Результат интеллектуальной деятельности: СПОСОБ ШТАМПОВКИ СИЛЬФОНОВ ИЗ ТРУБНЫХ ЗАГОТОВОК
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением, а именно, к способам штамповки осесимметричных деталей из особо тонкостенных трубных заготовок.
Известен способ штамповки осесимметричных деталей из трубных заготовок, описанный в патенте РФ 2314889С1, МПК B21D 22/10 с приоритетом от 27.03.2006, авт.Давыдов О.Ю., Егоров В.Г., Голуб В.В., Танский В.А. (аналог), при котором формообразование осесимметричных деталей эластичной средой начинается с увеличения прикладываемого перед осевым сжатием давления наполнителя на внутреннюю поверхность трубной заготовки.
После достижения заданной величины давления эластичного наполнителя начинают осадку заготовки с одновременным нагнетанием дополнительных объемов эластичного наполнителя. Затем готовый гофр калибруют раздачей с осевым сжатием без осадки заготовки.
Недостатки: установленная зависимость для определения давления наполнителя на стенки заготовки перед началом формообразования не учитывает возможности появления брака (трещин) вследствие исчерпания ресурса пластичности материалом заготовки в ходе раздачи предварительных гофров внутренним давлением эластичной среды.
Наиболее близким техническим решением из известных является способ формообразования особотонкостенных многослойных сильфонов эластичной средой, описанный в патенте РФ 2343033С2, МПК B21D 15/06 с приоритетом от 28.12.2006, авт. Егоров В.Г., Захарченко Н.Д., Танский В.А. (прототип), при котором предварительные гофры при последовательном формообразовании выполняют с углом конусности при вершине от 10 до 15°, а радиус у основания, радиус при вершине, высота гофра и диаметр проходного сечения сильфона, связаны между собой экспериментальными зависимостями. Последующую принудительную посадку предварительных гофров (калибровку) осуществляют до получения ими омегообразной формы.
Недостатки: выявленная экспериментальным путем зависимость для соотношения между геометрическими параметрами гофра при его формообразовании не учитывает характеристик пластичности применяемого материала. В частности отсутствуют сведения об интенсивности накопленной деформации и ее связи с ресурсом пластичности конкретного сплава. Поэтому возможно появление браковочных признаков вследствие исчерпания ресурса пластичности при формообразовании осесимметричных деталей с заданными геометрическими параметрами.
Технический результат: повышение качества штампуемых сильфонов из трубных заготовок за счет сокращения брака при обработке. Технический результат достигается тем, что в способе штамповки сильфонов из трубных заготовок эластичной средой в жестких матрицах, включающем последовательное формообразование гофров раздачей внутренним давлением эластичной среды при осевом перемещении свободного конца трубной заготовки, материал трубной заготовки для формообразования гофров выбирают в соответствии с его относительным удлинением после разрыва δ, определяемым по зависимости:

где А(b)=29,23b2-18,59b+1,43;
В(b)=-31,98b2+28,62b-3,24;
C(b)=6,97b2-10,24b+1,82;


R1=d/2+r0, мм;
R2=D/2-r0, мм;
r0 - радиус у основания и при вершине гофра, мм;
d - диаметр проходного сечения сильфона, мм;
D - диаметр гофра, мм.
Зависимости, связывающие между собой δ, R1, R2 и r0, получены экспериментально из условия равенства предельной накопленной деформации в момент разрушения аналогичной величине при одноосном растяжении δ. Необходимость выбора материала заготовки для формообразования с определенным относительным удлинением после разрыва δ обусловлена получением сильфона с требуемыми диаметром проходного сечения d, диаметром гофра D, а также радиусами при вершине и y основания гофра r0 без исчерпания ресурса пластичности материалом трубной заготовки. Т.к. относительное удлинение материала после разрыва δ зависит от соотношений геометрических параметров сильфона a и b, то для успешного формообразования детали с большей высотой гофра h (h=R2-R1) выбирают более пластичный материал. В случае, когда высота гофра h меньше, для формообразования используют менее пластичный материал. При этом в случае постоянной высоты гофра сильфона h при меньших значениях радиусов при вершине и у основания гофра r0 требуемое значение δ для формообразования без появления браковочных признаков увеличивается, а при больших значения радиусов r0 значение δ уменьшается. Полученная экспериментальным путем зависимость между относительным удлинением материала после разрыва δ и геометрическими параметрами сильфона позволяет выбрать сплав трубной заготовки для штамповки с требуемыми характеристиками пластичности.
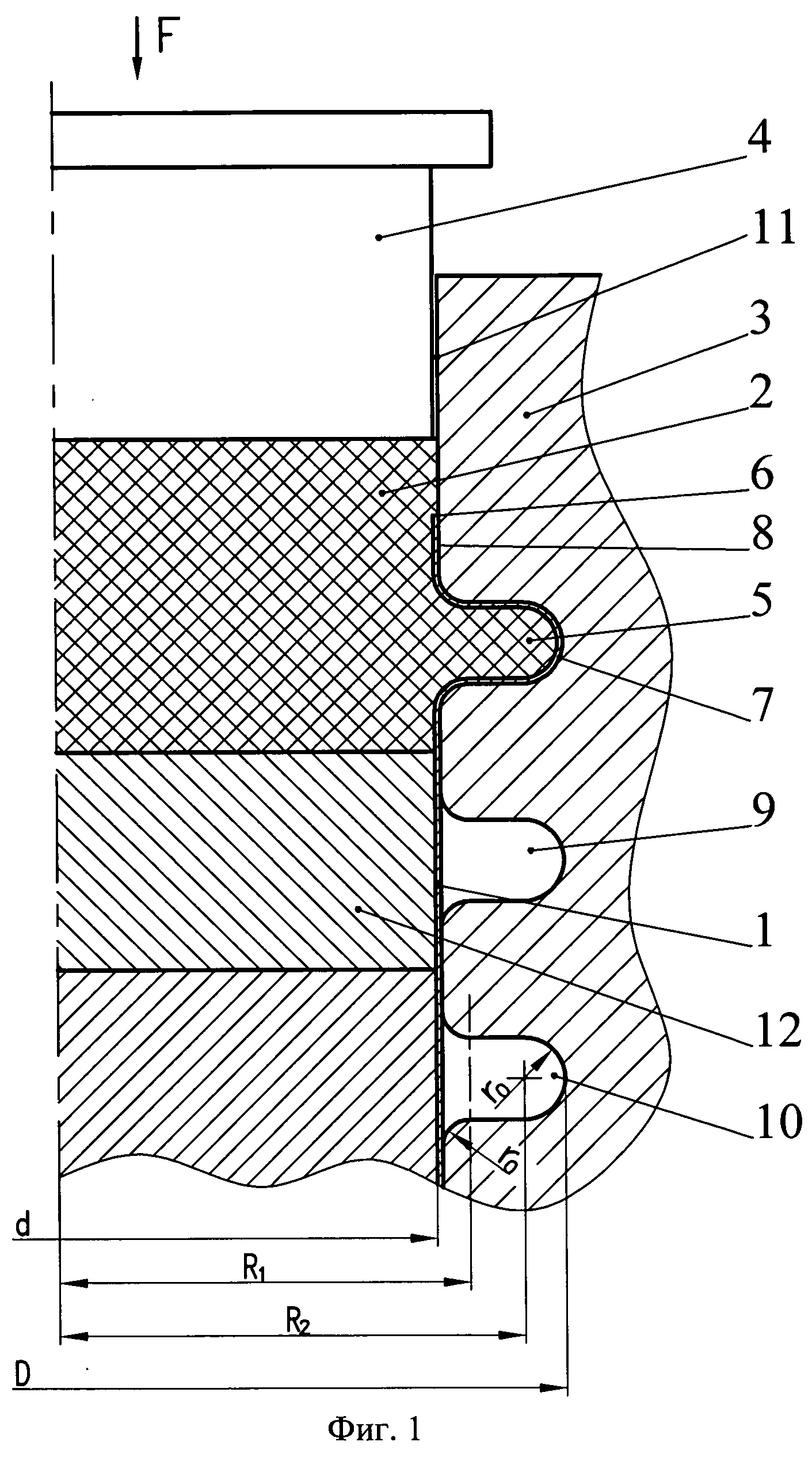
На фиг.1 представлена схема способа штамповки сильфонов из трубных заготовок.
Способ осуществляют следующим образом. Выбирают материал для трубной заготовки 1 в соответствии с его относительным удлинением после разрыва δ, определяемым по зависимости (1).
Трубную заготовку 1 заполняют эластичной средой 2 и помещают в жесткую разъемную матрицу 3, которую устанавливают в штамп, размещенный на столе пресса (на чертеже не показаны), и устанавливают пуансон осевого сжатия 4. При воздействии силы F на пуансон 4 происходит увеличение внутреннего давления эластичной среды 2. В результате трубная заготовка 1 раздается изнутри в полость 5 жесткой разъемной матрицы 3 при осевом перемещении свободного конца 6 трубной заготовки 1. Таким образом формируется первый гофр 7 сильфона 8. Аналогично последовательно формируют гофры (на чертеже не показаны) раздачей трубной заготовки 1 в полости 9, 10 ручья 11 жесткой разъемной матрицы 3 внутренним давлением эластичной среды 2.
Пример. Из трубной заготовки 1 из титанового сплава штампуют трехгофровый сильфон 8 с диаметром проходного сечения d=90 мм и диаметром гофра D=120 мм, а также радиусами у основания и при вершине гофра r0=3 мм. В начале процесса изготовления выбирают материал трубной заготовки 1 для формообразования согласно предложенной экспериментальной зависимости:
δ(a,b)=A(b)a2+В(b)а+С(b)=0,132,
где А(b)=29,23b2-18,59b+1,43=0,42;
В(b)=-31,98b2+28,62b-3,24=-1,64;
C(b)=6,97b2-10,24b+1,82=1,23;

Значит, для успешного формообразования нужно использовать трубную заготовку из титанового сплава с относительным удлинением δ≥13,2%. Требуемым условиям, предъявляемым к свойствам пластичности материала, отвечает титановый сплав ОТ4-1 с δ=15%.
Двухслойную трубную заготовку 1 с толщиной стенки 0,4 мм (2×0,2 мм) с диаметром проходного сечения d=90 мм и длиной 150 мм из титанового сплава ОТ4-1 устанавливают в ручей 11 жесткой разъемной матрицы 3.
Ручей 11 имеет полости 5, 9, 10 для формирования первого гофра 7 и последующих двух гофров (на чертеже не показаны). В трубную заготовку 1 устанавливают эластичную среду 2 (шайбы из полиуретана СКУ-7Л) диаметром 88 мм и общей высотой 65 мм, а также шесть жестких упоров 12 из сплава D16T диаметром 89,6 мм и высотой по 14 мм.
Жесткую разъемную матрицу 3 устанавливают в штамп, размещенный на столе пресса PYE-250 (на чертеже не показаны) и устанавливают пуансон осевого сжатия 4. Под действием силы F=950 кН, приложенной к пуансону осевого сжатия 4, сжимают эластичную среду 2, формируя тем самым первый гофр 7 сильфона 8 в полости 5 ручья 11 при осевом перемещении свободного конца 6 трубной заготовки 1. После чего уменьшают силу F до нуля, отводят пуансон осевого сжатия 4, удаляют один упор 12 и переносят его под пуансон 4. Следующим рабочим ходом пуансона осевого сжатия 4 формируют в полости 9 ручья 11 второй гофр (на чертеже не показан) сильфона 8.
Аналогично последовательно формируют и третий гофр (на чертеже не показан) раздачей трубной заготовки 1 внутренним давлением эластичной среды 2 в полости 10 ручья 11 жесткой разъемной матрицы 3.
Технико-экономические показатели.
В результате применения предлагаемого способа формообразования повысилось качество обрабатываемых сильфонов, а брак при обработке снизился на 35%.
Способ штамповки сильфонов из трубных заготовок эластичной средой в жестких матрицах, включающий последовательное формообразование гофров раздачей внутренним давлением эластичной среды при осевом перемещении свободного конца трубной заготовки, отличающийся тем, что материал трубной заготовки для формообразования гофров выбирают в соответствии с его относительным удлинением после разрыва δ, определяемым по зависимости: где А(b)=29,23b-18,59b+1,43;В(b)=-31,98b+28,62b-3,24;C(b)=6,97b-10,24b+1,82; ; ;R=d/2+r;R=D/2-r;r - радиус у основания и при вершине гофра, мм;d - диаметр проходного сечения сильфона, мм;D - диаметр гофра, мм.


Способ формообразования крутоизогнутых патрубков
Способ изготовления гибкой крутоизогнутых патрубков
Способ формообразования неравнопроходных тройников из трубной заготовки
Способ изготовления гибкой крутоизогнутых патрубков
Способ ротационной вытяжки оболочек из трубных заготовок
Способ изготовления тонкостенных осесимметричных сосудов
Фильтр очистки жидкости
Устройство для штамповки тройников из трубных заготовок
Способ формообразования полых деталей с косоугольными отводами
Штамп для формообразования сильфонов
Способ формообразования крутоизогнутых патрубков
Способ изготовления гибкой крутоизогнутых патрубков
Способ формообразования неравнопроходных тройников из трубной заготовки
Способ изготовления гибкой крутоизогнутых патрубков
Способ ротационной вытяжки оболочек из трубных заготовок
Устройство для штамповки тройников из трубных заготовок
Устройство для калибровки труб
Способ формообразования полых деталей с косоугольными отводами
Штамп для формообразования сильфонов

