Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ СТАТОРА ОДНОВИНТОВОГО НАСОСА
Вид РИД
Изобретение
Изобретение относится к области машиностроения и может быть использовано при изготовлении одновинтовых насосов.
В настоящее время известны конструкции одновинтовых насосов различного назначения (см., например, Д.Ф. Балденко и др. Одновинтовые насосы. - М.: ООО «ИРЦ Газпром», 2005, стр.34-49, 107).
Одной из основных проблем в создании одновинтовых насосов является качественное изготовление статора.
Известны способы изготовления статора одновинтового насоса, включающие запрессовку эластомера в полость между обоймой и установленным по ее оси знаком, вулканизацию эластомера под действием температуры и давления и выдавливание знака (патенты РФ №2078998, №2219055).
После выдавливания знака производят механическую обработку поверхностей вулканизованного эластомера.
Подготовку поверхностей обоймы и знака перед запрессовкой эластомера осуществляют пескоструем.
Такая подготовка поверхностей обоймы и знака не учитывает особенности технологического процесса изготовлении статора, заключающиеся в необходимости обеспечения прочного скрепления эластомера с обоймой при одновременном обеспечении возможности извлечения знака из заготовки статора после запрессовки эластомера, без чрезмерных усилий и существенных нарушений целостности эластомера.
Известен также способ изготовления статора одновинтового насоса, включающий запрессовку эластомера в полость между обоймой и установленным по ее оси знаком, вулканизацию эластомера под действием температуры и давления и выдавливание знака с последующей механической обработкой поверхностей вулканизованного эластомера (патент РФ №2215188), являющийся ближайшим аналогом предлагаемого изобретения.
При применении способа на внутреннюю поверхность обоймы наносят клей для более прочного скрепления с эластомером после его запрессовки, что необходимо для обеспечения работоспособности одновинтовых насосов, статор которых в процессе эксплуатации подвергается значительным нагрузкам, а на формующую винтовую поверхность знака, соответствующую конфигурации проточного тракта статора, наносят антиадгезионную смазку для облегчения извлечения знака из заготовки статора после запрессовки и вулканизации эластомера.
Известный способ, по сравнению с приведенными выше способами, позволяет повысить прочность скрепления эластомера с обоймой и облегчить процесс извлечения знака из заготовки статора после запрессовки эластомера.
Однако практическое применение известного способа показало, что в ряде случаев прочность скрепления эластомера с обоймой может быть недостаточной, а усилия, необходимые для извлечения знака из заготовки статора после запрессовки эластомера, могут быть значительными.
При этом возможны отслоения эластомера от поверхности обоймы и частичное нарушение целостности эластомера после извлечения знака, что не позволяет получить высокое качество изготовления статора.
Установлено, что, как прочность клеевой пленки, обеспечивающей скрепление эластомера с обоймой, так и состояние антиадгезионной смазки, облегчающей извлечение знака из заготовки статора, во многом зависят от условий запрессовки эластомера и режима проведения вулканизации.
В известном способе режим вулканизации эластомера недостаточно полно регламентирован, а значения параметров операций не оптимальны, с точки зрения одновременного наилучшего воздействия на клеевую пленку и на антиадгезионную смазку, что приводит к снижению качества изготовления статора.
Низкое качество изготовления статора недопустимо для одновинтовых насосов, работающих в тяжелых условиях нагружения и в агрессивных средах.
Технической задачей данного изобретения является улучшение качества изготовления статора одновинтового насоса за счет разработки технологического процесса с оптимальными параметрами, позволяющими в процессе изготовления статора наилучшим образом воздействовать на клеевую пленку и на антиадгезионную смазку для обеспечения их эксплуатационных свойств, предназначенных, соответственно, для повышения прочности скрепления эластомера с обоймой и для снижения усилий, необходимых для извлечения знака.
Технический результат достигается тем, что в способе изготовления статора одновинтового насоса, включающем запрессовку эластомера в полость между обоймой, на внутреннюю поверхность которой нанесен склеивающий состав, и установленным по оси обоймы знаком, на наружную винтовую поверхность которого нанесен антиадгезив, вулканизацию эластомера под действием температуры и давления и выдавливание знака с последующей механической обработкой поверхностей вулканизованного эластомера, прогревают эластомер под воздействием температуры 110-130°C в течение 5-10 минут, производят запрессовку прогретого эластомера в обойму, нагружают запрессованный эластомер давлением 100-120 кгс/см2 и продолжают нагрев эластомера до температуры 148-154°C, выдерживают при этой температуре в течение 37-43 минут, охлаждают эластомер до температуры 110-130°C, сбрасывают давление, выдавливают знак и производят механическую обработку поверхностей эластомера.
В качестве склеивающего состава применяют клей марки Хемосил 211 или марки Хемосил 411.
В качестве антиадгезива применяют смазку Циатим 221.
Механическую обработку производят не ранее чем через 6 часов после окончания вулканизации эластомера.
Прогрев эластомера под воздействием температуры 110-130°C в течение 5-10 минут позволяет наиболее полно использовать свойство текучести эластомера для уменьшения необходимых для запрессовки усилий, и тем самым облегчить процесс заполнения эластомера в полость между обоймой и знаком.
Нагружение запрессованного эластомера давлением 100-120 кгс/см2 позволяет максимально полно заполнить эластомером полость между обоймой и знаком, обеспечить требуемую плотность эластомера и его прочное скрепление с обоймой.
Эмпирически определено, что оптимальным для проведения качественной вулканизации является нагрев эластомера до температуры 148-154°C и выдержка при этой температуре в течение 37-43 минут.
Охлаждение эластомера до температуры 110-130°C и сбрасывание давления являются оптимальными условиями для облегчения процесса выдавливания знака из заготовки статора, что позволяет предотвратить механические повреждения и существенные нарушения целостности поверхности запрессованного эластомера.
Эксперименты, связанные с опробованием различных составов, показали, что наилучшим для создания прочной клеевой пленки, обеспечивающей надежное скрепление эластомера с обоймой, является применение клея марки Хемосил 211 или марки Хемосил 411, а качественным антиадгезивом, облегчающим извлечение знака из заготовки статора, является смазка Циатим 221.
Механическая обработка поверхностей эластомера после выдавливания знака позволяет устранить возможные нарушения целостности поверхности запрессованного эластомера, в частности на его торцах, при этом проведение механической обработки эластомера не ранее чем через 6 часов после окончания его вулканизации позволяет осуществить выдержку, необходимую перед механической обработкой для полного завершения формирования структуры эластомера в процессе его усадки при охлаждении.
При предложенной технологической схеме изготовления статора учитываются особенности, связанные с необходимостью разработки режима вулканизации эластомера, при котором не разрушалась бы антиадгезионая смазка на винтовой поверхности знака, сохранялась и упрочнялась бы в процессе вулканизации клеевая пленка на внутренней поверхности обоймы статора, обеспечивающая прочное скрепление эластомера со статором.
В результате многочисленных опытов, при проведении которых использовались известные операции, вводились новые операции, а так же варьировались параметры основных операций технологического процесса изготовления статора, и особенно параметры процесса вулканизации эластомера (давление, температура, время выдержки и т.д.), разработана совокупность расположенных в строго определенной последовательности операций с оптимальными значениями параметров, позволяющая получить требуемое качество изготовления статора.
Сущность способа поясняется рисунком.
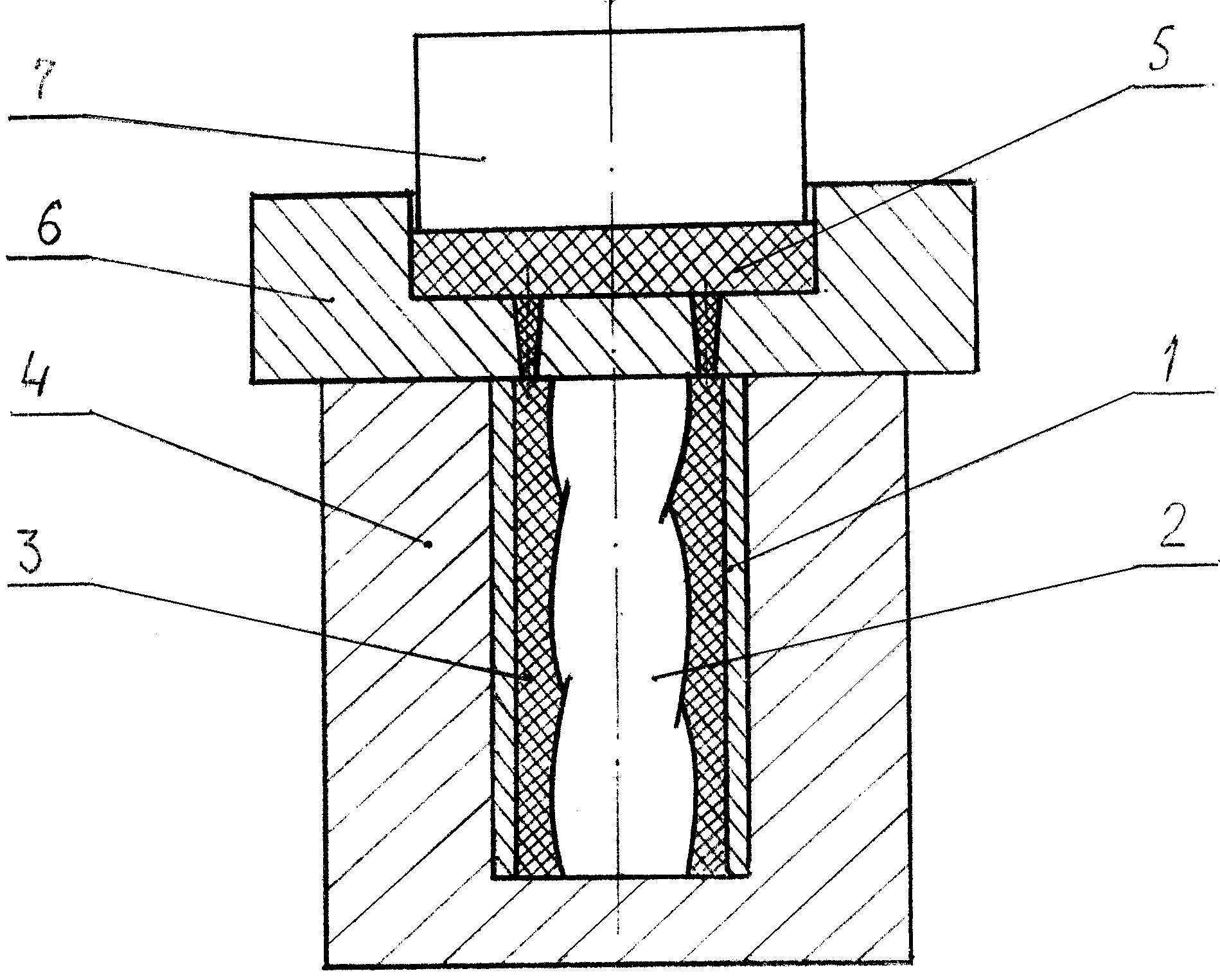
На фиг. приведена схема пресс-формы для изготовления статора одновинтового насоса.
Способ изготовления статора одновинтового насоса заключается в следующем.
Изготавливают металлическую обойму 1 и металлический знак 2 с наружной винтовой поверхностью, соответствующий конфигурации проточного тракта обкладки 3 статора.
Производят подготовку внутренней поверхности обоймы 1 и наружной поверхности знака 2.
При этом производят дробеструйную обработку внутренней поверхности обоймы 1 и обезжиривают хлопчатобумажной салфеткой, смоченной в бензине - растворителе для резиновой промышленности (нефрас С2-80/120, ТУ 38.401-67-108).
Сушат при температуре 15-35°C в течение 15-25 минут.
Затем на высушенную обезжиренную внутреннюю поверхность обоймы 1 наносят слои клея марки Хемосил 211 или Хемосил 411, при этом время между окончанием дробеструйной обработки и нанесением первого слоя клея не должно превышать 12 часов.
Обезжиривают наружную винтовую поверхность знака 2 хлопчатобумажной салфеткой, смоченной в бензине - растворителе (нефрас С2-80/120, ТУ 38.401-67-108).
Осуществляют сушку обезжиренной поверхности в течение не менее 15 минут.
Затем на высушенную обезжиренную наружную винтовую поверхность наносят с помощью хлопчатобумажной салфетки антиадгезионную смазку Циатим 221.
Устанавливают обойму 1 и знак 2 в матрицу 4 пресс-формы, размещая знак 2 по оси обоймы 1.
Помещают навеску эластомера 5 в загрузочную камеру 6, нагревают пресс-форму до температуры 110-130°C, прогревают эластомер под воздействием этой температуры в течение 5-10 минут и производят запрессовку медленным подцавливанием прогретого эластомера 5 через литниковую систему пресс-формы в полость между обоймой 1 и знаком 2.
Запрессовку производят при перемещении пуансона 7, устанавливаемого в загрузочную камеру 6, заполненную эластомером 5, при этом выполняют две-три подпрессовки.
После заполнения эластомером 5 полости между обоймой 1 и знаком 2 производят вулканизацию эластомера под действием температуры и давления, при этом нагружают запрессованный эластомер давлением 100 -120 кгс/см и продолжают нагрев эластомера 5 до температуры 148-154°C, выдерживают при этой температуре в течение 37-43 минут.
После чего охлаждают эластомер 5 до температуры 110-130°C, сбрасывают давление, разбирают пресс-форму и извлекают из нее обойму 1 с обкладкой 3 статора и знаком 2.
Помещают обойму 1 в специальное приспособление, в котором из обкладки 3 статора выдавливают знак 2, придавая ему вращательно-поступательное движение под действием осевого усилия.
Затем производят механическую обработку поверхностей эластомера и определение геометрических параметров статора.
На предприятии предлагаемым способом изготавливаются статоры одновинтовых насосов, используемых для перекачки агрессивных сред.
Предлагаемое изобретение позволяет повысить качество изготовления статора одновинтового насоса за счет разработки технологического процесса с оптимальными параметрами.
Ракетный двигатель твердого топлива
Система запуска ракетного двигателя твердого топлива и заборник давления ракетного двигателя твердого топлива
Устройство герметизации сопла ракетного двигателя
Воздухоочистительное устройство
Звукопоглощающий кожух газотурбинной установки
Корпус твердотопливного ракетного двигателя из композиционных материалов
Ракетный двигатель твердого топлива
Корпус твердотопливного ракетного двигателя из композиционного материала
Устройство связи и отделения двух отсеков
Раздвижное сопло ракетного двигателя
Способ изготовления армирующих тарелей гибкого опорного шарнира
Способ изготовления многослойной оболочки вращения с наружными кольцевыми утолщениями и выступами
Способ изготовления многослойной оболочки вращения с наружными кольцевыми утолщениями и выступами

