Результат интеллектуальной деятельности: СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ ИЗ ГИЛЬЗ С ПОВЫШЕННОЙ КРИВИЗНОЙ
Вид РИД
Изобретение
Изобретение относится к трубопрокатному производству, в частности к способу производства бесшовных горячекатаных труб большого и среднего диаметров из труднодеформируемых марок стали и сплавов, и может быть использовано на трубопрокатных установках с пилигримовыми станами при прокатке труб из гильз с повышенной кривизной.
В трубном производстве известен способ производства бесшовных горячекатаных труб большого диаметра на трубопрокатных установках с пилигримовыми станами из легированных и высоколегированных марок стали и сплавов (Ф.А.Данилов, А.З.Глейберг, В.Г.Балакин. Горячая прокатка труб, Москва, 1962, стр.282-288), который включает следующие технологические операции: одевание гильзы на дорн, затравку гильзы в валки, т.е. обкатку переднего конца гильзы в трубу на величину отката подающего аппарата, прокатку гильзы в трубу (установившийся процесс), докатку пилигримовой головки и извлечение дорна из трубы.
Однако такой способ горячей пилигримовой прокатки труб не дает возможности производить качественные трубы большого и среднего диаметров по геометрическим размерам (толщине стенки) из кривых и разностопных гильз.
В трубном производстве известен также способ производства бесшовных горячекатаных груб большого диаметра на трубопрокатной установке 8-16" с пилигримовыми станами ОАО “ЧТПЗ” из слитков ЭШП и кованых, сверленых заготовок труднодеформируемых марок стали и сплавов (ТН 158-Тр.ТБ1-23-2005 “Подготовка, нагрев, прошивка слитков и заготовок, пилигримовая прокатка и калибровка труб в цехе №1”), включающий следующие технологические операции: одевание гильзы на дорн; подъем верхнего валка пилигримового стана на 0,5-1,0 оборота (1-2 мм); затравка гильзы в валках, т.е. обкатка переднего конца гильзы в трубу на величину, равную или большую на 100-200 мм величины отката подающего аппарата; установку верхнего валка на точку; прокатка гильзы в трубу с фиксированной величиной подачи; обкатка пилигримовой головки; разведение валков; извлечение дорна из трубы.
Недостатком данного способа горячей прокатки труб большого и среднего диаметров из легированных и высоколегированных труднодеформируемых марок стали и сплавов является невозможность прокатки качественных труб по толщине стенки из кривых и разностенных гильз, что приводит к браку и повышенному расходу металла при переделе заготовка - труба.
В трубной промышленности с целью снижения нагрузок на станах поперечно-винтовой прокатки при производстве горячедеформированных товарных и передельных труб большого и среднего диаметров из коррозионно-стойких труднодеформируемых марок стали и сплавов па ТПУ с пилигримовыми станами используют способ двойной прошивки слитков ЭШП и заготовок, включающий первую прошивку слитков ЭШП диаметром 540-600 мм в прошивном стане с вытяжкой µ=1,2-1,4, а вторую и последующие при необходимости прошивки-раскатки с подъемом или посадом по диаметру не более 5,0% и вытяжкой µ=1,4-1,75 (патент РФ №2247612, №7, 2005 и патент РФ №2207199, 18, 2003).
Использование данных способов хотя и позволяет производить товарные и передельные трубы большого и среднего диаметров из труднодеформируемых марок стали и сплавов па трубопрокатных установках с пилигримовыми станами, снизить вероятность застревания (затяжек) дорнов в трубах, снизить расходный коэффициент дорогостоящего металла, а следовательно, и стоимость труб, но имеет недостатки, связанные с двойным нагревом (слитков ЭШП и гильз первой прошивки), двойной прошивкой (прошивка слитков ЭШП в гильзы-заготовки и раскатка гильз-заготовок в гильзы на оправках большего диаметра), которые приводят к снижению производительности пилигримовых станов, к повышенной кривизне гильз при прошивке-раскатке гильз-заготовок, а следовательно, к повышенной поперечной и продольной разностенности труб, а в некоторых случаях к невозможности одевания гильз на дорна, многократному их нагреву и отбраковке гильз, после 2-3 нагревов не нашедших на дорна, или, при наличии заказов, прокатке их на дорнах меньшего диаметра в трубы с более толстыми стенками, а следовательно, к повышенному расходу металла и повышенной стоимости передельных или товарных труб.
Наиболее близким техническим решением является способ производства бесшовных горячекатаных труб большого диаметра повышенной точности по стенке на трубопрокатных установках с пилигримовыми станами, включающий одевание нагретой до температуры пластичности гильзы на дорн, прокатку - редуцирование гильзы в заготовку - трубу с коэффициентом вытяжки 1,01≤µ≤1,15 в калибре с разведенными валками и повышенной величиной подачи, а затем прокатку ее в трубу заданного размера в расчетном калибре путем сведения валков (патент РФ №2207200, №18, 2003).
Недостатком указанного способа является то, что он направлен на производство качественных по толщине стенки труб из легированных и высоколегированных марок стали и сплавов из кривых и разностенных гильз, а также производство труб повышенной точности по стенке из качественных одетых на дорн гильз и не решает технические вопросы производства труб из гильз с повышенной кривизной даже при 2-3-кратном нагреве, т.е. браке гильз.
Задачей предложенного способа является производство бесшовных горячекатаных качественных товарных и передельных труб большого и среднего диаметров из труднодеформируемых марок стали и сплавов па трубопрокатных установках в соответствии с заказами из отбракованных по повышенной кривизне гильз, снижение расходного коэффициента металла при переделе слиток ЭШП или заготовка - товарная или передельная труба, а следовательно, снижение стоимости труб.
Технический результат достигается тем, что в известном способе производства бесшовных горячекатаных труб большого и среднего диаметров из труднодеформируемых марок стали и сплавов на трубопрокатных установках с пилигримовыми станами из гильз с повышенной кривизной, включающем нагрев слитков ЭШП и заготовок до температуры пластичности, прошивку в стане поперечно-винтовой прокатки в гильзы с внутренним диаметром больше диаметра дорна на 25-30 мм или в гильзы-заготовки, нагрев гильз-заготовок с холодного или горячего посада до температуры пластичности, прошивку-раскатку гильз-заготовок в гильзы с внутренним диаметром больше диаметра дорна на 25-30 мм, одевание нагретых до температуры пластичности гильз первой прошивки или гильз второй прошивки-раскатки на дорна и деформацию их в товарные трубы с заданными величинами подач, многократный нагрев гильз с повышенной кривизной до температуры пластичности и последующие одевания их на дорна, деформацию одетых на дорна гильз в трубы, отбраковку гильз, после 2-3 нагревов не нашедших на дорна, или, при наличии заказов, прокатку их на дорнах меньшего диаметра в трубы с более толстыми стенками, гильзы с повышенной кривизной прокатывают - редуцируют в гильзы-заготовки на дорнах меньшего диаметра с коэффициентом вытяжки 0,95≤µ≤0,98 в калибре со сведенными валками и повышенной величиной подачи, гильзы-заготовки нагревают до температуры пластичности, прошивают - раскатывают в гильзы с подъемом по диаметру, равным величине редуцирования при прокатке гильз с повышенной кривизной, одевают на дорн и прокатывают в товарные трубы заданного размера в расчетном калибре, гильзы заготовки прошивают - раскатывают в стане поперечно-винтовой прокатки в гильзы на оправках, диаметр которых определяют из выражения Do.ij=D∂.ij-Δ, где D∂.ij - диаметр дорна при прокатке товарных труб i-го диаметра с j-й толщиной стенки, мм; Δ=15 - подъем внутреннего диаметра гильз при прошивке-раскатке гильз -заготовок в стане поперечно-винтовой прокатки, мм.
Сущность способа заключается в том, что гильзы с повышенной кривизной прокатывают - редуцируют в гильзы-заготовки на дорнах меньшего диаметра с коэффициентом вытяжки 0,95≤µ≤0,98 в калибре со сведенными валками и повышенной величиной подачи, гильзы-заготовки нагревают до температуры пластичности, прошивают - раскатывают в гильзы с подъемом по диаметру, равным величине редуцирования при прокатке гильз с повышенной кривизной, одевают на дорн и прокатывают в товарные трубы заданного размера в расчетном калибре, а гильзы-заготовки прошивают - раскатывают в стане поперечно-винтовой прокатки в гильзы на оправках, диаметр которых определяют из выражения Do.ij=D∂.ij-Δ, где D∂.ij - диаметр дорна при прокатке товарных труб i-го диаметра с j-й толщиной стенки, мм; Δ=15 - подъем внутреннего диаметра гильз при прошивке-раскатке гильз-заготовок в гильзы в стане поперечно-винтовой прокатки, мм. Таким образом, эти отличия позволяют сделать вывод о соответствии критерию “изобретательский уровень”.
Сравнение заявляемого способа не только с прототипом, но и с другими техническими решениями в данной области техники не позволило выявить в них признаки, отличающие заявляемый способ от прототипа, что соответствует патентоспособности “изобретательский уровень”.
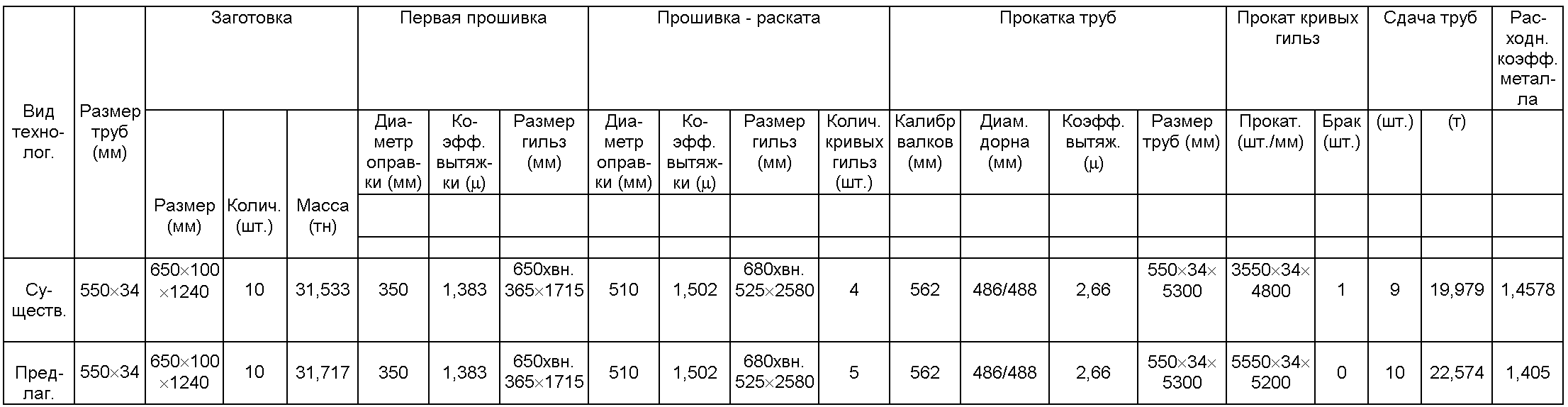
Способ опробован и осуществлен при прокатке передельных труб размером 550×34 мм из заготовок размером 650×100×1240 мм стали марки 15Х5М на ТПУ 8-16" с пилигримовыми станами ОАО “ЧТПЗ”. По существующей технологии в производство были заданы 10 кованых заготовок размером 65-х100×1240 мм общей массой 31,533 т. Заготовки были нагреты в методической печи до температуры 1280-1290°С и прошиты в стане поперечно-винтовой прокатки па оправке диаметром 350 мм в гильзы-заготовки размером 650хвн.365×1715 мм. Гильзы-заготовки с холодного посада были нагреты до температуры 1280-1300°С, прошиты - раскатаны в стане поперечно-винтовой прокатки на оправке диаметром 510 мм в гильзы размером 680хвн.525×2580 мм. Шесть гильз с потока были прокатаны па пилигримовом стане па дорнах диаметром 486/488 мм в передельные трубы размером 550×34×5300 мм. Три гильзы из-за повышенной кривизны были прокатаны в передельные трубы размером 550×34×4800 мм только со второго нагрева, одна гильза забракована. Сдано 9 передельных труб размером 550×34 мм общей массой 19.979 т. Расходный коэффициент металла по трубам данной партии составил 1,578. По предлагаемой технологии в производство были заданы 10 заготовок размером 650×100×1240 мм общей массой 31,717 т. Технологический процесс производства передельных труб размером 550×34 мм вплоть до прошивки-раскатки производился аналогично существующему способу. После прошивки-раскатки 5 гильз были прокатаны в передельные грубы размером 550×34×5300 мм. Пять гильз из-за кривизны были прокатаны на пилигримовом стане в трубы-заготовки размером 640хвн.453×2470 мм с посадом по диаметру Δ=5,9% и вытяжкой µ=0,96. Затем данные трубы-заготовки были нагреты в печи вместе с кривыми гильзами до температуры 1280-1290°С, прокатанными по существующей технологии, прошиты - раскатаны в стане поперечно-винтовой прокатки на оправке диаметром 510 мм в гильзы размером 680хвн.525×2580 мм и прокатаны в передельные грубы размером 550×34×5200 мм (пп. 1 и 2 формулы изобретения). Принято 10 передельных труб размером 550×34 мм общей массой 22,574 т. Расходный коэффициент металла но трубам данной партии составил 1,405.
Данные по прокатке и сдаче передельных труб размером 550×34 мм из кованых заготовок размером 650×100×1240 мм стали марки 15Х5М на ТПУ 8-16" с пилигримовыми станами ОАО “ЧТПЗ” по существующей и предлагаемой технологиям приведены в таблице 1.
Таким образом, при прокатке бесшовных горячекатаных товарных или передельных труб большого диаметра из труднодеформируемых марок стали и сплавов по предлагаемой технологии получено снижение расходного коэффициента металла за счет исключения брака гильз по кривизне и отрезов по разностенности труб, снижения угара металла за счет исключения многократного нагрева кривых гильз под прокатку, повышение производительности пилигримовой установки за счет исключения дополнительных нагревов и прокатки кривых гильз.
Данные по прокатке и сдаче передельных труб размером 550×34 мм из кованых заготовок размером 650×100×1240 мм стали марки 15Х5М на ТПУ 8-16" с пилигримовыми станами ОАО “ЧТПЗ” по существующей и предлагаемой технологиям
Способ производства товарных и передельных труб на трубопрокатных установках с пилигримовыми станами из кованных заготовок, сплошных или полых слитков-заготовок электрошлакового переплава из легированных труднодеформируемых марок стали и сплавов, сплавов на основе титана
Способ подготовки валков пилигримовых станов к прокатке горячекатаных труб
Способ производства бесшовных труб размером 377×14-19 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10х9мфб-ш
Способ производства бесшовных труб размером 426×15-60 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхвысокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш
Способ производства обсадных труб под нарезку резьбы на трубопрокатных установках с пилигримовыми станами
Валок пилигримового стана для прокатки толстостенных передельных труб из труднодеформируемых марок стали и сплавов размером 630×56 мм для объектов атомной энергетики из гильз и полых слитков электрошлакового переплава размером 690-720×70-90×3400 мм
Способ производства биметаллических труб размером 351×36 мм для атомных электростанций из стали марки 10гн2мфа с внутренним плакирующим слоем из стали 08х18н10т
Установка для производства конусных длинномерных полых металлических изделий
Дорн для производства горячекатаных длинномерных полых металлических изделий с периодической конусностью в прокатном стане
Способ производства бесшовных горячекатаных труб на трубопрокатных установках с пилигримовыми станами для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара
Способ производства товарных и передельных труб на трубопрокатных установках с пилигримовыми станами из кованных заготовок, сплошных или полых слитков-заготовок электрошлакового переплава из легированных труднодеформируемых марок стали и сплавов, сплавов на основе титана
Способ подготовки валков пилигримовых станов к прокатке горячекатаных труб
Способ производства бесшовных труб размером 377×14-19 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10х9мфб-ш
Способ производства бесшовных труб размером 426×15-60 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхвысокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш
Способ производства обсадных труб под нарезку резьбы на трубопрокатных установках с пилигримовыми станами
Валок пилигримового стана для прокатки толстостенных передельных труб из труднодеформируемых марок стали и сплавов размером 630×56 мм для объектов атомной энергетики из гильз и полых слитков электрошлакового переплава размером 690-720×70-90×3400 мм
Способ производства биметаллических труб размером 351×36 мм для атомных электростанций из стали марки 10гн2мфа с внутренним плакирующим слоем из стали 08х18н10т
Установка для производства конусных длинномерных полых металлических изделий
Дорн для производства горячекатаных длинномерных полых металлических изделий с периодической конусностью в прокатном стане
Способ производства бесшовных горячекатаных труб на трубопрокатных установках с пилигримовыми станами для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара

