Результат интеллектуальной деятельности: СПОСОБ КОВШОВОГО МОДИФИЦИРОВАНИЯ РАСПЛАВА ЧУГУНА ЛЕГКИМИ МАГНИЙСОДЕРЖАЩИМИ ЛИГАТУРАМИ
Вид РИД
Изобретение
Изобретение относится к металлургии, в частности к способу получения высокопрочного чугуна с шаровидным и вермикулярным графитом ковшовым модифицированием легкими магнийсодержащими лигатурами.
Широко известно, что для получения высокопрочных чугунов с шаровидным и вермикулярным графитом легкими лигатурами (удельный вес меньше удельного веса расплава чугуна) применяют такие способы ковшового сфероидизирующего модифицирования как «сэндвич-процесс», «ковш с крышкой» и др. (Knustad, О. Проблемы, возникающие при производстве высокопрочных чугунов. Обзор существующих способов получения ВЧ и используемых модификаторов [Текст] / О. Knustad // Литейщик России. - 2011. - №4. - С.19-26; Косников, Г.А. Основы литейного производства [Текст] / Г.А.Косников. - СПб: СПбГПУ, 2002. - 204 с.; Александров, Н.Н. Высококачественные чугуны для отливок [Текст] / Н.Н.Александров. - М: Машиностроение, 1982. - 222 с.; патент РФ №2074894). Существующие способы ковшового сфероидизирующего модифицирования предполагают использование специальных технологических схем для размещения модификатора, например, таких как реакционный карман для модификатора на днище ковша, и/или дополнительного оборудования для наполнения ковша расплавом чугуна из печи, таких как крышка-резервуар с отверстием для накопления расплава чугуна из печи и дозированной его подачи в ковш, вилочный погрузчик для снятия и одевания крышки на ковш.
Недостатками всех известных способов ковшового сфероидизирующего модифицирования чугуна являются: повышенная трудоемкость, необходимость применения дополнительного оборудования и техники, снижение производительности труда.
Задачей настоящего изобретения является снижение трудоемкости, отказ от применения дополнительного оборудования и техники, повышение производительности труда.
Технический результат при осуществлении изобретения заключается в создании упрощенного по сравнению с «сэндвич-процессом» способа ковшового модифицирования высокопрочного чугуна не требующего использования дополнительного оборудования и техники и позволяющего стабильно получать необходимое качество чугуна в отливках.
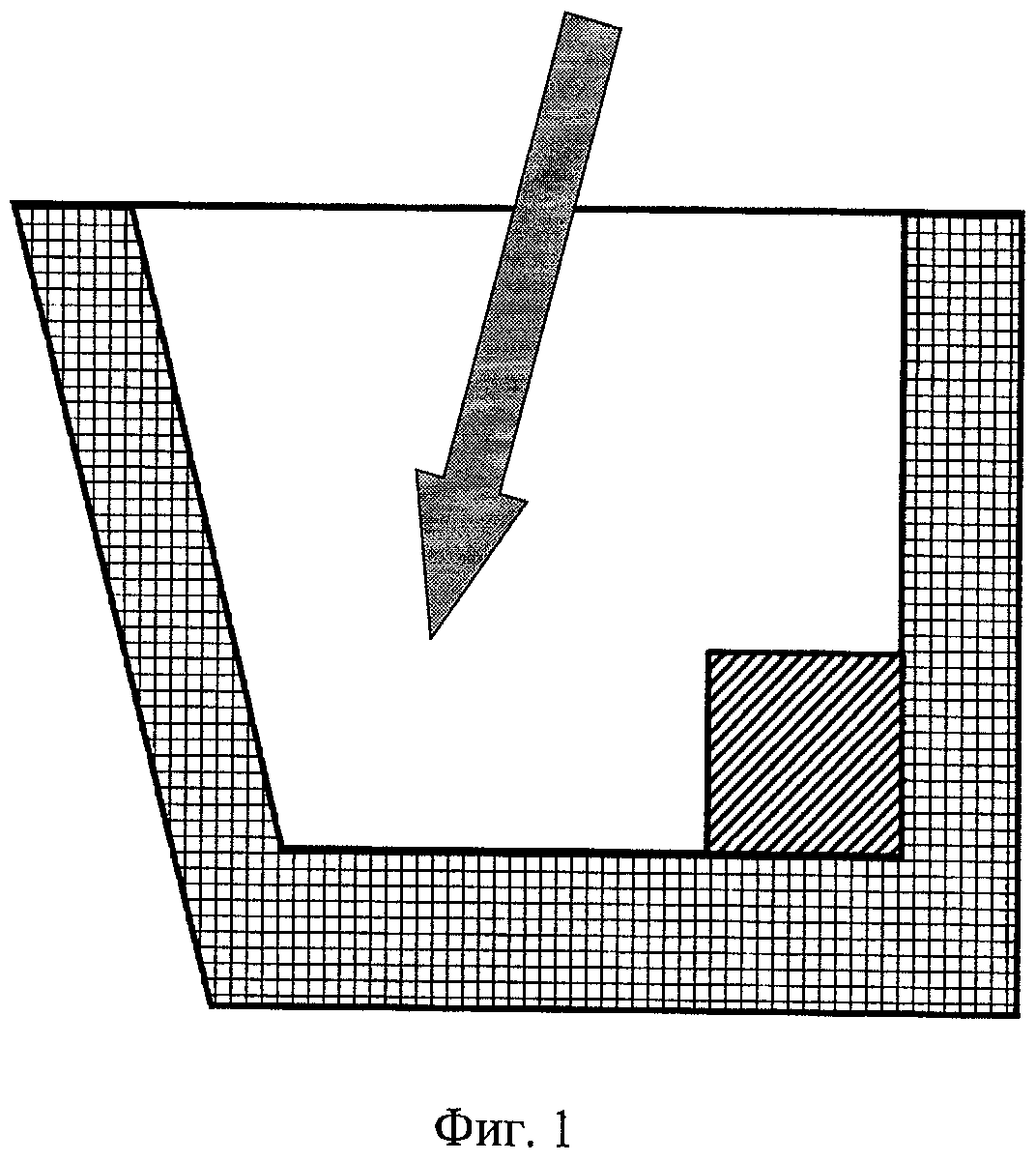
Поставленная задача решается тем, что разработан способ ковшового сфероидизирующего модифицирования (фиг.1), в соответствии с которым в задней части днища ковша (напротив носка) с помощью наклонного желоба располагают один или несколько в зависимости от массы обрабатываемого чугуна расплавляемых сварных контейнеров из листовой стали толщиной 1,5…2,0 мм насыпным объемом до 10 кг с плотно упакованным сфероидизирующим модификатором («легкая» лигатура типа ФСМг) и герметично закрытых, после чего ковш интенсивно за время не более 40 с заполняется расплавом чугуна с направлением струи в свободную (носковую) часть днища ковша.
Выполнение условия быстрого наполнения ковша расплавом чугуна обусловлено тем, что «плавящийся» контейнер, изготовленный из листовой стали толщиной 1,5…2,0 мм, расплавляется достаточно быстро, а скорость реакции расплава чугуна с модификатором высока. Однако самая активная фаза реакции расплава чугуна с модификатором при данном способе модифицирования протекает менее интенсивно, чем при «сэндвич-процессе», и не сопровождается сильным вскипанием и барботажем, что подтверждено визуальной оценкой протекания процесса. Иначе разработанный способ ковшового модифицирования расплава чугуна легкими магнийсодержащими лигатурами может быть назван как «сэндвич-процесс с плавящимся реакционным карманом».
Исследования, проведенные по источникам патентной и научно-технической информации, показали, что заявляемый способ получения высокопрочных чугунов с шаровидной и вермикулярной формой графита ковшовым модифицированием легкими лигатурами неизвестен и явным образом не следует из изученного уровня техники, то есть соответствует критериям «новизна» и «изобретательский уровень».
Заявляемый способ модифицирования может быть использован в условиях чугунолитейного производства и соответствует критерию «промышленная применимость».
Результаты анализа состава, структуры и свойств отливок деталей из высокопрочного чугуна марок ВЧ50 (2101-2402018 «Картер редуктора заднего моста» и 2101-3103015 «Ступица переднего колеса») и Gh56-40-05 (2108-2303018 «Коробка дифференциала») (таблицы 1, 2), полученных посредством контейнерного модифицирования модификатором ФСМг6, показали их полное соответствие нормативно-техническим требованиям к материалу отливок.
|
|
Поворотное устройство автоматической линии
Способ многодуговой сварки листовых сварных заготовок
Способ получения высокопрочного чугуна с вермикулярным графитом внутриформенным модифицированием лигатурами системы fe-si-рзм
Способ изготовления листовой сварной заготовки для штамповки деталей автомобиля
Листовая сварная заготовка для штамповки деталей кузова автомобиля
Штамп для вытяжки сложного крупногабаритного полуфабриката из листовой заготовки на прессе (варианты)
Способ штамповки коробки из листовой заготовки на прессе двойного действия
Стенд для усталостных испытаний групп образцов при циклическом изгибе
Способ измерения шума производимого шинами автотранспортного средства находящегося в движении
Способ малоотходной двухрядной вырубки заготовок из ленты (варианты)
Устройство для сборки базовой детали с деталью-осью
Поворотное устройство автоматической линии
Способ многодуговой сварки листовых сварных заготовок
Способ получения высокопрочного чугуна с вермикулярным графитом внутриформенным модифицированием лигатурами системы fe-si-рзм
Способ изготовления листовой сварной заготовки для штамповки деталей автомобиля
Листовая сварная заготовка для штамповки деталей кузова автомобиля
Штамп для вытяжки сложного крупногабаритного полуфабриката из листовой заготовки на прессе (варианты)
Способ штамповки коробки из листовой заготовки на прессе двойного действия
Стенд для усталостных испытаний групп образцов при циклическом изгибе
Способ измерения шума производимого шинами автотранспортного средства находящегося в движении

