Результат интеллектуальной деятельности: СПОСОБ ДИФФУЗИОННОЙ СВАРКИ НА ВОЗДУХЕ С НАЛОЖЕНИЕМ ЦИКЛИЧЕСКОЙ НАГРУЗКИ
Вид РИД
Изобретение
Изобретение относится к области технологии сварки давлением, а именно к диффузионной сварке и может быть применимо в машиностроении, станкостроении, автомобилестроении, в том числе при изготовлении аппаратов для нефтегазопереработки и сварки технологических трубопроводов.
Известны несколько способов диффузионной сварки. Основным способом данного вида приварки является диффузионная сварка в вакууме [Казаков Н.Ф., Диффузионная сварка материалов. - М.: Машиностроение, 1976. - 312 с.]. Этот способ заключается в том, что две детали устанавливают в «вакуумно плотной» камере. Из этой камеры вакуумным насосом откачивается воздух до получения в ней давления равного 10-4-10-5 мм.рт. столба. Далее с помощью гидравлической (механической) системы на свариваемые детали подается давление. Обе детали нагреваются с помощью электронагревателей до заданной температуры. В зоне сопряжения свариваемых деталей - под влиянием давления Р=10-15 МПа, температуры - 0,8…0,9 Тпл и времени выдержки при этой температуре 20-40 минут идет процесс взаимодействия атомов свариваемых деталей (их взаимопроникновение) и формируется качественное сварное соединение. К недостаткам диффузионной сварки в вакууме следует отнести значительную длительность процесса, сложность оборудования, определенные трудности с загрузкой заготовок и выгрузкой готовых изделий из рабочей камеры при организации непрерывного процесса изготовления сварных изделий, требования достаточно высокой точности сборки и чистоты обработки свариваемых поверхностей, необходимость контроля температуры заготовки в зоне шва.
Известен способ диффузионной сварки в среде защитных газов [Гельман А.С., Основы сварки давлением. - М.: Машиностроение, 1970 г.]. Главным отличием данного способа от способа, рассмотренного выше, является то, что вместо вакуумной камеры применяется камера, наполненная инертным газом. К недостаткам этого способа можно отнести то, что размер свариваемых изделий ограничивается размерами камеры, ограничена геометрия сварных соединений.
В качестве прототипа принят способ диффузионной сварки на воздухе, включающий механическую обработку торцов заготовок деталей, их покрытие углеводородным соединением, соединение между собой обработанными торцами, сжатие соединенных деталей и нагрев зоны стыка токами высокой частоты (см. патент RU №2264898, МПК В23К 13/01). Недостатком данного изобретения является науглероживание зоны сварки. Науглероживание шва в свою очередь способствует снижению коррозионных свойств изделий из легированных сталей. Так же при сварке этим методом происходит образование по границам зерен карбидов, что приводит к охрупчиванию сварного шва и к снижению ресурса и надежности конструкции при воздействии циклической нагрузки.
Техническим результатом изобретения является уменьшение науглероживания в зоне сварного шва, снижения образования карбидов, повышение зоны контакта при сварке и соответственно повышение качества получаемых сварных изделий.
Технический результат достигается тем, что диффузионная сварка на воздухе включает механическую обработку поверхности заготовок деталей, покрытие их защитной консервирующей смазкой, соединение между собой обработанными поверхностями, придание давления месту сварки и нагрев зоны стыка. Отличающийся тем, что нагрев производят до температуры 0,7-0,8 температуры плавления металла, в процессе приварки на сварные соединения накладывают циклическую нагрузку низкочастотными колебаниями в круговом направлении в плоскости, параллельной продольной оси сварного шва. В свою очередь действие циклической нагрузки и нагрева оказывает наибольшее влияние на образование зон обезуглероживания. В области сваривания деталей наблюдается некоторое снижение скорости образования этих зон.
Низкочастотные колебания оказывают положительное воздействие на ускорение развития физического контакта за счет увеличения скорости ползучести материала. Кроме того, переменные напряжения вызывают генерирование новых источников дислокации и увеличение подвижности последних, что интенсифицирует взаимную диффузию металлов.
Способ поясняется чертежом. На фиг.1 представлена схема возможного наложения вибрационной нагрузки. Вибрационное устройство 1 устанавливается на бандаже на свариваемых деталях 2. На данные детали помещается коврик нагревательный 3. Расстояние S от нагревательного коврика до бандажа рекомендуется брать 100-200 мм. Наложение колебаний осуществляется в круговом направлении в плоскости параллельной оси шва 4.
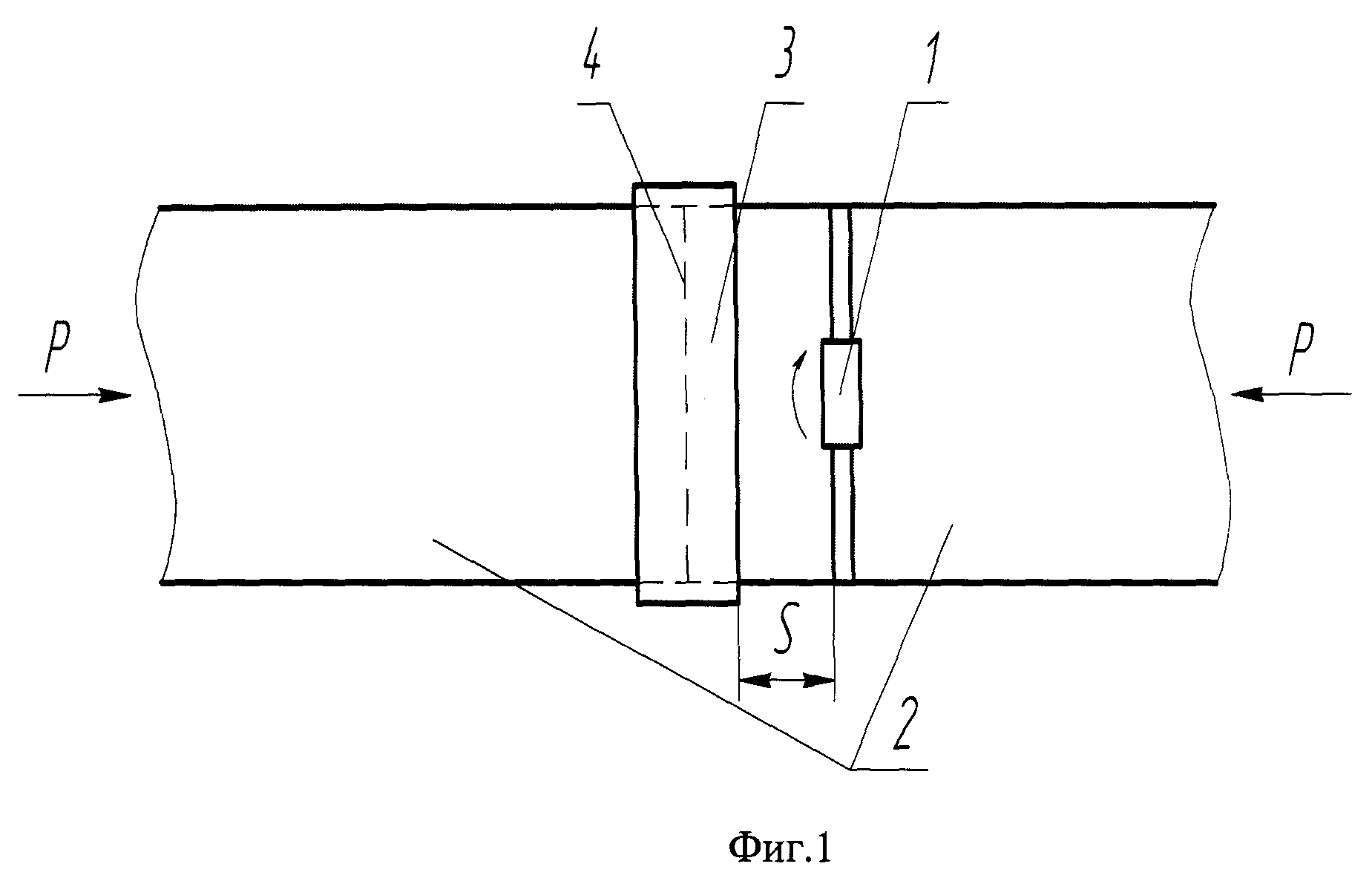
На фиг.2 - Зависимость температуры сварки Тсв от частоты виброобработки f в процессе сварки.
А - без вибрационной обработки;
В - вибрационная обработка на частоте 50 Гц амплитудой до 0,2 мм;
С - то же на частоте 100 Гц;
D - то же на частоте 150 Гц;
Е - то же на частоте 200 Гц;
F - то же на частоте 250 Гц;
G - то же на частоте 300 Гц;
J - то же на частоте 350 Гц;
Из фигуры 2 видно, что Тсв ниже в диапазоне частот вводимых колебаний от 100 до 250 Гц.
Данный способ позволяет снизить температуру процесса сварки, уменьшить науглероживание в зоне сварного шва, повысить зону контакта при сварке и, соответственно, повысив качество сварки, снизить ее время.
Способ диффузионной сварки на воздухе, включающий механическую обработку поверхностей деталей, покрытие их защитной консервирующей смазкой, соединение между собой обработанными поверхностями, нагрев зоны сварки и придание давления, отличающийся тем, что нагрев зоны сварки производят до температуры 0,7-0,8 температуры плавления металла деталей, при этом в процессе сварки на соединяемые детали накладывают циклическую нагрузку низкочастотными колебаниями от 100 до 250 Гц с амплитудой 0,1-0,2 мм в круговом направлении в плоскости, параллельной плоскости продольной оси сварного шва.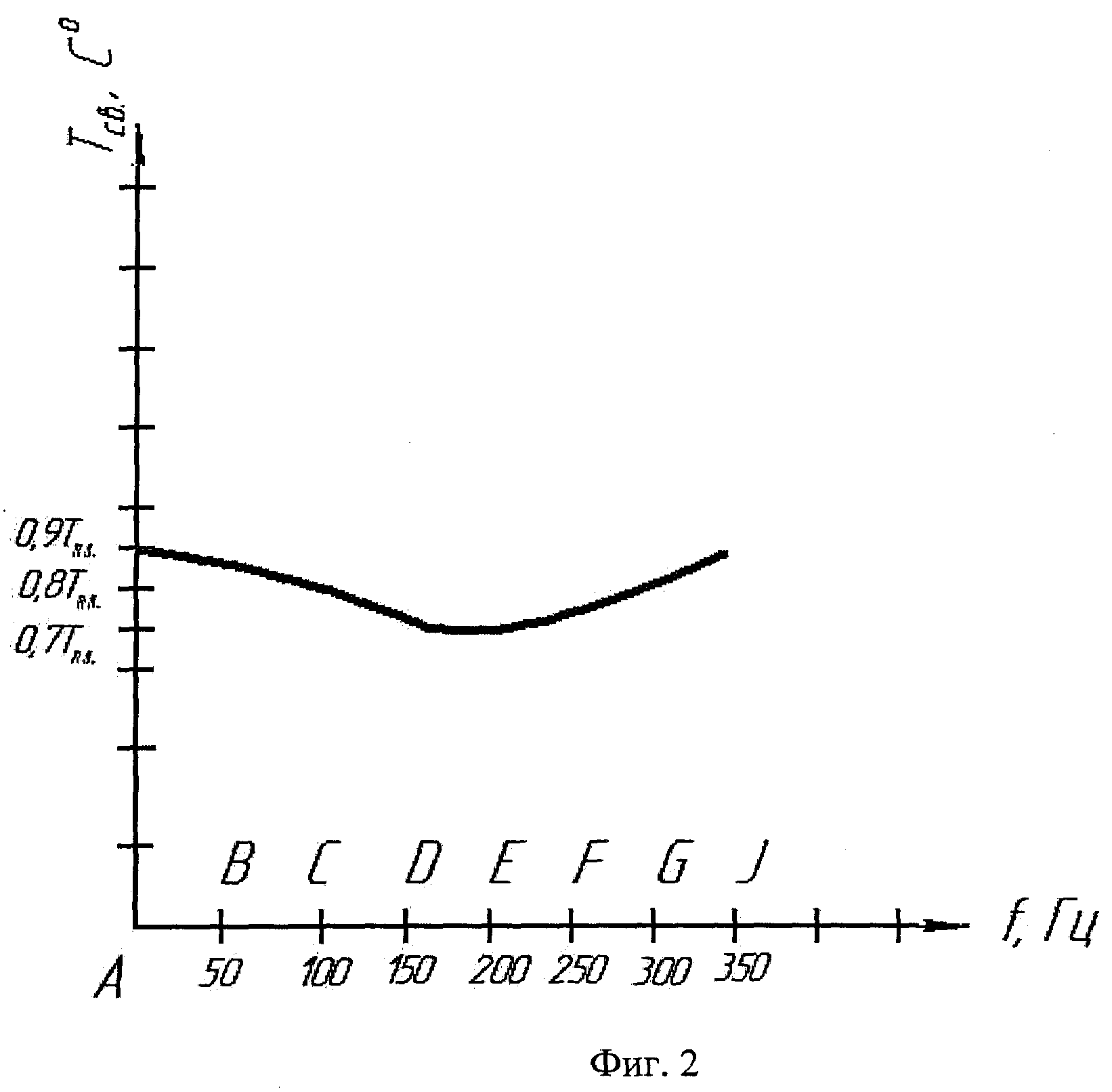
Способ снятия остаточных напряжений в кольцевых сварных соединениях металлов при сварке под флюсом и устройство для его реализации
Способ снятия остаточных напряжений в сварных соединениях трубопроводов
Способ соединения узла "труба-трубная решетка" сваркой трением
Конструкция узла "штуцер-корпус" сосуда давления
Способ дуговой сварки металлов
Устройство для перемешивания в жидкой среде
Способ очистки воды и устройство для его осуществления
Многоуровневый преобразователь частоты с дифференцированными напряжениями уровней и байпасными полупроводниковыми ключами
Уплотняющий затвор мягкого типа для понтонов резервуаров
Способ получения 1-[(2е,4е)-дека-2,4-диеноил]пирролидина
Способ замедленного коксования нефтяных остатков
Способ получения дисперсно-армированного тампонажного материала
Способ засыпки уложенного в подводную траншею трубопровода
Способ формования массы активатора анодных заземлителей и устройство для его осуществления
Компенсатор промывочной жидкости
Система автоматического управления и регулирования промышленной и экологической безопасностью выбросов высокотемпературных паров и газов с дисперсным материалом (сажей) в аппаратах после предохранительных клапанов в аварийной ситуации
Состав для серных бетонов

