Результат интеллектуальной деятельности: СПОСОБ ОТДЕЛОЧНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
Вид РИД
Изобретение
Изобретение относится к области машиностроения, в частности к обработке зубьев цилиндрических зубчатых колес.
Известен способ отделочной обработки цилиндрических зубчатых колес Заготовка-колесо с предварительно формообразованными зубьями, при котором заготовка-колесо вводится в зацепление с инструментом. Обработка осуществляется способом свободного обката. Обработка боковых поверхностей зубьев заготовки-колеса по всей их длине обеспечивается при соблюдении двух условий: во-первых, расположением участков абразивного слоя по одно- или многозаходной спирали; во-вторых, отсутствием общих множителей чисел зубьев инструмента и обрабатываемой заготовки-колеса. Обработка осуществляется при параллельном расположении осей инструмента и заготовки-колеса, без дополнительного движения подачи в осевом направлении. После совершения инструментом количества оборотов, равного или кратного числу зубьев обрабатываемой заготовки-колеса, для обеспечения процесса резания на противоположных боковых поверхностях зубьев заготовки-колеса производится реверсирование направления вращения зубчатой пары инструмент - заготовка-колесо, и также совершается количество оборотов, равное иди кратное числу зубьев заготовки-колеса. Обработка производится при номинальном межосевом расстоянии. Обработка осуществляется инструментом - зубчатым хоном, состоящий из стального цилиндрического зубчатого колеса с утоненными зубьями, на боковые поверхности которых нанесен абразивный слой, состоящий из металлической связки с равномерно распределенными в ней зернами синтетических алмазов, при этом абразивный слой нанесен на участки, образующие одно- или многозаходную спираль. [Пат. РФ №79882, МПК8 B23F 19/05, Бюл. №2, 2009].
Недостатком способа является то, что качество обработки боковых поверхностей зубьев обрабатываемого колеса по всей их длине существенно зависит от состояния участков абразивного слоя инструмента, используемого в нем, даже при их частичном повреждении, оказывается недостаточным.
Известен способ обработки цилиндрических зубчатых колес шевингованием-прикатыванием, включающий свободный обкат шевера-прикатника, имеющего режущие кромки, смещенные по винтовой поверхности, и обрабатываемого колеса, установленных на параллельных осях, при этом зацепление шевера-прикатника с обрабатываемым колесом выполняют внеполюсным, а обработку ведут с периодической радиальной подачей после каждого из 2-4 рабочих циклов, включающих поворот шевера-прикатника в прямом и обратном направлениях на количество оборотов, равное числу зубьев обрабатываемого колеса, и без радиальной подачи в течение 1-2 циклов выхаживания, включающих поворот шевера-прикатника в прямом и обратном направлениях на количество оборотов, равное числу зуб обрабатываемого колеса, при этом используют шевер-прикатник, число зубьев которого имеет общих множителей с числом зубьев обрабатываемого колеса кроме единицы. [Пат. РФ №2224624, МПК7 B23F 19/06, Бюл. №6, 2004]
Недостатком рассматриваемого способа является недостаточное качество обработки боковых поверхностей зубьев обрабатываемого колеса. Это объясняется тем, что обработка на всех циклах шевингования-прикатывания ведется лезвийным инструментом. При этом качество обработки зубьев колеса существенно зависит от состояния режущих кромок инструмента, и, даже при их частичном затуплении или повреждении не может быть гарантировано одинаково высокое качество обработки боковых поверхностей зубьев колеса по всей их длине. Это приводит к ухудшению шероховатости обрабатываемых поверхностей зубьев колеса, и как следствие их качества и эксплуатационных характеристик.
Задача изобретения - повышения качества и эксплуатационных характеристик обрабатываемых колес за счет уменьшения шероховатости боковых поверхностей зубьев обрабатываемых колес.
Поставленная задача решается за счет того, что обработка осуществляется при свободном обкате инструмента и обрабатываемого колеса, установленных на параллельных осях, при этом зацепление инструмента с обрабатываемым колесом выполняют внеполюсным, а цикл обработки включает поворот инструмента в прямом и обратном направлениях, причем дополнительно сообщают паре «инструмент - обрабатываемое колесо» высокочастотные колебания, а в зону обработки (контакта боковых поверхностей инструмента и обрабатываемой заготовки) подают полужидкую абразивную среду, в качестве инструмента взят обкатник в виде закаленного цилиндрического зубчатого колеса, на боковые поверхности зубьев которого наносят микрорельеф.
На фиг.1 изображена схема осуществления способа отделочной обработки цилиндрических зубчатых колес.
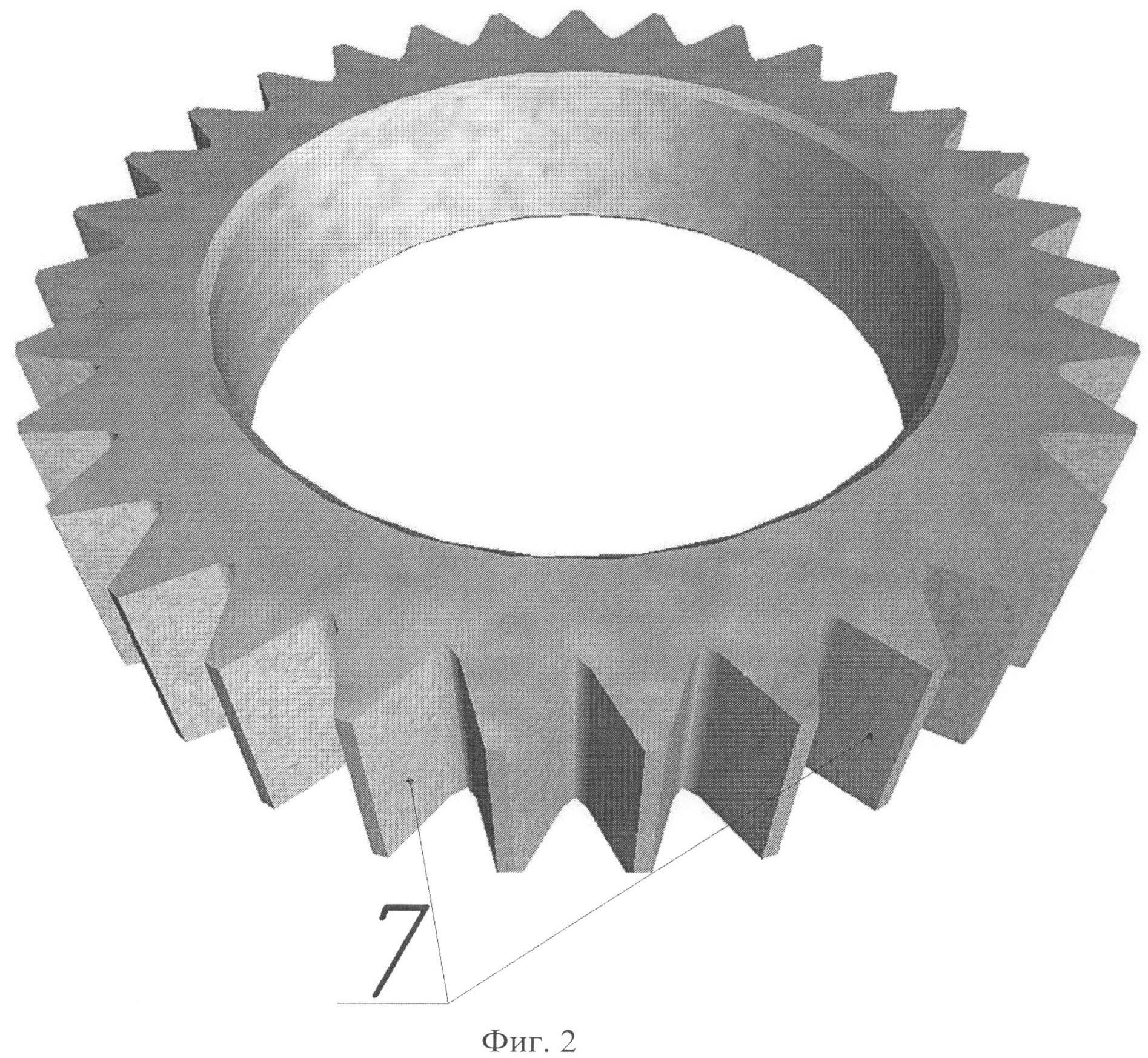
На фиг.2 представлено аксонометрическое изображение инструмента - обкатника для осуществления способа отделочной обработки цилиндрических зубчатых колес.
В состав технологической системы, предназначенной для осуществления способа отделочной обработки цилиндрических зубчатых колес входят: инструмент 1, представляет собой закаленное цилиндрическое зубчатое колесо, на боковые эвольвентные поверхности зубьев которого нанесен (например, различными способами электрохимической и электрофизической обработки, лазером и т.д.) микрорельеф 7, инструмент 1 установлен на цилиндрическую оправку и жестко закреплен на ней, например гайкой, обрабатываемое колесо 2 установлено свободно на цилиндрическую оправку, упругие элементы технологической системы 3, предназначенные для осуществления возможности небольших колебаний, возникающих в паре «инструмент - заготовка» принудительно от внешнего источника - вибровозбудителя 4, резервуар 5, с полужидкой абразивной средой, подающейся в зону обработки (контакта боковых поверхностей инструмента и обрабатываемой заготовки) с помощью сопла 6, связанного с резервуаром 5 патрубком.
Способ отделочной обработки цилиндрических зубчатых колес пригоден для обработки колеса с предварительно формообразованными высокопроизводительными методами: литья, пластического деформирования, механической обработки и др. зубьями.
Способ отделочной обработки цилиндрических зубчатых колес осуществляется следующим образом. Инструмент 1 устанавливают на цилиндрическую оправку и фиксируют, например гайкой. Обрабатываемое колесо 2 устанавливают свободно на цилиндрическую оправку и вводят в плотное (беззазорное по боковым сторонам) зацепление с инструментом 1. Затем включают подачу полужидкой абразивной среды из резервуара 5, вытекающей по патрубку и подаваемой соплом 6 в зону обработки. Далее паре «инструмент - заготовка» принудительно от внешнего источника - вибровозбудителя 4 передают высокочастотные колебания, которые в процессе обработки способствуют более эффективному распределению полужидкой абразивной среды по всей длине линии контакта зубьев инструмента и обрабатываемого колеса, а также более эффективному отводу полужидкой абразивной среды, загрязненной продуктами обработки (микростружкой) из зоны обработки, После чего инструменту 1 сообщают вращательное движение - движение обката в прямом и обратном направлениях с угловой скоростью ω0. При этом обрабатываемое колесо 2 вращается со скоростью ω. Указанное движение является рабочим потому, что при нем осуществляется срезание тончайших слоев стружки и выглаживание боковых поверхностей зубьев обрабатываемого колеса 2 за счет профильного скольжения множества режущих элементов. Которые образованы совокупностью объектов микрорельефа 7, выполненного на боковых поверхностях зубьев инструмента 1, и контактирующими с ними частичками абразива, содержащегося в полужидкой среде. Цикл обработки включает поворот инструмента в прямом и обратном направлениях, что обеспечивает равномерное протекание процесса отделочной обработки на обеих сторонах зубьев обрабатываемых колес.
Предлагаемый способ был реализован при обработке цилиндрического зубчатого колеса, выполненного из стали 20Х ГОСТ 4543-71, имеющего следующие основные параметры: модуль m=2 мм, число зубьев z=ll, коэффициент смещения исходного контура χ=0. Предварительное формообразование зубьев обрабатываемого колеса осуществлялось зубофрезерованием. Окончательная обработка велась инструментом со следующими параметрами: модуль m0=2 мм, число зубьев z0=31, коэффициент смещения исходного контура χ0=1,909 мм. Режимы обработки: снимаемый припуск, определяемый по развертке начального цилиндра в среднем сечении зуба - 0,03 мм, частота вращения инструмента n=150 мин-1.
Шероховатость боковых поверхностей зубьев колеса после зубофрезерования составила Ra=2,5 мкм. Шероховатость после обработки шевингованием-прикатыванием по способу, описанному в ближайшем аналоге (прототипе) - Ra=1,2 мкм. Шероховатость после отделочной обработки по предлагаемому способу Ra=0,63 мкм.
Представленные данные свидетельствуют о возможности применения предлагаемого способа для эффективной отделочной обработки цилиндрических зубчатых колес, при которой достигается уменьшение шероховатости боковых поверхностей зубьев обрабатываемых колес, что, в конечном итоге, приводит к повышению их качества и эксплуатационных характеристик.
Способ отделочной обработки цилиндрических зубчатых колес, включающий свободный обкат инструмента и обрабатываемого колеса, установленных на параллельных осях, при этом зацепление инструмента с обрабатываемым колесом выполняют внеполюсным, а цикл обработки включает поворот инструмента в прямом и обратном направлениях, отличающийся тем, что дополнительно сообщают паре инструмент - обрабатываемое колесо высокочастотные колебания, а в зону обработки подают полужидкую абразивную среду, при этом в качестве инструмента используют обкатник в виде закаленного цилиндрического зубчатого колеса, на боковые поверхности зубьев которого нанесен микрорельеф.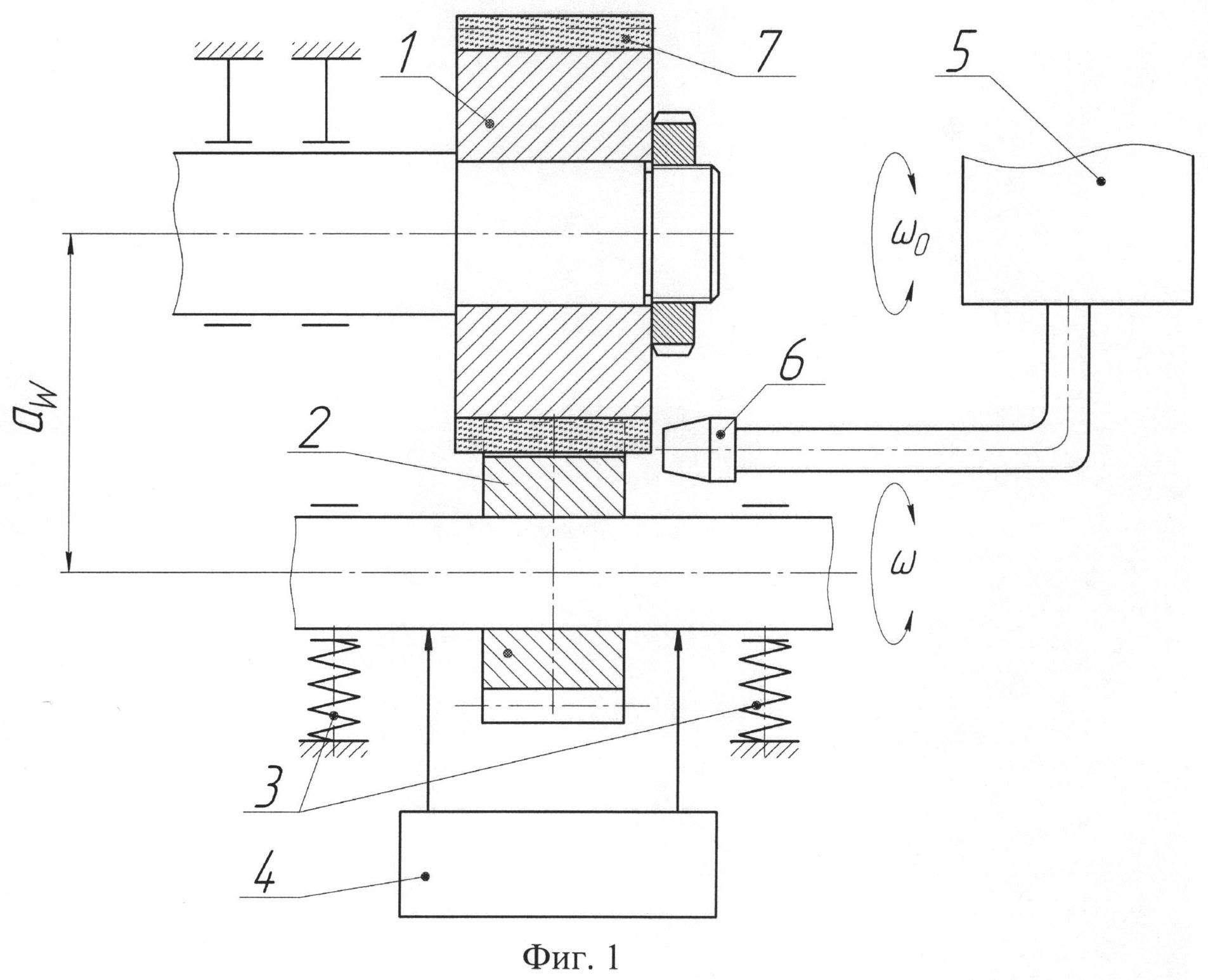
Устройство для компенсации размерного износа инструмента
Способ чистовой зубообработки цилиндрических зубчатых колес
Сборная гребенчатая фреза
Способ комплексного освоения месторождений бурого угля
Герметизатор шпуров для контроля газоносности угольных пластов
Способ зубонарезания цилиндрических колес с модифицированным профилем зубьев
Сопловой блок ракетного двигателя твердого топлива
Регулятор давления с предохранительным устройством
Акселерометр
Пускоотсечной электропневмоклапан постоянного низкого давления
Акустический локатор импульсных источников звука
Вяжущее
Способ предварительной дегазации угольного пласта

