Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ТЕКУЧИМ АБРАЗИВОМ ОТВЕРСТИЙ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ
Вид РИД
Изобретение
Изобретение относится к области машиностроения и может быть использовано для суперфинишной обработки текучим абразивом поверхностей отверстий длинномерных деталей в большом диапазоне их длин в составе полировальных установок.
Известно устройство для абразивно-экструзионной обработки деталей (см. патент RU №2423218, B24B 31/116, 10.07.2011 г.), принятое за прототип. Устройство содержит рабочую камеру, рабочие цилиндры с поршнями, гидроцилиндры с гидромагистралями.
Недостатком прототипа является невозможность обработки поверхностей отверстий длинномерных деталей в большом диапазоне длин последних.
Предлагаемым изобретением решается задача: расширение технологических возможностей, повышение качества.
Технический результат, получаемый при осуществлении изобретения, заключается в создании специального устройства, обеспечивающего возможность обработки текучим абразивом поверхностей отверстий длинномерных деталей на типовых полировальных установках.
Указанный технический результат достигается тем, что в устройстве для обработки текучим абразивом отверстий длинномерных деталей, включающем рабочую камеру, новым является то, что оно снабжено плитой, шарнирно соединенной с рабочей камерой и жестко соединенной с опорой, установленной на столе-приставке, на плите с возможностью перемещения по ней размещены установочная двухместная призма и зажимной узел для закрепления деталей, рабочая камера имеет две разделенные Z-образной перегородкой полости, в каждой из которой выполнено отверстие для выхода абразива, внутри зажимного узла выполнены каналы для прохода абразивной массы, на столе-приставке установлено приспособление для удаления абразивной массы.
Технические решения с признаками, отличающими заявляемое техническое решение от прототипа, не известны и явным образом из уровня техники не следуют. Это позволяет считать, что заявляемое решение является новым и обладает изобретательским уровнем.
Сущность изобретения поясняется чертежами, где:
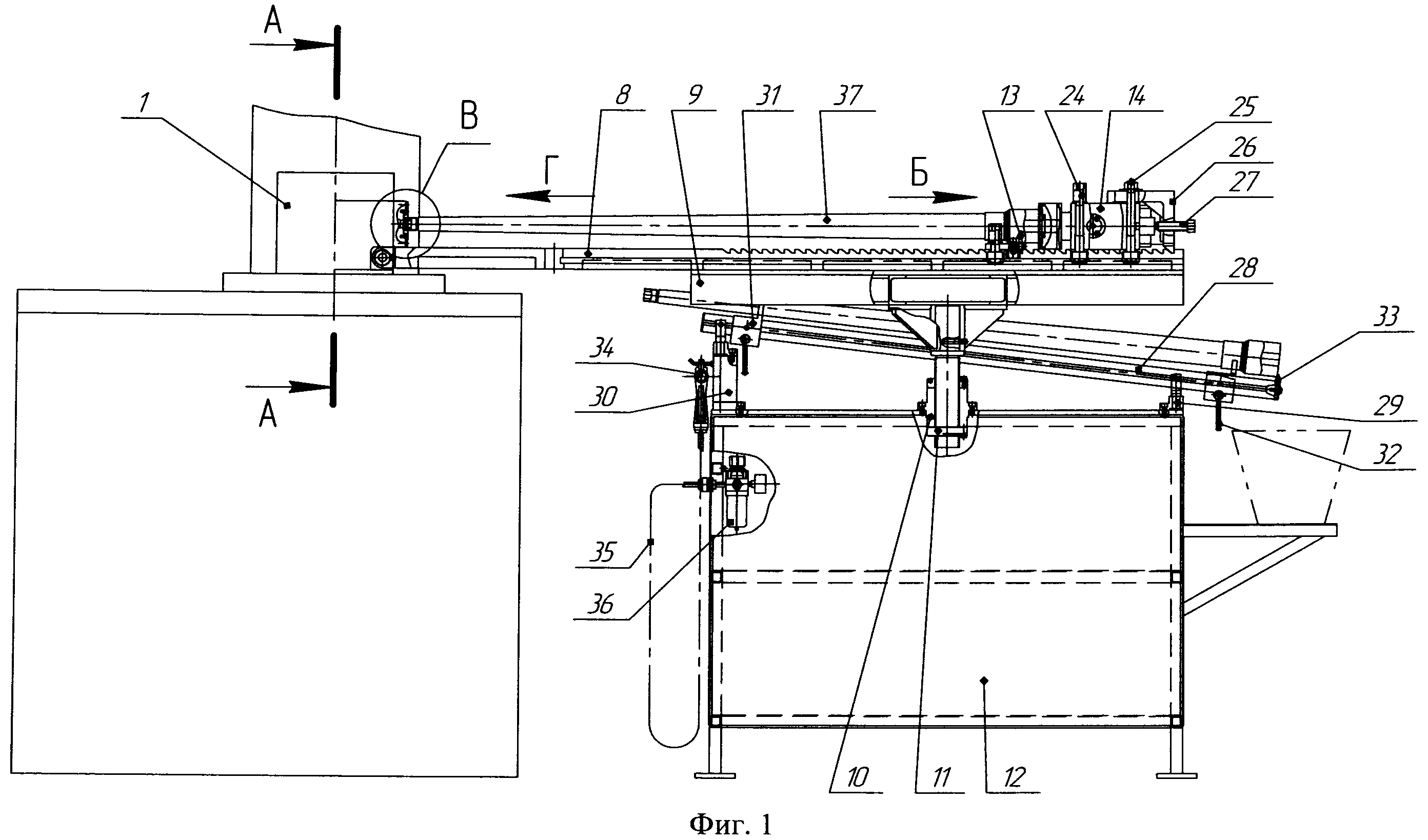
на фиг.1 - устройство для обработки поверхностей отверстий длинномерных деталей (главный вид),
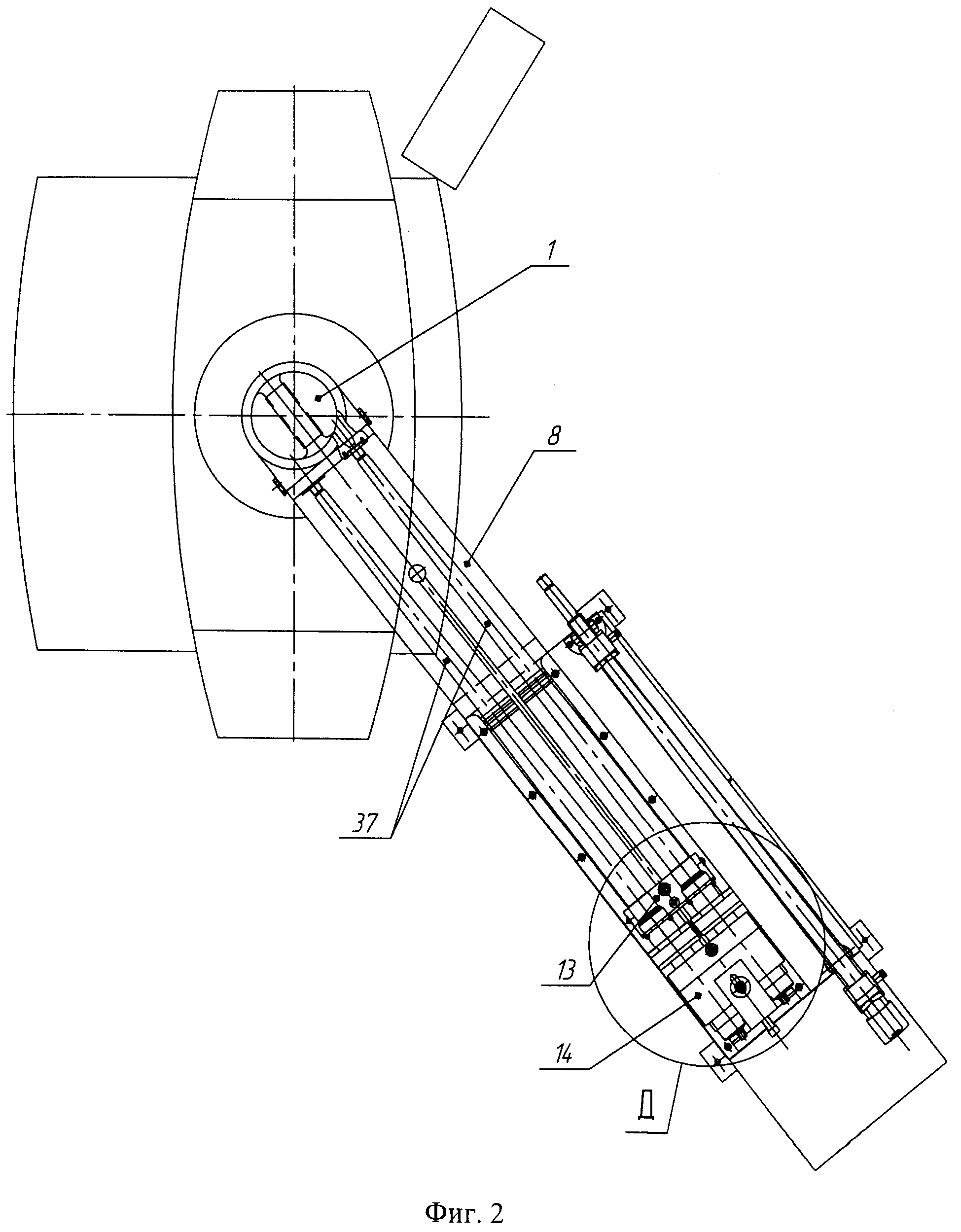
на фиг.2 - устройство для обработки поверхностей отверстий длинномерных деталей (вид сверху),
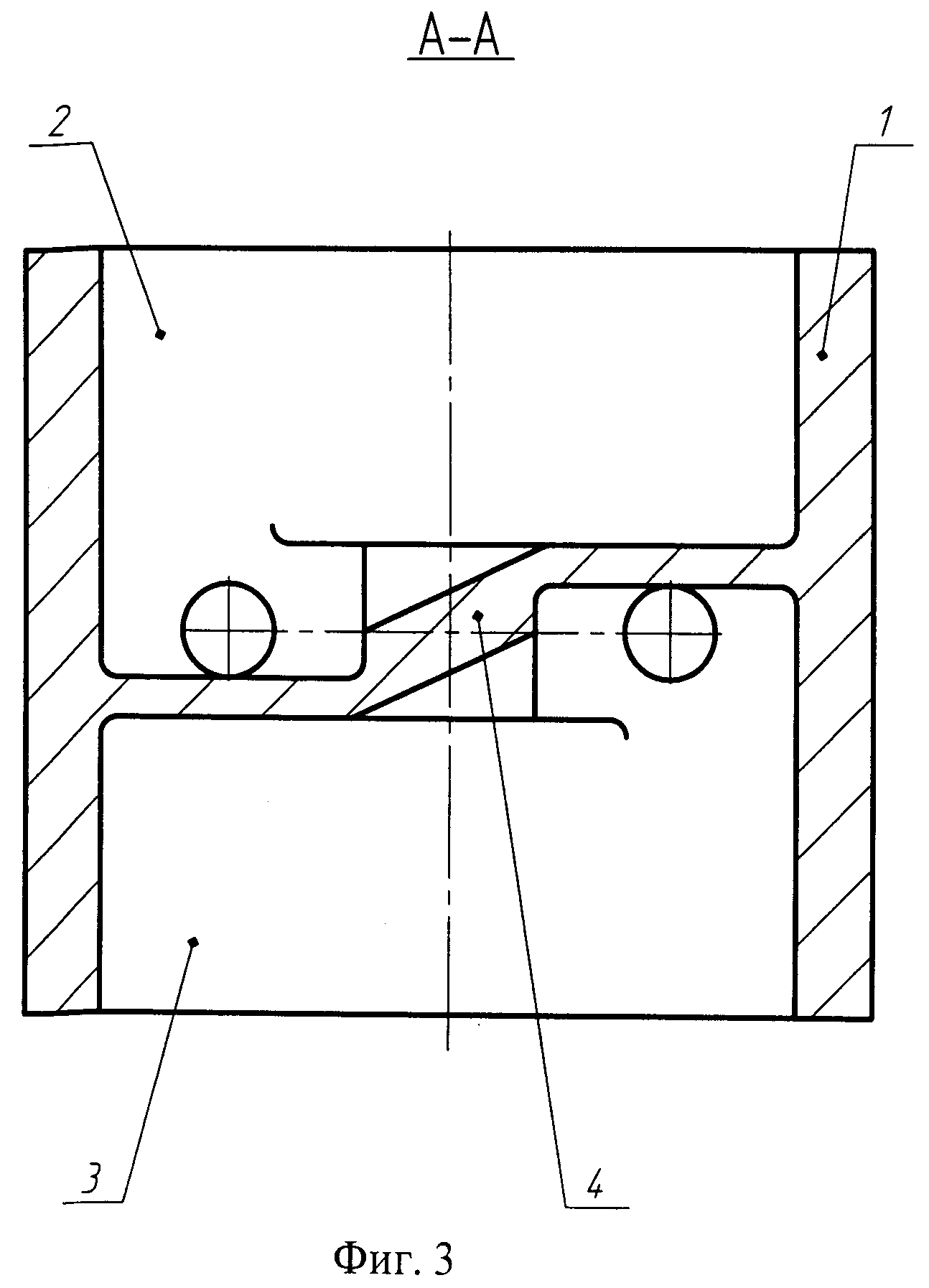
на фиг.3 - сечение рабочей камеры по А-А,
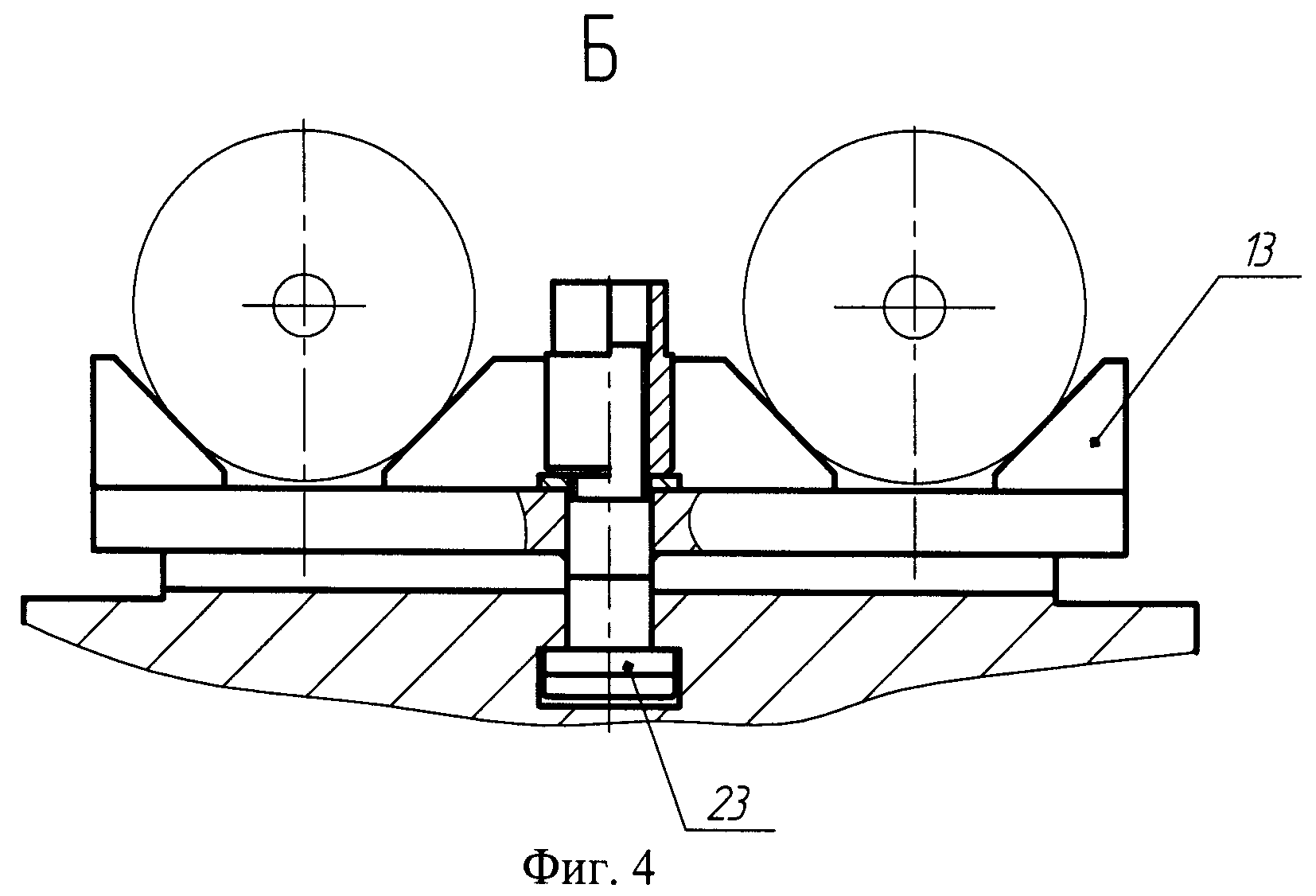
на фиг.4 - вид Б,
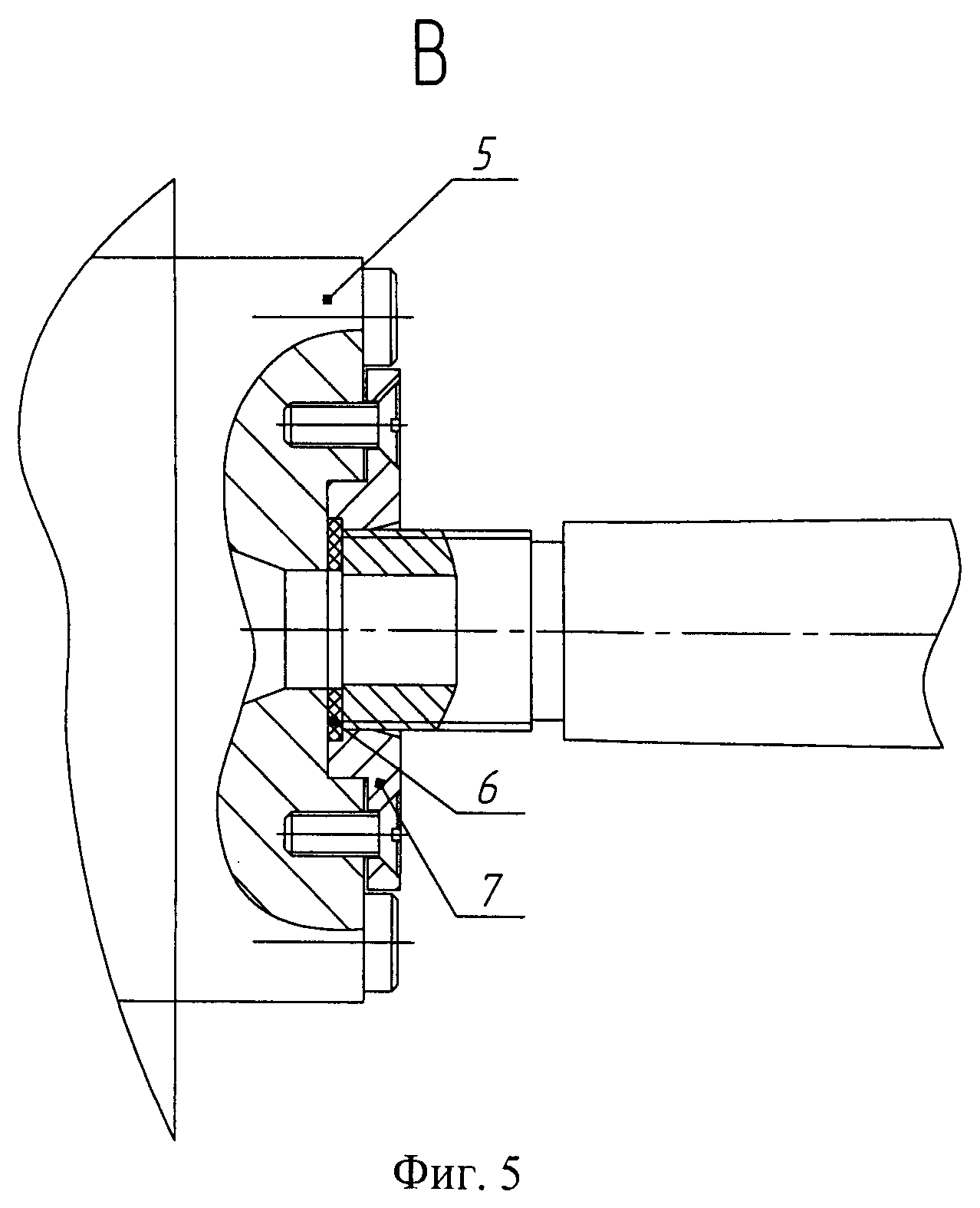
на фиг.5 - вид В
на фиг.6 - вид Г
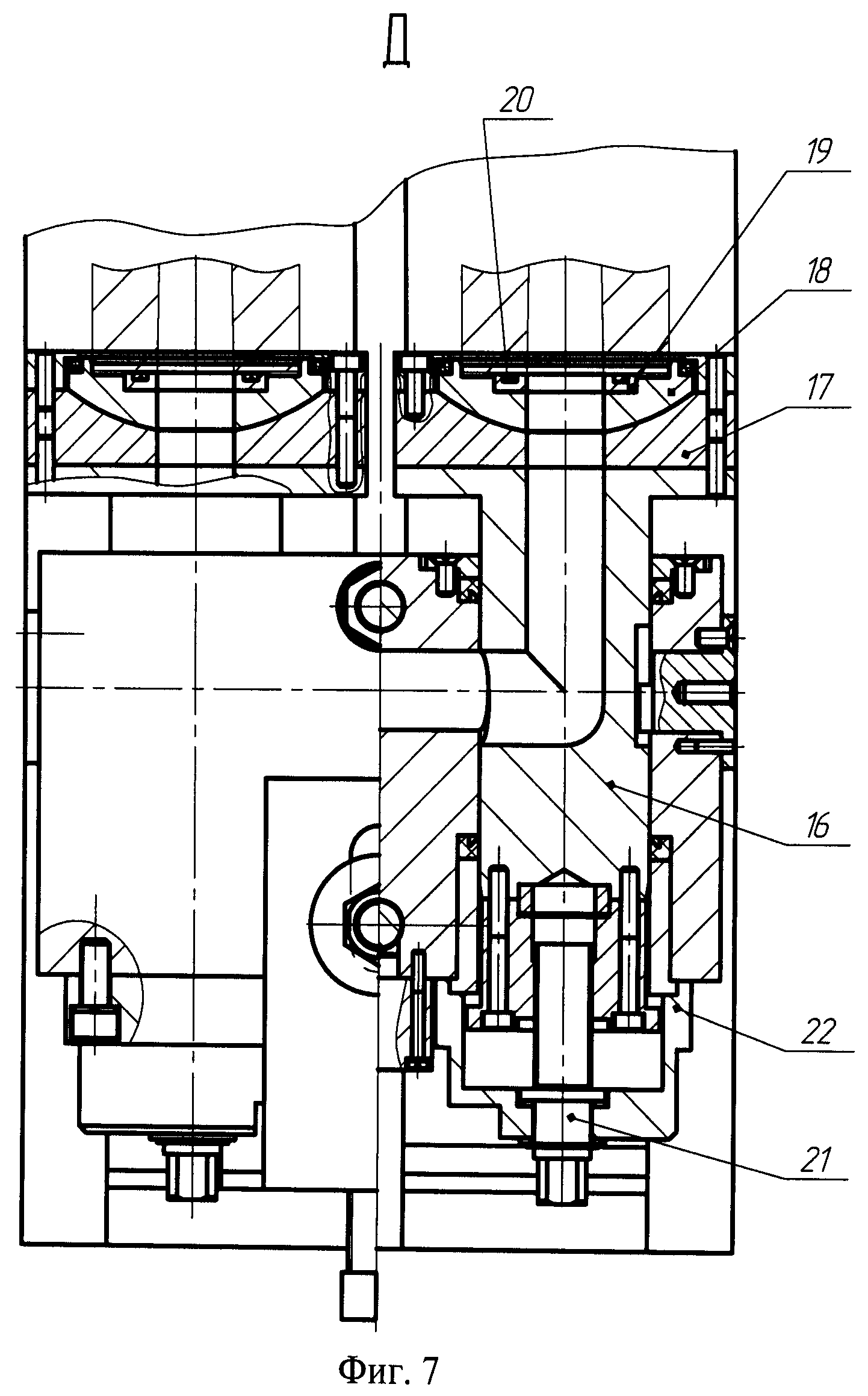
на фиг.7 - вид Д
Устройство для обработки текучим абразивом поверхностей отверстий длинномерных деталей состоит из рабочей камеры 1, имеющей две полости - верхнюю 2 и нижнюю 3. В каждой полости выполнено отверстие для выхода абразива, к которому во время работы подсоединяется обрабатываемая деталь. Полости разделены Z-образной перегородкой 4, причем такой профиль перегородки исключает нежелательное явление дросселирования абразива при перекрытии выдавливающим ее поршнем отверстия, через которое она выходит из полости камеры, что имеет место при горизонтальной ровной перегородке. К боковой поверхности камеры жестко прикреплены две сменные плиты 5, в расточках которых установлены уплотнительные шайбы 6 и направляющие фланцы 7, которые также являются сменными. Камера 1 шарнирно соединена с плитой 8, жестко соединенной с опорой 9, которая имеет возможность перемещаться по втулке 10 с регулировкой по высоте и фиксацией положения с помощью двух гаек 11. В свою очередь втулка 10 крепится к верхней плите стола-приставки 12. На плите 8 установлены: двухместная призма 13, на которую во время работы устанавливаются две обрабатываемые детали, и зажимной узел 14, состоящий из корпуса 15, в двух сообщающихся между собой расточках которого установлены подвижные плунжеры 16, имеющие Г-образные каналы для прохода абразива. С одной стороны плунжеров установлены плиты 17, имеющие сферические углубления под вкладыши 18, которые могут самоустанавливаться по торцу деталей и которые несут базы 19 с уплотнениями 20.С другой стороны плунжеры через упорные винты 21 и крышки 22 имеют связь с корпусом 15 зажимного узла. В плите 8 имеется T-образный паз, по которому перемещаются болты 23, 24, 25, которыми крепятся к плите призма и зажимной узел соответственно. Также на верхней плоскости плиты нарезаны трапециидального профиля зубья, выполняющие функцию упоров, во впадину между которыми устанавливается нижний опорный конец фиксатора 26, при этом верхний конец его контактирует с корпусом 15 зажимного узла 14. В фиксаторе имеется силовой винт 27. На верхней плоскости стола-приставки 12 установлено приспособление для удаления абразива из отверстия обрабатываемой детали, которое состоит из скалки 28, закрепленной на двух стойках 29 и 30 разной высоты, чем обеспечивается небольшой уклон детали, которая укладывается на две призмы 31, имеющие возможность перемещаться по скалке в зависимости от длины детали. Призмы фиксируются на скалке винтовыми зажимами 32. Чтобы деталь не перемещалась по призмам вдоль оси на правом торце скалки установлен регулируемый упор 33. Удаление абразива из отверстия детали осуществляется сжатым воздухом с помощью пневмопистолета 34, который гибким трубопроводом 35 связан с узлом 36 подготовки сжатого воздуха, установленным внутри стола-приставки и соединенным с цеховой пневмомагистралью.
Устройство работает следующим образом. Рабочую камеру 1 устанавливают на верхний торец нижнего блока цилиндров полировальной установки, рядом с последней устанавливают стол-приставку 12, с помощью гаек 11 выставляют по высоте положение опоры 9 с закрепленной на ней плитой 8 так, чтобы шарнирные отверстия камеры и плиты совпадали и соединяют их между собой осями. Ослабив гайки болтов 24 и 25 приподнимают фиксатор 26 так, чтобы нижний опорный конец его был несколько выше вершин упорных зубьев плиты 8, и сдвигают зажимной узел 14 в крайнее правое положение. Ослабив гайку болта 23, крепящего призму 13, перемещают последнюю по T-образному пазу плиты на расстояние, необходимое для укладки обрабатываемых деталей 37, после чего гайка болта 23 завертывается до отказа. Две детали 37 через уплотнительное устройство подсоединяются к отверстиям в корпусе для выхода абразива. Левым концом детали 37 заводятся в отверстия направляющих фланцев 7 до упора в уплотнительные шайбы 6 и укладываются на призмы 13, после этого зажимной узел 14 сдвигают влево до упора в торцы деталей, затем нижний опорный конец фиксатора 26 вводится в ближайшую впадину между упорными зубьями плиты, завертывают до отказа гайки болтов 24 и 25, завертывают до упора винт 27, при этом корпус 15 зажимного узла 14 становится полностью зафиксированным, после чего вращением винтов 21 перемещают плунжеры 16 до контакта их с торцами деталей и сильно нагружают выбирая все зазоры, при этом вкладыши 18 с базами 19 самоустанавливаются по торцам деталей, последние становятся зажатыми и уплотненными с двух сторон. При этом образуется замкнутый контур потока абразива. После этого в верхнюю полость 2 камеры 1 загружается абразив, затем камера сверху зажимается верхним подвижным блоком цилиндров полировальной установки и по команде с пульта управления второй поршень верхнего блока цилиндров входит в верхнюю полость 2 камеры 1 и выдавливает абразив через боковое отверстие камеры в отверстие одной обрабатываемой детали, далее через каналы плунжеров 16 и корпуса 15 зажимного узла абразив попадает в отверстие второй детали и далее в нижнюю полость 3 камеры 1. По мере заполнения нижней полости второй поршень нижнего блока цилиндров полировальной установки опускается вниз с небольшим противодавлением, обеспечивая равномерную скорость потока абразива. По окончании рабочего хода верхнего поршня вниз происходит автоматическое переключение направления движения поршней и нижний поршень начинает двигаться вверх и выдавливает абразив из нижней полости 3 камеры 1 через те же каналы, но в обратном направлении в верхнюю полость 2 камеры 1, при этом второй поршень верхнего блока цилиндров поднимается вверх, обеспечивая противодавление. При прохождении абразива через отверстия деталей происходит обработка (полирование) их поверхностей. Полная обработка производится за несколько циклов двойных ходов, количество которых обеспечивается программой командоаппарата полировальной установки. По окончании цикла обработки винты 21 выворачиваются до отказа, освобождая детали. Для удаления абразива из отверстия детали ее снимают с призмы 13 и укладывают на две призмы 31 приспособления, подвинув ее до упора 33. Пневмопистолет 34, упругой насадкой на выходном сопле, прижимается к торцу детали, который находится несколько выше другого, после чего нажатием кнопки на пневмопистолете включается подача сжатого воздуха под давлением, достаточным для удаления абразива, который по мере выхода из отверстия детали, попадает в приемную тару, установленную на полке стола-приставки 12.
Устройство для обработки текучим абразивом отверстий длинномерных деталей, содержащее рабочую камеру, отличающееся тем, что оно снабжено плитой, шарнирно соединенной с рабочей камерой и жестко соединенной с опорой, установленной на столе-приставке, на плите с возможностью перемещения по ней размещены установочная призма для двух деталей и зажимной узел для их закрепления, рабочая камера имеет две разделенные Z-образной перегородкой полости, в каждой из которой выполнено отверстие для выхода абразивной массы, внутри зажимного узла выполнены каналы для прохода абразивной массы, а на столе-приставке установлено приспособление для удаления абразивной массы из отверстия детали.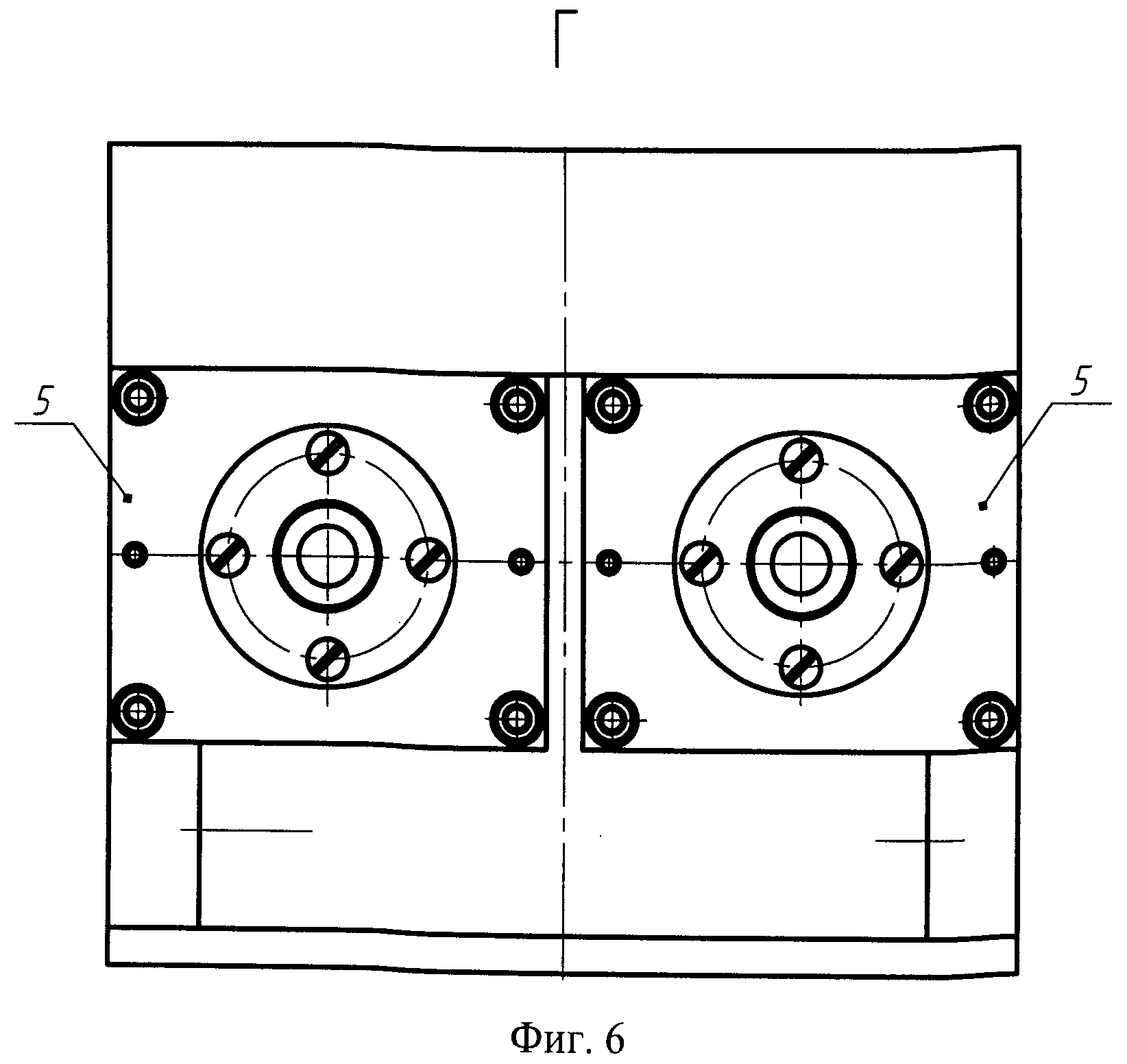
Станок автоматического стрелкового оружия
Прибор для измерения внутренних диаметров пустотелых деталей малой жесткости
Способ изготовления пустотелых изделий
Устройство для измерения высот внутренних ребер
Теплопарогенератор
Устройство для установки в нем пусковой трубы с ракетой индивидуального использования
Устройство для автоматического снятия передней крышки с пусковой трубы переносного зенитного ракетного комплекса (пзрк)
Струйно-вихревой топливовоздушный смеситель
Глушитель шума выпуска
Система спуска-стопорения оружейной установки
Способ изменения фильтрационных потоков в пластах с различной проницаемостью
Способ неинвазивного акустического спектрального скрининга сосудов сердца
Мультипликатор
Способ непрерывной прокатки труб и оправочный узел для его осуществления

