Результат интеллектуальной деятельности: СИСТЕМА АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ НАНЕСЕНИЕМ ИЗОЛИРУЮЩЕГО ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ИЗДЕЛИЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ
Вид РИД
Изобретение
Изобретение относится к устройствам для нанесения покрытий на внутреннюю поверхность изделий цилиндрической формы и может быть использовано при нанесении защитных покрытий на внутреннюю поверхность различных видов цилиндрических изделий, в том числе труб, при котором требуется высокая степень равномерности толщины материала покрытия по всей длине изделия, точность при расходе наносимого материала, а также автоматизация технологического процесса наполнения и слива.
Известны устройства, в которых нанесение покрытия осуществляется методом пульверизации из движущейся форсунки в полости изделия цилиндрической формы с последующей сушкой и отжигом эмали в индукторах или щелевых печах (аналоги RU 23050l C2 B05C 7/08, B05D 7/22 от 07.11.2005 г.; RU 2315668 C1 B05C 7/08 от 05.06.2006 г.; RU 2338603 C1 B05C 7/08 от 08.05.2007 г.; RU 2340408 C2 B05C 7/08, B05C 7/08 от 17.10.2006 г.; RU 2311966 C1 B05C 7/08 от 05.06.2006 г.; RU 96793 B05C 7/08 от 20.08.2010 г.).
К недостаткам аналогов можно отнести неравномерность распыления материала покрытия с помощью форсунок, их быстрое засорение в случае использования вязких жидкостей, а также неравномерность, связанную с расслоение наносимого материала при заполнении изделия и перелив материала, связанный с некорректным управление скоростью наполнения полости изделия.
Прототипом является устройство (RU 106850 U1 B05C 7/08 от 27.07.2011 г.), в котором содержится коллектор, блок управления насосным агрегатом, насосный агрегат, отсекающий клапан, сливная задвижка, датчик уровня, микропроцессорное устройство обработки и управления, электромеханический привод. Нанесение покрытия осуществляется управляемым наполнением внутренней полости изделия цилиндрической формы наносимым материалом с последующим контролируемым сливом его излишков, сушкой и отжигом.
Недостатком прототипа является то, что устройство не обеспечивает необходимой равномерности покрытия на концах изделий. Это связано с тем, что изолирующий материал представляет собой коллоидную смесь частиц (суспензию), которые в процессе налива в вертикально стоящее изделие оседают, создавая неравномерность плотности сливаемого материала. В верхней части изделия плотность суспензии меньше, чем в нижней. Происходит расслоение материала по высоте изделия. Это приводит к неравномерности покрытия даже при стабильной скорости слива.
Поставлена задача: устранить неравномерность нанесения покрытия по длине изделия, связанную с неоднородностью суспензии, возникающую в результате налива.
Решение поставленной задачи достигается тем, что в систему автоматического управления нанесением изолирующего покрытия на внутреннюю поверхность изделий цилиндрической формы, содержащую датчик уровня, электрически соединенный с микропроцессорным устройством обработки и управления, электромеханический привод, механически соединенный со сливной задвижкой, насосный агрегат, электрический вход которого соединен с первым выходом блока управления, состыкованный через отсекающий клапан с коллектором, гидравлически соединяющим изделие со сливной задвижкой, согласно изобретению, между датчиком уровня и верхним срезом изделия дополнительно устанавливается переходная насадка, гидравлически соединенная с первым входом реактора, второй вход которого гидравлически соединен со сливной задвижкой, выход реактора соединен с гидравлическим входом насосного агрегата, а второй выход блока управления насосным агрегатом соединен с электрическим входом отсекающего клапана.
Система осуществляет контролируемое наполнение внутренней полости изделия материалом покрытия в вертикальном положении с последующим его попаданием в переходную насадку и сбросом обратно в реактор. Достигая верхнего среза изделия, материал покрытия поступает в переходную насадку, из которой по гидравлическому каналу сливается обратно в реактор, тем самым осуществляется непрерывное циркулирование суспензии, обеспечивающее равномерное распределение плотности материала покрытия по всей высоте изделия. По сигналу с датчика управления насосным агрегатом, в момент времени, эмпирически найденный для разных материалов и размеров труб, циркуляция останавливается, закрывается отсекающий клапан. После этого по сигналу с блока управления насосным агрегатом уменьшается скорость наполнения изделия и автоматически прекращается его подача в коллектор, перекрытием отсекающего клапана и начинается управляемое отекание материала через сливную задвижку. Это позволяет обеспечить равномерность покрытия на краях и по всей длине изделия.
Сущность изобретения поясняется фигурой 1.
Покрываемое изделие 4 устанавливается вертикально на коллектор 6, к которому через отсекающий клапан 9 подключается насосный агрегат 10, в который поступает наносимый материал из реактора 12, предназначенного для хранения и поддержания постоянной температуры и консистенции суспензии. На верхний край изделия крепится переходная насадка 2, соединенная с реактором 12 с помощью гидравлического канала 5. Переходная насадка 2 выполнена таким образом, что над ней установлен датчик уровня 1, подключенный выходом ко входу микропроцессорного устройства обработки и управления 3, первый выход которого подключен ко входу блока управления насосным агрегатом 11, соединенного одним выходом с электрическим входом насосного агрегата 10, а вторым выходом с электрическим входом отсекающего клапана 9. Второй выход микропроцессорного устройства обработки и управления 3 подключен ко входу электромеханического привода 7, механически соединенного со сливной задвижкой 8.
Функционирование устройства предполагает два этапа. На первом этапе в изделие закачивается наносимый материал через отсекающий клапан 9 с помощью насосного агрегата 10 из реактора 12. После заполнения изделия материал попадает в переходную насадку 2, соединенную с помощью гидравлического канала 5 с реактором 12. С помощью датчика уровня 1 осуществляется измерение текущего значения высоты столба жидкости в полости изделия. Данные с датчика уровня 1 поступают на микропроцессорное устройство обработки и управления 3, с которого подается сигнал на блок управления насосным агрегатом 11. Блок управления подает сигналы на насосный агрегат о замедлении скорости наполнения внутренней полости изделия при приближении к верхнему срезу. На верхний срез изделия устанавливается переходная насадка 2, с помощью гидравлического канала соединенная с реактором 12, таким образом осуществляя непрерывную циркуляцию наносимого материала, направленную на равномерное распределение плотности наносимого материала по всей высоте изделия. В дальнейшем производительность насосного агрегата поддерживается таким образом, чтобы скорость налива была равна скорости слива. После этого под воздействием управляющего сигнала с блока управления насосным агрегатом 11 останавливается насосный агрегат и закрывается отсекающий клапан 9. На втором этапе осуществляется управляемый слив материала. По команде с микропроцессорного устройства обработки и управления 3 подается сигнал на электромеханический привод 7 и происходит постепенное приоткрывание задвижки 8, через которую вытекают излишки наносимого материала с постоянной скоростью. За счет вязкости материала, происходит его прилипание к внутренним стенкам изделия. Толщина покрытия зависит от вязкости и скорости движения материала. Образовавшаяся пленка представляет собой изолирующее покрытие. Изобретение позволяет равномерно распределить материал по всей длине изделия, что увеличивает качество покрытия.
Помимо обеспечения равномерности по всей длине изделия, разработка позволяет полностью автоматизировать технологический процесс нанесения покрытия. Данная установка позволяет повысить производительность и культуру труда и автоматизировать производство.
При необходимости скоростью наполнения полости изделия материалом покрытия и его сливом можно управлять по заданной программе, оптимизируя тем самым время технологического процесса.
Система автоматического управления нанесением изолирующего покрытия на внутреннюю поверхность изделий цилиндрической формы, содержащая датчик уровня, электрически соединенный с микропроцессорным устройством обработки и управления, электромеханический привод, механически соединенный со сливной задвижкой, насосный агрегат, электрический вход которого соединен с первым выходом блока управления, состыкованный через отсекающий клапан с коллектором, гидравлически соединяющим изделие со сливной задвижкой, отличающаяся тем, что в систему между датчиком уровня и верхним срезом изделия дополнительно устанавливается переходная насадка, гидравлически соединенная с первым входом реактора, второй вход которого гидравлически соединен со сливной задвижкой, выход реактора соединен с гидравлическим входом насосного агрегата, а второй выход блока управления насосным агрегатом соединен с электрическим входом отсекающего клапана.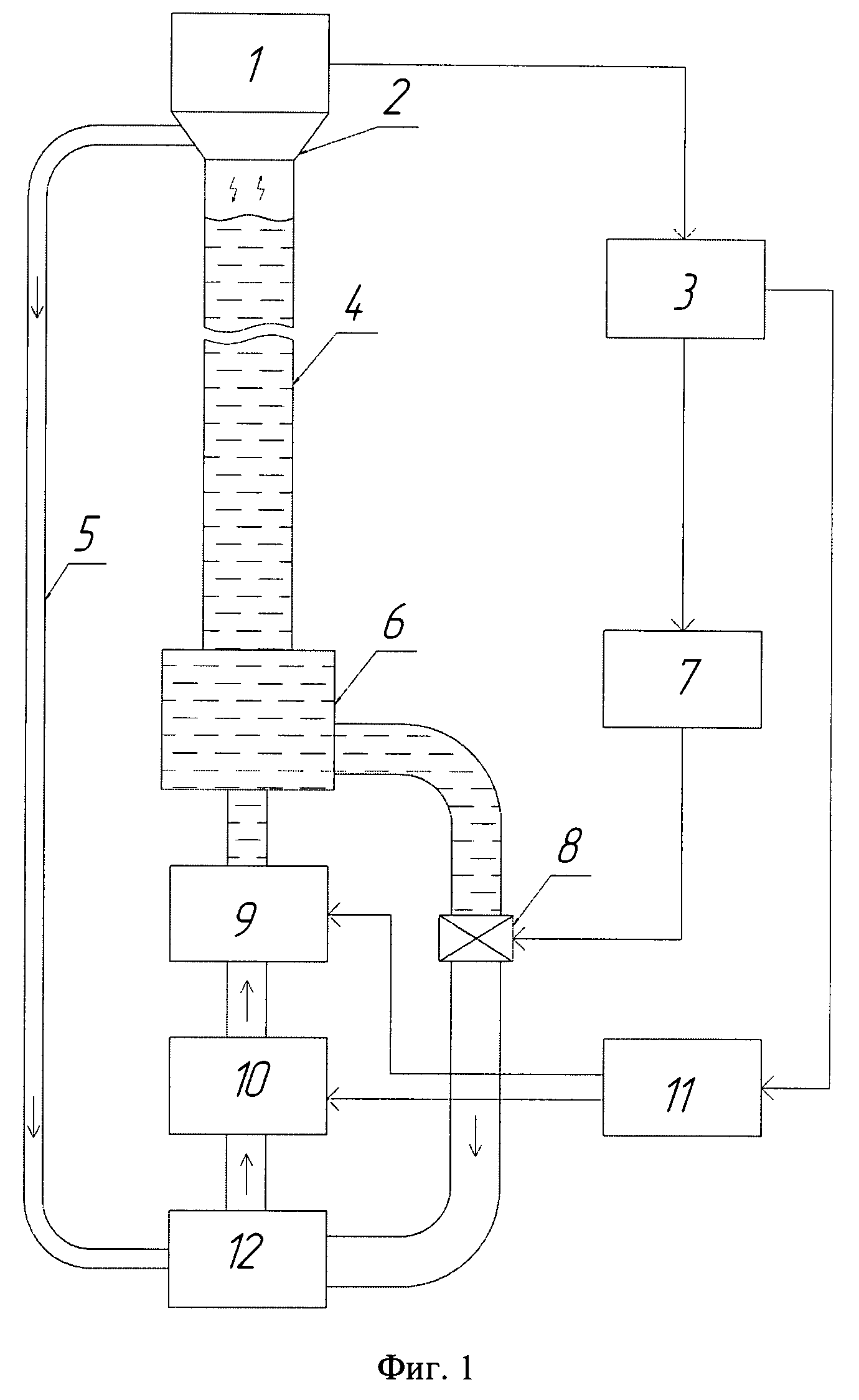
Способ нанесения покрытия на внутреннюю поверхность трубы
Способ измерения массы жидкости в резервуаре
Способ измерения показателей качества нефтепродуктов
Способ нанесения покрытия на внутреннюю поверхность изделий цилиндрической формы
Устройство дистанционного измерения геометрических параметров профильных объектов
Способ электромагнитной модификации жидких энергоносителей и устройство для его реализации
Способ бесконтактного измерения электромагнитных параметров материалов
Способ дистанционного контроля уровня и плотности жидкости в резервуаре
Устройство бесконтактного измерения электромагнитных параметров тонких пленок

