Результат интеллектуальной деятельности: ДВУХСЛОЙНАЯ, СТОЙКАЯ К ДИНАМИЧЕСКОМУ ВОЗДЕЙСТВИЮ, ЛИСТОВАЯ СТАЛЬ ВЫСОКОЙ ПРОЧНОСТИ И СПОСОБ ЕЕ ПРОИЗВОДСТВА
Вид РИД
Изобретение
Изобретение относится к области производства материалов для броневых конструкций транспортных средств и стационарных объектов.
Известен ряд технических решении, относящихся к области свирки взрывом. Практически во всех технических решениях процесс сварки металлов в твердой фазе предусматривает последовательное создание физического контакта двух материалов; при котором в результате пластической деформации контактирующих поверхностей возможно их прочное соединение при применении нагрузок, превышающих предел текучести материалов.
Элементами сварки взрывом являются: неподвижная деталь, метаемая пластина, заряд (ВВ), детонатор, жесткая опора для установки описанного устройства и набор противооткольных и противоразгрузочных приспособлений, обеспечивающих сохранность свариваемых деталей при воздействии взрыва.
Известно техническое решение по патенту RU №2243871 [1], заключающееся в получении посредством сварки взрывом биметаллических и многослойных материалов с любым сочетанием металлов и сплавов, при этом в предлагаемом способе предварительно производится обработка поверхностей свариваемых пластин до шероховатостей Rz=8,0-18,0 мкм. Сварку осуществляют давлением продуктов детонации, при этом в зазоре между соединяемыми пластинами создается воздушная волна, энергия которой предварительно разогревает и расплавляет поверхностный слой свариваемых пластин. Процесс производится при глубине проплавления свариваемых поверхностей более 3 мкм. В этом способе важно путем сложных расчетов создать условия контакта расплавов пластин с последующим охлаждением ниже температуры плавления до прихода волн разрежения.
Известно техническое решение, описанное в статье P.Nesvadba. Explosive Welding for Preparation of Multilayer Materials [2], заключающееся в сварке взрывом броневой композиции, состоящей из лицевого слоя инструментальной стали, тыльного слоя из брони и межслоя из никеля или сплава никеля. Толщины броневой стали менялись от 2,7 до 6,5 мм, толщины лицевых слоев изменялись от 3 до 4 мм, толщина межслоя достигала 2 мм. После сварки взрывом многослойный материал подвергался термообработке.
Основной недостаток указанного аналога заключается в послойной сварке броневой конструкции, что вызывает большой расход листового заряда (ВВ), большую трудоемкость при производстве брони, а также увеличение общей массы бронепакета на 15-20% за счет веса межслоя, толщина которого составляет 2 мм при общей толщине 8-10 мм.
Известно техническое решение по патенту RU №2340434 [3], заключающееся в получении посредством сварки взрывом и последующей закалки компактных броневых композиций с повышенной пулестойкостыо. В предлагаемом способе многослойная броневая композиция состоит из двух или более слоев брони, которые свариваются между собой за одну операцию следующим способом сварки взрывом:
пакет броневых пластин включает в себя два (или более) листа броневой стали. Перед сваркой взрывом проводят обработку свариваемых поверхностей пластин до шероховатости Rz=8,0-12,0 мкм и собирают в пакет с зазором 0,5-1,0 мм между собой. Затем на основании располагают инертную прокладку, далее пакет пластин размещают над неподвижным основанием с зазором Н=0,5-3,0 мм для обеспечения максимальных пластических деформаций. Сварку осуществляют давлением продуктов детонации при взрыве заряда взрывчатого вещества.
Известна гетерогенная стальная броня, выполненная в виде бронепластины, и способ ее изготовления по патенту US №4,645,720 [4].
Данное решение изготовления броневой композиции, как наиболее близкое по технической сущности и достигаемому результату, выбрано в качестве прототипа.
Бронепластина по указанному патенту представляет собой двухслойный плакированный материал и содержит лицевой и тыльный слой.
Лицевой слой выполнен из стали, содержащей, масс.%: С=0,30-0,80; Mn=0,40-1,20; Si=0,10-0.80; Cr=0,20-2,80; Mo=0,05-1,00; Al=0,01-0,05; Ni до 0,44; Р - до 0,015; S - до 0,015; Fe - остальное.
Тыльный слой выполнен из стали, содержащей, масс.%: С=0,17-0,40; Mn=0,40-2,00; Si=0,10-0,80; Cr=0,10-1,50; Mo=0,05-1,50; Al=0,01-0,05; Р - до 0,025: S - до 0,025; Fe - остальное.
Твердость тыльного слоя не менее HRC=41,5. Твердость лицевого слоя отличается от твердости основного слоя не менее, чем на НВ=130 и не более, чем на НВ=300. Соотношение толщины верхнего слоя к основному от 30/70 до 70/30.
Способ получения гетерогенной стальной брони включает совместную горячую прокатку (или сварку взрывом) для соединения слоев и получения конечной толщины, а также последующую термообработку полученной двухслойной пластины, включая нагрев под закалку до температуры в интервале 880-980°С, выдержку при этой температуре и охлаждение. Затем возможно проведение отпуска при температуре в интервале 170-230°С с охлаждением до комнатной температуры на воздухе.
Широкие пределы содержания легирующих элементов в сталях лицевого и тыльного слоев бронепластины по данному патенту не обеспечивают стабильности свойств получаемого изделия, так как включают комбинации, относящиеся к сталям от ферритного до мартенснтного классов, твердость (HRC) которых изменяется в пределах от 45 до 65.
Известно, что при высоком (выше 0,5%) содержании углерода в стали металл становится очень хрупким. Кроме того, повышение хрупкости тыльного слоя вызывает указанное высокое содержание в нем серы и фосфора.
Нестабильность прочностных характеристик и повышенная хрупкость слоев бронепластины приводит к образованию трещин и осколков при пробитии гетерогенной стали.
Технический результат изобретения - повышение бронестойкости от пуль и малокалиберных снарядов заявляемой гетерогенной стальной композиции.
Технический результат достигается за счет того, что двухслойная, стойкая к динамическому воздействию листовая сталь, состоящая из лицевого и тыльного слоев сталей, соединенных между собой на молекулярном уровне, причем лицевой слой выполнен из стали следующего химического состава (масс.%): С=0,45-0,50; Мл=0,60-0,80; Si=0,17-0,40; Cr=1,0-1,3; Ni=1,20-1,5; Mo=0,25-0,35; V=0,08-0,15; S=0,005-0,01; P=0,003-0,01; Cu=0,1-0,2; Zr=0,0005-0,01; W=0,01-0,05; Fe - остальное, и имеет аи - не менее 2300 Н/мм2, HRG - не менее 60, а тыльный слой - из стали следующего химического состава (масс.%): С=0,32-0,38; Mn=0,60-0,80; Si=0,17-0,40; Cr=1,0-1,3; Ni=1,0-1,5; Mo=0,25-0,35; V=0,08-0,15; Al=0,02-0,04; Nb=0,01-0,05; Cu=0,l-0,2; W=0,01-0,05; S=0,005-0,01; P=0,010-0,015; Fe - остальное, и имеет σв - не менее 2150 Н/мм2, HRC - не менее 48, причем соотношение толщин лицевого и тыльного слоев оставляет 0,4 и 0,6, соответственно, относительно общей толщины двухслойной стали.
Технический результат достигается и за счет того, что в способе производства двухслойной, стойкой к динамическому воздействию, листовой стали, включающем сварку взрывом стальных листов и термообработку, состоящую из закалки и отпуска, в соответствии с изобретением, после сварки двухслойный лист подвергают отпуску при температуре 600-650°С, нагреву под прокатку до температуры 1050-1150°С, прокатке при температуре 1150-800°С с суммарным обжатием 30-40%, а после закалки с отпуском - дополнительному отпуску при температуре 170-200°С. Согласно заявляемой технологии между сваренными листами стали образуется зона соединения, которая служит локализатором трещин при процессе пробития, при этом обеспечивается достаточная энергоемкость многослойной преграды, чтобы получить вынучину определенного размера без хрупкого разрушения. В предлагаемой технологии упрочнение достигается за счет высокоскоростной деформации металла при сварке взрывом, деформации с уплотнением при прокатке и последующей закалке на мартенсит.
Применение термомеханического цикла, состоящего в использовании трех разных методов (взрыв, прокатка, термическая обработка) позволяет добиться максимального эффекта повышения бронестойкости от пуль и малокалиберных снарядов.
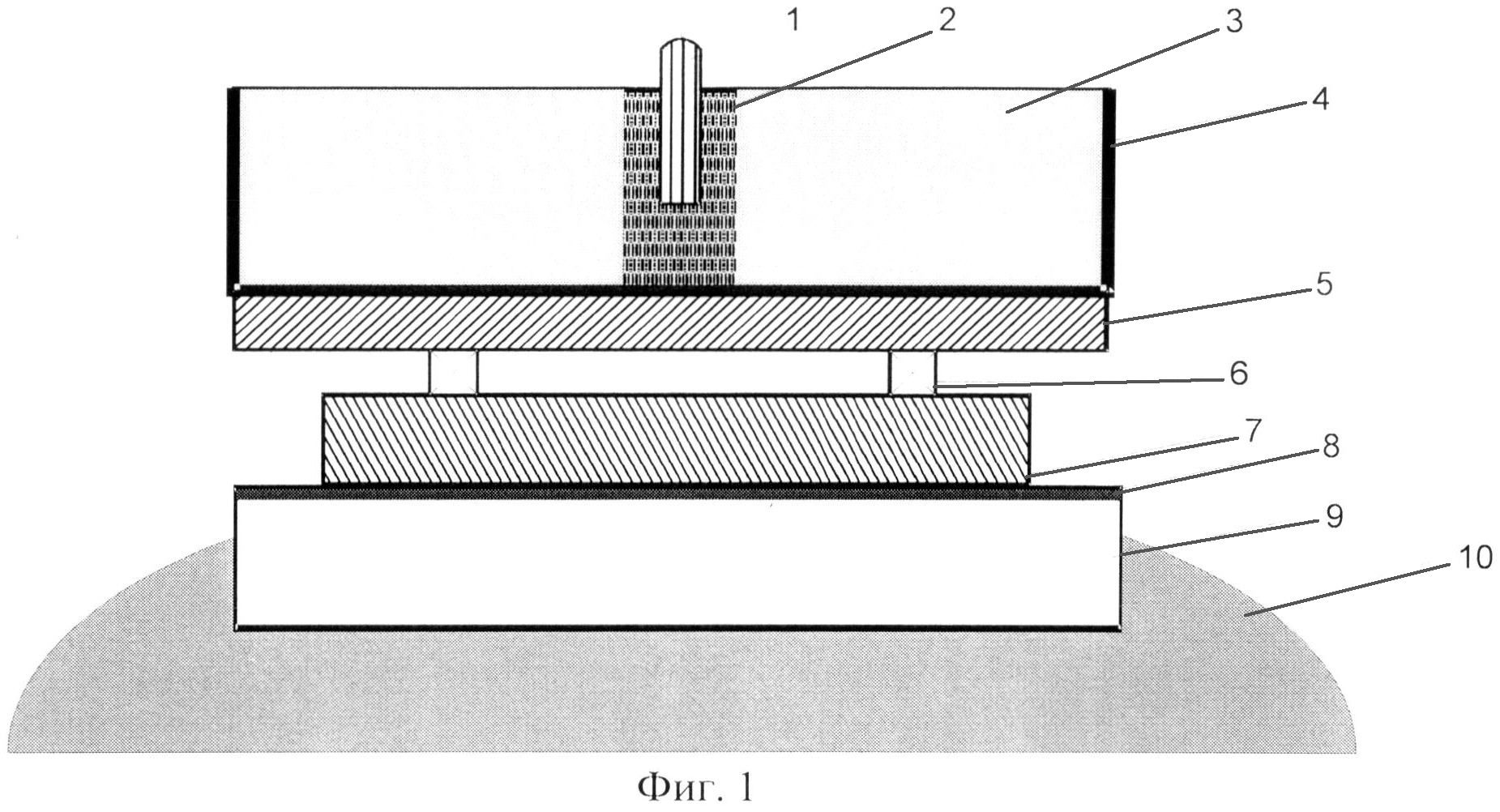
Осуществление метода сварки взрывом поясняется чертежом (фиг.1); на опорном стальном фундаменте 9 через буфер 8 располагают плакируемую пластину 7, отделенную от плакирующей пластины 5 фиксаторами 6, создающими зазор (ho) между ними. Сварка осуществляется давлением продуктов детонации при взрыве заряда взрывчатого вещества 2 и 3 (расположенного в контейнере 4), инициирующего электродетонатором I. Установка свариваемых пластин производится па подушку из песка или гранитной крошки 10. Заявляемое изобретение осуществляется следующим образом: перед сваркой взрывом поверхность заготовок плакирующего металла (лицевой слой) и заготовок плакируемого металла (тыльный слой), толщиной 0,4 и 0,6, соответственно, относительно суммарной толщины двухслойной стали, подвергается механической обработке до полного удаления черновин, окалины и ржавчины путем дробеструйной обработки или шлифования.
Процесс сварки взрывом осуществляется за счет действия теплового потока ударно-сжатого воздуха, который разогревает и оплавляет поверхности свариваемых пластин. Время действия продуктов детонации должно превышать время остывания поверхностных слоев пластин.
После этого броневую композицию подвергают отпуску при температуре 600-650°С для снятия внутренних напряжений, затем нагревают до температуры 1050-1150°С в печи с газообразным азотом, выдерживают и прокатывают при температуре 1150-800°С на стане горячей прокатки, суммарное обжатие составляет 30-40% с последующим охлаждением па воздухе. Заготовки подвергаются закалке в воду с температуры 900-950°С и двойному отпуску при температуре 170-200°С с охлаждением на воздухе.
Заявляемый способ используется для получения гетерогенной биметаллической стальной брони толщиной 4-15 мм.
Пример реализации заявленного способа.
Для получения двухслойной бронепанели был подготовлен лицевой слой из листовой стали следующего состава, масс.%: С=0,48; Mn=0,65; Si=0,30; Cr=1,2; Ni=1,35; Mo=0,25; V=0,10; S=0,008; Р=0,005; Cu=0,1; Zr=0,008; W=0,07; Fe - остальное (марка 47ХП-12МФА), толщиной 6 мм, и тыльный слон из листовой стали следующего состава, масс.%: С=0,35; Mn=0,60; Si=0,17; Cr=1,3; Ni=1,0; Mo=0,30; V=0,10; AI=0,03;. Nb=0,03; Cu=0,10; W=0,03; S=0,007; Р=0,010; Fe - остальное (марка 35ХГН2МФА), толщиной 9 мм.
Шероховатость поверхности листов после зачистки по параметру Rz составляла 10 мкм (по ГОСТ 2789), отклонение от плоскостности исходных пластин под плакирование не превышало 1 мм на 1 м длины, припуск на сварку взрывом для толщины плакирующего слоя - 8 мм, т.е. не менее 100 мм по периметру листа. Зазор между пластинами - 8±0,3 мм.
Затем, на основании между плакируемой заготовкой и стальным опорным фундаментом расположили буфер (например, асбестовые плиты) толщиной 10 мм во избежание приваривания к нему броневого пакета.
Подготовленные листы были сварены методом сварки взрывом в биметаллические заготовки размером 300×300 мм.
Сварка взрывом осуществлялась давлением продуктов детонации при взрыве заряда взрывчатого вещества, в качестве которого использовалась механическая смесь аммонита и аммиачной селитры. Для размещения заряда взрывчатого вещества использовался специальный контейнер. После заполнения формы для заряда взрывчатым веществом определялся геометрический центр для установки инициирующего заряда чистого аммонита. Далее производилась проверка электрической сети, которая подсоединялась к взрывной машине типа КПМ-1 и проводился подрыв заряда.
Заготовки были подвергнуты высокому отпуску при температуре 650°С с охлаждением на воздухе, нагреты до температуры 1100±10°С и прокатаны на стане горячей прокатки с суммарным обжатием 33% на листы толщиной 10±0,5 мм. Далее листы подвергались закалке в воду с температуры 900-920°С (выдержке при температуре закалки 1 час) и двойному отпуску при температуре 170-200°С (с выдержкой 3 часа) с охлаждением на воздухе.
Изготовленный заявленным способом биметаллический лист имеет уровень свойств:
- лицевой слой (47ХГН2МФА) - σв=2300 Н/мм2, HRC=60;
- тыльный слой (35ХГН2МФА) - σв=2150 Н/мм2, HRC=50.
Результаты испытаний заявляемой и известной двухслойной брони приведены в таблице.
|
ИСТОЧНИКИ ИНФОРМАЦИИ
1. Способ сварки взрывом.
Патент на изобретение RU №2243871 C1, B23K 20/08, 2005 г.
2. P. Nesvadba. Explosive Welding for Preparation of Multilayer Materials, Sockl assisted Synthesis and Modification of Materials. - Moscow: TORUS PRESS Ltd., 2006, p.82-92.
3. Способ изготовления многослойной броневой композиции.
Патент на изобретение RU №2340434 C1, B23K 20/08, F41H 5/04, 2008 г.
4. Гетерогенная стальная броня, выполненная в виде бронепластины, и способ ее изготовления.
Патент на изобретение US №4,645,720 F41H 5/04, C21D 9/42, 1987 г.
Гибридная силовая установка
Однофотонная видеокамера видимого и инфракрасного диапазонов на основе сверхпроводящей линии
Болометрический приемник излучения терагерцового диапазона
Способ изготовления заготовок трубных из титановых псевдо α-сплавов 5в и 37
Измерительный преобразователь на несущей частоте
Установка для газодинамических испытаний
Способ определения координат и параметров движения источников радиоизлучений на основе анализа их взаимного расположения
Способ изготовления композиционного борсодержащего порошка-наполнителя для энергетических материалов
Комплексная система планирования применения и подготовки полетных заданий группе летательных аппаратов
Электрод марки эа-2594 для сварки высокопрочных сталей перлитного и аустенитно-ферритного класса
Способ производства штрипса для труб магистральных трубопроводов
Способ производства толстолистового проката
Способ производства штрипса для труб магистральных трубопроводов

