Результат интеллектуальной деятельности: ПРЕСС ДЛЯ СПРЕССОВЫВАНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ
Вид РИД
Изобретение
Изобретение относится к металлургическому машиностроению и может быть использовано в прессах для спрессовывания порошковых материалов.
Известен пресс для прессования изделий из порошковых материалов, в котором контейнер образован парами неподвижных и подвижных вертикальных пластин (см. авторское свидетельство СССР №1340901, приоритет от 24.04.1986).
Недостатком этого пресса является прямоугольная форма получаемого изделия и сложная конструкция дополнительного привода подвижной пары пластин.
Известен также принятый в качестве прототипа пресс для прессования металлокерамических порошковых материалов, содержащий станину колонного типа с верхней и нижней траверсой, подвижные верхний и нижний пуансоны с приводами их перемещения и цилиндрический контейнер, в который засыпается спрессовываемый порошковый материал (см. авторское свидетельство СССР №409789, приоритет от 09.11.1971).
Недостатком пресса, принятого в качестве прототипа, является невозможность получения при его использовании современных материалов с плотной структурой без образования поверхностных дефектов в полуфабрикате. Кроме того, спрессовывание труднодеформируемых порошков возможно только при повышенных температурах в вакууме.
Техническим результатом настоящего изобретения является получение качественных изделий из порошковых материалов с плотной структурой по всему объему без дефектов поверхности полуфабриката.
Поставленная задача решается за счет создания пресса для спрессовывания порошковых материалов, содержащего станину колонного типа с верхней и нижней траверсой, закрепленные на траверсах, соответственно, верхний и нижний пуансоны, а также контейнер с порошковым материалом, привод перемещения контейнера, вакуумную камеру с нагревательными элементами, в которой размещен контейнер с порошковым материалом, при этом вакуумная камера включает крышку, герметично закрепленное на нижней траверсе пресса дно, причем крышка и дно жестко соединены между собой посредством 4-х Г-образных стоек, и боковую поверхность, выполненную в виде секций, одна из которых, включающая патрубок для соединения с системой вакуумирования, жестко соединена с крышкой, дном и двумя стойками, а остальные секции смонтированы на колоннах с возможностью поворота вокруг них, крышка выполнена с отверстием, в котором установлен с возможностью перемещения верхний пуансон, привод перемещения контейнера включает гидроцилиндр, закрепленный на нижней траверсе, установленную с возможностью перемещения относительно нижнего пуансона силовую раму, включающую верхнюю поперечину с жестко закрепленными на ней 4-мя тягами, на которых установлен контейнер, и отверстием для нижнего пуансона и нижнюю поперечину, жестко соединенную с верхней поперечиной посредством колонн, установленных с возможностью перемещения в отверстиях, выполненных в нижней траверсе, при этом верхняя поперечина размещена внутри вакуумной камеры, а гидроцилиндр установлен между нижней траверсой пресса и нижней поперечиной силовой рамы.
Кроме того, нагревательные элементы контейнера с порошковым материалом смонтированы на внутренней поверхности секций и включают нагреватели и размещенные между нагревателями и внутренней поверхностью секций многорядные листовые экраны.
Изобретение поясняется графическими материалами, где на:
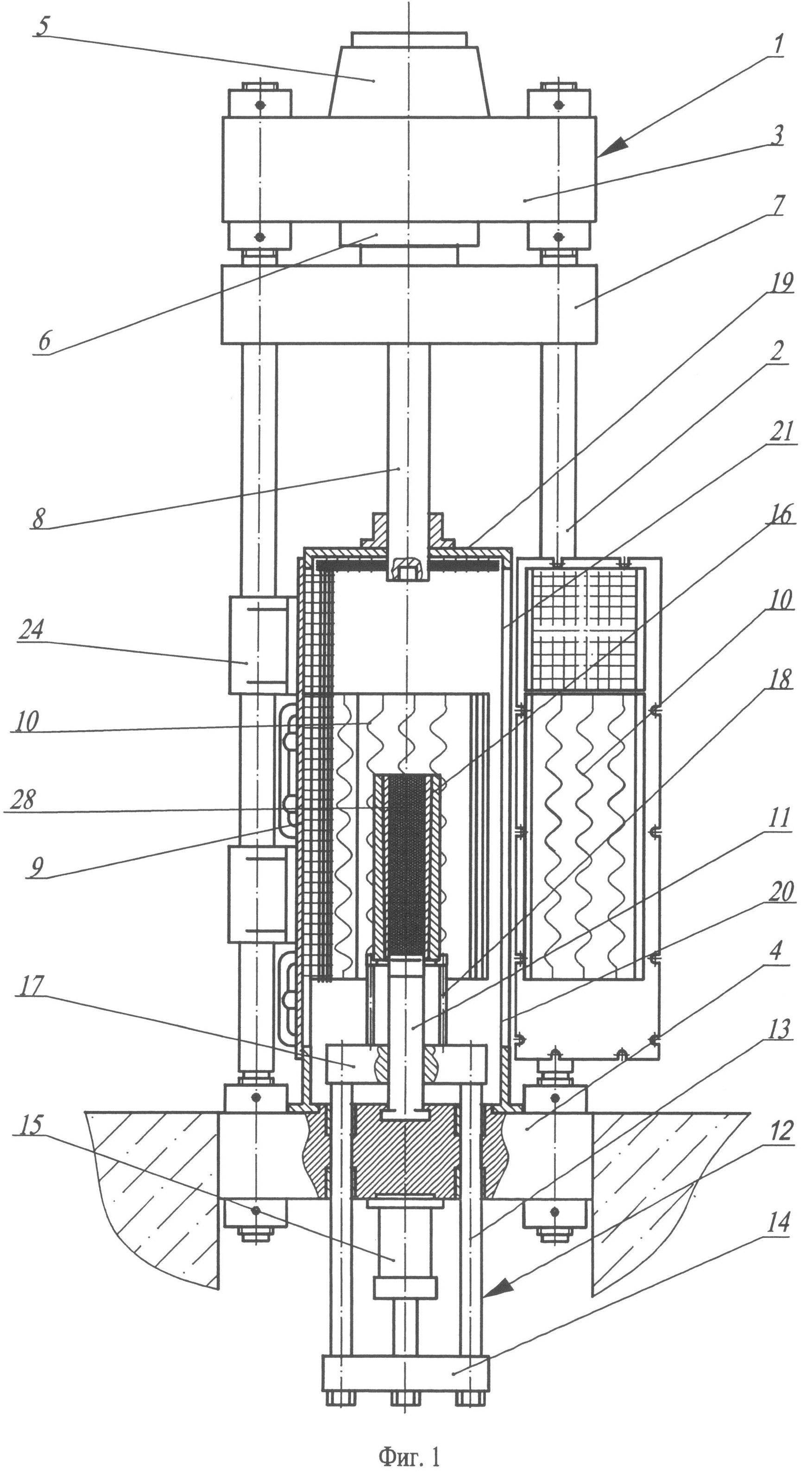
- фиг.1 - общий вид пресса;
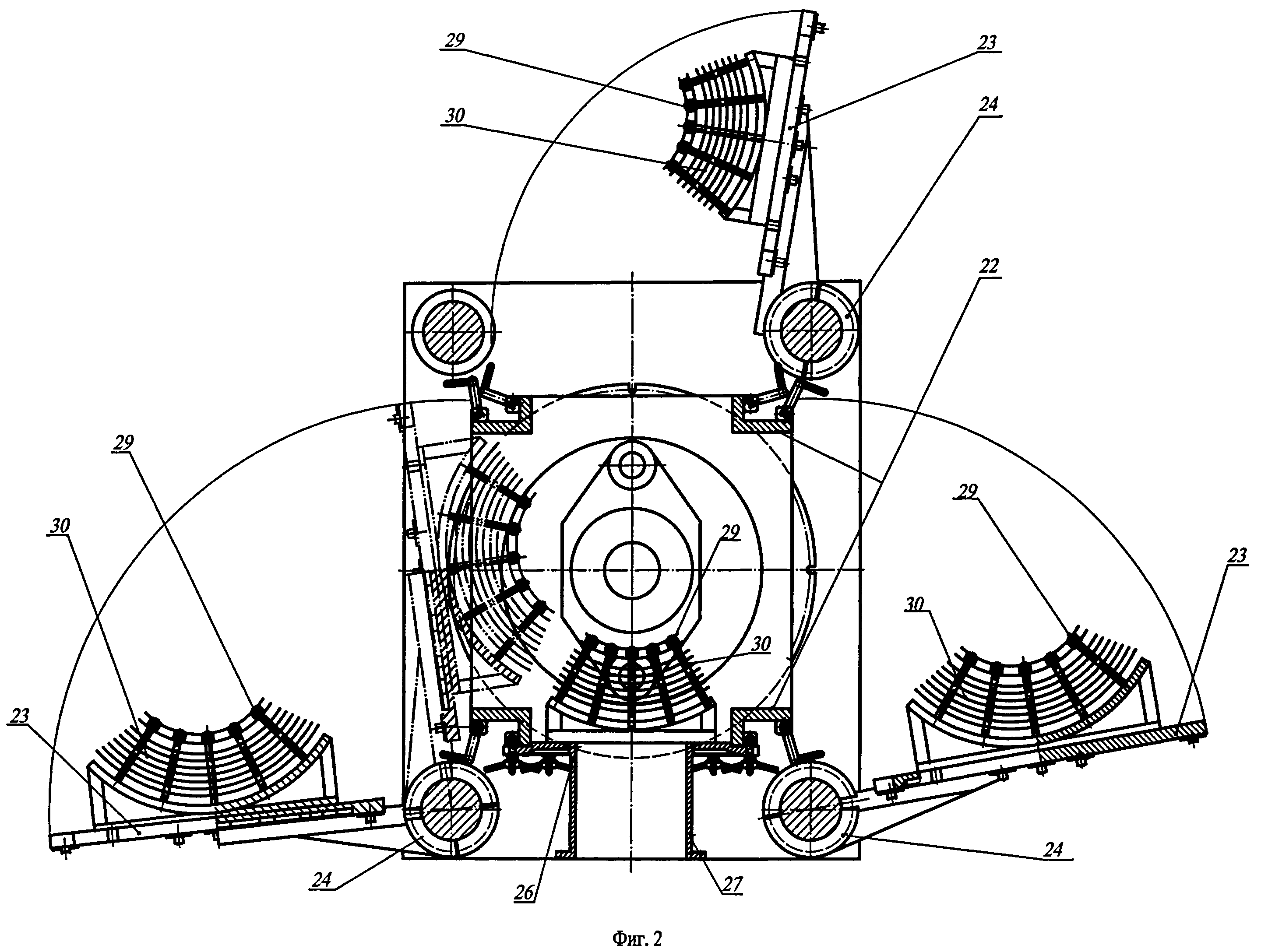
- фиг.2 - вид пресса в плане;
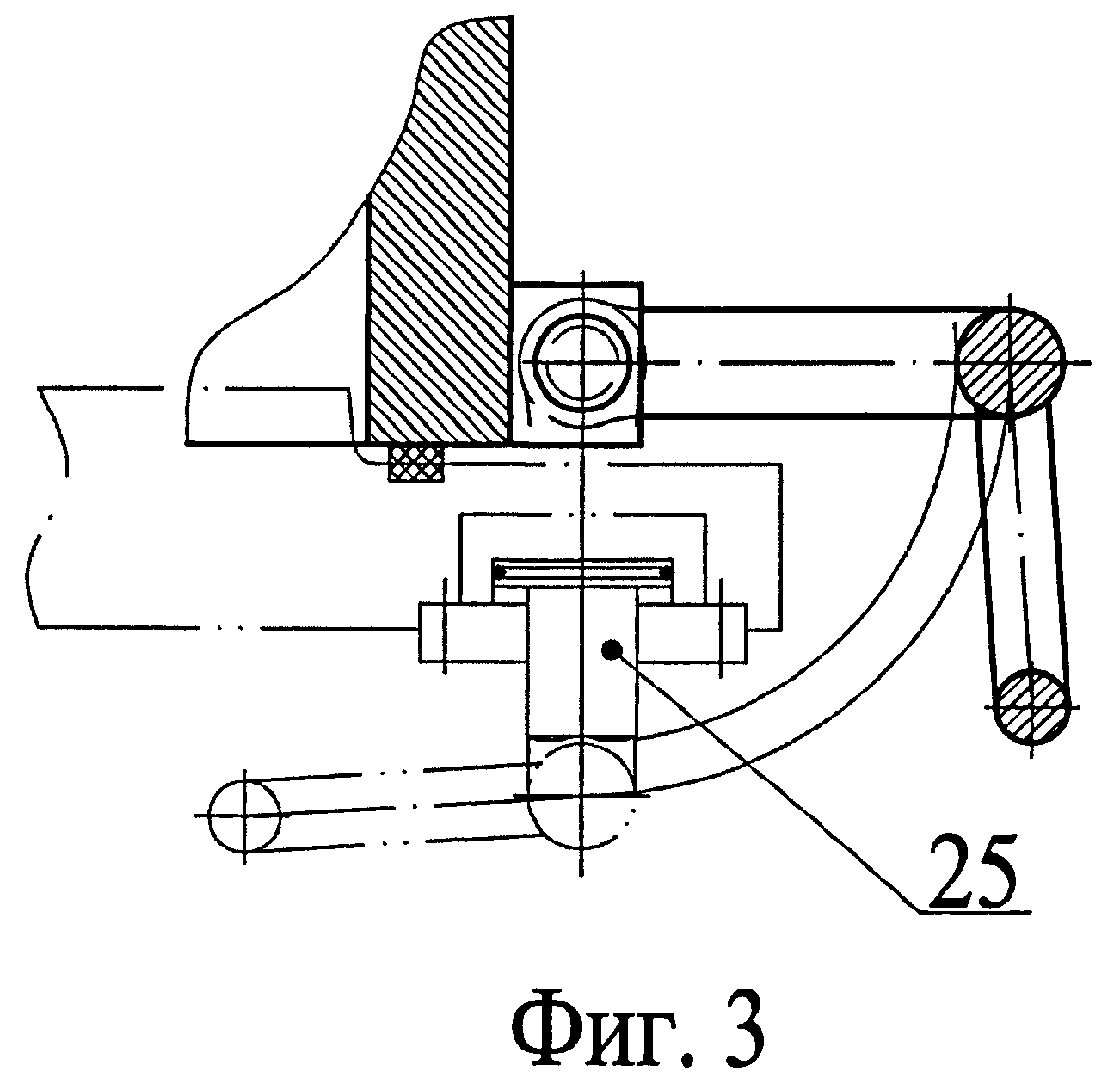
- фиг.3 - механизм герметизации стыков между дверными створками и плоскостью дверного проема камеры.
Пресс содержит станину 1 колонного типа. Четыре колонны 2 стягивают верхнюю 3 и нижнюю 4 траверсы станины 1. В верхней траверсе 3 установлен рабочий цилиндр 5, плунжер 6 которого воздействует на подвижную траверсу 7. В подвижной траверсе 7, соединенной с плунжером 6 рабочего цилиндра 5, установлен верхний пуансон 8 с прессштемпелем (на чертеже не показан). На нижней траверсе 4 установлена вакуумная камера 9 с нагревательными элементами 10 и нижний пуансон 11 с прессштемпелем.
Механизм перемещения контейнера выполнен в виде силовой рамы 12, колонны 13 которой герметично установлены в отверстиях нижней траверсы 4 с возможностью перемещения. На нижней траверсе 4 закреплен гидроцилиндр 15 перемещения контейнера 16, установленный между нижней траверсой 4 и нижней поперечиной 14 силовой рамы 12. В верхней поперечине 17 силовой рамы 12 выполнено отверстие, в котором установлен нижний пуансон 11 с прессштемпелем. На верхней поперечине 17 жестко закреплены четыре тяги 18, на которых размещен контейнер 16.
Вакуумная камера 9 выполнена с крышкой 19, в отверстии которой герметично установлен верхний пуансон 8 с прессштемпелем, и дно 20, герметично установленное на нижней траверсе 4 пресса и являющееся опорой камеры 9.
Крышка 19 и дно 20 камеры 9 жестко соединены между собой четырьмя массивными Г-образными стойками 21, и через проемы 22 внутрь камеры 9 происходит загрузка контейнера и порошкового материала. Боковая поверхность камеры 9 выполнена в виде трех секций 23, поворачивающихся вокруг колонн 2 пресса за счет петель 24, поджимающихся гидрозамками 25 для обеспечения герметизации стыков при создании в камере 9 вакуума. Также боковая поверхность камеры 9 включает жестко соединенную с крышкой 10, дном 20 и двумя стойками 21 и установленную в проеме 26 неподвижную секцию с патрубком 27, соединяющим вакуумную камеру 9 с системой вакуумирования.
Нагрев контейнера 16 с порошковым материалом 28 осуществляется четырьмя секционными нагревателями 29, установленными на внутренней стороне каждой секции 23. Между нагревателями 29 и внутренними поверхностями секций 23 в пять рядов устанавливаются многорядные листовые экраны 30 из нержавеющей стали. Так как теплопередача в условиях вакуума осуществляется преимущественно за счет лучистого теплообмена, экраны 30 за счет отражающего эффекта защищают от нагрева стенки вакуумной камеры и усиливают нагрев контейнера 16 с порошковым материалом 28.
Пресс работает следующим образом.
В исходном состоянии верхний пуансон 8 с прессштемпелем находится в верхнем положении. Контейнер 16 размещен на тягах 18 внутри вакуумной камеры 9, при этом прессштемпель нижнего пуансона 11 установлен в отверстии контейнера 16 по скользящей посадке на некоторой глубине, образуя вместе с контейнером 16 закрытую с одной стороны полость.
После поворота вокруг колонны 2 пресса одной из секций 23 в открывшийся проем 22 заводится загрузчик-бункер (на чертеже не показан) с порошковым материалом 28. При совмещении загрузочного отверстия бункера с отверстием контейнера 16, открывается задвижка бункера и порошковый материал 28 в нужном количестве засыпается в рабочее отверстие контейнера 16 с последующим удалением бункера из вакуумной камеры 9. При осуществлении операции загрузки (разгрузки) остальные секции 23 также могут быть открытыми, что способствует более удобному проведению загрузочно-разгрузочных и вспомогательных работ.
Затем, в полость контейнера 9 на порошковый материал 28 устанавливают прессшайбу (на чертеже не показана), а на верхнем пуансоне 8 укрепляют прессштемпель. На следующем этапе включают гидропривод пресса и опускают верхний пуансон 8 вниз до упора прессштемпеля с прессшайбой, посредством которой уплотняют порошковый материал 28, после чего секции 23 вакуумной камеры 9 закрывают и поджимают гидрозамками 25.
Далее включают вакуумные насосы и создают внутри вакуумной камеры 9 требуемый вакуум. В процессе создания вакуума, на определенной величине разряжения, нагревательные элементы - секционные нагреватели 29 - начинают нагревать контейнер 16 с находящимся в нем порошковым материалом 28 до требуемых технологией температур. Нагревание осуществляется преимущественно за счет лучистой энергии, поступающей от секционных нагревателей 29, размещенных на минимально возможном расстоянии от поверхности контейнера и за счет отражающей способности экранов 30, установленных между нагревателями 29 и внутренней поверхностью секций.
После достижения необходимых значений температуры и вакуума система управления нагревом и создания вакуума переключается на автоматический режим поддержания этих значений, В процессе этого режима обеспечивается определенный уровень стабилизации вакуума и температуры.
Затем пуансон 8 с прессштемпелем перемещают вниз и происходит спрессовывание порошкового материала 28 в соответствии с заданным режимом деформирования, при этом скорость и усилие пресса (давление на прессштемпеле) поддерживаются на требуемом технологией уровне. Для дополнительной активации процессов диффузии и самодиффузии в порошковом материале контейнер 16 принудительно перемещают относительно порошковой заготовки 28, путем движения силовой рамы 12 с установленным на тягах 18 контейнером 16 за счет работы гидроцилиндра 15.
Сдвиг контейнера 16 в зоне контакта его поверхности с порошковым материалом 28 в заданных режимах позволяет получать качественные материалы с плотной структурой без дефектов поверхности в полуфабрикате.
Машина непрерывного литья с роторным кристаллизатором
Способ штамповки труднодеформируемых материалов (варианты)
Дорн с управляемым профилем рабочей поверхности для кристаллизатора машины непрерывного литья полых заготовок
Сплав на основе алюминия для паяных конструкций
Деформируемый сплав на основе алюминия для паяных конструкций
Жаропрочный сплав на основе хрома и способ выплавки сплава на основе хрома
Способ изготовления холоднодеформированных бесшовных труб (варианты) и жаропрочная бесшовная труба, изготовленная этим способом (варианты)
Способ получения фольги твердых припоев алюминиевых эвтектических сплавов
Способ изготовления холоднодеформированных бесшовных труб и жаропрочная бесшовная труба, изготовленная этим способом
Машина бесслитковой прокатки алюминиевого листа
Способ ввода модифицирующих добавок в расплавленный металл и устройство для его осуществления
Способ правки труб с наружными ребрами
Дорн с изменяющейся конусностью рабочей поверхности для кристаллизатора машины непрерывного литья полых заготовок
Дорн кристаллизатора машины непрерывного литья полых заготовок
Машина непрерывного литья с роторным кристаллизатором
Способ горячей многопроходной прокатки рессорных полос
Способ замоноличивания сваркой в среде защитных газов кромок гофр стенок корпусов трансформаторов с одновременной приваркой усиливающих прутков
Дорн с управляемым профилем рабочей поверхности для кристаллизатора машины непрерывного литья полых заготовок
Устройство для смены узла валков рабочих клетей

