Результат интеллектуальной деятельности: СПОСОБ МНОГОПРОХОДНОЙ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛИ НА ТОКАРНОМ СТАНКЕ
Вид РИД
Изобретение
Изобретение относится к области металлообработки, в частности к упрочняющим методам поверхностной электромеханической обработки (ЭМО) деталей машин.
Известны способы электромеханической обработки (см. Аскинази Б.М. Упрочнение и восстановление деталей электромеханической обработкой. - Л.: Машиностроение. - 1989. - 184 с. и Багмутов В.П., Паршев С.Н., Дудкина Н.Г., Захаров И.Н. Электромеханическая обработка: технологические и физические основы, свойства, реализация. - Новосибирск: Наука, 2003. - 318 с.), при которых через зону контакта деформирующего электрод -инструмента (ролика или пластины) и детали проходит однофазный электрический ток большой плотности (108-109 А/м2) и низкого (1-6 В) напряжения, вследствие чего на контактирующей поверхности изделия выделяется большое количество тепла, происходят высокоскоростной нагрев локального микрообъема поверхности с одновременным его пластическим деформированием и последующее интенсивное охлаждение за счет отвода тепла внутрь детали, что приводит к повышению прочности и износостойкости. Электрический ток подводится к детали через контактное устройство и специальную державку с инструментом, которые образуют с деталью общую электрическую цепь. Способ значительно изменяет физико-механические свойства поверхностного слоя изделий и позволяет повысить их служебные характеристики.
Однако данные способы отличаются низкой производительностью обработки поверхностей, сопровождаются большим перекосом фаз питающей электрической сети в виду однофазной нагрузки значительной мощности, низким КПД процесса и невозможностью выполнять упрочнение прерывистых поверхностей деталей тел вращения.
Известен способ электромеханической обработки деталей машин по патенту РФ №2285728, заключающийся в том, что электромеханическая обработка производится тремя инструментами, каждый из которых подключен к одной из фаз трехфазного источника тока, например, понижающего трансформатора, образуя с деталью и другими инструментами общую электрическую цепь, причем инструменты движутся одновременно друг за другом вдоль детали и расположены равномерно вокруг нее, а траектория движения последующего инструмента отстает от предыдущего на 0,32…0,34 шага продольной подачи.
По такому способу обработки с высокой производительностью на поверхности гладкой цилиндрической детали образуются три спиральные упрочненные винтовые зоны с высокой твердостью, прочностью и износостойкостью, что повышает служебные характеристики изделий.
Однако такой способ неприемлем при обработке деталей со сложным профилем (шлицевые и шпоночные валы, зубчатые колеса и т.д.), невозможность полной (качественной) обработки гладкой поверхности детали на заданную длину всеми инструментами.
Известен также способ электромеханической обработки деталей машин по патенту РФ №2422260 (принят за прототип, см. Бюл. №18 от 27.06.2011), при котором обработка производится тремя равномерно расположенными вокруг неподвижной детали инструментами, каждый из которых подключен к одной из фаз трехфазного источника тока с образованием с деталью и другими инструментами общей электрической цепи, а инструменты движутся при обработке одновременно по прямолинейным образующим поверхности детали вдоль ее оси.
Этот способ позволяет обрабатывать прерывистые поверхности деталей тел вращения за счет изменения траектории движения инструментов.
Однако этот способ не содержит (практически) механизма реализации при многопроходной обработке деталей сложного прерывистого профиля, требующего дискретного поперечного смещения (углового поворота) детали относительно инструментов после каждого их рабочего хода, так как требуется дополнительная разработка специальных делительных устройств.
Технический результат предполагаемого изобретения - обеспечение многопроходной обработки деталей со сложным прерывистым контуром и повышение эффективности процесса ЭМО.
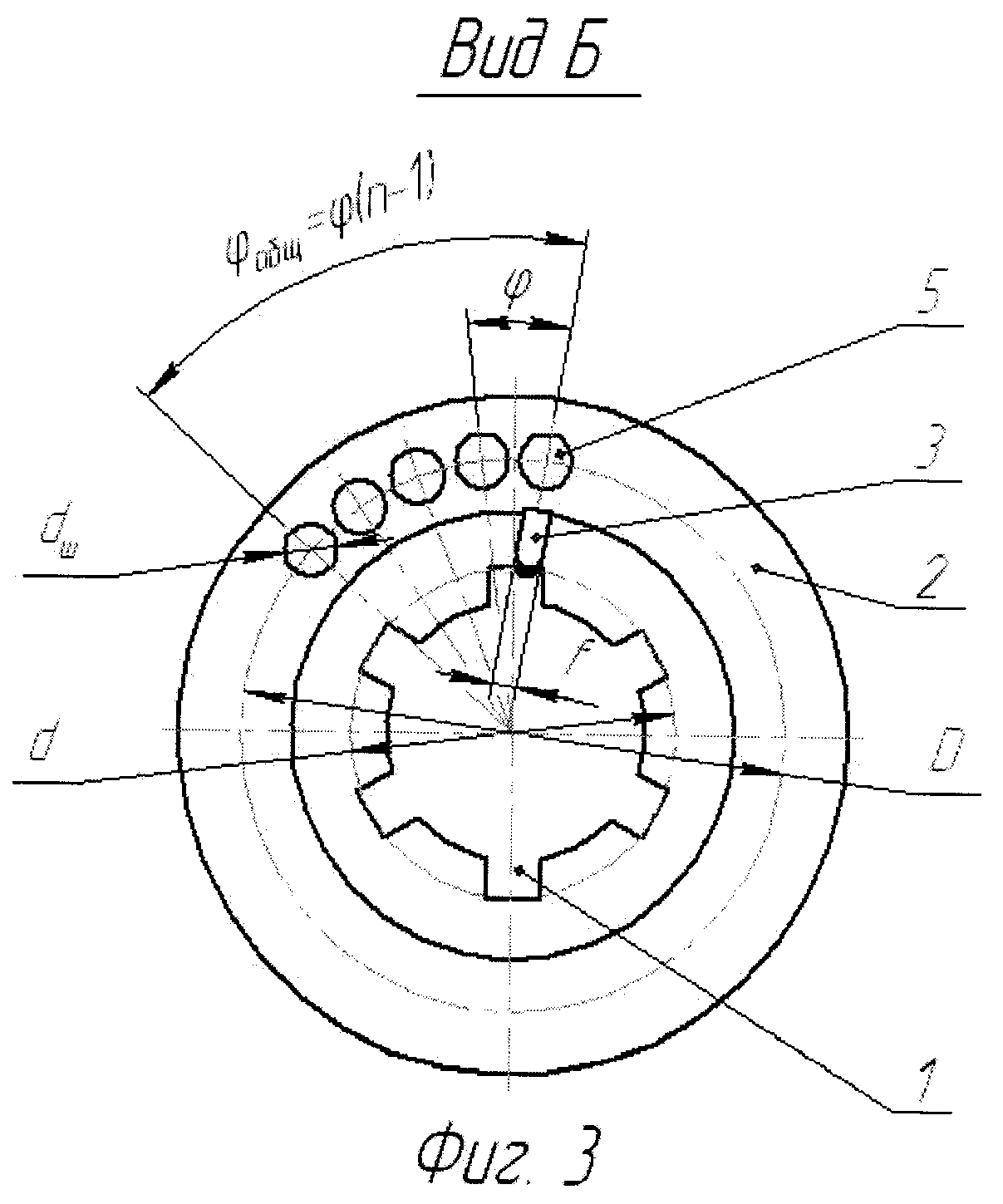
Указанный технический результат достигается тем, что деталь закрепляется в центрах станка посредством поворотной делительной планшайбы, состоящей из корпуса, жестко закрепленного на конце шпинделя, и поворотного диска, установленного с возможностью углового поворота на цилиндрической шейке корпуса, зафиксированного относительно корпуса в заданном положении механизмом фиксации и механически соединенного через хомутик с обрабатываемой деталью, последовательно осуществляется многопроходная электромеханическая обработка детали при фиксированном положении шпинделя станка, причем после каждого рабочего прохода инструментов выполняется поворот детали в центрах относительно инструментов на заданный угол с фиксацией выбранного положения из возможных позиций п диска на корпусе планшайбы с помощью механизма фиксации диска из соотношения f/d=(f+dш)/D, где f - ширина упрочненной ленточки при рабочем проходе инструмента; d - диаметр упрочняемой поверхности, например, шлицевого валика; dш - диаметр центрованного отверстия под фиксирующий шарик; D - диаметр расположения отверстий под фиксирующий шарик с равномерным угловым шагом φ на поворотном диске планшайбы.
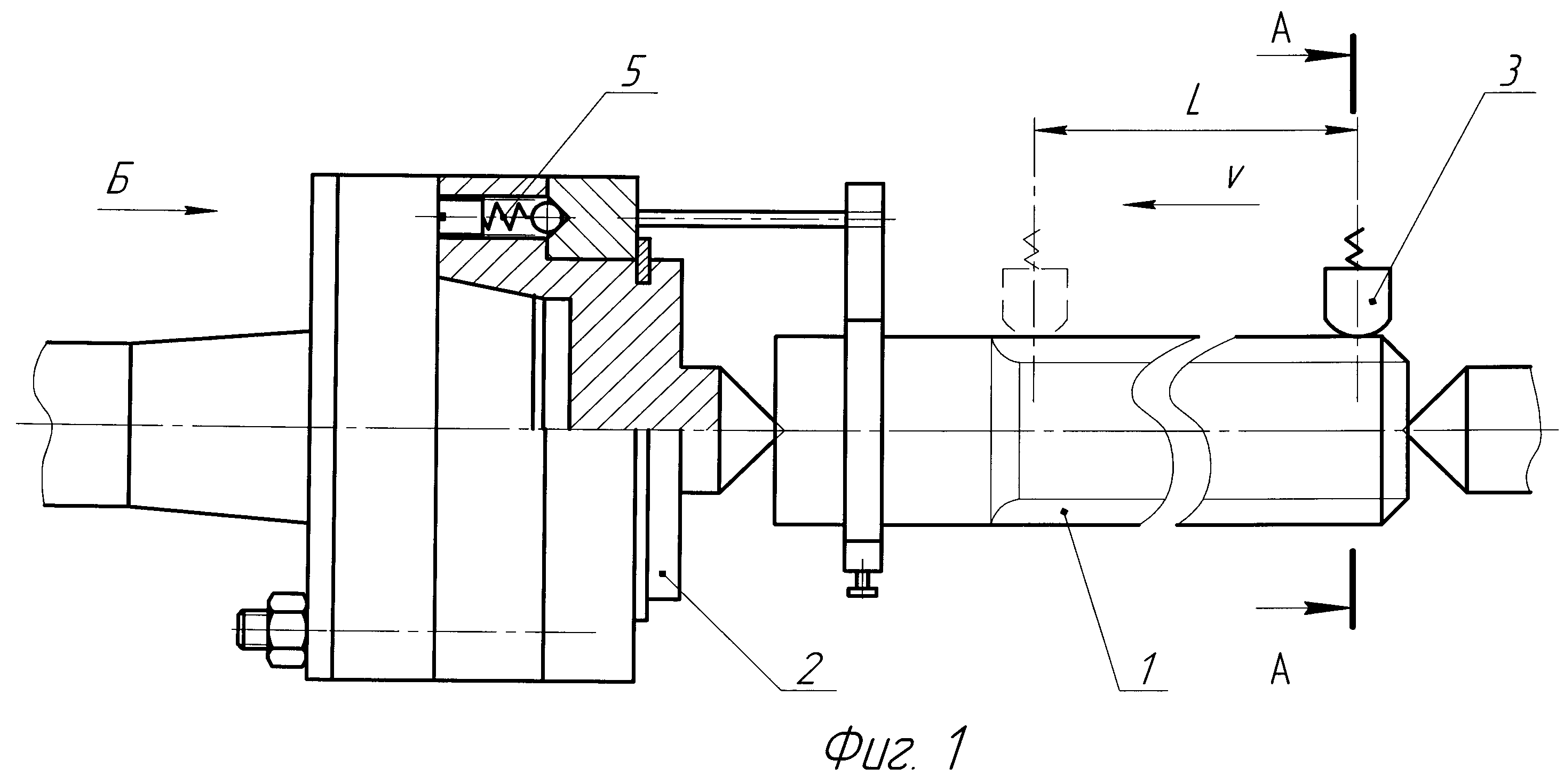
На фиг.1 изображена упрощенная схема наладки предлагаемого способа обработки; на фиг.2 - схема расположения инструментов вокруг обрабатываемой поверхности детали на фиг.1 (по сечению А-А); фиг.3 - вид Б на диск планшайбы с отверстиями для его фиксации на фиг.1.
Деталь 1 располагается и закрепляется посредством делительной поводковой планшайбы 2 в центрах рабочего пространства универсального токарного станка, например, модель УТ - 16 с применением известного хомутика (на чертеже без позиции). Рабочие инструменты 3 располагаются равномерно вокруг обрабатываемой поверхности детали 1, в специальном устройстве (на чертеже не показано), обеспечивающем их равномерное механическое воздействие на обрабатываемую поверхность и возможность перемещения в продольном осевом направлении на требуемую длину L относительно детали с заданной поступательной скоростью v, получая движение от привода подач суппорта станка. Каждый инструмент подключается к одной из фаз трехфазного источника тока 4, например, трансформатора. В месте контакта инструментов 3 с деталью 1 происходит мгновенный нагрев (током до 2000 А) ее поверхностного слоя и механическое воздействие с последующим быстрым охлаждением вглубь холодной массы детали, в результате чего при рабочем проходе инструментов выполняются элементы операции электромеханической обработки. Сила тока, усилие прижатия инструмента 3 к детали 1 и скорость их движения вдоль оси заготовки, материал и форма инструментов принимаются исходя из задач и требований технологического процесса. После обработки требуемой длины L неподвижной детали 1 в конце каждого рабочего хода многопроходной обработки осуществляют дискретный поворот последней на заданный угол с помощью делительной планшайбы 2 и ее фиксацию относительно инструментов. Затем процесс ЭМО повторяется, инструменты движутся также прямолинейно, но в противоположном направлении (в режиме реверса перемещения рабочей подачи).
Таким образом, при применении данного способа многопроходной трехроликовой электромеханической обработки деталей машин трехфазным током увеличивается номенклатура обрабатываемых деталей, реализуется процесс многопроходной обработки и существенно повышается производительность обработки деталей прерывистого профиля, снижаются потери электрической энергии при выполнении технологической операции, устраняется перекос фаз и в целом повышается эффективность процесса ЭМО.
Способ многопроходной электромеханической обработки детали на токарном станке тремя равномерно расположенными вокруг детали инструментами, каждый из которых подключен к одной из фаз трехфазного источника тока с образованием с деталью и другими инструментами общей электрической цепи, включающий совершение синхронного относительного прямолинейного перемещения инструментов по поверхности детали вдоль ее оси, отличающийся тем, что закрепляют деталь в центрах токарного станка, причем для фиксации детали в упомянутых центрах используют поворотную делительную планшайбу, состоящую из корпуса с цилиндрической шейкой, жестко закрепленного на конце шпинделя токарного станка, и поворотного диска, установленного с возможностью углового поворота на цилиндрической шейке корпуса, фиксируемого относительно корпуса в заданном положении механизмом фиксации и механически соединенного через хомутик с обрабатываемой деталью, при этом многопроходную электромеханическую обработку детали осуществляют при фиксированном положении шпинделя токарного станка, а после каждого рабочего прохода инструментов выполняют поворот детали в центрах относительно инструментов на заданный угол и ее фиксацию в выбранном положении из возможных позиций диска на корпусе планшайбы с помощью механизма фиксации диска относительно корпуса планшайбы.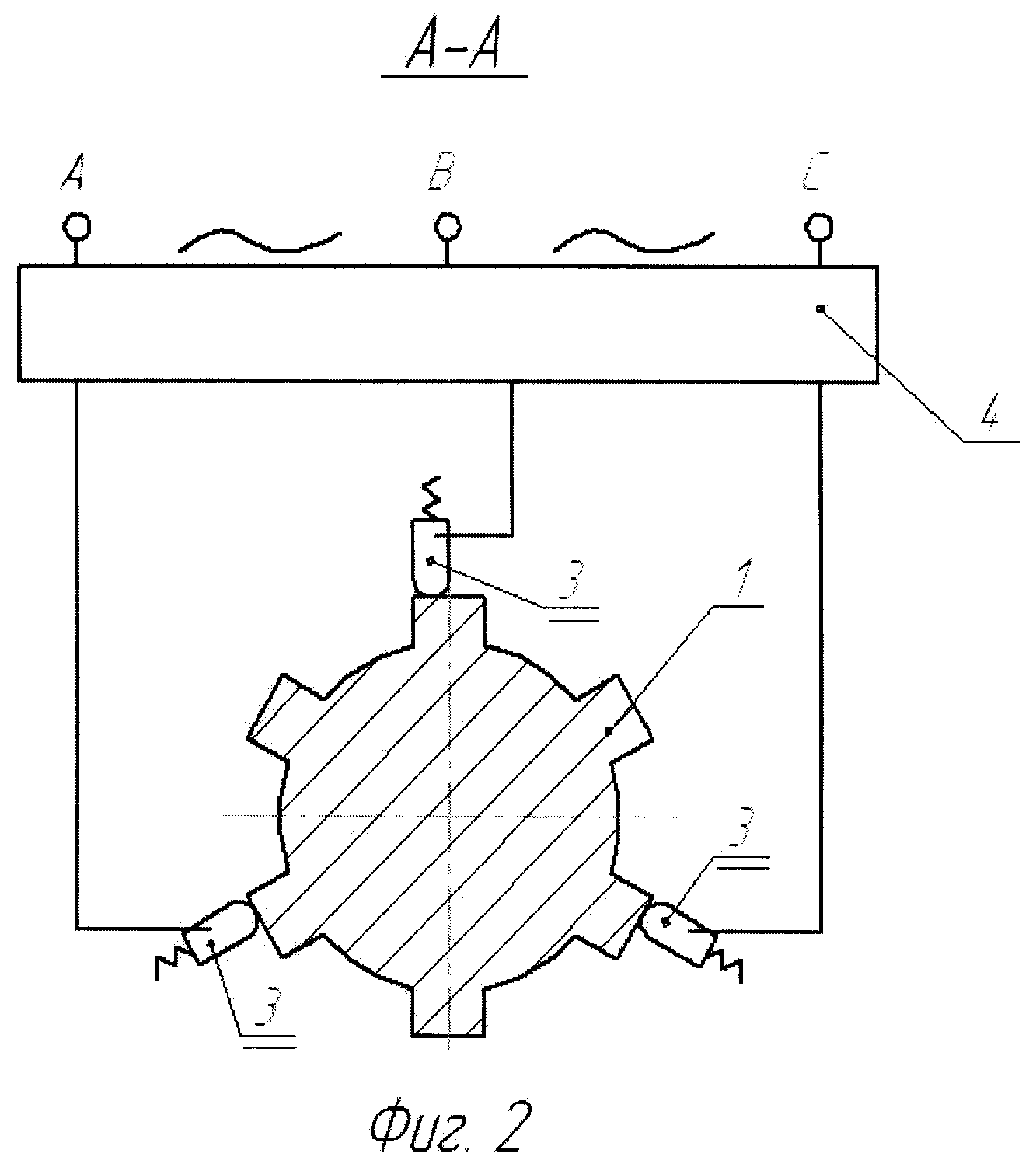
Устройство для электромеханического упрочнения направляющих станины токарного станка
Способ электромеханического восстановления детали
Устройство для сушки зерна
Пропашной культиватор
Высевающий аппарат
Сошник для разноуровневого высева семян и удобрений
Устройство для сушки зерновых сыпучих материалов
Сошник для разноуровневого высева семян и удобрений
Способ сушки зерна
Высевающий аппарат
Способ восстановления износа боковых поверхностей шлицев
Почвообрабатывающий каток

