Результат интеллектуальной деятельности: СПОСОБ УПРОЧНЕНИЯ ИЗДЕЛИЙ ИЗ ТВЕРДЫХ СПЛАВОВ
Вид РИД
Изобретение
Данное изобретение относится к области металлургии, в частности к технике вакуумно-плазменного напыления путем нанесения металлосодержащих покрытий различного назначения.
Из уровня известны способы упрочнения изделий из твердого сплава при помощи износостойкого покрытия, например, нанесения покрытия вакуумно-дуговым методом с помощью холодного катода. Сущность метода в том, что к катоду и аноду подводится ток, катодом является охлаждаемая мишень из материала который необходимо нанести на изделие, а анод это подложка с деталями (Андреев А.А., Саблев Л.П., Григорьев С.Н. «Вакуумно-дуговые покрытия», г.Харьков, Ризопечать, 2010 г., с.172-173).
Известные способы имеют один существенный недостаток в связи с разницей в твердости покрытия и основы, в результате проявляется «эффект скорлупы», т.е. хрупкое покрытие продавливается.
Наиболее близким техническим решением по технической сути и достигаемому результату является способ нанесения покрытий на изделия из твердых сплавов, включающий облучение рабочих поверхностей или изделий пучками заряженных частиц с последующим нанесением на них износостойкого покрытия (Патент на изобретение №2415966, С23С 14/24, 2009 г.).
К недостаткам данного известного из уровня техники способа следует отнести тот факт, что поверхность после облучения подвержена растрескиванию из-за несбалансированности разницы между внутренними напряжениями в пограничных слоях и в покрытии.
В основу заявленной полезной модели поставлена задача исключения трещинообразования в поверхностном слое изделия посредством образования на рабочей поверхности легированного подслоя.
Поставленная задача решается посредством того, что в способе упрочнения изделий из твердых сплавов, включающем облучение рабочей поверхности с дальнейшим нанесением на рабочую поверхность износостойкого покрытия, согласно изобретению, перед облучением рабочей поверхности проводят нанесение металлического слоя из карбидообразующих элементов 4-5 группы, а облучение проводят электронным пучком при длительности импульса 4-6 мкс и плотностью энергии в пучке 4.5-6 Дж/см2.
Способ нанесения покрытия осуществляется следующим образом.
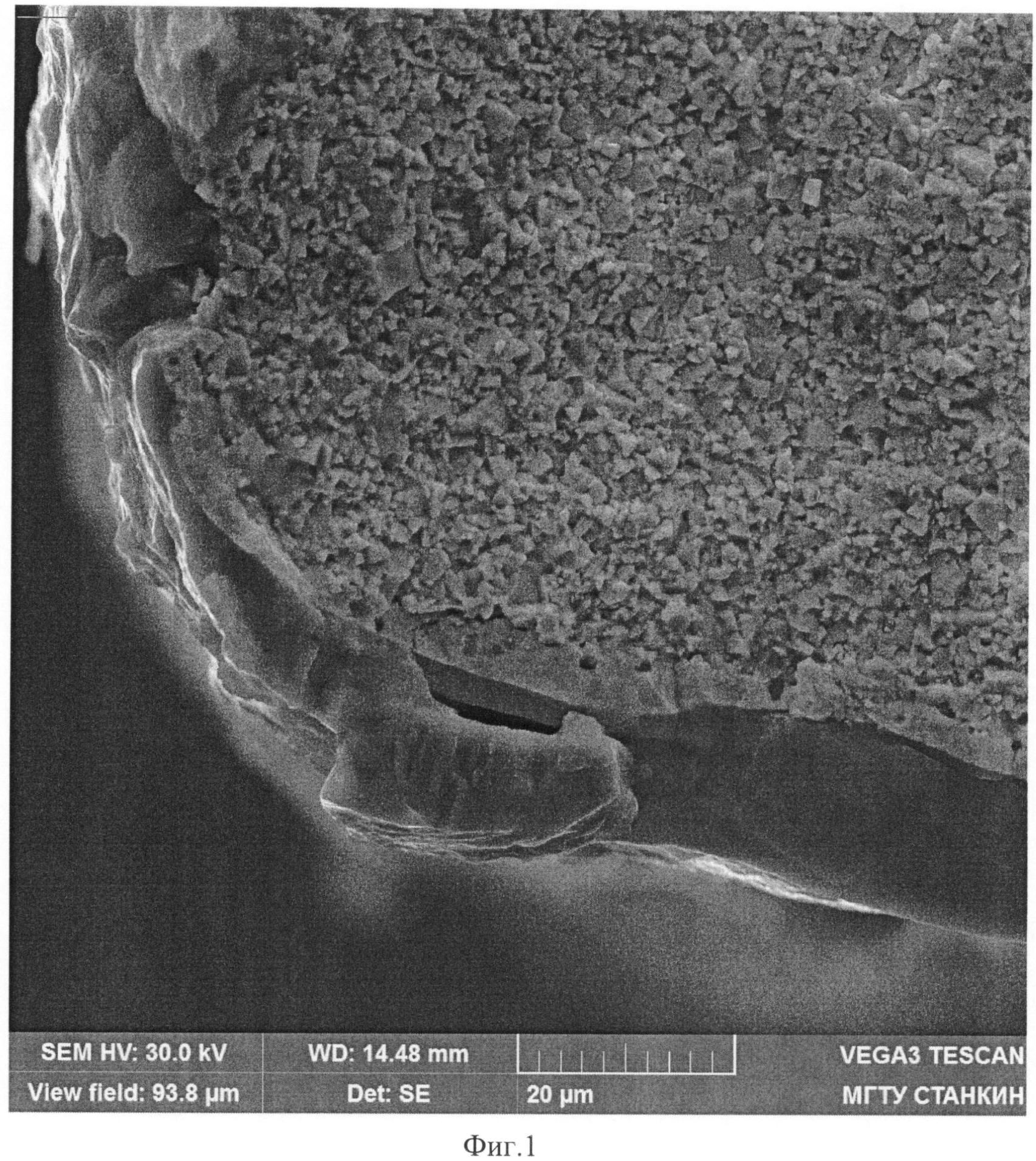
Изначально на рабочую поверхность твердосплавного инструмента распыляют при помощи магнетронов сплав, содержащий карбидообразующие элементы Zr, Hf, Nb. Затем облучают сильноточным электронным пучком с длительностью импульса от 4 до 6 мкс, плотностью энергии в пучке 4.5 - 6 Дж/см2. Облучение проводится в рабочем газе, представляющем собой смесь газов: аргона и азота. В результате на поверхности инструмента удается получить слой до 10 мкм из гетерофазного сплава W-Hf-Nb-C, с пределом прочности на разрыв в несколько раз большим, чем у исходного твердого сплава и повышающим его высокотемпературную прочность. Это позволяет избежать растрескивания поверхности и повысить ее микротвердость до 1700 HV25. Затем после облучения образцы, либо переносят рабочую камеру установки для нанесения покрытий вакуумно-дуговым методом либо в той же камере, осуществляют процесс формирования на облученных поверхностях функциональных износостойких покрытий толщиной не менее 5 мкм. Во время нанесения износостойкого покрытия твердый сплав подвергается воздействию температуры, по крайней мере, в течение двух часов (нагрев, очистка, собственно нанесение покрытия, остывание). При этом происходит дополнительная термообработка модифицированного слоя, снижающая внутренние напряжения. Вышеизложенное подтверждается экспериментальными данными, приведенными в таблице и графических материалах, где:
- на фиг.1 изображена фрактограмма кросс-сечения режущей кромки обработанной пластины;
- на фиг.2 - фрактограмма структуры поверхностного слоя обработанной пластины.
|
Таким образом, заявленная совокупность существенных признаков, изложенная в формуле изобретения, позволяет исключить трещинообразование на поверхностном слое рабочей поверхности изделия.
Анализ заявленного технического решения показал, что указанные в независимом пункте формулы признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности неизвестной на дату приоритета из уровня техники необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Указанные в независимом пункте формулы признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Свойства, регламентированные в заявленном соединении отдельными признаками общеизвестны из уровня техники и не требуют дополнительных.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении предназначен для использования в металлургии и может быть реализован в качестве способа нанесения покрытия на изделия из твердых сплавов;
- для заявленного объекта в том виде, как он охарактеризован в независимом пункте формулы полезной модели, подтверждена возможность его осуществления с помощью вышеописанных в материалах заявки известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствуют требованиям условию патентоспособности «новизна» и «промышленная применимость» по действующему законодательству.
Способ упрочнения изделия из твердых сплавов, включающий облучение рабочей поверхности изделия с дальнейшим нанесением на рабочую поверхность износостойкого покрытия, отличающийся тем, что перед облучением рабочей поверхности изделия проводят нанесение на нее металлического слоя из карбидообразующих элементов 4-5 групп, а облучение проводят электронным пучком при длительности импульса 4-6 мкс и плотности энергии в пучке 4,5-6 Дж/см.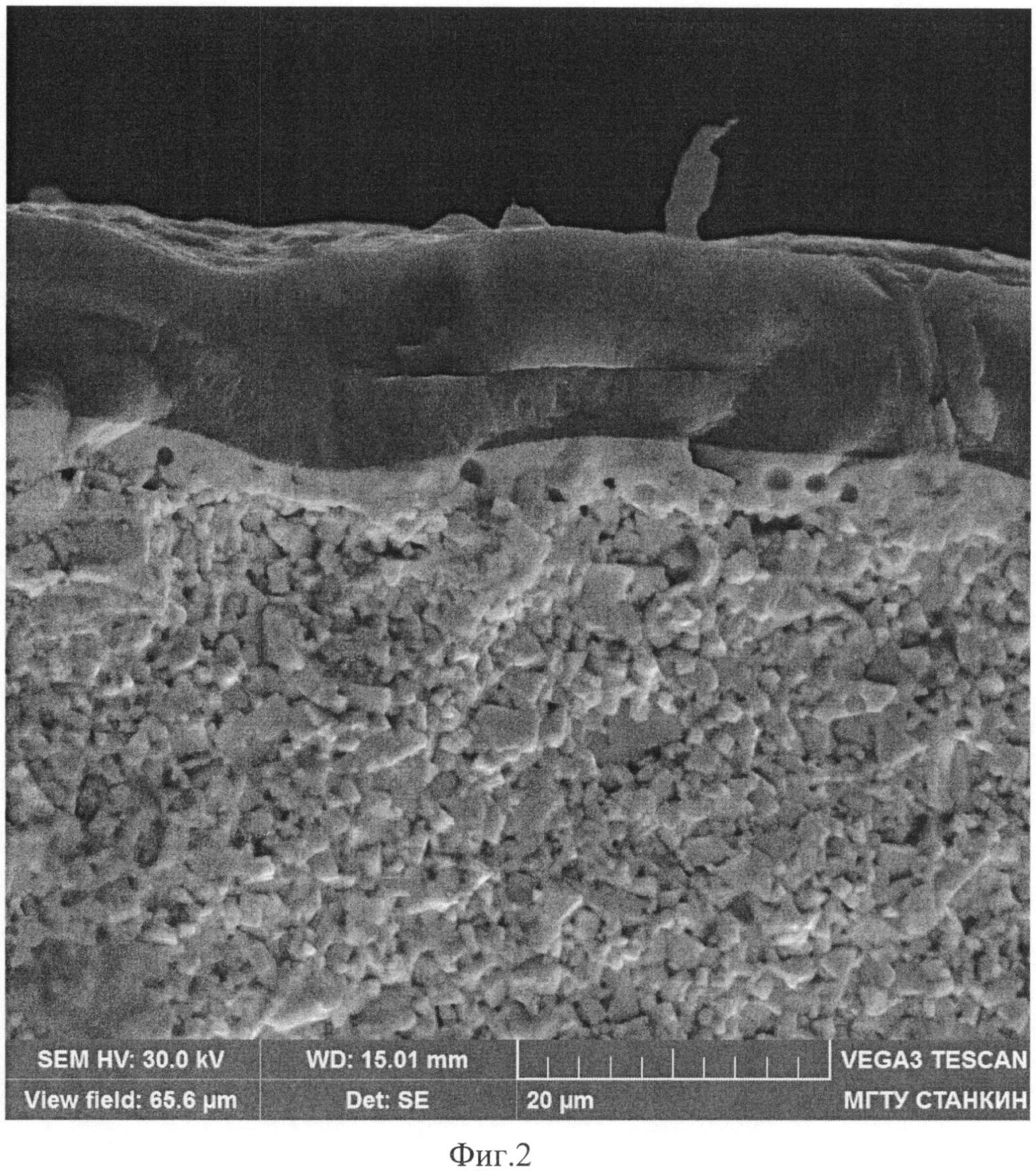
Сопловой аппарат реверсивной турбины
Способ определения в ледовом бассейне дистанции торможения крупнотоннажного судна при проводке его ледоколом
Источник питания для станций безобмоточного размагничивания кораблей
Способ получения n-изопропил-n'-фенил-п-фенилендиамина
Грузовая пневматическая шина радиального типа
Грузовая цельнометаллокордная пневматическая шина с усиливающим бандажом
Способ изготовления утоньшенной двухспектральной фоточувствительной сборки
Способ улучшения адгезии индиевых микроконтактов с помощью ультразвуковой обработки
Способ получения n-фенил-2-нафтиламина
Способ изготовления чувствительного элемента криогенного гироскопа
Способ формирования на титановых сплавах приповерхностного упрочненного слоя
Способ определения предельно допустимого износа режущей пластины из недиэлектрического материала по главной задней поверхности.
Способ акустического мониторинга электронно-пучковой технологии поверхностного легирования в вакуумных камерах
Способ вывода звуковой информации о технологическом процессе электронно-пучкового воздействия
Способ микротекстурирования поверхностного слоя керамических пластин электроэрозионной обработкой

