Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ АРМАТУРНЫХ КОНСТРУКЦИЙ
Вид РИД
Изобретение
Изобретение относится к строительству, в частности к монтажу и сборке больших арматурных конструкций, используемых затем для строительства зданий и сложных железобетонных сооружений, и может быть реализовано, например, при сооружении герметичных защитных оболочек здания реактора атомных электростанций.
Традиционно строительные арматурные конструкции сложных железобетонных сооружений изготавливают непосредственно на строительной площадке путем вязки арматуры с помощью проволочных фиксаторов из вязальной проволоки. При этом позиционирование арматуры осуществляется по разметке и шаблонам геодезическими методами. Соединение выпусков арматуры осуществляют в основном сваркой ванно-дуговым методом, а высокопрочной арматуры больших диаметров с помощью цилиндрических резьбовых муфт [1, 2, 3]. Процесс создания больших строительных арматурных конструкций и железобетонных сооружений сложной формы трудоемок и длителен по времени и, кроме того, требует высокой квалификации арматурщиков и обслуживающих их геодезистов.
Так, например, известен способ изготовления строительных арматурных конструкций, принятый за прототип [4] и включающий изготовление в кондукторе арматурных модулей, выполненных в виде отдельных блоков металлического каркаса (далее армоблоков), с использованием вязки арматуры проволочными фиксаторами, затем позиционирование изготовленных армоблоков на строительной площадке традиционными геодезическими методами и соединение выпусков стержней смежных (соседних) армоблоков цилиндрическими резьбовыми муфтами.
Однако использующаяся в прототипе вязка проволочными фиксаторами не только трудоемка, но и не обеспечивает необходимой жесткости собранных армоблоков, что приводит при позиционировании к потере точности положения выпусков стержней арматуры, достигнутой в кондукторе. Кроме того, позиционирование армоблоков традиционными геодезическими методами из-за сложности создания на каркасе арматурных блоков точных баз, кроме высокой трудоемкости этих методов не обеспечивает и точности позиционирования смежных армоблоков. А это, в свою очередь, затрудняет стыкование смежных блоков резьбовыми муфтами, поскольку малые зазоры в резьбе требуют высокой степени соосности арматуры на стыках. Поэтому для стыкования несоосных выпусков арматуры с помощью резьбовых муфт требуется роспуск проволочных фиксаторов и подгиб арматуры, что при больших диаметрах арматуры требует больших усилий.
Настоящее изобретение направлено на решение задачи разработки менее трудоемкого и более надежного способа изготовления качественных строительных арматурных конструкций для зданий и сложных железобетонных сооружений.
Технический результат, достигаемый при реализации изобретения, заключается в увеличении жесткости изготавливаемых отдельных армоблоков и точности их позиционирования при монтаже на строительной площадке, что позволяет повысить качество и существенно упростить монтаж строительных арматурных конструкций зданий и сложных железобетонных сооружений.
Указанный технический результат обеспечивается за счет того, что металлические каркасы арматурных блоков для строительных конструкций изготавливают в кондукторе с использованием фиксаторов арматуры, затем позиционируют каркасы на строительной площадке и соединяют выпуски арматуры стыкуемых каркасов смежных армоблоков цилиндрическими резьбовыми муфтами.
В то же время в отличие от прототипа в заявленном способе предлагается:
во-первых, сборку металлического каркаса армоблоков в кондукторе осуществлять с использованием трехкоординатных фиксаторов, длина которых не менее трех диаметров арматуры, и закреплять в них арматуру на быстротвердеющей пластмассе. Это обеспечит необходимую строительную точность и жесткость металлического каркаса армоблока и уменьшит трудоемкость его сборки;
во-вторых, устанавливать на стыкуемых гранях смежных армоблоков по три совмещаемых (сопрягаемых) узла системы нулевого принудительного базирования, а позиционирование смежных армоблоков при их монтаже на строительной площадке осуществлять, стыкуя эти узлы. Это позволит исключить или резко сократить объем геодезических работ на строительной площадке и обеспечить высокую точность стыкования смежных армоблоков.
Трехточечные системы принудительного базирования широко используются в приборостроении, например, при установке оптических узлов без потери точности их установки, а также при монтаже различных устройств на кораблях, например, при установке гироприборов [5].
В первом частном случае заявляемого способа предлагается соединение выпусков арматуры стержней армоблоков осуществлять цилиндрическими резьбовыми муфтами, имеющими эксцентриковые компенсаторы несоосности. Эксцентриковые компенсаторы несоосности позволяют собирать выпуски арматуры без подгиба и роспуска фиксаторов при значительных изломах и смещениях стыкуемых выпусков стержней арматуры.
Эксцентриковые компенсаторы представляют собой набор из четырех цилиндрических втулок, входящих одна в другую и имеющих одинаковый эксцентриситет внутренних и наружных поверхностей, равный «а», что позволяет компенсировать несоосность выпусков стержней арматуры в пределах, равных «2а». Две другие эксцентриковые цилиндрические втулки, входящие одна в другую и имеющие одинаковую непараллельность осей внутренних и наружных поверхностей, равную «ε», позволяют компенсировать излом осей выпусков арматуры в пределах «2ε» (а.с. СССР №582420). Использование таких компенсаторов позволяет резко снизить трудоемкость стыковки и соединения выпусков армоблоков.
В другом частном случае заявляемого способа предлагается соединение выпусков арматуры армоблоков осуществлять с использованием цилиндрических резьбовых муфт, предварительно охлажденных в жидком газе, например, в азоте, тем самым, временно (на время сборки) увеличивая внутренний диаметр резьбовых муфт.
В третьем частном случае заявляемого способа предлагается соединение выпусков арматуры армоблоков осуществлять с использованием обжимных цилиндрических муфт и закреплять в них арматуру с помощью накидных гидравлических захватов. В этом случае, можно не нарезать стандартную резьбу на концах арматуры, а использовать резьбовой рельеф ее ручьев, созданных при прокатке.
В еще одном частном случае заявляемого способа предлагается фиксацию положения выпусков стержней арматуры в муфтах осуществлять быстротвердеющей пластмассой или с помощью сварки.
Сущность предлагаемого технического решения поясняется чертежами: фигуры 1, 2, 3, 4 и 5.
На фиг.1 представлена схема металлического каркаса армоблока, где использованы следующие обозначения: 1 - арматура; 2 - трехкоординатный фиксатор арматуры; 3 - быстротвердеющая пластмасса; L - длина фиксатора; D - наружный диаметр арматурного стержня; L≥3D.
На фиг.2 представлена одна из шести кондукторных рам кондуктора, где использованы следующие обозначения: 4 - кондукторные втулки для позиционирования арматуры; 5 - связь; 6 - базовые элементы системы принудительного базирования.
Размеры и форма кондукторных рам, геометрия и число кондукторных втулок, положение базовых элементов определяются конструкцией металлического каркаса армоблоков. Все кондукторные рамы после их стыковки образуют единый кондуктор для сборки армоблока в цеховых условиях. Проверка геометрических параметров кондуктора осуществляется методами промышленной геодезии с использованием трехмерных систем измерения.
На фиг.3 представлены две схемы системы нулевого принудительного базирования, где использованы следующие обозначения: а - схема принудительного базирования с явным центром и образующим направлением; б - схема принудительного базирования с неявным центром и образующим направлением; 7 - стыкуемые базовые элементы типа «сфера - плоскость»; 8 - стыкуемые базовые элементы типа « сфера - конус»; 9 - стыкуемые элементы типа «сфера - V-образный паз».
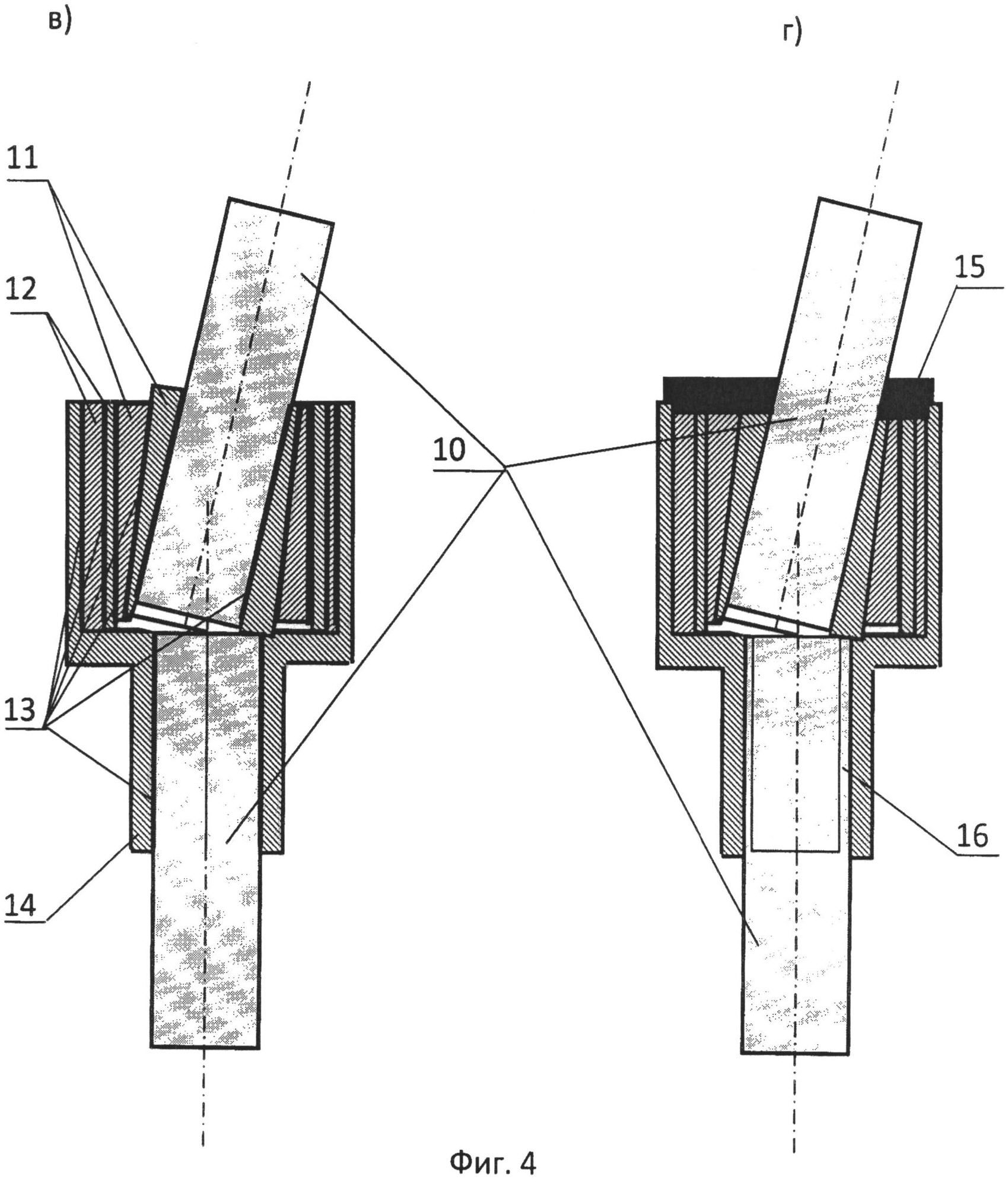
На фиг.4 представлены схемы соединения выпусков стержней армоблоков с использованием резьбовых муфт с эксцентриковыми компенсаторами несоосности, где использованы следующие обозначения: в - схема крепления арматуры на быстротвердеющей пластмассе; г - схема крепления арматуры на сварке; 10 - выпуски стержней арматуры смежных армоблоков; 11 - эксцентриковые втулки с непараллельными осями для компенсации изломов выпусков; 12 - эксцентриковые втулки с параллельными осями для компенсации смещений выпусков; 13 -слои быстротвердеющей пластмассы; 14 - цилиндрическая резьбовая муфта с эксцентриковыми компенсаторами несоосности; 15 - сварной шов, выполненный, например, ванно-дуговым способом; 16 - резьба.
На фиг.5 представлены схемы соединения выпусков стержней армоблоков с использованием обжимных муфт и два из множества различных вариантов закрепления в них арматуры с помощью накидных гидравлических захватов, где использованы следующие обозначения: д - схема крепления арматуры с использованием обжимной муфты с расходящимися конусными наружными поверхностями; ж - схема крепления арматуры с использованием обжимной муфты со сходящимися конусными наружными поверхностями; 10 - выпуск арматуры армоблока; 17 - поршни накидного гидравлического захвата, деформирующие обжимную муфту; 18 - накидной гидравлический захват; 19 - обжимная муфта из отожженной мягкой углеродистой стали.
В конкретной реализации предлагаемого способа изготовления строительных арматурных конструкций металлический каркас армоблока, представленный на фиг.1, собирают в кондукторе из шести кондукторных рам, представленных на фиг.2. Арматуру вставляют во втулки (фиг.2 позиция 4) кондукторных рам и отверстия трехкоординатных фиксаторов арматуры (фиг.1 позиция 2). Арматуру закрепляют в фиксаторах быстротвердеющей пластмассой (фиг.1 позиция 3), которую либо наносят кистью на арматуру предварительно либо подают в фиксаторы принудительно под давлением через специальные отверстия в фиксаторах. После формирования каркаса армоблока с помощью фиксаторов на смежных стыкуемых гранях армоблоков устанавливают по кондуктору по три обратных (сопрягаемых) узла системы нулевого принудительного базирования, представленные на фиг.3.
В зависимости от изготавливаемой железобетонной конструкции можно применять одну из двух систем принудительного нулевого базирования, а именно:
- система принудительного базирования с явным центром и образующим направлением, которая содержит элементы узлов системы нулевого принудительного базирования (фиг.3а элементы 7, 8, 9). Эта система используется в случае, если требуется позиционировать армоблок в некоторой внешней системе координат, например, при позиционировании закладного (первого) блока;
- схема принудительного базирования с неявным центром (фиг.3б элементы 9). Эта система используется в случае, если требуется обеспечить только собираемость конструкции армоблоков без точного позиционирования во внешней системе координат.
При этом в любом случае на стыкуемой грани одного армоблока устанавливают три сферических штыря, а на стыкуемой грани смежного армоблока устанавливают ответные сочленяемые элементы, выполненные в виде конического отверстия, V-образного паза или плоскости. Указанные элементы устанавливают в кондукторе в максимально удаленных друг от друга точках грани армоблока. За счет такого расположения на гранях смежных армоблоков центры сферических штырей и ответные части армоблоков образуют систему координат, в которой координируются все выпуски арматуры смежных (соседних) армоблоков.
Затем на строительной площадке устанавливают первый (закладной) армоблок со сферическими штырями, которые позиционируют относительно разметки строительной площадки, либо по кондуктору с использованием схемы 3а. Второй (смежный) армоблок стыкуют с первым по ответным частям принудительного базирования, например, по трем «V-образным пазам» по схеме, представленной на фиг 3б. Аналогичным образом последовательно позиционируют и устанавливают остальные армоблоки.
Соединение выпусков стержней стыкуемых армоблоков осуществляют в зависимости от требуемой работоспособности стыковых соединений выпусков одним из вышеприведенных способов:
- с использованием цилиндрических резьбовых муфт с эксцентриковыми компенсаторами несоосности (фиг.4) с закреплением арматуры в муфтах на быстротвердеющей пластмассе (фиг.4а) или на сварке (фиг.4b);
- с использованием резьбовых муфт, предварительно охлажденных в жидком газе, например, в азоте, временно увеличивая ее внутренний диаметр.
- с использованием обжимных муфт и закрепляют в них арматуру с помощью накидных гидравлических захватов (фиг.5).
Источники информации.
1. С.С. Атаев и др. Технология строительного производства. Учебник для вузов. Стройиздат.1984 г.
2. СНИИП 52-101-2003 «Бетонные и железобетонные конструкции без предварительного напряжения арматуры».
3. РД ЭО 0657-2006 «Положения по применению механических соединений арматуры для железобетонных зданий и сооружений атомных станций».
4. 63-04 ТК «Технологическая карта на установку арматуры ленточных монолитных фундаментов из готовых сеток, каркасов и блоков». Институт промышленного строительства ОАО ПКТИПРОМСТРОЙ, 2004 г.
5. Л.П. Гаврилюк, «Принципы базирования конструкций и оборудования при их сборке и монтаже», «Вестник технологии судостроения» №16, 2008 г.
Способ гибки заготовок профилей
Способ монтажа центруемых механизмов по изгибающему моменту и поперечной силе
Машина для резки трубопровода
Способ демонтажа кессонов с дефектными отвс из хранилища судов атомно-технологического обслуживания
Станок для вырезки кессонов с дефектными облученными тепловыделяющими сборками
Носовая оконечность подводного корпуса полупогружного судна
Кормовая оконечность полупогружного крупнотоннажного судна
Способ сборки цилиндрических вставок корпусов крупнотоннажных судов из полублоков и поворотный круг для его осуществления
Способ измерения формы прочного корпуса подводной лодки, закрытого конструкциями легкого корпуса
Способ формования крупногабаритных несущих конструкций из стеклоармирующего материала и формовочное устройство для его осуществления
Способ гибки заготовок профилей
Способ монтажа центруемых механизмов по изгибающему моменту и поперечной силе
Машина для резки трубопровода
Способ демонтажа кессонов с дефектными отвс из хранилища судов атомно-технологического обслуживания
Станок для вырезки кессонов с дефектными облученными тепловыделяющими сборками
Носовая оконечность подводного корпуса полупогружного судна
Кормовая оконечность полупогружного крупнотоннажного судна
Способ сборки цилиндрических вставок корпусов крупнотоннажных судов из полублоков и поворотный круг для его осуществления
Способ измерения формы прочного корпуса подводной лодки, закрытого конструкциями легкого корпуса
Способ центровки судового валопровода и оптический тензометр для него

