Результат интеллектуальной деятельности: СОТОВЫЙ ЭЛЕМЕНТ С ПРОФИЛИРОВАННЫМ МЕТАЛЛИЧЕСКИМ ЛИСТОМ
Вид РИД
Изобретение
Настоящее изобретение относится к сотовому элементу с по меньшей мере одним корпусом и с по меньшей мере одной сотовой структурой для системы снижения токсичности отработавших газов (ОГ), имеющему по меньшей мере один металлический лист, который на по меньшей мере одном своем участке имеет возвышения и окружающий их краевой контур. Настоящее изобретение относится далее к применению подобных сотовых элементов в автомобилестроении.
Из уровня техники известно множество имеющих различное исполнение металлических компонентов для снижения токсичности ОГ, изготавливаемых из самых разнообразных металлических материалов и/или самой разнообразной формы. При этом используются металлические листы, применяемые, например, в качестве составной части корпуса, в качестве манжеты, в качестве промежуточного слоя или же для изготовления сотовой структуры из листов гладкой или профилированной тонкой фольги.
В отношении корпусов известно их снабжение с внутренней стороны желобками, бороздками или иными аналогичными элементами, назначение которых состоит в том, чтобы оказывать влияние на течение припоя между корпусом и сотовой структурой. В отношении используемой для образования сотовой структуры фольги известно также ее снабжение потоконаправляющими лопатками и/или микропрофильными или - рельефными структурами, обеспечивающими локальное воздействие на поток ОГ внутри канала (например, для изменения направления потока ОГ).
Несмотря на уже существующее многообразие решений в данной области техники все еще не удалось обеспечить выполнение всех требований, предъявляемых к сотовому элементу касательно придания ему прочной, аэродинамически оптимальной конструкции и касательно рентабельности его изготовления, соответственно экономного расходования идущих на его изготовление материалов. В этом отношении сохраняется потребность в дальнейшем усовершенствовании сотового элемента.
В основу настоящего изобретения была положена задача по меньшей мере частично снизить остроту рассмотренных выше в описании уровня техники проблем и прежде всего разработать сотовый элемент, который имел бы облегченную и более компактную конструкцию благодаря применению в ней особого металлического листа и который одновременно с этим обеспечивал бы высокую эффективность снижения токсичности ОГ и был бы рентабельным в изготовлении.
Указанные задачи решаются с помощью сотового элемента, заявленного в п.1 формулы изобретения. Различные предпочтительные варианты осуществления изобретения, а также предпочтительная область его применения представлены в соответствующих зависимых пунктах формулы изобретения. Необходимо отметить, что представленные по отдельности в зависимых пунктах формулы изобретения отличительные особенности изобретения могут использоваться в любом технически целесообразном сочетании друг с другом и могут образовывать тем самым другие варианты осуществления изобретения. Помимо этого представленные в формуле изобретения отличительные особенности изобретения более подробно рассмотрены и поясняются в последующем описании, в котором представлены также другие предпочтительные варианты осуществления изобретения.
В настоящем изобретении предлагается сотовый элемент с по меньшей мере одним корпусом и с по меньшей мере одной сотовой структурой для системы снижения токсичности ОГ, имеющий по меньшей мере один металлический лист, который представляет собой профилированную фольгу для образования сотовой структуры сотового элемента и/или образует корпус сотового элемента, причем металлический лист на участке, занимающем всю его поверхность, имеет возвышения и окружающий их краевой контур. При этом доля площади, занимаемой возвышениями на указанном участке металлического листа, составляет по меньшей мере 80%, а высота возвышений, измеряемая от краевого контура, равна максимум четырехкратной толщине металлического листа и/или корпуса.
Под сотовым элементом согласно изобретению прежде всего подразумевается проточный для текучей среды в преимущественном направлении ее потока монолитный сотовый элемент, имеющий расположенный с его входной стороны торец и отстоящий от него расположенный с выходной стороны торец и который образован, например, расположенными слоями по меньшей мере частично профилированными металлическими листами, которые образуют проходящие (примерно) в направлении потока каналы, размеры которых определяются волнистостью или гофрировкой части металлических листов. В этом случае сотовый элемент состоит в основном лишь из металлических компонентов, т.е. его корпус и сотовая структура образованы металлическими листами. Однако согласно изобретению возможно также использование сотовых элементов из по меньшей мере частично керамических материалов, применяемых для изготовления из них сотовой структуры.
Корпус сотового элемента обычно образует при этом его наружную боковую или окружную поверхность и охватывает по меньшей мере одну сотовую структуру с образованием проточной для текучей среды сотовой структуры. Расположенный в сотовом элементе металлический лист характеризуется наличием возвышений на по меньшей мере одном участке своей поверхности, каждое из которых окружено краевым контуром. Возвышение (в его продольном разрезе) представляет собой прежде всего выпуклость, бугорок, выгиб или иной аналогичный элемент и в предпочтительном варианте имеет в своей центральной части (локально ограниченный) максимум (равноотстоящий от всех краевых контуров), т.е. прежде всего не имеет никакой плоской горизонтальной поверхности большой площади. В особенно предпочтительном варианте все возвышения на соответствующем участке металлического листа выполнены одинаковыми по своим площади, высоте и форме. Сказанное означает далее, что возвышения окружены краевым контуром, соответственно расположены внутри краевого контура. Возвышения могут при этом иметь (у своего основания) любые внешние, соответственно краевые контуры, которые могут иметь прежде всего треугольную, четырехугольную, пятиугольную, а в остальном также многоугольную или же круглую, овальную либо иную аналогичную форму. В соответствии с этим краевые контуры образуют замкнутый периметр для каждого возвышения (у его основания) и представляют собой своего рода (линейную) границу между (непосредственно) соседними между собой возвышениями.
Возвышения в пределах того участка металлического листа, на котором они расположены, в предпочтительном варианте отделены одно от другого только самим краевым контуром и примыкают друг к другу, в результате чего внешний контур и возвышения прежде всего образуют, например, периодическую, регулярную, повторяющуюся рельефную структуру. При этом каждое отдельное возвышение в зависимости от своей формы непосредственно примыкает к по меньшей мере одному, двум или же нескольким соседним с ним возвышениям. Так, например, при выполнении возвышений с восьмиугольным основанием непосредственно вблизи первого возвышения может располагаться до восьми других возвышений, отделенных от него лишь окружающим его краевым контуром.
Как указано выше, на долю суммарной площади, занимаемой возвышениями на общей площади того участка металлического листа, на котором расположены возвышения и краевые контуры, приходится по меньшей мере 80% от этой общей площади указанного участка металлического листа. В частности, на долю площади, занимаемой возвышениями, приходится более 85%, предпочтительно более 90%, наиболее предпочтительно более 95%, от общей площади того участка металлического листа, на котором расположены возвышения и краевые контуры. Из сказанного следует, что преобладающая часть площади указанного участка (который в предпочтительном варианте занимает всю поверхность металлического листа) приходится на возвышения, т.е. краевой контур выполнен лишь в виде полосы и/или линии.
Эффект, достигаемый благодаря подобному расположению и выполнению возвышений и краевых контуров на металлическом листе, проявляется, например, в повышении жесткости металлического листа по сравнению с другими профилированными или же гладкими металлическими листами, которые в остальном обычно используются для изготовления из них сотовых элементов. Благодаря приданию металлическому листу трехмерной рельефной структуры в виде возвышений и краевых контуров образуется обладающая исключительно высокой жесткостью на изгиб и собственной жесткостью (формоустойчивостью) структура, которая тем самым позволяет использовать металлический лист сравнительно малой толщины. Использование такого металлического листа в конструкции сотового элемента одновременно позволяет придать ему благоприятные акустические свойства при его применении в системе выпуска ОГ, поскольку прежде всего подавляется возникновение низкочастотного резонанса. Профилированный таким путем металлический лист прежде всего гасит в системе выпуска ОГ колебания в диапазоне частот до 500 Гц. Помимо этого применение такого металлического листа в конструкции сотового элемента позволяет придать ему высокую термостойкость, поскольку трехмерная рельефная структура металлического листа прежде всего позволяет компенсировать возникающие в сотовом элементе напряжения, обусловленные его тепловым расширением.
Металлический лист с возвышениями и окружающими их краевыми контурами в предпочтительном варианте имеет только линейные и/или точечные места контакта с другими компонентами, соответственно с листами фольги предлагаемого в изобретении сотового элемента. При этом указанные места контакта с той стороны металлического листа, с которой краевые контуры представляют те его точки, которые на наибольшее расстояние выступают из плоскости металлического листа, предпочтительно являются линейными, тогда как места контакта с той стороны металлического листа, с которой на наибольшее расстояние из плоскости металлического листа выступают возвышения, являются точечными. Предлагаемый в изобретении сотовый элемент в предпочтительном варианте прежде всего характеризуется отсутствием плоских мест контакта металлического листа с другими компонентами, соответственно с листами фольги сотового элемента.
В одном из предпочтительных вариантов выполнения предлагаемого в изобретении сотового элемента металлический лист на том своем участке, на котором находятся возвышения и окружающие их краевые контуры, характеризуется единообразной степенью пластической деформации. Под единообразной степенью пластической деформации в данном контексте прежде всего подразумевается наличие одинаковой толщины у металлического листа во всех его точках несмотря на пластическое формоизменение изначально гладкого металлического листа с получением металлического листа с возвышениями и краевыми контурами. Благодаря подобной особой отличительной особенности металлического листа удается дополнительно повысить его жесткость на изгиб и собственную жесткость (формоустойчивость) при одновременно меньшей его толщине, поскольку металлический лист в пределах своего участка, на котором расположены возвышения и краевые контуры, не имеет никаких утоненных мест. Одновременно с этим пластически деформированный таким образом металлический лист обладает значительным запасом пластичности для последующих операций по пластическому формоизменению, например, для операции по пластическому формоизменению металлического листа, целью которого является образование гофрированного слоя либо иных рельефных или профильных структур.
Металлический лист подвергают при этом пластическому формоизменению на одном его участке для образования на нем возвышений и краевых контуров особым способом, заключающимся в том, что металлический лист помещают на матрицу, на которую он опирается своей зоной, где должен располагаться краевой контур, и затем снаружи воздействуют находящейся под давлением рабочей средой, в результате чего в металлическом листе формируются, соответственно выдавливаются возвышения над краевыми контурами. Благодаря равномерному приложению давления рабочей среды к металлическому листу достигается равномерное пластическое течение материала с возможностью обеспечения таким путем одинаковой его толщины и в зоне краевого контура, и в зоне возвышений. При этом опорная матрица имеет в основном рельефную структуру, соответствующую краевым контурам, располагающимся вокруг возвышений.
В особом варианте выполнения предлагаемого в изобретении сотового элемента металлический лист представляет собой профилированную фольгу для образования сотовой структуры сотового элемента. Сказанное означает, в частности, что металлические листы можно располагать слоями для образования таким путем каналов, проходящих в направлении потока текучей среды. В этом случае металлический лист используется в первую очередь для воздействия на характер потока ОГ при его прохождении через сотовую структуру.
Придание металлическому листу особой рельефной структуры в виде возвышений и краевых контуров позволяет также улучшить тепло- и массопередачу в сотовой структуре вследствие самоиндуцированного распределения потока текучей среды (образование вихревого потока). Именно благодаря использованию металлического листа в комбинации, например, с листами гладкой фольги обеспечиваются движение потока текучей среды в каждом из каналов с различными скоростями и создание тем самым в проходящем по каналам потоке текучей среды завихряющей составляющей, способствующей переходу ламинарного течения в турбулентное и интенсифицирующей тем самым массоперенос внутри одного канала.
Помимо этого благодаря приданию особой формы металлическому листу повышается эффективность компенсации его теплового расширения. Металлический лист из-за наличия у него трехмерной рельефной структуры в виде возвышений с высокой долей занимаемой ими площади прежде всего расширяется в меньшей степени, чем другие известные типы фольги, благодаря чему уменьшается уровень тепловых напряжений, возникающих между краевой и центральной зоной сотовой структуры, и тем самым повышается выносливость сотового элемента до момента его выхода из строя вследствие механической поломки.
Использование подобного металлического листа позволяет далее оптимизировать акустические свойства металлической основы (матрицы), соответственно улучшить резонансные свойства, поскольку сотовая структура у предлагаемого в изобретении сотового элемента обладает благодаря приданию металлическому листу особой рельефной структуры в виде возвышений и окружающих их краевых контуров гораздо лучшими виброакустическими и гасящими нежелательные колебания свойствами, чем сопоставимые с ней металлические сотовые структуры, изготовленные из обычных металлических листов.
Придание металлическому листу вышеописанной рельефной структуры позволяет при той же его толщине прежде всего значительно повысить его прочность по сравнению в первую очередь с гладкими металлическими листами (слоями). Прочность металлического листа с предлагаемой в изобретении рельефной структурой может превышать прочность гладкой или же профилированной фольги на величину, достигающую 30%.
Кроме того, особо щадящее пластическое формоизменение металлического листа, который в соответствии с этим характеризуется единообразной степенью пластической деформации в зоне расположения возвышений и краевых контуров, позволяет исключить появление микроповреждений в металлическом листе (например, в виде волосных трещин и иных аналогичных дефектов).
Исключительно равномерное пластическое деформирование металлического листа (постоянная толщина металлического листа после его обработки давлением) позволяет далее практически полностью исключить повреждение возможно имеющихся рельефных структур на его поверхности, соответственно покрытий благодаря возможности однородного пластического деформирования металлического листа во всех местах в пределах того его участка, на котором в результате пластического формоизменения образуются возвышения и краевые контуры.
Помимо этого металлический лист при таком его пластическом формоизменении, которое практически не сопровождается утонением материала, прежде всего обладает значительным запасом пластичности для последующих операций по пластическому формоизменению.
В еще одном варианте выполнения предлагаемого в изобретении сотового элемента по меньшей мере одна первая стенка по меньшей мере одного канала сотовой структуры сотового элемента по меньшей мере частично образована профилированной фольгой, и дополнительно по меньшей мере одна вторая стенка канала по меньшей мере частично образована по меньшей мере одним элементом из группы, включающей гофрированный слой, гладкий слой и нетканый материал.
Благодаря подобному выполнению по меньшей мере отдельных каналов сотовой структуры сотового элемента обеспечивается движение проходящего по ним потока текучей среды вблизи их стенок с разными скоростями. При этом скорость потока текучей среды возрастает в той зоне металлического листа, где расположены возвышения и краевые контуры, вследствие чего прежде всего при наличии гладкой противоположной стенки канала происходит "волнообразное" поперечное завихрение потока ОГ и тем самым обеспечивается постоянное перемешивание потока текучей среды. В результате прежде всего улучшается массоперенос вследствие увеличения градиента содержания вредных веществ и градиента концентрации между каналом и его стенкой.
Металлический лист и/или указанный выше элемент (в первую очередь металлический элемент) может быть снабжен покрытием, главным образом каталитически активным покрытием, пригодным для превращения содержащихся в потоке ОГ вредных веществ в безвредные.
В следующем предпочтительном варианте выполнения предлагаемого в изобретении сотового элемента профилированная фольга и/или (металлический) элемент имеют/имеет отверстия и не имеют/имеет встроенных элементов. Благодаря наличию отверстий (дыр, пор и т.д., предпочтительно, однако, отверстий с поперечным сечением размером по меньшей мере один квадратный миллиметр или даже один квадратный сантиметр) в профилированной фольге, соответственно в (металлическом) элементе интенсифицируется перемешивание потока текучей среды даже за пределами отдельных каналов, т.е. между отдельными каналами. Таким путем можно прежде всего обеспечить гомогенное распределение потока текучей среды, соответственно вредных веществ в сотовом элементе. Равным образом можно отказаться от выполнения выступающих в канал встроенных элементов, таких, например, как потоконаправляющие лопатки или иные аналогичные элементы. Тем самым создание турбулентного потока возможно без значительного падения давления по длине канала. Использование металлического листа в качестве профилированной фольги для образования сотовой структуры делает, таким образом, излишним наличие дополнительных встроенных элементов, которые были бы пригодны для завихрения, перемешивания, отклонения потока текучей среды и оказания на него иного воздействия.
При использовании металлического листа в качестве профилированной фольги прежде всего применяют металлический лист толщиной от 30 до 120 мкм, главным образом от 60 до 80 мкм. Ограничение высоты возвышений должно обеспечивать прежде всего возможность щадящего пластического формоизменения металлического листа и достижение указанных в настоящем описании эффектов (таких как образование вихревого потока без значительного падения давления).
В еще одном особом варианте выполнения предлагаемого в изобретении сотового элемента металлический лист образует корпус сотового элемента. Металлический лист благодаря его выполнению с особой рельефной структурой в виде возвышений и краевых контуров обладает прежде всего при его применении в качестве корпуса сотового элемента высокой формоустойчивостью, которая может превышать формоустойчивость сопоставимых корпусов на величину, достигающую 30%. Наличие у корпуса повышенной формоустойчивости позволяет дополнительно снизить расход идущего на его изготовление материала.
Наряду с преимуществами, описанными выше применительно к использованию металлического листа в качестве профилированной фольги, именно при его использовании в качестве корпуса сотового элемента обеспечивается благоприятное воздействие на акустические характеристики компонентов для снижения токсичности ОГ. Именно в данном случае подавляется возникновение низкочастотного резонанса в диапазоне частот от 0 до 500 Гц. При этом металлический лист профилирован на соответствующем его участке таким образом, что рельефная структура по длине некоторой осевой части корпуса проходит по всему его периметру и периодически повторяется в окружном направлении.
Выражение "периодически повторяется" при этом означает, в частности, что рельефная структура металлического листа, образованная возвышениями и краевыми контурами, расположена в окружном направлении непрерывно без разрывов или пропусков, что соответствует отсутствию апериодических рельефных структур в окружном направлении корпуса сотового элемента.
Корпус прежде всего у одного или обоих своих торцов имеет гладкую в окружном направлении поверхность, благодаря которой обеспечивается возможность максимально простого соединения корпуса с другими, имеющими соответствующие фланцы компонентами для снижения токсичности ОГ, например, с выпускными трубопроводами.
Возвышения на металлическом листе в предпочтительном варианте обращены внутрь корпуса, что позволяет соединять с корпусом в зоне вершин возвышений промежуточный слой или сотовую структуру либо иные средства. Помимо этого в предлагаемом в изобретении корпусе можно также располагать занимающую часть его поперечного сечения сотовую структуру, которая при определенных условиях может даже иметь собственный корпус, с образованием в результате полости между корпусом из предлагаемого в изобретении металлического листа и этой сотовой структурой. В том случае, когда выпуклости у предлагаемого в изобретении металлического листа, используемого в качестве корпуса сотового элемента, обращены внутрь, образуются прежде всего точечные места контакта такого металлического листа с листами фольги, соответственно слоями, которые образуют систему каналов в сотовой структуре сотового элемента. В том же случае, когда возвышения на металлическом листе, используемом в качестве корпуса сотового элемента, обращены радиально наружу, образуются преимущественно линейные места контакта такого металлического листа с листами фольги, соответственно слоями, которые образуют систему каналов в сотовой структуре сотового элемента.
В еще одном предпочтительном варианте выполнения предлагаемого в изобретении сотового элемента образующий его корпус металлический лист имеет свою толщину, а возвышения имеют высоту, измеряемую от краевого контура и равную максимум трехкратной, предпочтительно максимум двукратной, толщине металлического листа. Толщина металлического листа в данном случае значительно превышает толщину профилированной фольги, например, составляет от 0,6 до 2,0 мм, прежде всего от 0,8 до 1,5 мм.
Применение предлагаемого в изобретении сотового элемента, которое является еще одним объектом изобретения, отличается тем, что сотовый элемент применяют в качестве улавливателя твердых частиц или носителя каталитического нейтрализатора для снижения токсичности ОГ, образующихся при работе двигателей внутреннего сгорания. Сотовый элемент при этом также можно применять в качестве снабженного покрытием улавливателя твердых частиц.
Следующим объектом изобретения является автомобиль с предлагаемым в изобретении сотовым элементом.
Ниже изобретение, а также необходимые для его реализации технические средства более подробно рассмотрены со ссылкой на прилагаемые к описанию чертежи. Необходимо отметить, что на этих чертежах представлены наиболее предпочтительные варианты осуществления изобретения, которые, однако, не ограничивают его объем. На прилагаемых к описанию (схематичных) чертежах, в частности, показано:
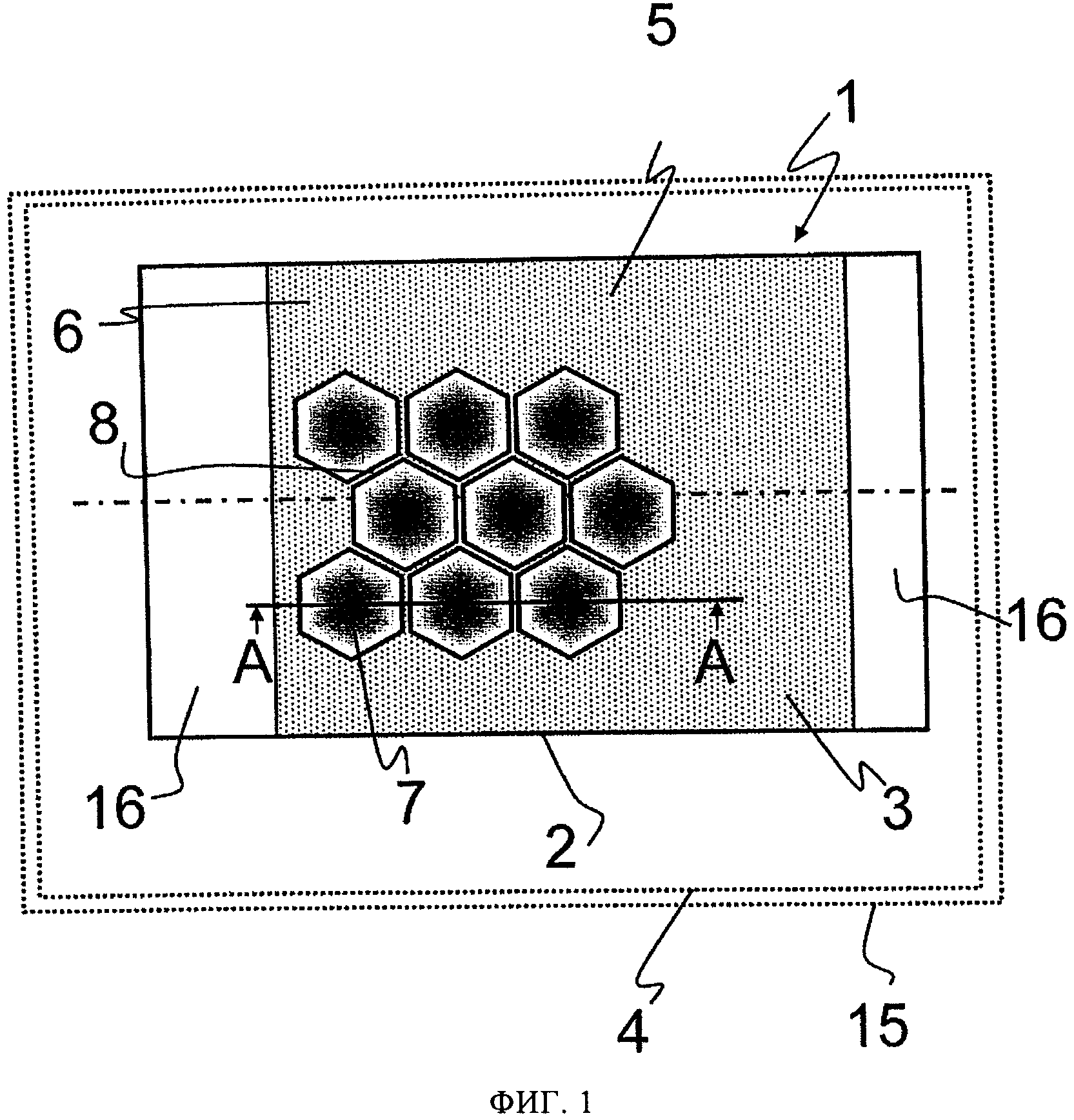
на фиг.1 - сотовый элемент с корпусом, изготовленным с использованием предлагаемого в изобретении металлического листа,
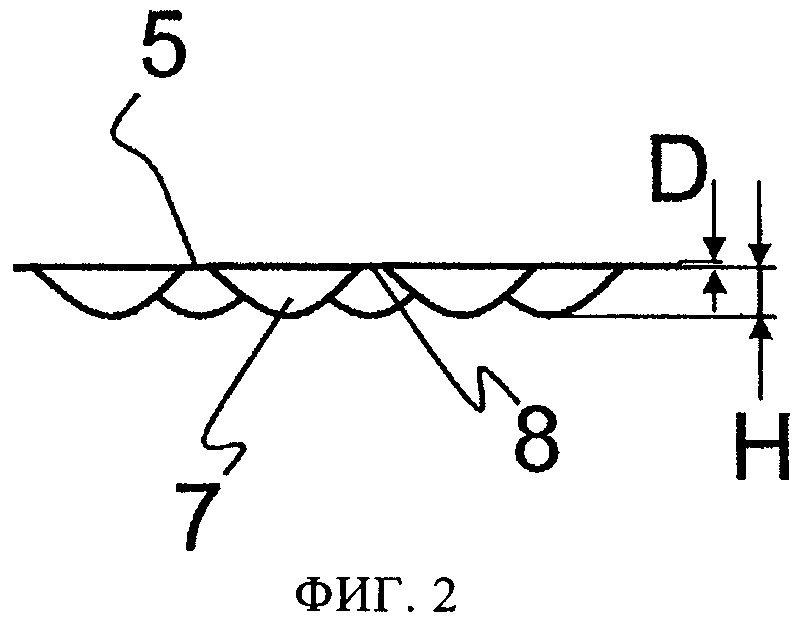
на фиг.2 - вид в разрезе корпуса, изображенного на фиг.1, и
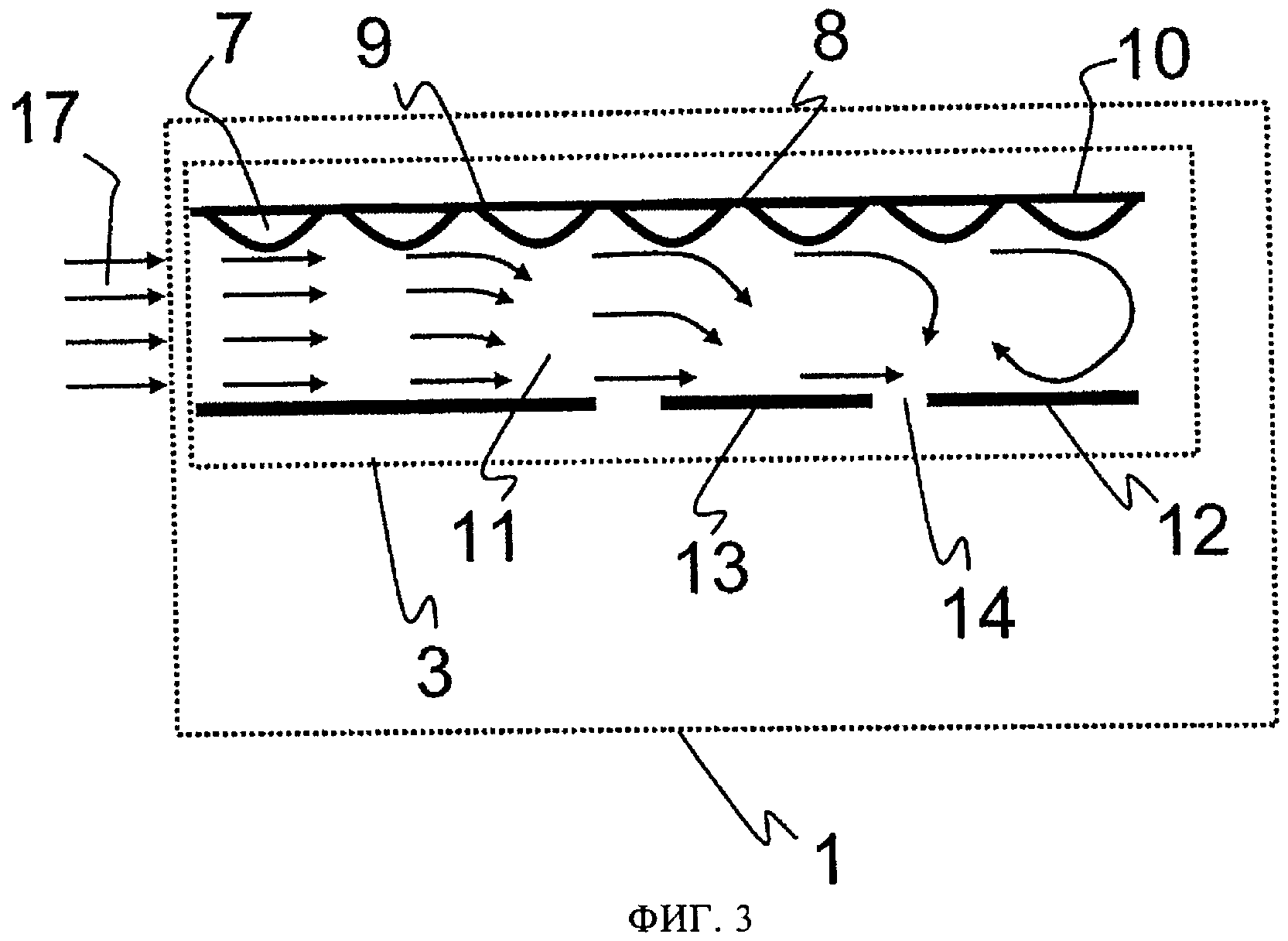
на фиг.3 - проточный для текучей среды канал в сотовой структуре.
На фиг.1 схематично показан сотовый элемент 1, являющийся компонентом системы 4 снижения токсичности ОГ, которой оснащен автомобиль 15 (обозначен на чертеже лишь условно). Такой сотовый элемент 1 в данном случае образован корпусом 2 и расположенной в нем сотовой структурой 3 (обозначена на чертеже лишь условно). В данном случае корпус выполнен из металлического листа 5, имеющего возвышения 7 и краевой контур 8 (показан лишь частично).
Корпус 2 имеет при этом проходящий в его окружном направлении участок 6, в пределах которого металлический лист 5 образован только возвышениями 7 и краевыми контурами 8. При этом каждый из краевых контуров 8 окружает соответствующее возвышение 7 по всему его периметру. Участок 6 в направлении к примыкающим к нему участкам 16 корпуса 2 оканчивается увеличенным краевым контуром 8. Выбранная в рассматриваемом варианте форма возвышений 7 и краевых контуров 8 в качестве примера проиллюстрирована на фиг.2 в сечении плоскостью А-А (фиг.1). В любом случае на долю площади, занимаемой возвышениями 7 на участке 6, приходится по меньшей мере 80% (общая площадь минус площадь краевого контура).
На фиг.2 корпус 2 сотового элемента 1 схематично показан в разрезе плоскостью А-А по фиг.1. Металлический лист 5 имеет при этом в пределах участка 6 возвышения 7 и краевые контуры 8, которые отделяют каждое из возвышений 7 одно от другого и одновременно окружают каждое из них по всему его периметру. В отличие от возвышений 7 краевые контуры выполнены практически плоскими и прежде всего гладкими, при этом они, как очевидно, согласованы с конкретной наружной формой корпуса 2.
Металлический лист 5 имеет при этом толщину D, а возвышения 7 на нем имеют высоту Н, измеряемую от обращенной к возвышению 7 стороны металлического листа 5 до его наружной поверхности в месте нахождения возвышения 7, т.е. до вершины последнего. Из приведенного на фиг.2 изображения со всей очевидностью следует, что в одном из особенно предпочтительных вариантов выполнения металлического листа 5 возвышения 7 расположены со смещением друг относительно друга в окружном направлении корпуса 2, который благодаря этому приобретает высокую жесткость на изгиб, соответственно высокую собственную жесткость (формоустойчивость).
У показанного на фиг.1 и 2 корпуса 2 возвышения 7 и краевые контуры 8 проходят по всему его периметру в пределах ограниченного в осевом направлении участка 6, при этом периодичность расположения возвышений 7 и краевых контуров 8 в окружном направлении не нарушается.
На фиг.3 схематично показан проточный для потока 17 ОГ канал 11 в сотовой структуре 3 сотового элемента 1. Канал 11 ограничен различными стенками, первая 10 из которых образована профилированной фольгой 9, имеющей возвышения 7 и краевые контуры 8 на по меньшей мере одном отдельном участке образуемой ею стенки канала. Вторая ограничивающая канал 11 стенка 12, которая в данном случае расположена напротив первой стенки 10, образована металлическим элементом 13, который может представлять собой, например, гладкий слой (по типу фольги), гофрированный слой (по типу фольги) или же нетканый материал (из тонких проволочек). В отличие прежде всего от профилированной фольги 9 вторая стенка выполнена гладкой, соответственно ровной, соответственно не профилированной. Вследствие подобного выполнения стенок канала 11 поток 17 ОГ движется в нем с разными скоростями и в разных направлениях, что обозначено на фиг.3 стрелками разных длины и формы. При этом поток 17 ОГ ускоряется вблизи первой стенки 10 канала 11, образованной профилированной фольгой 9, и по этой причине отклоняется в направлении второй стенки 12. Возвышения 7 профилированной фольги 9 способствуют переходу ламинарного течения в турбулентное. При этом в канале 11 прежде всего образуется волнообразный вихревой поток 17 ОГ, благодаря чему улучшается массоперенос потока 17 ОГ между полостью канала 11 и его стенками (10, 12), которые при необходимости снабжены покрытием.
Элемент 13 дополнительно снабжен множеством распределенных по длине канала отверстий 14, которые обеспечивают возможность перемешивания потока 17 ОГ между отдельными каналами 11, которые в остальном (при определенных условиях аэродинамически) отделены один от другого стенками (10, 12), и тем самым способствуют гомогенизации потока 17 ОГ по всему поперечному сечению сотовой структуры 3.
Настоящее изобретение не ограничено рассмотренными выше вариантами его осуществления. Более того, в объеме формулы изобретения возможны многочисленные варианты его осуществления и модификации.
Предназначенный для позиционирования припоя соединительный материал с подложкой и дискретно расположенным на ней припоем, способ изготовления сотового элемента с использованием такого соединительного материала и соответствующий сотовый элемент
Система выпуска отработавших газов с устройством для обработки отработавших газов и теплообменником в трубопроводе рециркуляции отработавших газов (варианты)
Способ регулирования состава горючей смеси, система выпуска отработавших газов, предназначенная для его осуществления, и транспортное средство с такой системой
Металлическая сотовая структура и способ ее изготовления
Корпус для сотового элемента, носитель каталитического нейтрализатора с таким корпусом и способ изготовления носителя каталитического нейтрализатора
Способ удаления частиц сажи из отработавших газов и соответствующий улавливатель
Сотовая структура и способ нанесения клея и припоя при ее изготовлении
Сотовый элемент с по меньшей мере частично керамической структурой и с отверстием под датчик и способ изготовления такого сотового элемента
Носитель каталитического нейтрализатора и каталитический нейтрализатор с таким носителем
Каталитический преобразователь для нейтрализации отработавших газов двигателя внутреннего сгорания
Носитель каталитического нейтрализатора для двухколесных или дизельных транспортных средств
Способ нанесения припоя на конструкцию
Способ изготовления помещаемого в кожух сотового элемента

