Результат интеллектуальной деятельности: ОСНАСТКА ДЛЯ ФОРМОВАНИЯ РАМЫ ИЛЛЮМИНАТОРА
Вид РИД
Изобретение
Область техники.
Изобретение относится к области самолетостроения или судостроения, и конкретно к конструкции оснастки, предназначенной для формования детали рамы (окантовки) иллюминатора, устанавливаемой в корпусе летательного аппарата или судна. Рама иллюминатора необходима для крепления стекла иллюминатора, восстановления жесткости конструкции корпуса летательного аппарата или судна, нарушенной вскрытием отверстия под иллюминатор, обеспечения герметичности корпуса. Рама иллюминатора должна иметь минимально возможную массу и не нарушать обтекаемость корпуса.
Уровень техники.
Известна оснастка для формования рамы иллюминатора, представляющая собой пресс-форму, состоящую из верхней и нижней частей, внутри каждой из которых размещены внутренний и внешний литейные элементы. Предварительно изготавливают из волокна преформу, образованную из нескольких слоев. При этом преформа может быть выполнена как цельная заготовка или, по технологии составления преформы, из отдельных элементов. Преформу помещают между двумя литейными элементами оснастки (пресс-формы), после чего пресс-форму закрывают, и в нее под давлением инжектируют подогретую до необходимой температуры смолу. Затем заготовку рамы отверждают внутри пресс-формы (см. патент US 7988093). В указанном патенте отсутствует информация об особенностях конструктивного выполнения пресс-формы, определяющих порядок сборки ее частей в единую оснастку, а также не проработан вопрос герметизации формообразующей полости, в которой происходит формование рамы иллюминатора. В результате не представляется возможным оценить качество изделия, получаемого при использовании оснастки по патенту.
Ближайшим аналогом к заявляемому изобретению является оснастка для формования окантовки (рамы) иллюминатора, содержащая разъемную форму, включающую верхнюю и нижнюю части и штуцера для подачи связующего. Верхняя и нижняя части выполнены каждая в виде плиты, с отверстиями под нагревательные элементы, параллельными основанию плиты. Верхняя плита имеет канавку под силиконовый уплотнитель, каналы для пропитки, отверстия для фиксации направляющих пальцев. Нижняя плита имеет канавки под уплотнитель, размещенные эквидистантно фланцу окантовки, и направляющие пальцы. Оснастка снабжена формообразующими элементами: центральным вкладышем с поверхностью повторяющей внутренний контур окантовки по фланцу и высоте, с проточкой по всей длине под уплотнитель, и периферийным секционным вкладышем, повторяющим наружный контур окантовки по фланцу и высоте. Центральный вкладыш снабжен центрирующими штифтами, взаимодействующими с отверстиями в нижней плите (см. патент RU 97086 U1). Одним из недостатков известной оснастки является отсутствие точного позиционирования центрального и периферийного формообразующих вкладышей относительно друг друга, а также отсутствие фиксация секций периферийного формообразующего вкладыша и возможность его непредсказуемого смещения при сборке оснастки, в связи с чем может быть не обеспечен требуемый зазор между формообразующими поверхностями вкладышей по всему периметру и, как следствие, не обеспечено точное соответствию формы полученной детали форме рамы иллюминатора. Кроме того, упомянутое отсутствие фиксации секций периферийного вкладыша влечет за собой необходимость использования, в качестве заготовки из армирующего наполнителя, преформы в виде единой детали, соответствующей заготовке рамы иллюминатора, формуемой в оснастке. Однако процесс изготовления такой преформы, имеющей сложный профиль, является технологически трудоемким и затратным, а совмещение преформы с остальными деталями оснастки (плитами и вкладышами) затруднено с одной стороны из-за сложности ее формы, и с другой - из-за нестабильного положения вкладышей. Размещение нагревателей в верхней и нижней частях разъемной формы оснастки требует увеличения толщины стенок частей формы и, следовательно, утяжеляет оснастку. Кроме того, значительный вес оснастки обусловлен необходимостью выполнения центрального вкладыша в виде монолитной сплошной детали, что также увеличивает вес оснастки. При этом не представляется возможным выполнить центральный вкладыш с центральной выборкой (вырезом) для снижения его веса, т.к. при наличии такой выборки будет происходить затекание в нее связующего. Для предотвращения затекания потребуется дополнительная герметизация зоны формования, однако в известной оснастке такая герметизация возможна лишь на другом уровне по сравнению с уже имеющейся герметизацией указанной зоны, что крайне нежелательно, поскольку при стяжке частей разъемной формы необходимая герметизация не будет обеспечена.
Раскрытие изобретения
Задачей настоящего изобретения является создание конструкции оснастки для формования рам иллюминатора различных конфигураций, в которой обеспечено устранение указанных недостатков.
Технический результат, достигаемый при использовании заявляемого изобретения, заключается в повышении качества рам иллюминатора, отформованных в предлагаемой оснастке, в снижении веса оснастки, в упрощении и удешевлении всего процесса изготовления рамы иллюминатора.
Для достижения указанного технического результата предлагается конструкция оснастки для формования рамы иллюминатора из полимерного композиционного материала, содержащая опорную плиту, замыкающую плиту, и установленные между указанными плитами центральный и секционный периферийный формообразующие вкладыши. Вкладыши примыкают к опорной и замыкающей плитам своими нижними и верхними торцовыми поверхностями. Центральный вкладыш выполнен с наружной боковой формообразующей поверхностью по всему периметру, определяющей конфигурацию внутренней контурной поверхности рамы иллюминатора. Периферийный вкладыш имеет форму замкнутого обрамления, обусловленную конфигурацией рамы иллюминатора, и охватывает центральный вкладыш по периметру его наружной формообразующей поверхности со стороны своей внутренней формообразующей поверхности, определяющей конфигурацию наружной контурной поверхности рамы иллюминатора. Формообразующие поверхности центрального и периферийного вкладышей выполнены с обеспечением образования между этими поверхностями и опорной плитой замкнутой герметизированной полости для формования рамы иллюминатора, сообщающейся со штуцерами подачи связующего. Оснастка дополнительно включает ограничительный вкладыш, имеющий форму замкнутого обрамления, расположенный между опорной и замыкающей плитами и примыкающий к ним своими нижней и верхней торцовыми поверхностями и охватывающий периферийный вкладыш по периметру его боковой наружной поверхности с прилеганием к последней своей внутренней поверхностью. Центральный и периферийный формообразующие вкладыши закреплены на замыкающей плите с обеспечением заданного зазора между их формообразующими поверхностями по всему периметру.
Примыкающие друг к другу поверхности плит и вкладышей выполнены плоскими.
Центральный вкладыш выполнен с центральным отверстием, внутри которого закреплена планка, выполняющая функцию рукоятки для захвата указанного вкладыша.
Благодаря закреплению центрального формообразующего вкладыша и секций периферийного формообразующего вкладыша на замыкающей плите в положении, создается точное позиционирование вкладышей относительно друг друга, предотвращается возможность смещения секций периферийного вкладыша при сборке оснастки и, в результате, обеспечивается необходимый (заданный) стабильный зазор между формообразующими поверхностями вкладышей по всему периметру и достигается такое качество формования, при котором полученное в результате формования изделие соответствует по всем геометрическим параметрам взятой за основу раме иллюминатора. При этом появляется возможность использовать преформу из нескольких частей несложной конфигурации, которые, благодаря точному позиционированию вкладышей относительно друг друга, при сборке оснастки будут скомпонованы в единую преформу сложной конфигурации. В результате процесс получение преформы значительно упростится, а следовательно, и упроститься технология изготовления рамы иллюминатора в целом, при этом при сборке оснастки не потребуется производить сложные манипуляции по совмещению преформы с деталями оснастки. Использование ограничительного вкладыша, охватывающего периферийный вкладыш, также способствует стабилизации положения секций периферийного вкладыша и, кроме того, обеспечивает дополнительную герметизацию зоны формования, предотвращая вытекание связующего.
Краткое описание чертежей
Изобретение иллюстрируется чертежами, где
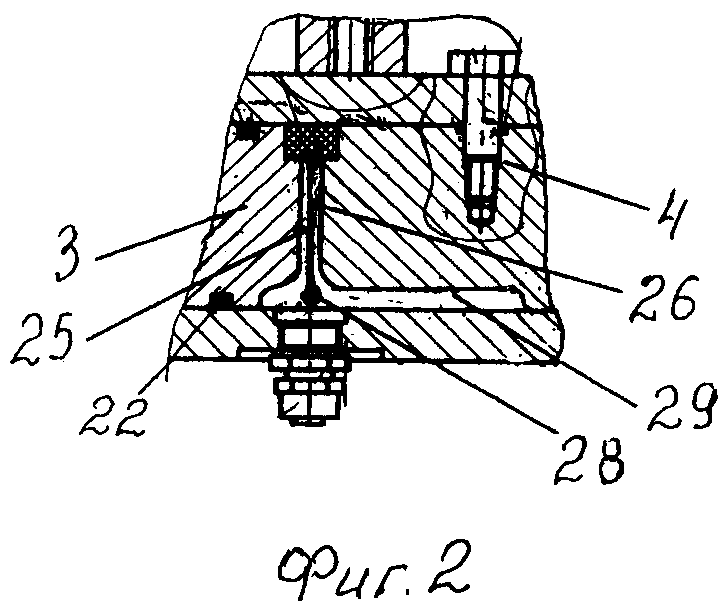
На фиг.1 изображена предлагаемая оснастка, вид спереди с частичным разрезом;
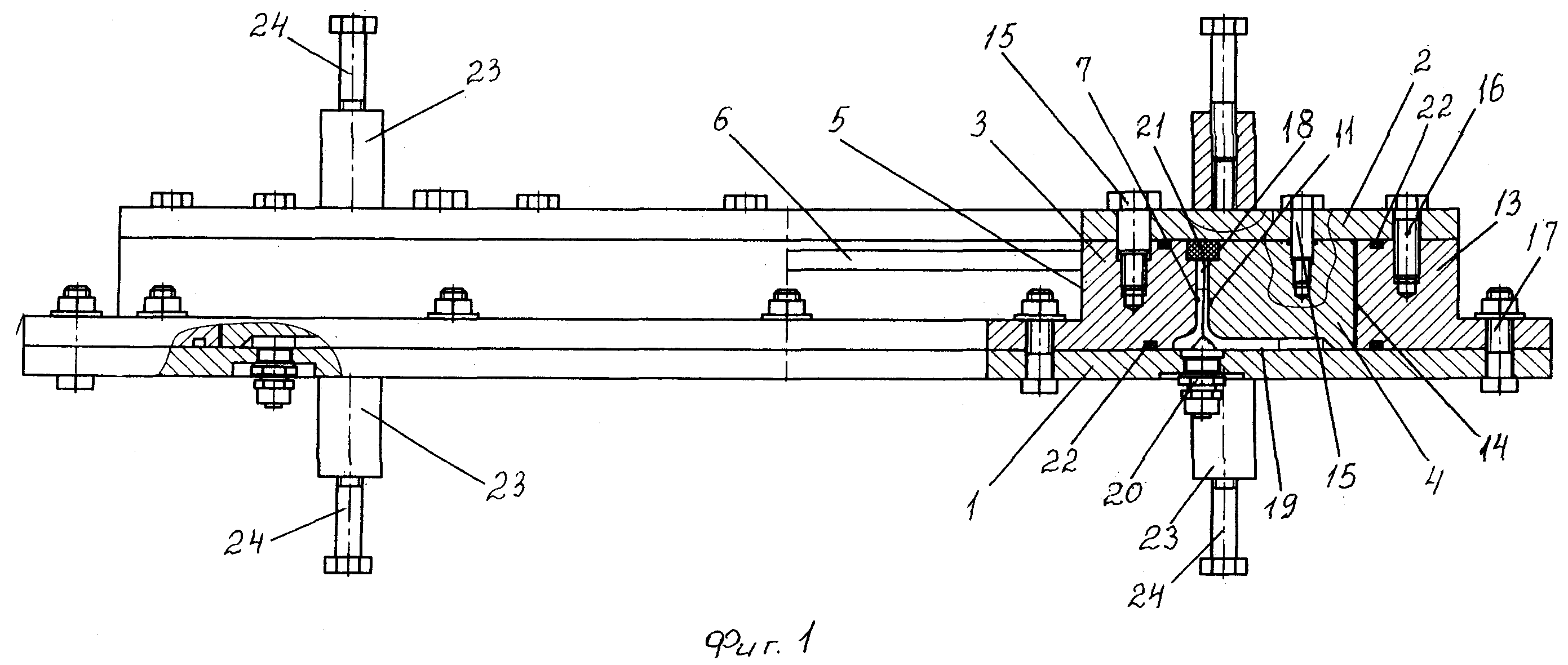
На фиг.2 - фрагмент оснастки в зоне размещения преформы;
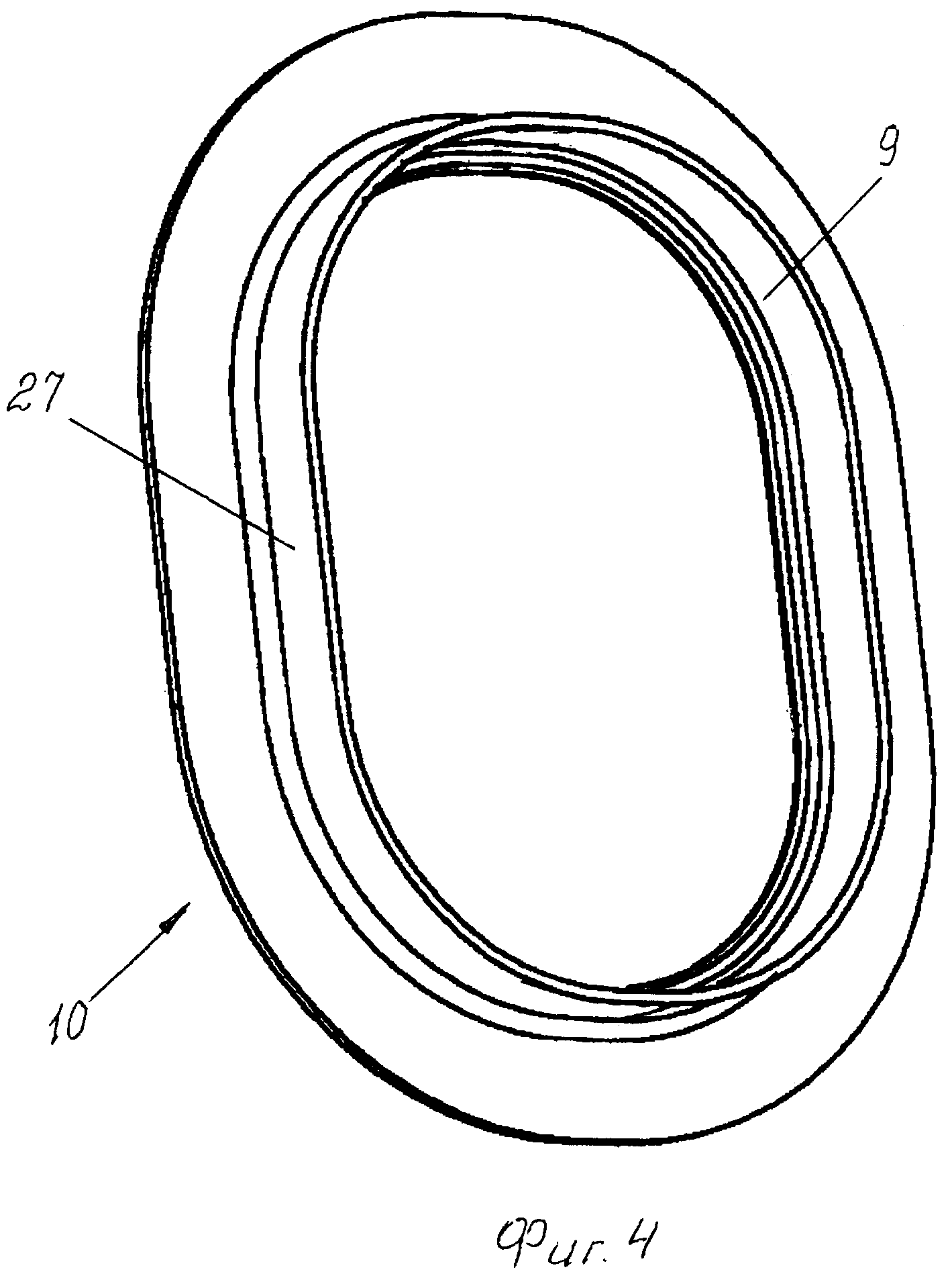
На фиг.3 - предлагаемая оснастка в сборе, вид сверху со снятой замыкающей плитой;
На фиг.4 - рама иллюминатора, формуемая в предлагаемой оснастке, в аксонометрии.
Осуществление изобретения
Оснастка предназначена для формования заданной чертежом детали рамы иллюминатора способом пропитки наполнителя (углеткани), заключенного в замкнутую полость, связующим, подаваемым в замкнутую полость под давлением 3 кг/см2.
Оснастка содержит нижнюю опорную плиту 1, верхнюю замыкающую плиту 2 и установленные между плитами 1 и 2 центральный формообразующий вкладыш 3 и охватывающий его периферийный формообразующий вкладыш 4.
Вкладыш 3 выполнен с центральным отверстием 5, внутри которого расположена планка 6, выполняющая функцию рукоятки, предназначенной для проведения операции сборки оснастки и переноса вкладыша 3. Планка 6 жестко крепится к вкладышу, например, сваркой. Наличие центрального отверстия 5 значительного диаметра позволяет ощутимо уменьшить вес вкладыша 3, а следовательно, и оснастки в целом.
Замкнутая наружная боковая поверхность 7 по периметру центрального вкладыша 3 является формообразующей поверхностью и предназначена для размещения на ней одной из составных частей преформы. Поверхность 7 имеет конфигурацию, соответствующую конфигурации внутренней поверхности 9 (внутреннего контура) рамы 10 иллюминатора. Вкладыш 3 определяет базовые поверхности формуемой рамы.
Периферийный вкладыш 4 имеет форму замкнутого обрамления, т.е. форму рамы, обусловленную конфигурацией рамы иллюминатора. Вкладыш 4 охватывает центральный вкладыш 3 по всей его боковой поверхности 7 со стороны своей внутренней поверхности 11, которая является формообразующей и предназначена для размещения на ней второй составной части преформы. Поверхность 11 вкладыша 4 имеет конфигурацию, соответствующую конфигурации наружной контурной поверхности рамы 10 иллюминатора. Вкладыш 4 выполнен как часть формы, определяющая внешнюю поверхность формуемой детали (рамы иллюминатора).
Периферийный вкладыш 4 выполняется по периметру из нескольких секций 12, полученных сечением вкладыша 4 поверхностями, перпендикулярными его противолежащим торцам, и образующих при сборке вкладыша 4 форму обрамления. Секционное выполнение вкладыша 4 обеспечивает демонтаж оснастки для извлечения отформованной рамы 10 иллюминатора из оснастки. Минимальное количество секций 12 вкладыша 4 равно двум, предпочтительное количество - четыре, но в каждом отдельном случае количество секций зависит от формы рамы иллюминатора: овальная, круглая, прямоугольная, фигурная и т.д. При этом конструктивное выполнение предлагаемой оснастки позволяет обеспечить получение рамы любой заданной формы. В описании предлагаемого изобретения рассматривается частный случай выполнения рамы иллюминатора овальной формы, а следовательно, в этом случае, секции 12 вкладыша 4 представляют собой части целого овального кольца.
Оснастка дополнительно включает ограничительный вкладыш 13, который имеет форму замкнутого обрамления и охватывает по периметру наружную боковую поверхность периферийного вкладыша 4 своей внутренней поверхностью. Ограничительный вкладыш 13 предназначен для создания герметичной полости при пропитке преформы в оснастке.
Между наружной поверхностью периферийного вкладыша 4 и прилегающей к ней внутренней поверхностью ограничительного вкладыша 13 располагается прокладка 14, которая предназначена для разделения поверхностей оснастки, подлежащих взаимному смещению при демонтаже. Прокладка 14 выполнена из антифрикционного материала, например фторопласта.
Поверхности опорной плиты 1 и замыкающей плиты 2. между которыми установлены вкладыши 3, 4 и 13, выполнены плоскими. Плита 2 опирается на лежащие в одной плоскости верхние плоские торцы вкладышей 3, 4 и 13, а плита 1 - на лежащие в одной плоскости нижние плоские торцы вкладышей 3, 4 и 13.
Замыкающая плита 2 предназначена для фиксации на ней вкладыша 3 и секций 12 вкладыша 4. Вкладыши базируются на плите центрирующими пальцами, совмещенными с болтами 15 крепления. При креплении секций 12 вкладыша 4 для каждой секции предусмотрено по два болта 15. Вкладыши 3 и 4 предназначены для размещения на них составных частей преформы. Ограничительный вкладыш 13 фиксируется на плите 2 винтами 16 после сборки вкладышей 3 и 4 с преформами и их крепления на плите 2. Отбортовка ограничительного вкладыша 13 закреплена на опорной плите 1 болтами 17.
Точное позиционирование вкладышей 3 и 4 относительно друг друга на замыкающей плите и фиксация их положения за счет крепления на плите 2 обеспечивают стабильный по всему периметру заданный зазор между формообразующими поверхностями 7 и 11 и, следовательно, получение кольцевой замкнутой полости 18, в которой происходит формование, полностью соответствующей конфигурации и параметрам формуемой рамы. С боковых сторон полость 18 ограничена формообразующей поверхностью 7 вкладыша 3 и формообразующей поверхностью 11 вкладыша 4 и снизу - частью 19 поверхности опорной плиты 1.
В опорной плите 1 в зоне нахождения замкнутой полости 18 расположены штуцеры 20, через которые в кольцевую замкнутую полость 18 полается под давлением связующее, а также обеспечивается вакуумирование полости 18. В зоне размещения штуцеров на опорной плите 1 выполнен канал длиной, превышающей диаметр выходного сечения штуцера 20 для обеспечения подачи связующего в преформу.
Уплотнения преформы в зоне кромки преформы, образующей ребро, обеспечено уплотняющим жгутом 21. Уплотняющий жгут 21 уложен в паз, образованный проточками во вкладышах 3 и 4. Ширина паза превышает толщину формуемой рамы, глубина паза составляет 10 мм. Такое уплотнение необходимо для создания одинаковой или повышенной плотности материала преформы в зоне кромки с целью предотвращения свободного истечения связующего по кромке. В проточках центрального вкладыша 3 и ограничительного вкладыша 13 уложены герметизирующие жгуты 22.
Втулки 23 предназначены для обеспечения необходимого расстояния от поверхности сборочного стола при монтаже трубопроводов, подсоединяемых к штуцерам 20 подачи связующего и вакуумирования. Регулирование этого расстояния обеспечивается за счет регулировочных болтов 24.
Преформу для формования рамы иллюминатора целесообразно изготовить из нескольких частей, например из четырех, а именно:
- преформа 25, определяющая внутреннюю поверхность 9 формуемой рамы иллюминатора;
- преформа 26, определяющая наружную 27 поверхность формуемой рамы иллюминатора;
- преформа 28 центрального жгута;
- преформа 29 основания.
Повышение качества преформ обеспечивается за уплотнения, создаваемого вакуумным формованием. Вакуумное формование преформы осуществляется на форме, на которую размещают преформу.
Формование рамы иллюминатора осуществляется проведением последовательных операций.
На плиту 1 устанавливают секции 12 периферийного формообразующего вкладыша 4. Вкладыш 4 ограничивают ограничительным вкладышем 13, крепящемся к плите 1 болтами. При этом между ограничительным вкладышем 13 и периферийным вкладышем 4 размещают прокладку 14 из фторопласта. Толщина прокладки 0,5 - 1 мм.
На внутреннюю поверхность секций вкладыша 4 размещают преформу, определяющую наружную поверхность формуемой рамы иллюминатора. Обеспечивают вакуумное уплотнение преформы на вкладыше за счет помещения его совместно с преформой в вакуумный мешок. На вкладыш 3 размещают преформу, определяющую внутреннюю поверхность формуемой рамы иллюминатора. При этом вкладыш совместно с преформой также помещают в вакуумный мешок и обеспечивают вакуумное уплотнение преформы.
Захватив вкладыш 3 за рукоятку (планка 6) вдвигают его вместе с преформой во вкладыш 4 без смещения слоев преформ, размещенных во вкладышах.
Укладывают преформу 28, выполненную из жгута, внутрь основной преформы в зоне переходного участка между преформами 25, 26 и 29.
Укладывают плоскую преформу (преформу 29 основания), выполненную из семи слоев углеткани.
Укладывают герметизирующие жгуты 22.
Устанавливают опорную плиту 1 и затягивают болты 17.
Монтируют штуцеры 20.
Переворачивают сборку вниз плитой 1.
Укладывают уплотняющий жгут 21 в паз, образованный проточками во вкладышах 3 и 4.
Укладывают герметизирующие жгуты в проточки центрального вкладыша 3 и ограничительного вкладыша 13.
Укладывают плиту 2 и затягивают болты 15.
Осуществляют впрыск полимерного связующего в полость формы (где размещена преформа) через штуцеры 20.
Помещают собранную оснастку в термопечь, где происходит нагрев оснастки до заданной температуры, обеспечивающей достижение требуемой при формовании величины вязкости полимерного связующего. По окончании формования оснастку удаляют из термопечи. Извлечение из оснастки полученного в результате формования отвержденного изделия (рамы иллюминатора) производят после охлаждения оснастки до температуры не более 50°C.
Способ упрочнения углеродных волокон
Устройство для фокусировки лазерного излучения
Рабочее колесо осевого вентилятора или компрессора и вентиляторный контур двухконтурного турбовентиляторного двигателя, использующий такое рабочее колесо
Состав для получения связующего для препрегов, способ изготовления связующего, препрег и способ изготовления панели из полимерного композиционного материала
Композиционный материал для вибрационной и акустической защиты и способ его изготовления
Способ лазерно-дуговой сварки плавящимся электродом стыковых соединений из алюминиевых сплавов
Установка для испытания материалов на горючесть
Соединение слоистых металлокомпозитных листов (деталей) и способ его выполнения
Способ изготовления деталей из полимерного композиционного материала на основе термопластичных связующих с применением промышленных лазеров
Способ лазерной сварки ребристых панелей
Способ соединения лучевой сваркой стрингеров с обшивкой при изготовлении стрингерных панелей
Способ сварки трением со сквозным перемешиванием оребренных панелей планера самолета

