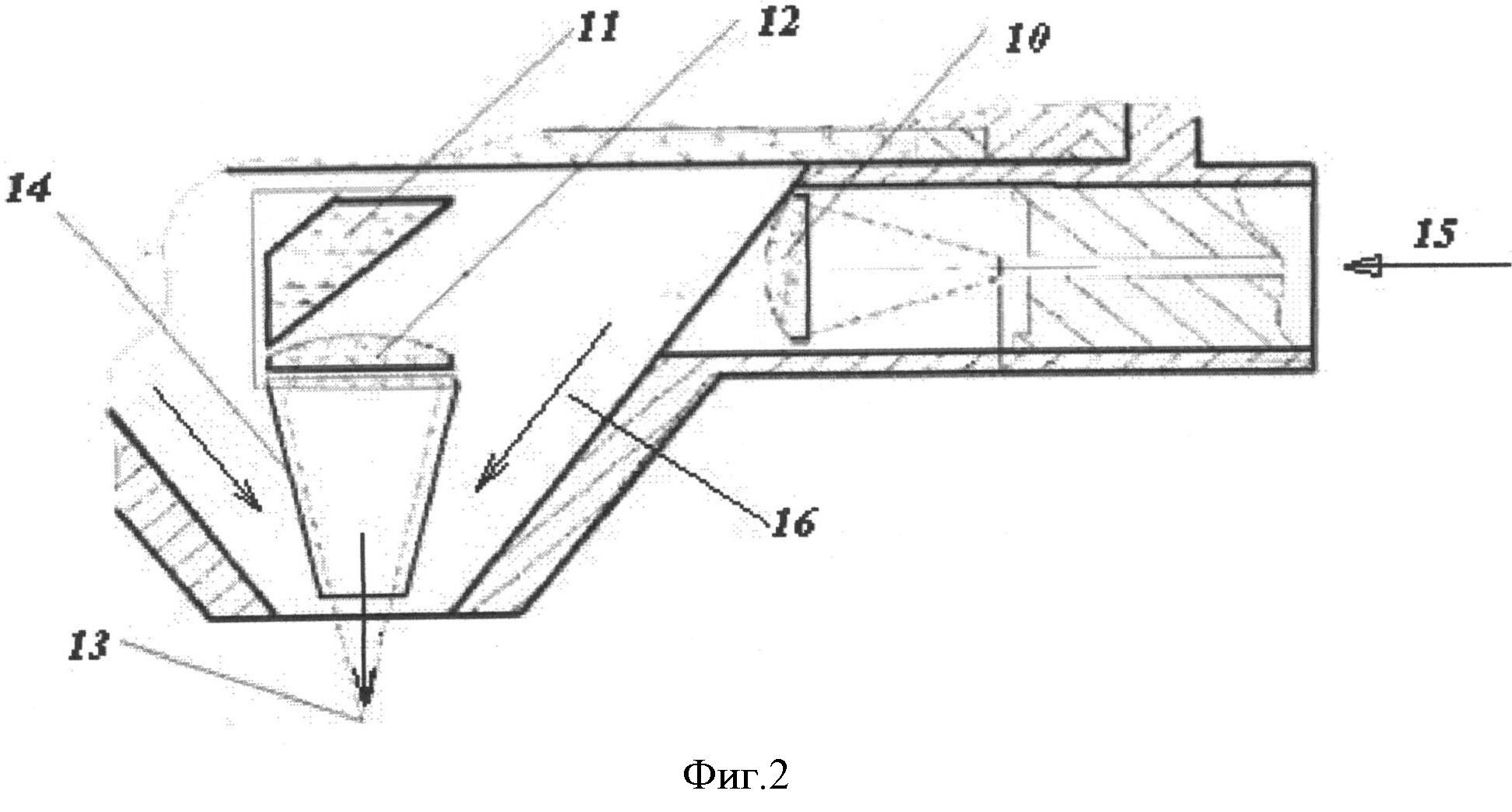
Фигура 2 - Показана принципиальная схема оптической насадки для сведения лазерного и светового излучений в одно гибридное излучение.
Осуществление изобретения
Процесс соединения деталей «встык» (фиг.1) по предлагаемому способу осуществляют в следующей последовательности. Детали 4 и 5 собирают в сборочно-сварочном приспособлении и жестко закрепляют, обеспечивая отсутствие зазора между соединяемыми кромками деталей и плотное прилегание их к подкладке. В процессе сварки не допускают каких-либо перемещений кромок относительно приспособления и друг друга.
В точке начала сварки (фиг.1) на стык собранных и зафиксированных деталей подводят сварочную головку с источником гибридного излучения таким образом, чтобы ось сварочного инструмента 1 и его рабочий стержень 3 совместилась с линией стыка, включают источник светового излучения 8 фокусируя излучение в зону начальной точки сварки, тем самым нагревая и облучая зону начала стыка. Включают источник лазерного излучения 7, который обеспечивает дополнительный нагрев начальной точки стыка с повышенным коэффициентом поглощения лазерного излучения 7, производя тем самым нагрев гибридным лучом 9 начало зоны сварки. В обработанную область начала стыка подводят сварочный инструмент 1, погружают вращающийся рабочий стержень 3 в стык деталей до касания опорным буртом 2 поверхности соединяемых поверхностей, включается измеритель температуры и по достижению в зоне сварки температуры 0,4-0,6 Тпл, необходимой для пластифицирования материала, начинают перемещать со скоростью сварки излучатель совместно со сварочным инструментом 6 (или свариваемое изделие относительно инструмента и излучателя). Расстояние между вращающимся инструментом и зоной дополнительного подогрева определяют с учетом теплофизических свойств металла, его толщины, мощности когерентного излучения, диаметра опорного бурта инструмента и других факторов. При этом пятно нагрева от лазерного луча 7 может располагаться как на пятне нагрева светового луча 8, так и вне его - перед ним.
На расстоянии ≈15-30 мм до конца свариваемого стыка для компенсации краевого эффекта (изменение условий теплоотвода) выключают сначала источник лазерного излучения, а затем плавно снижают мощность светового источника, по мере приближения конца стыка соединяемых деталей излучатель отключают. В конце свариваемого стыка выводят инструмент 1 из сваренного стыка. После этого осуществляют сборку нового стыка и процесс сварки повторяют.
Ориентировочная температура пластифицирования для различных металлов и их сплавов лежит в следующих диапазонах температур:
- алюминий ≈265°C-400°C;
- сталь ≈600°C-900°C;
- титан ≈650°C-1000°C.
Температуру стыкуемых деталей, непосредственно перед движущимся по линии стыка сварочным инструментом, в зоне сварки измеряют бесконтактным измерителем температуры. В качестве прибора измерения температуры используются, например, термопары, оптические пирометры, инфракрасные датчики и т.п.
Для осуществления фрикционной сварки используется традиционное оборудование для фрикционной сварки, например, модернизированные под сварку фрезерные станки, специальные или лабораторные установки для фрикционной сварки. В качестве источника лазерного излучения используются CO2-лазер, ND YAG-лазер или различные полупроводниковые (диодные) лазеры мощностью от 100 Вт. В качестве источника светового излучения используются ламповые источники света (ксеноновые), газоразрядная лампа или источник полихроматического излучения плазменного типа и др. мощностью до 5 КВт.
Излучатель 6 устанавливается перед сварочным инструментом 1, крепление излучателя может осуществляется непосредственно на шпиндель установки для сварки трением консольно или другими способами или иметь независимый от сварочного инструмента привод.
Излучатель 6 в виде оптической насадки (фиг.2) для свето-лазерного излучения содержит закрепленный зеркальный фокусатор 12 и коллимирующий оптический узел 10 для лазерного луча 15, причем коллиматор 10 установлен с возможностью перемещения. Для направления лазерного луча 15 в фокусатор 12 предусмотрено отражающее зеркало 11. Фокусировка лазерного луча осуществляется в коническом экране с защитным кварцевым стеклом 14, прозрачным для светового луча. Световое излучение 16 подается под углом в конический экран 14 через кварцевое стекло. В коническом экране лучи светового и лазерного излучений сводятся в единый гибридный луч 13, таким образом осуществляют его подачу в зону сварки.
В отдельных случаях, когда дополнительного тепловложения от энергоэкономного полихроматического излучателя достаточно, то фрикционно-лучевую сварку можно производить без совместного использования его с когерентным источником излучения.
Технико-экономический эффект.
Экспериментально подтверждена эффективность применения интегрального луча. При нагреве (в течение 1,5 мин) пластин из сплава ВТ6 толщиной 6 мм и при одинаковых энергетических параметрах режима лазерного излучения наложение светового излучения повышало температуру нагрева обратной стороны пластины от 150°C до 190-200°C, соответственно ускоряется переход свариваемого материала в пластифицированное состояние, тем самым снижается нагрузка на сварочный инструмент и соответственно снижаются требования к мощности и жесткости технологического оборудования для фрикционной сварки. Это позволяет применять менее дорогостоящее оборудование, а снижение потребляемой мощности соответственно снизит энергопотребление при фрикционно-лучевой сварки.
Эффективный и равномерный нагрев при фрикционно-лучевой сварке способствует более интенсивному его перемешиванию, что повышает качество сварного соединения, а так же позволяет соединять металлы более широкой номенклатуры и большей толщины, что расширяет технологические возможности процесса.
Способ фрикционно-лучевой сварки деталей, включающий сборку и закрепление свариваемых деталей, погружение в свариваемые детали инструмента в виде вращающегося с высокой скоростью рабочего сердечника из высокопрочного материала и перемещение его по всей длине соединения, последующий вывод сердечника из соединения и охлаждение детали, при этом осуществляют дополнительный разогрев зоны сварки путем ее облучения, отличающийся тем, что дополнительный разогрев зоны сварки осуществляют сфокусированным лазерным и полихроматическим лучами, сведенными в единый луч с помощью конического экрана с защитным кварцевым стеклом, причем подачу полихроматического луча в конический экран осуществляют под углом.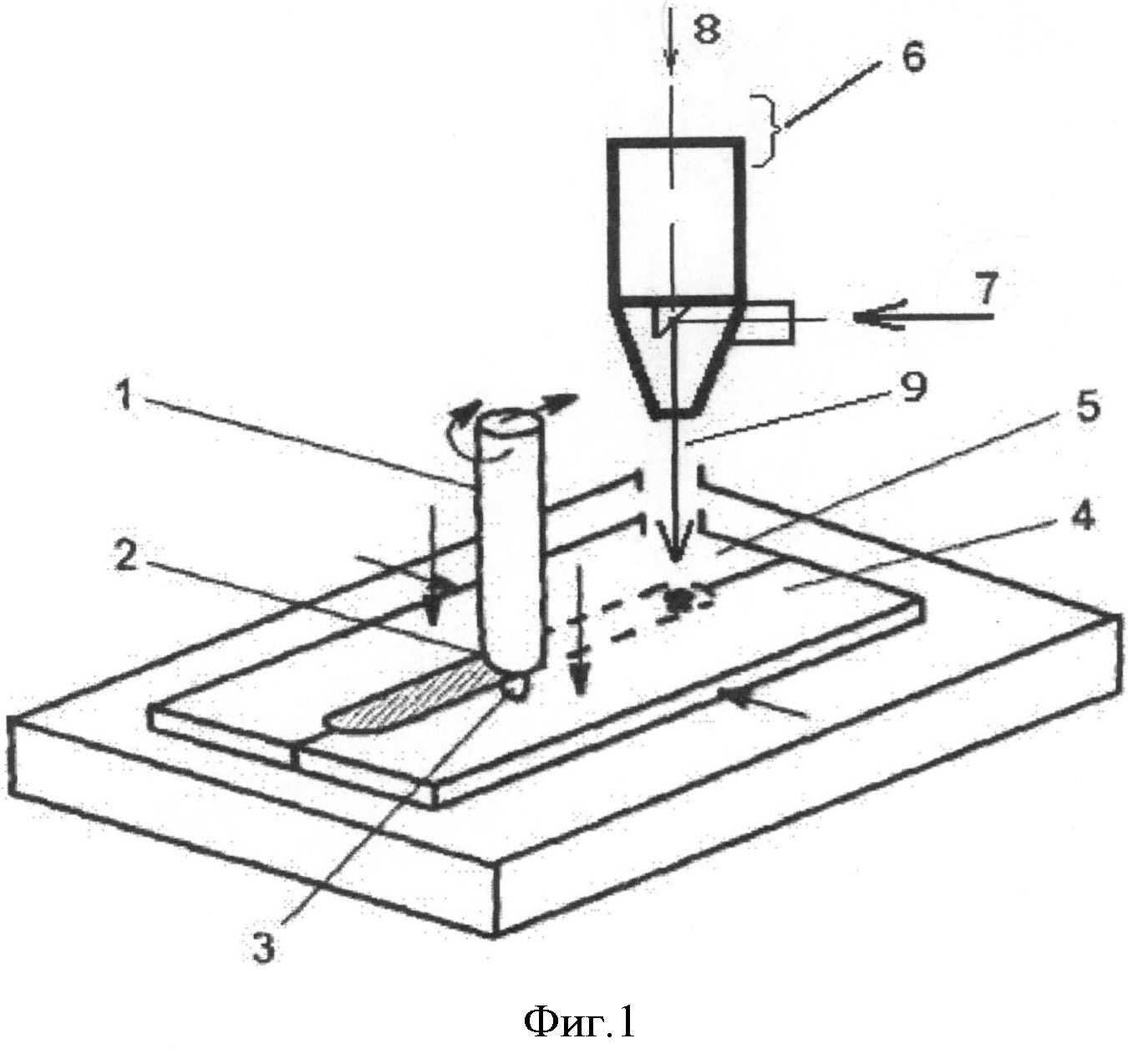
Двухслойная, стойкая к динамическому воздействию, листовая сталь высокой прочности и способ ее производства
Многослойный материал для спасательных средств
Сырьевая смесь для получения негорючего нетоксичного теплозвукоизоляционного материала на основе тонкодисперсной минеральной пены
Состав для нанесения фторполимерного покрытия на полиимидную пленку и устройство для нанесения состава на полиимидную пленку
Способ нанесения покрытий с использованием дуги пульсирующей мощности
Способ получения композиционных покрытий методом коаксиальной лазерной оплавки
Способ получения поливинилацеталей
Цифровой управляющий гидрораспределитель
Способ электрошлаковой выплавки заготовки корпуса с патрубком
Способ выявления кишечных вирусов в клинических образцах и воде методом мультиплексной пцр с детекцией в режиме реального времени и перечень последовательностей для его осуществления
Способ изготовления изделия из полимерного композиционного материала трансферно-мембранным формованием "тмф" (варианты)
Способ оценки электромагнитной совместимости бортового оборудования в составе летательного аппарата в диапазоне частот от 10 кгц до 400 мгц
Режущий инструмент
Прецизионный комплектный цифровой линейный гидропривод
Рекомбинантная плазмида, рекомбинантный штамм, рекомбинантный белок вмр-7 и способ выделения рекомбинантного белка в димерной форме
Рекомбинантная плазмида, рекомбинантный штамм, рекомбинантный белок вмр-2 и способ выделения рекомбинантного белка в димерной форме
Оснастка для формования рамы иллюминатора
Двухслойная, стойкая к динамическому воздействию, листовая сталь высокой прочности и способ ее производства
Многослойный материал для спасательных средств
Сырьевая смесь для получения негорючего нетоксичного теплозвукоизоляционного материала на основе тонкодисперсной минеральной пены

