Результат интеллектуальной деятельности: СПОСОБ ТЕРМООБРАБОТКИ ОТЛИВОК ИЗ СПЛАВОВ НА ОСНОВЕ ГАММА АЛЮМИНИДА ТИТАНА
Вид РИД
Изобретение
Изобретение относится к области металлургии, в частности к способам термообработки отливок сплавов на основе гамма алюминида титана (γ-TiAl), и может быть использовано при получении изделий ответственного назначения, работающих при температурах до 800°C, частности, лопаток газотурбинных двигателей.
Литейные сплавы на основе алюминида титана TiAl (далее γ-сплавы) представляются одними из наиболее перспективных материалов для получения лопаток газотурбинных двигателей нового поколения [Appel F., Paul J.D.H., and Oehring M. «Gamma Titanium Aluminick Alloys: Science and Technology», Wiley-VCH Verlag & Co. KGaA, 2011, 745 p.]. Эти сплавы должны обладать не только высокими литейными свойствами, но и комплексом разных механических свойств: прочностью, пластичностью, усталостными свойствами, жаропрочностью и др. [Ильин А.А., Колачев Б.А., Полькин И.С. Титановые сплавы. Состав, структура, свойства. Справочник. M.: ВИЛС-МАТИ, 2009, 520 с.]. Особенностью γ-сплавов является высокая чувствительность их фазового состава и, как следствие, эксплуатационных свойств даже к небольшим изменениям концентраций легирующих элементов и к параметрам технологического процесса, в частности к режиму термообработки.
Известно, что литые сплавы, как широко известные, так и создаваемые вновь, обладают «фундаментальным» недостатком, связанным с образованием усадочной пористости, в отливках, и это обстоятельство резко снижает потенциальные прочностные и жаропрочностные характеристики сплавов и изделий на их основе. Универсальным и широко используемым приемом, позволяющим решающим образом повысить качество отливок, является применение горячего изостатического прессования (ТИП). Поэтому отливки сплавов на основе алюминида титана, предназначенные для особо ответственных изделий, практически всегда подвергают ГИП-обработке. Температура ГИП-обработки в значительной мере определяет их конечную структуру и, как следствие, эксплуатационные свойства.
Известен способ термической обработки гамма-сплава, содержащего 45,0-48,5 ат.% Al раскрытый в патенте US 5,609,698 (Mar. 11, 1997). Данный способ включает предварительный нагрев при 1038-1149°C (1900-2100°F) в течение от 5 до 50 часов, ГИП-обработку при температуре около 1204°C (2200°F) и последующий нагрев при 1010-1204°C (1900-2100°F). В частном пункте данный способ термообработки рекомендуется для сплавов из группы: Ti-48Al-2Cr-2Nb, Ti-48Al-2Mn-2Nb, Ti-49Al-1V, Ti-47Al-1Mn-2Nb-0,5W-0,5Mo-0,2Si, Ti-47А1-5Nb-1W. Недостатком данного способа является то, что он не регламентирует фазовый состав при ГИП-обработке. Поскольку сплавы из указанной группы имеют разные фазовый состав при одной температуре, то предложенный способ не позволяет обеспечить стабильность эксплуатационных свойств.
Известен также способ термической обработки гамма-сплава, способного к формированию фаз α, α2 и γ, раскрытый в патенте US 6,231,699 (May, 15, 2001). Данный способ включает ГИП-обработку при температуре ниже трансуса альфа-фазы (на 50-250 F) в течение от 1 до 20 ч, повторный нагрев ниже трансуса альфа-фазы (на 5-300 F) для измельчения микроструктуры и образование гаммы фазы в количестве от 10 до 90 об.%. В частных пунктах данного изобретения отмечается стадия определения трансуса альфа-фазы.
Недостатком данного способа является невысокий предел текучести (в частности на литых лопатках σ0,2 составляет около 350 МПа). Широкий диапазон по количеству гаммы фазы не позволяет обеспечить стабильность эксплуатационных свойств.
Наиболее близким к предложенному является к способ термообработки отливок сплавов на основе гамма алюминида титана, раскрытый в патенте US 5,634,992 (Jun.3, 1997). В этом способе отливку сплава на основе алюминида титана (a piece of cast gamma titanium aluminide alloy), содержащего от 45,5 до 48,5 ат.% алюминия, подвергаются ГИП-обработке при температуре выше эвтектоидного превращения (в частном пункте при 1204-1260°С (2200-2300°F)), первому нагреву при 1149-1204°С (2100-2200°F) в течение, как минимум, 8 часов; второму нагреву при температуре ниже эвтектоидного превращения при 982-1093°С (1800-2000°F) в течение, как минимум, 8 часов. В частном пункте предусматривается третий нагрев при температуре ниже альфа-трансуса. Данный способ позволяет получить достаточно высокое сопротивление ползучести при 760°С (1400°F). Недостатками данного способа являются: а) невысокий предел текучести (σ0,2) - менее 400 МПа (53,2 KSi), б) длительность термообработки (более 16 часов без учета ГИП-обработки). Эти недостатки обусловлены тем, что фазовый состав сплава при температуре нагрева регламентируется исходя из двойной фазовой диаграммы Ti-Al. В то же время наличие легирующих элементов в гамма-сплавах (Nb, Cr, Mo, W, Мn и др.) требует использования соответствующих многокомпонентных фазовых диаграмм. Выбор температур отжига по двойной диаграмме Ti-Al не позволяет обеспечить оптимальную структуру и, как следствие, заданные механические свойства. Поскольку термообработку по известному способу (пат. US 5,634,992) проводят в фазовой области α+γ, не регламентируя количество фаз.
Задачей изобретения является создание нового способа термообработки отливок сплавов на основе гамма алюминида титана с целью достижения высокого уровня механических свойств, в частности, по пределу текучести, и снижения общего время термообработки.
Поставленная задача решена тем, что предложен способ термообработки отливок сплавов на основе гамма алюминидов титана, включающий горячее изостатическое прессование при температуре выше эвтектоидного превращения, охлаждение до комнатной температуры и последующий нагрев при температуре ниже эвтектоидного превращения, отличающийся тем, что горячее изостатическое прессование проводят в фазовой области α+β+γ при следующем количестве фаз, мас.%:
бета-фаза (β) - от 7 до 18 мас.%,
гамма-фаза (γ) - от 5 до 16 мас.%,
альфа-фаза (α) - остальное.
В частном исполнении способ термообработки отливок гамма сплавов отличается тем, что сплав содержит ниобий и молибден.
Сущность изобретения состоит в следующем.
Наличие фаз в заявленных пределах при температуре ГИП-обработке позволяет получить достаточно дисперсную и однородную структуру в процессе эвтектоидного превращения (включая размер эвтектоидных колоний α2+γ и межпластинчатое расстояние внутри этих колоний). Частицы фаз β и γ в процессе ГИП-обработки приобретают компактную морфологию, которая мало меняется в процессе охлаждения и последующего нагрева. Это позволяет получить достаточную пластичность отливки при комнатной и повышенных температурах. Кроме того наличие этих частиц препятствует росту зерен α-фазы, что способствует малому размеру эвтектоидных колоний. При количестве фаз β и γ больше заявленных значений их морфология становится более вытянутой, что отрицательно сказывается на пластичности. При количестве этих фаз меньше заявленных значений их тормозящее влияние на рост зерен α-фазы снижается, что отрицательно сказывается на пределе текучести.
ПРИМЕР
Термообработке были подвергнуты образцы, вырезанные из отливок двух гамма сплавов, полученных в вакуумной плавильно-заливочной установке с медным водоохлаждаемым тиглем. Сплав №1 содержал 41,3% Al, 4,4% Nb и 1,1% Мо (ат.%), а сплав №2 - 42,6% Al, 4,1% Nb и 1,0% Мо (ат.%). ГИП-обработку образцов проводили в атмосфере аргона на установке HIRP 25/70-200-2000 (с графитовым нагревателем) при давлении 170 МПа в течение 3 часов. Температуру ГИП-обработки варьировали в пределах от 1080 до 1220°С. Загрузка литых образов в камеру ГИП-обработки показана на фигуре 1а, а сами образцы после ГИП-обработки - на фигуре 16. Последующий отжиг проводили в муфельной печи СНОЛ в воздушной атмосфере при 800°С в течение 3 часов.
Механические свойства отливок (условный предел текучести (σ0,2) и относительное укорочение (ε) оценивали при комнатной температуре по результатам испытаний на одноосное сжатие цилиндрических образцов, вырезанных из отливок (фигура 1), на универсальной испытательной машине Zwick Z250.
Микроструктуру литых и термообработанных образцов изучали на световом (СМ) и электронном сканирующем (СЭМ) микроскопах: Axio Observer MAT и JSM-6610LV соответственно. Количественный анализ фазового состава сплава при разных температурах проводили с помощью программы Thermo-Calc (версия TCW5, база данных TTTIAl).
Из табл.1 видно, что ГИП-обработка сплава №1 только в интервале температур от 1120 до 1160°С (режимы 3-5) обеспечивает требуемые значения массовых долей фаз β и γ. При меньшей температуре (режимы 1 и 2) для сплава №1 количество фаз γ и β выше заданного значения, а при большей температуре (режимы 6-8) фазы γ отсутствует. Для сплава №2 оптимальными являются режимы 6 и 7.
|
Значения σ0,2 и ε, приведенные в табл.1, показывают, что ГИП-обработка только в интервале температур, обеспечивающем заданное количество фаз β и γ (режимы 3-5 для сплава №1 и режимы 6-7 для сплава №2), позволяет получить предел текучести выше 700 МПа и относительное укорочение больше 10%. Испытание на одноосное сжатие не привели к разрушению образцов, термообработанных по оптимальным режимам, при достигнутом максимально возможном усилии на испытательной машине. Это свидетельствует о достаточно высокой пластичности испытываемых материалов (ε>10%).
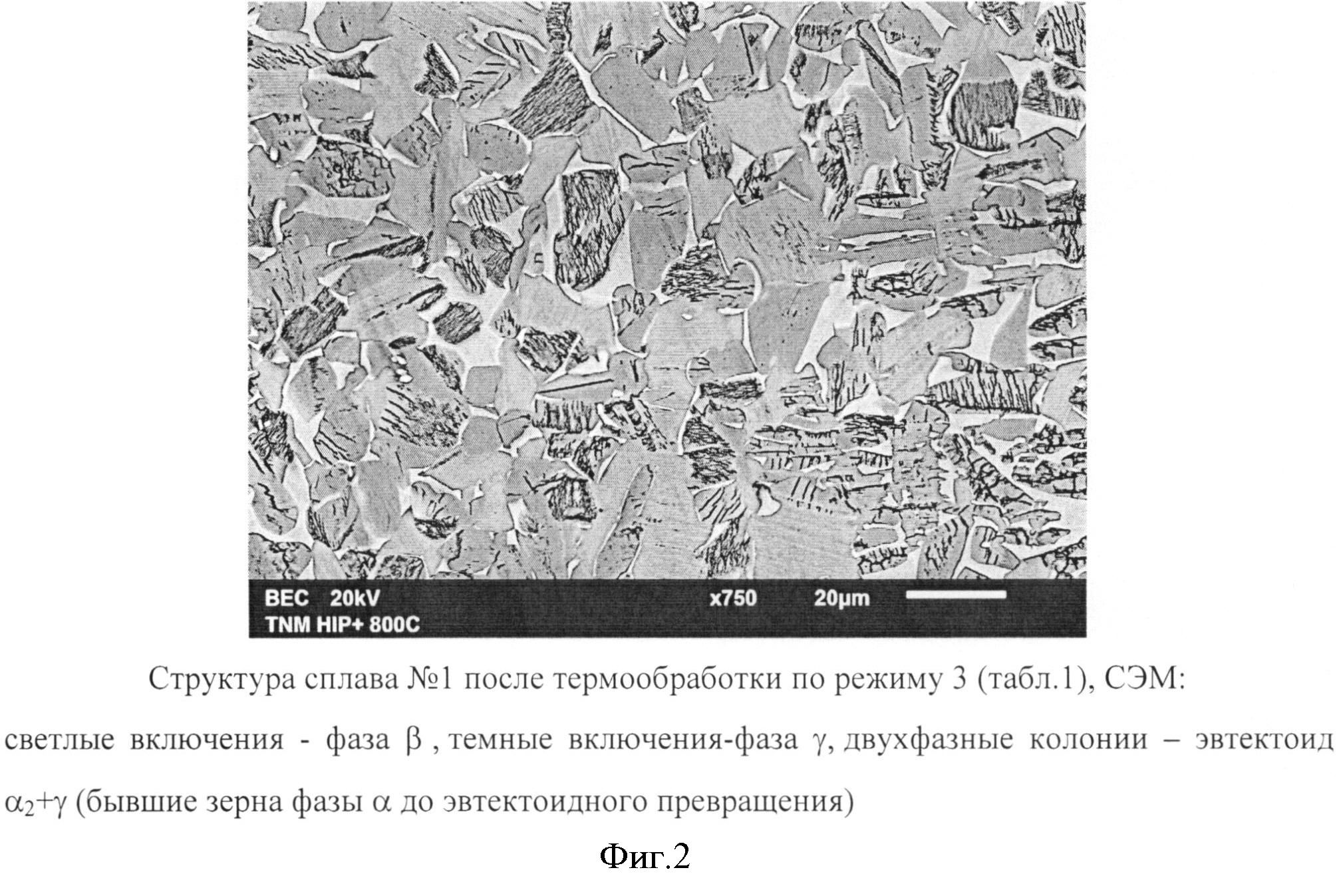
Микроструктура сплава №1 после термообработки по режиму 3 (табл.1) показана на фигуре 2.
Термообработка по режимам 1-2 для сплава №1 и по режимам 1-5 для сплава №2 приводит к снижению пластичности. Термообработка по режимам 6-8 для сплава №1 и по режимам 1-3 и 8 для сплава №2 не обеспечивает заданного уровня предела текучести выше 700 МПа.
Высокопрочный сплав на основе алюминия с добавкой кальция
Способ вакуумного ионно-плазменного нанесения многослойного износостойкого покрытия для режущего инструмента
Способ ионно-плазменного нанесения покрытия в вакууме на поверхность гравюры штампа из жаропрочного никелевого сплава
Способ получения ионно-плазменного покрытия на лопатках компрессора из титановых сплавов
Способ ультразвукового контроля сварных соединений лопаток с диском
Способ формирования теплозащитного покрытия на деталях газовых турбин из никелевых и кобальтовых сплавов
Способ ионно-имплантационной обработки деталей из титановых сплавов
Способ обогащения техногенного минерального сырья цветных металлов
Способ производства холоднокатаной нагартованной листовой стали
Способ производства полос с односторонним чечевичным рифлением
Высокопрочный сплав на основе алюминия с добавкой кальция
Способ вакуумного ионно-плазменного нанесения многослойного износостойкого покрытия для режущего инструмента
Способ получения ионно-плазменного покрытия на лопатках компрессора из титановых сплавов
Способ ультразвукового контроля сварных соединений лопаток с диском
Способ ионно-имплантационной обработки деталей из титановых сплавов
Способ обогащения техногенного минерального сырья цветных металлов
Способ производства холоднокатаной нагартованной листовой стали
Способ производства полос с односторонним чечевичным рифлением
Рабочая клеть вакуумного стана винтовой прокатки
Способ прессования с использованием подъемной силы жидкости и устройство для его осуществления

