Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ КРУТОИЗОГНУТЫХ ОТВОДОВ
Вид РИД
Изобретение
Изобретение относится к производству крутоизогнутых отводов с использованием электрошлаковой технологии.
Известен способ изготовления крутоизогнутых отводов, включающий протяжку трубной заготовки по рогообразному сердечнику в криволинейную заготовку с размером по диаметру, равным диаметру отвода, и догиб криволинейной заготовки в штампе до размеров отвода (А.И. Гальперин, Машины и оборудование для гнутья труб, М.: Машиностроение, 1967, стр.143-153), патент РФ №2247163).
Недостатком способа являются большие деформации кольцевого растяжения металла трубной заготовки в процессе протяжки по рогообразному сердечнику, большой расход металла, низкое качество детали, высокая трудоемкость изготовления.
Известен способ электрошлакового переплава (ЭШП), реализуемый установкой по патенту RU №2247163, МПК B23K 25/00 и заключающийся в переплаве расходуемого электрода под слоем шлака с одновременной кристаллизацией оплавленного металла.
Указанный способ и установка для его осуществления могут быть использованы для электрошлаковой наплавки труб, но не позволяют получать трубы непрерывной вытяжки и крутоизогнутые отводы труб.
Наиболее близким к заявляемому является способ полунепрерывного вертикального литья труб, по которому жидкий металл подают из литниковой системы в кольцевое пространство между наружным и внутренним кристаллизаторами. После формирования трубы заданной длины поступление жидкого металла в кольцевое пространство между наружным и внутренним кристаллизаторами прекращают и извлекают трубу. Для устранения зависания затвердевающей корочки используют возвратно-поступательное движение кристаллизатора вдоль оси отливки, встряхивание или вибрацию (Ефимов В.А. - Специальные способы литья, с.557-561 (справочник, 1991 г.).
Недостатком данного способа является то, что толщина стенки отливаемых труб ограничена и составляет 7-30 мм. Недостатком способа являются также узкие функциональные возможности, а именно: невозможность изготовления крутоизогнутых отводов труб.
Техническим результатом изобретения является расширение функциональных возможностей способа, а именно, обеспечение изготовления толстостенных крутоизогнутых отводов труб.
Указанный технический результат достигается тем, что трубную заготовку формируют кристаллизацией жидкого металла, который подают в кольцевое пространство между внешним и внутренним кристаллизатором с одновременным перемещением последних, согласно заявляемому изобретению, осуществляют электрошлаковый переплав полого расходуемого электрода, диаметр которого соответствует диаметру трубного отвода, формирование трубного отвода осуществляют за несколько операций, каждой из которых предшествует установка очередной секции составного внешнего кристаллизатора, перемещение кристаллизаторов после установки очередной секции внешнего кристаллизатора осуществляют встречно: внутренний кристаллизатор перемещают вертикально вверх внутри полого расходуемого электрода, а внешний составной - опускают по заданному радиусу трубного отвода вниз до достижения жидким металлом краев очередной секции.
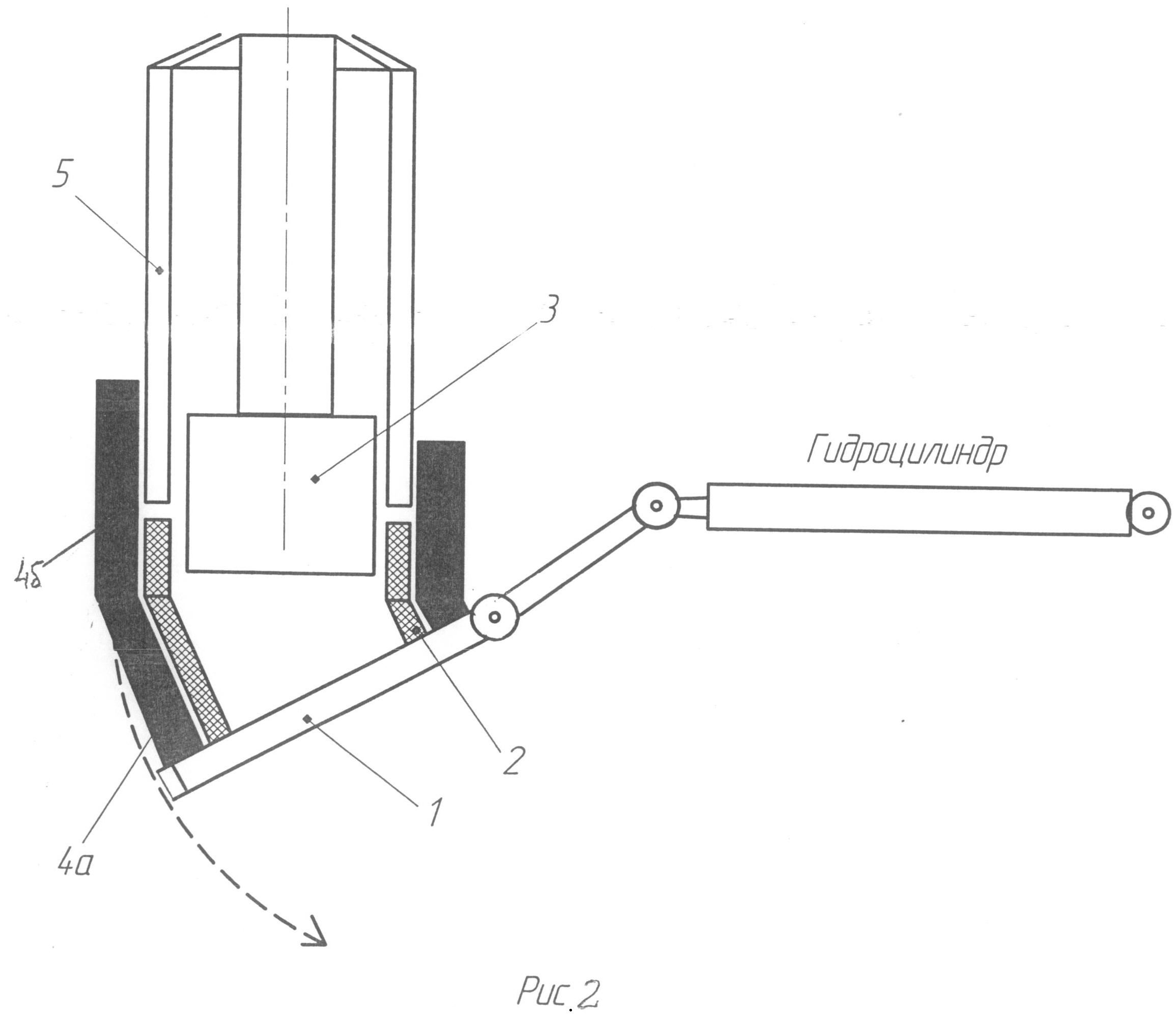
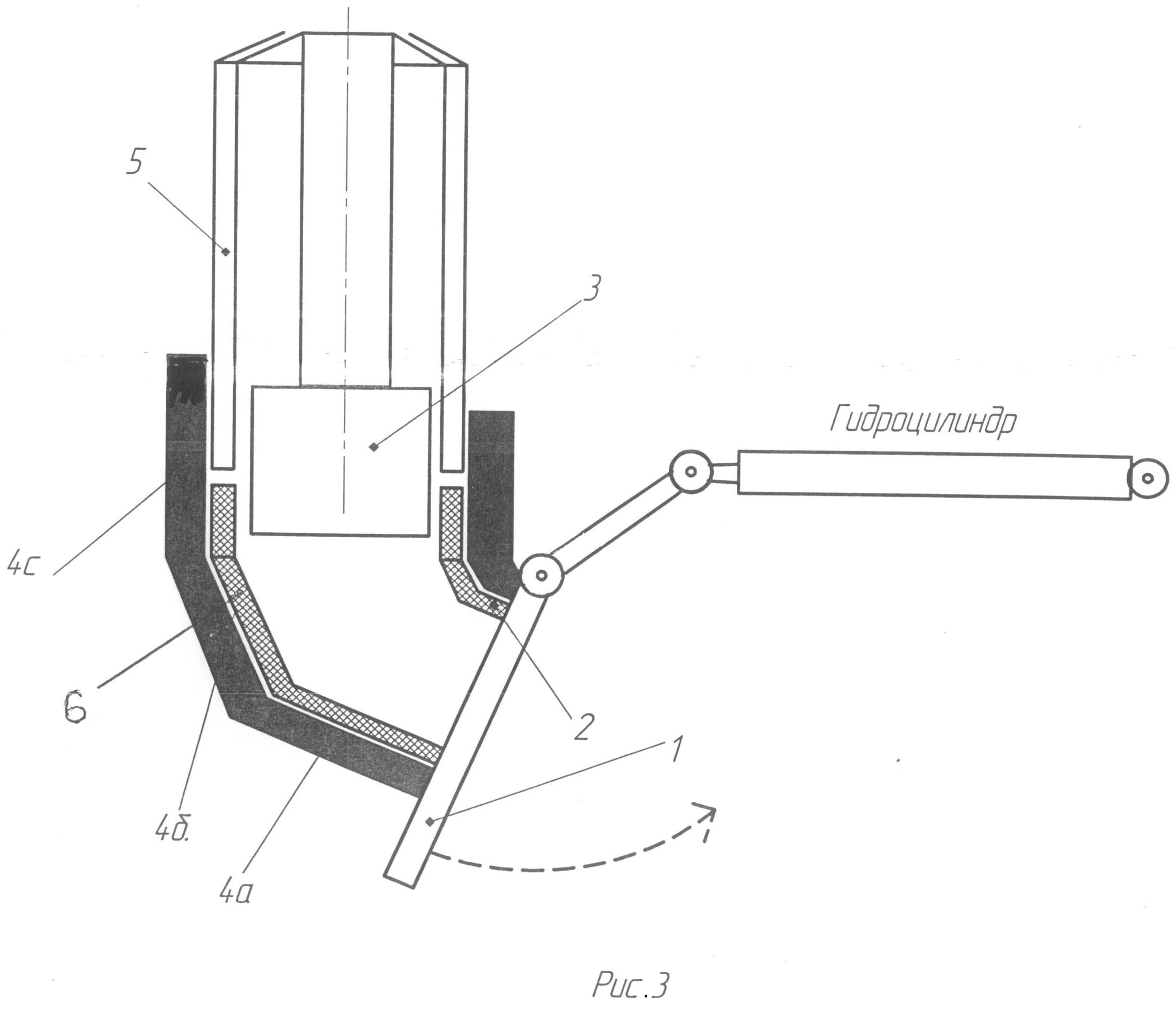
Сущность изобретения поясняется чертежом, где на фиг.1 показана схема установки для осуществления способа на начальной стадии формирования трубного отвода электрошлаковым переплавом расходуемого электрода; на фиг.2 - то же после установки второй секции составного внешнего кристаллизатора; на фиг.3 - одна из завершающих стадий формирования трубного отвода заявляемым способом.
Способ осуществляется следующим образом.
На стол 1 гидравлического манипулятора устанавливают затравку 2 в виде кольца, диаметр которого соответствует диаметру изготавливаемого отвода. Внутрь кольца опускают внутренний охлаждаемый кристаллизатор 3. Затем на стол 1 гидравлического манипулятора устанавливают первую секцию 4а внешнего кристаллизатора 4. На полый расходуемый электрод 5 подают напряжение, и он начинает опускаться вниз. После касания электрода затравки по нему начинает протекать ток за счет, которого происходит его плавление.
Оплавленный металл проходит через шлак в кольцевом пространстве между внешним и внутренним кристаллизаторами и кристаллизуется на затравке 2.
По мере кристаллизации оплавленного металла и заполнения кольцевого пространства между кристаллизаторами 3 и 4, стол 1 гидравлического манипулятора опускается по радиусу изготавливаемого отвода. При этом вследствие усадки кристаллизующегося металла, возникает сила, выталкивающая вверх внутренний кристаллизатор. Таким образом, внешний и внутренний кристаллизаторы движутся встречно.
Когда шлак с металлом достигнет верхнего уровня первой секции 4а внешнего кристаллизатора 4, устанавливают следующую секцию 4б внешнего кристаллизатора 4. При достижении шлаком и металлом краев второй секции 4б внешнего кристаллизатора, вновь устанавливают следующую секцию внешнего кристаллизатора 4с и цикл повторяется. Так продолжается до вытяжки полного размера отвода 6. Количество устанавливаемых секций зависит от длины отвода.
При достижении заданных размеров отвода полый расходуемый электрод 5 поднимают на 500-600 мм вверх, отключают источник напряжения, дают изготовленной заготовке остыть до температуры 60-40°C, разбирают посекционно внешний кристаллизатор 4, откручивают затравку 2 от стола 1 и извлекают отвод 6 вместе с затравкой 2.
Пример осуществления способа.
Изготавливали отвод Do=430 мм с толщиной стенки Bо=35 мм, средним радиусом изгиба отвода Rcp=600 мм. Отвод предназначался для магистрального трубопровода.
На столе гидравлического манипулятора закрепляют затравку (кольцевую заготовку) с размерами: Dзатр.=430 мм, толщина стенки Bзатр.=35 мм , высота Hзатр.=50 мм.
Во внутреннее кольцевое пространство затравки опускают внутренний кристаллизатор на глубину, равную примерно половине высоты затравки - 25 мм. Диаметр внутреннего кристаллизатора при этом выбирают по формуле D-2В-z, где D - диаметр затравки, B - толщина стенки затравки, z - необходимый зазор. В данном случае 430 мм - 2×35 мм - 5 мм = 355 мм.
Устанавливают на стол гидравлического манипулятора первую секцию внешнего кристаллизатора с обеспечением зазора между расходуемым электродом и внешним кристаллизатором.
При среднем радиусе изгиба изготавливаемого отвода Rсp.=600 мм и его диаметре D=430 мм, максимальный радиус изгиба отвода составит R1=815 мм, а минимальный - R2=385 мм. В связи с этим образующая высота (максимальный радиус изгиба отвода) наружной и внутренней стенок (минимальный радиус изгиба отвода) внешнего кристаллизатора должна быть разной. Высота наружной стенки каждой секции внешнего кристаллизатора определяется по формуле Lн=2πR1/4n, а высота внутренней стенки внешнего кристаллизатора определяется по формуле Lв=2πR2/4n, где R1, R2 - внешний и внутренний радиус изгиба отвода соответственно; n - количество секций внешнего кристаллизатора.
При n=6 получаем: Lн=214 мм; Lв=101 мм.
После установки первой секции внешнего кристаллизатора на полый расходуемый электрод подают напряжение, за счет которого происходит его плавление.
Оплавленный металл проходит через шлак в кольцевом пространстве между внешним и внутренним кристаллизаторами и кристаллизуется на затравке.
При этом по мере оплавления расходуемого электрода и кристаллизации электрошлакового металла, внутренний кристаллизатор поднимается на 5-8 мм. По команде, поступающей с блока управления, гидравлический манипулятор опускает внешний кристаллизатор на эту же величину (5-8 мм) по заданному радиусу трубного отвода.
Когда шлак с металлом достигнет верхнего уровня первой секции внешнего кристаллизатора, устанавливают следующую секцию внешнего кристаллизатора. При достижении шлаком и металлом краев второй секции внешнего кристаллизатора, вновь устанавливают следующую секцию и цикл повторяется. Так продолжается до вытяжки полного размера отвода.
Вытяжка крутоизогнутых трубных отводов непрерывным способом электрошлакового переплава позволяет обеспечить их высокие физические и механические свойства, изготавливать отводы практически любой толщины.
С другой стороны, метод ЭШП позволяет получить металл, обладающий высокой свариваемостью, что является необходимым качеством трубных отводов. Процесс непрерывной вытяжки отводов позволяет значительно расширить номенклатуру марок стали, из которых можно получать отводы.
Способ получения крутоизогнутых отводов, включающий формирование трубной заготовки кристаллизацией жидкого металла, который подают в кольцевое пространство между внешним и внутренним кристаллизаторами с одновременным перемещением последних, отличающийся тем, что осуществляют электрошлаковый переплав полого расходуемого электрода, диаметр которого соответствует диаметру трубного отвода, получение которого осуществляют за несколько операций, каждой из которых предшествует установка очередной секции составного внешнего кристаллизатора, причем перемещение кристаллизаторов после установки очередной секции внешнего кристаллизатора осуществляют встречно, при этом внутренний кристаллизатор перемещают вертикально вверх внутри полого расходуемого электрода, а внешний составной кристаллизатор опускают по заданному радиусу трубного отвода вниз до достижения жидким металлом краев очередной секции.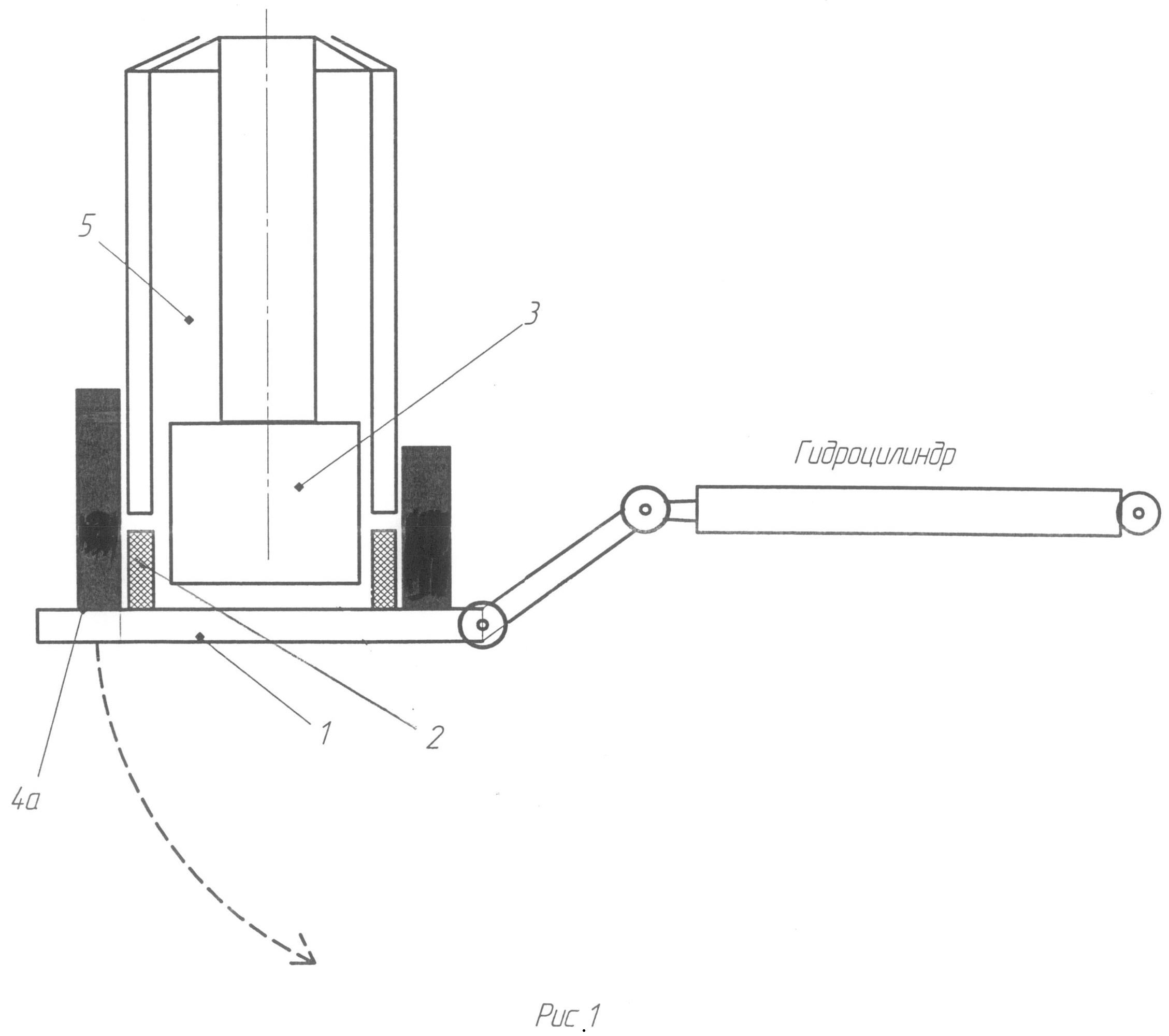
Синтетический сплав для металлургии
Способ получения чугуна

