Результат интеллектуальной деятельности: СПОСОБ ФУНКЦИОНИРОВАНИЯ ПРОКАТНОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ С УЛУЧШЕННОЙ ДИНАМИКОЙ
Вид РИД
Изобретение
Предложенное изобретение относится к способу функционирования многоклетьевого прокатного стана холодной прокатки,
- причем посредством устройства определения усилия прокатки определяется действительное усилие прокатки последней прокатной клети прокатного стана и подается на устройство регулирования усилия,
- причем устройство регулирования усилия на основе поданного на него действительного усилия прокатки и номинального усилия прокатки определяет и выдает по меньшей мере одно регулирующее воздействие,
- причем посредством расположенного непосредственно после последней прокатной клети прокатного стана устройства измерения толщины определяется действительная толщина полосы и подается на устройство регулирования толщины,
- причем устройство регулирования толщины воздействует на последнюю прокатную клеть прокатного стана холодной прокатки.
Предложенное изобретение относится, кроме того, к компьютерной программе, причем компьютерная программа включает в себя машинный код, который непосредственно выполняется управляющим устройством для многоклетьевого прокатного стана холодной прокатки.
Кроме того, предложенное изобретение относится к носителю данных, на котором сохранена в машиночитаемой форме компьютерная программа вышеописанного типа.
Кроме того, предложенное изобретение относится к управляющему устройству для многоклетьевого прокатного стана холодной прокатки, причем управляющее устройство запрограммировано подобной компьютерной программой.
Наконец, предложенное изобретение относится к многоклетьевому прокатному стану холодной прокатки,
- причем прокатный стан холодной прокатки имеет несколько прокатных клетей, через которые при работе прокатного стана холодной прокатки последовательно проходит полоса,
- причем с последней прокатной клетью прокатного стана холодной прокатки соотнесено устройство определения усилия прокатки, посредством которого может определяться действительное усилие прокатки последней прокатной клети,
- причем непосредственно за последней прокатной клетью прокатного стана холодной прокатки расположено устройство измерения толщины, посредством которого может определяться действительная толщина полосы,
- причем прокатный стан холодной прокатки имеет управляющее устройство вышеописанного типа, которое информационно-технически соединено с прокатными клетями прокатного стана холодной прокатки, устройством определения усилия прокатки и устройством измерения толщины.
Вышеописанные объекты в общем известны. Чисто в качестве примера можно сослаться на DE 4243045 A1 и JP 08090028 A.
В многоклетьевых прокатных станах холодной прокатки обычно измеряется толщина полосы за первой и за последней прокатной клетью прокатного стана холодной прокатки. Ошибки толщины полосы, которые возникают в расположенных между ними прокатных клетях прокатного стана холодной прокатки, замечаются только по измерению толщины после последней прокатной клети прокатного стана холодной прокатки. Подверженное времени нечувствительности регулирование мониторинга со стороны выхода прокатного стана холодной прокатки может эту ошибку в принципе отработать лишь не полностью. В частности, в так называемом режиме С, в котором последняя прокатная клеть прокатного стана холодной прокатки эксплуатируется как дрессировочная клеть с постоянным усилием прокатки, регулирование ошибок толщины оказывается затруднительным. Причина этого состоит в том, что регулирование мониторинга воздействует на последнюю регулируемую по очагу деформации прокатную клеть, то есть на предпоследнюю прокатную клеть прокатного стана холодной прокатки. Время нечувствительности состоит, таким образом, из времени транспортировки, которое требуется полосе от предпоследней прокатной клети до устройства измерения толщины. За счет этого достигается лишь очень незначительная динамика регулирования.
Как уже упомянуто, в дрессировочном режиме С последняя прокатная клеть многоклетьевого прокатного стана холодной прокатки эксплуатируется с постоянным усилием прокатки. С этой целью установка последней прокатной клети регулируется по усилию. На основе регулирования усилия прокатки последняя прокатная клеть реагирует на ошибки толщины полосы тем, что она соответственно настраивается. Ошибки толщины полосы, таким образом, проходят последнюю прокатную клеть прокатного стана холодной прокатки без ослабления. Регулирование мониторинга со стороны выхода, то есть устройство измерения толщины за прокатным станом холодной прокатки, изменяет при необходимости уменьшение выходного зазора предпоследней прокатной клети прокатного стана холодной прокатки. На основе большого времени нечувствительности, между управляющим воздействием на предпоследней прокатной клети прокатного стана холодной прокатки и последующим измерением посредством устройства измерения толщины могут, однако, в достаточной степени отрабатываться лишь низкочастотные мешающие воздействия.
Задача настоящего изобретения состоит в том, чтобы создать возможности, посредством которых ошибки толщины в прокатываемой полосе могут отрабатываться (сводиться к минимуму) с более высокой динамикой.
Эта задача в техническом аспекте способа решается посредством способа эксплуатации с признаками пункта 1 формулы изобретения. Предпочтительные выполнения способа эксплуатации являются предметом зависимых пунктов 2-15.
В соответствии с изобретением в способе эксплуатации вышеописанного типа предусмотрено,
- что посредством расположенного непосредственно перед последней прокатной клетью прокатного стана холодной прокатки другого устройства измерения толщины определяется другая действительная толщина полосы,
- что посредством устройств определения скорости определяются скорости, с которыми полоса входит в последнюю прокатную клеть прокатного стана холодной прокатки и выходит из последней прокатной клети прокатного стана холодной прокатки,
- что определенные скорости и заданная конечная толщина, которую должна иметь полоса после последней прокатной клети прокатного стана холодной прокатки, подаются на устройство определения номинального значения,
- что устройство определения номинального значения, в зависимости от поданных на него параметров, определяет номинальную толщину, и
- что на другое устройство регулирования толщины, воздействующее на предпоследнюю прокатную клеть прокатного стана холодной прокатки, подаются номинальная толщина в качестве номинального значения и другая действительная толщина в качестве действительного значения.
Предпочтительное выполнение предложенного изобретения состоит в том,
- что устройство регулирования толщины определяет номинальное значение для устройства перемещения для очага деформации последней прокатной клети прокатного стана холодной прокатки и подает на устройство регулирования очага деформации в качестве номинального значения,
- что на устройство регулирования очага деформации, кроме того, в качестве действительного значения подается установочное движение устройства перемещения,
- что устройство регулирования очага деформации, на основе поданных на него параметров, определяет команду регулирования для перемещения устройства перемещения и выдает ее на устройство перемещения и
- что устройство регулирования толщины определяет регулирующее воздействие для скорости валков последней прокатной клети прокатного стана холодной прокатки и выдает на последнюю прокатную клеть прокатного стана холодной прокатки.
Предпочтительным образом на устройство регулирования очага деформации в качестве дополнительного номинального значения, кроме того, подается значение компенсации эксцентриситета. С помощью этой меры могут компенсироваться обусловленные эксцентриситетом ошибки толщины полосы.
Предпочтительным образом, кроме того, предусмотрено, что выдаваемое устройством регулирования усилия регулирующее воздействие подается на устройство регулирования очага деформации в качестве дополнительного номинального значения. Посредством такого выполнения устройство регулирования усилия «перекрывает» устройство регулирования очага деформации, так что в результате последняя прокатная клеть прокатного стана холодной прокатки эксплуатируется при непосредственном регулировании усилия.
В качестве альтернативы возможно,
- что выдаваемое устройством регулирования усилия регулирующее воздействие воздействует на скорость валков предпоследней прокатной клети прокатного стана холодной прокатки,
- что определяется имеющее место в полосе между последней прокатной клетью и предпоследней прокатной клетью прокатного стана холодной прокатки натяжение полосы, и посредством устройства регулирования натяжения регулируется до достижения номинального натяжения, и
- что устройство регулирования натяжения воздействует на устройство регулирования очага деформации.
В этом случае получается косвенное регулирование усилия последней прокатной клети прокатного стана холодной прокатки.
В предпочтительном варианте осуществления настоящего изобретения, кроме того, предусмотрено,
- что на устройство определения номинального значения также подается действительная толщина, и
- что устройство определения номинального значения при определении номинальной толщины учитывает действительную толщину.
За счет этого выполнения достигаются еще более высокие результаты регулирования.
Является возможным другое устройство измерения толщины выполнять обычным образом. В качестве альтернативы, возможно, что другое устройство измерения толщины определяет другую действительную толщину полосы косвенным образом на основе скорости, определенной перед предпоследней прокатной клетью прокатного стана холодной прокатки, известной соответствующей действительной толщины полосы и определенной скорости полосы между предпоследней и последней прокатной клетью прокатного стана холодной прокатки.
Указанная задача, кроме того, решается в программно-техническом аспекте с помощью компьютерной программы с признаками пункта 10 формулы изобретения. В этом случае компьютерная программа включает в себя машинный код, который непосредственно выполняется управляющим устройством для многоклетьевого прокатного стана холодной прокатки. Выполнение машинного кода управляющим устройством обуславливает то, что управляющее устройство реализует вышеупомянутые устройства регулирования, управляет вышеупомянутыми устройствами определения и измерения и управляет вышеупомянутыми исполнительными элементами. В результате достигается то, что прокатный стан холодной прокатки управляется управляющим устройством согласно способу функционирования вышеописанного типа.
Указанная задача, кроме того, решается носителем данных, на котором сохранена в машиночитаемой форме компьютерная программа вышеописанного типа.
В техническом аспекте устройства указанная задача решается управляющим устройством для многоклетьевого прокатного стана холодной прокатки, причем управляющее устройство запрограммировано компьютерной программой вышеописанного типа. За счет этого управляющее устройство может реализовать соответствующие устройства регулирования, управлять соответствующими устройствами определения и измерения и управлять соответствующими исполнительными элементами, так что в результате прокатный стан холодной прокатки управляется управляющим устройством согласно способу функционирования вышеописанного типа.
В техническом аспекте устройства указанная задача решается многоклетьевым прокатным станом холодной прокатки с признаками пункта 13 формулы изобретения. Многоклетьевой прокатный стан холодной прокатки имеет несколько прокатных клетей, через которые при работе прокатного стана холодной прокатки последовательно проходит полоса. С последней прокатной клетью прокатного стана холодной прокатки соотнесено устройство определения усилия прокатки, посредством которого может определяться действительное усилие прокатки последней прокатной клети. Непосредственно за последней прокатной клетью прокатного стана холодной прокатки расположено устройство измерения толщины, посредством которого может определяться действительная толщина полосы. Прокатный стан холодной прокатки имеет управляющее устройство вышеописанного типа, которое информационно-технически соединено с прокатными клетями прокатного стана холодной прокатки, устройством определения усилия прокатки и устройством измерения толщины, так что прокатный стан холодной прокатки управляется управляющим устройством согласно способу функционирования вышеописанного типа.
Другие преимущества и детали следуют из нижеследующего описания примеров выполнения со ссылками на чертежи, на которых схематично представлено следующее:
Фиг.1 - многоклетьевой прокатный стан холодной прокатки,
Фиг.2-4 - возможные выполнения участка прокатного стана холодной прокатки,
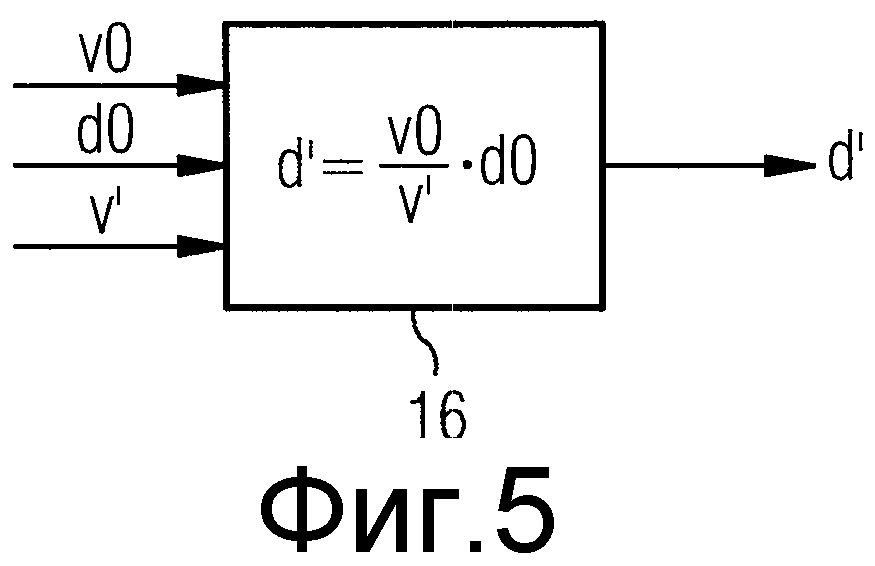
Фиг.5 - возможное выполнение устройства измерения толщины.
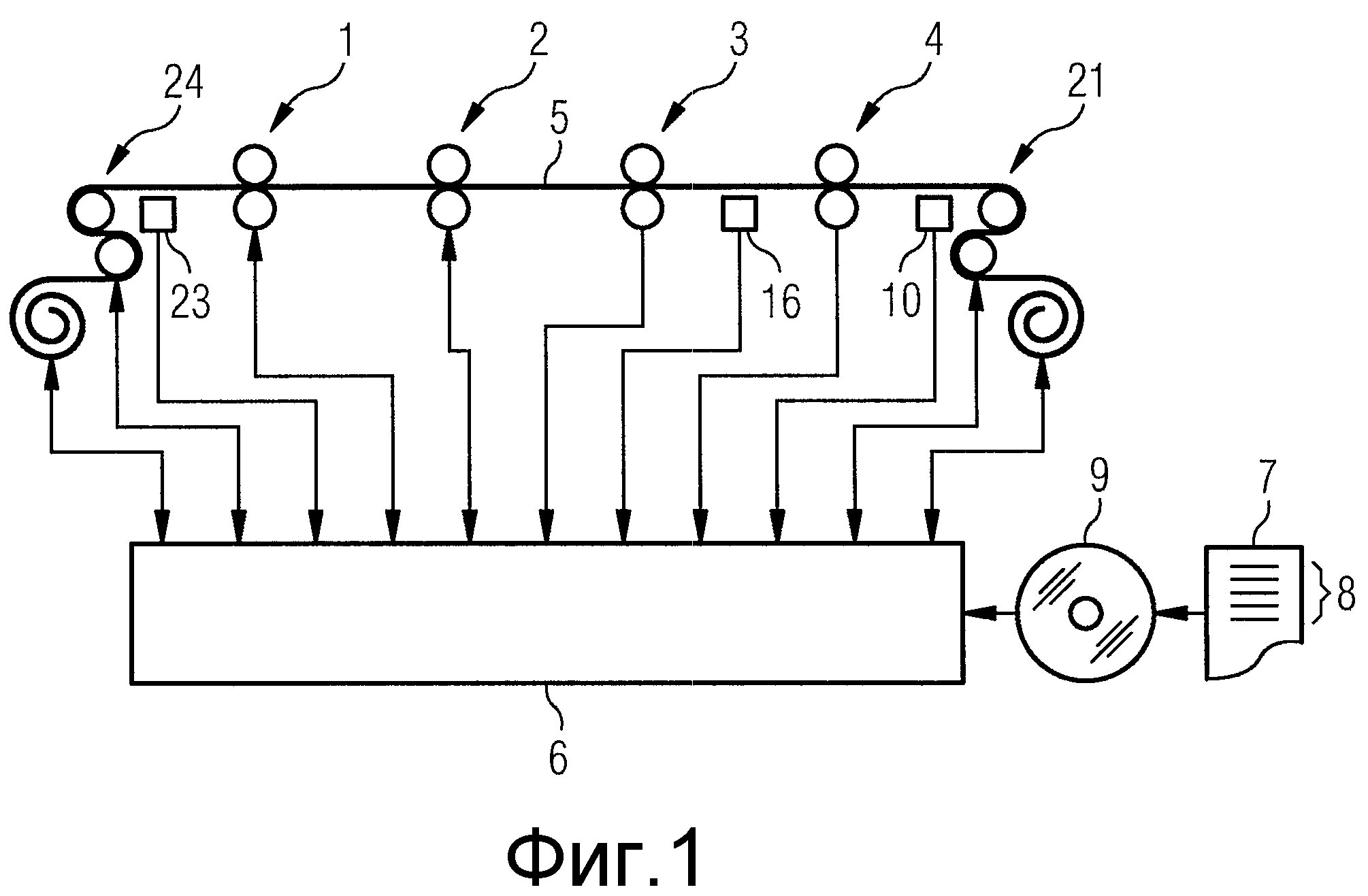
Согласно фиг.1, прокатный стан холодной прокатки имеет несколько прокатных клетей 1-4, через которые в процессе работы прокатного стана холодной прокатки последовательно проходит полоса 5. Только в качестве примера в данном случае прокатный стан холодной прокатки имеет четыре подобных прокатные клети 1-4. Однако число прокатных клетей 1-4 может, в качестве альтернативы, быть больше или меньше.
Прокатный стан холодной прокатки также содержит управляющее устройство 6. Управляющее устройство 6 информационно-технически соединено с прокатными клетями 1-4 прокатного стана холодной прокатки. Управляющее устройство 6 управляет прокатным станом холодной прокатки согласно способу функционирования, который описывается далее более подробно со ссылками на фиг.2-4. При этом в рамках фиг.2-4, в особенности, подробно описывается работа последней прокатной клети 4 и предпоследней прокатной клети 3 прокатного стана холодной прокатки. Остальные прокатные клети 1, 2 прокатного стана холодной прокатки могут управляться обычным известным способом.
Управляющее устройство 6 выполнено как программируемое управляющее устройство 6, которое при работе выполняет компьютерную программу 7. При этом компьютерная программа 7 включает в себя машинный код 8, который может непосредственно выполняться управляющим устройством 6. Выполнение машинного кода 8 вызывает в этом случае то, что управляющее устройство 6 управляет прокатным станом холодной прокатки согласно способу функционирования, соответствующему изобретению.
Компьютерная программа 7 может уже при изготовлении управляющего устройства 6 сохраняться в управляющем устройстве 6. В качестве альтернативы также возможно, что компьютерная программа 7 вводится в управляющее устройство 6 через соединение между компьютерами. Соединение между компьютерами на фиг.1 не показано. Оно может быть выполнено, например, как соединение с локальной сетью (LAN) или с Интернетом. Также, в качестве альтернативы, возможно, что компьютерная программа 7 сохраняется на носителе 9 данных в машиночитаемой форме и вводится в управляющее устройство 6 посредством носителя 9 данных. Выполнение носителя 9 данных может быть любой формы. Например, возможно, что носитель 9 данных выполнен как USB-карта флэш-памяти стандарта MemoryStick или как карта памяти. На фиг.1 показано выполнение носителя 9 данных как CD-ROM (компакт-диск только для чтения).
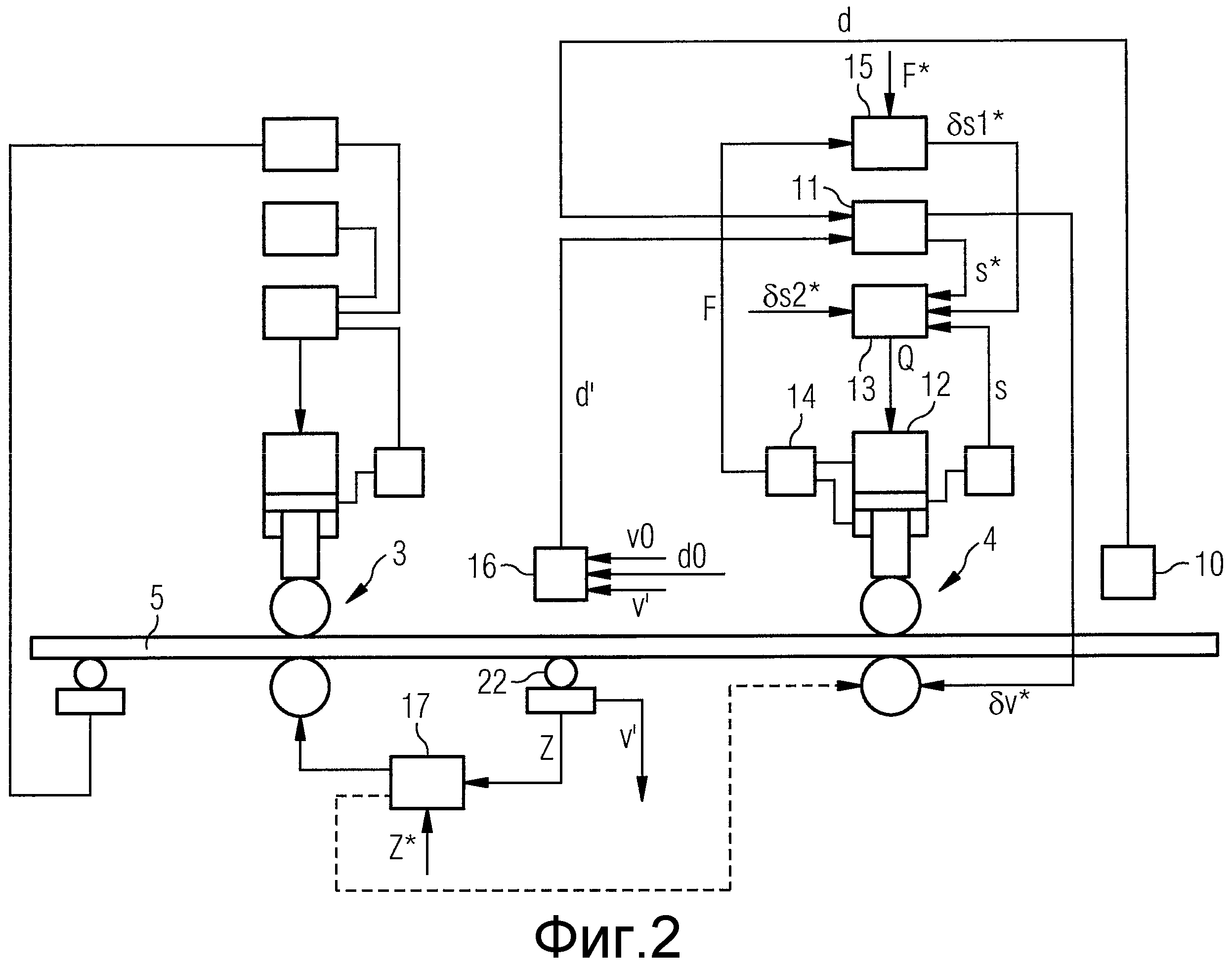
Согласно фиг.2, в первом варианте выполнения предложенного изобретения непосредственно за последней прокатной клетью 4 прокатного стана холодной прокатки расположено устройство 10 измерения толщины. Посредством устройства 10 измерения толщины определяется действительная толщина d, которую имеет полоса 5 в месте размещения устройства 10 измерения толщины. Устройство 10 измерения толщины подает определенную им действительную толщину d на устройство 11 регулирования толщины. Устройство 11 регулирования толщины воздействует на последнюю прокатную клеть 4 прокатного стана холодной прокатки.
В частности, устройство 11 регулирования толщины определяет номинальное значение s* для устройства 12 перемещения. Посредством устройства 12 перемещения может устанавливаться очаг деформации последней прокатной клети 4 прокатного стана холодной прокатки. Устройство 11 регулирования толщины подает определенное номинальное значение s* на устройство 13 регулирования очага деформации в качестве номинального значения s*.
Устройство 13 регулирования очага деформации затем подает в качестве действительного значения s установочное движение s устройства 12 перемещения. Устройство 13 регулирования очага деформации определяет на основе поданных на него параметров s*, s команду Q регулирования для перемещения устройства 12 перемещения. Оно выдает команду Q регулирования на устройство 12 перемещения.
Согласно фиг.2, устройство 12 перемещения выполнено как устройство с гидравлическими цилиндрами. Однако это не является обязательно необходимым. Принципиальным является только то, что устройство 12 перемещения может перемещаться под нагрузкой.
Кроме того, устройство 11 регулирования толщины определяет другое регулирующее воздействие δv*, которое воздействует на скорость валков последней прокатной клети 4 прокатного стана холодной прокатки.
Согласно фиг.2, кроме того, с последней прокатной клетью 4 прокатного стана холодной прокатки сопоставлено устройство 14 определения усилия прокатки. Посредством устройства 14 определения усилия прокатки определяется действительное усилие F прокатки последней прокатной клетью 4 прокатного стана холодной прокатки и подается на устройство 15 регулирования усилия. Устройство 15 регулирования усилия определяет с помощью поданного на него действительного усилия F прокатки и номинального усилия F* прокатки регулирующее воздействие δs1* и выдает это регулирующее воздействие δs1*. В примере выполнения по фиг.2 выданное устройством 15 регулирования усилия регулирующее воздействие δs1* подается на устройство 13 регулирования очага деформации в качестве дополнительного номинального значения δs1*.
Согласно фиг.2, на устройство 13 регулирования очага деформации, кроме того, в качестве дополнительного номинального значения δs2* подается значение δs2* компенсации эксцентриситета. Это выполнение является предпочтительным, но не обязательно требуется.
На основе описанного выше со ссылкой на фиг.2 возможного выполнения прокатного стана холодной прокатки достигается улучшенная динамика, потому что устройство 11 регулирования толщины динамически воздействует на последнюю прокатную клеть 4 прокатного стана холодной прокатки. Это является противоположным уровню техники, в котором хотя устройство 10 измерения толщины тоже размещено за последней прокатной клетью 4 прокатного стана холодной прокатки, однако устройство 11 регулирования толщины воздействует на предпоследнюю прокатную клеть 3 прокатного стана холодной прокатки.
Описанный выше со ссылкой на фиг.2 способ действий может быть дополнительно улучшен. В частности, согласно фиг.2 возможно, что непосредственно перед последней прокатной клетью 4 прокатного стана холодной прокатки расположено другое устройство 16 измерения толщины. Посредством другого устройства 16 измерения толщины определяется другая действительная толщина d', которую полоса 5 имеет в месте другого устройства 16 измерения толщины. Другая действительная толщина d', согласно фиг.2, также подается на устройство 11 регулирования толщины. Поэтому устройство 11 регулирования толщины может учитывать другую действительную толщину d' при определении номинального значения s*. Тем самым в результате на основе определенной другой действительной толщины d' варьируется регулирующее воздействие Q, действующее на последнюю прокатную клеть 4 прокатного стана холодной прокатки. Варьируемое на основе другой действительной толщины d' регулирующее воздействие s* действует тем самым на устройство 13 регулирования очага деформации.
Согласно фиг.2, кроме того, определяется натяжение Z полосы, которое существует в полосе 5 между последней прокатной клетью 4 и предпоследней прокатной клетью 3 прокатного стана холодной прокатки. Натяжение Z полосы, а также номинальное натяжение Z* подаются на устройство 17 регулирования натяжения, которое регулирует натяжение Z полосы до достижения номинального натяжения Z*. При этом устройство 17 регулирования натяжения может, в частности, воздействовать на скорость валков предпоследней прокатной клети 3 прокатного стана холодной прокатки. В качестве альтернативы, возможно, как показано штриховой линией на фиг.2, что устройство 17 регулирования натяжения воздействует на скорость валков последней прокатной клети 4 прокатного стана холодной прокатки.
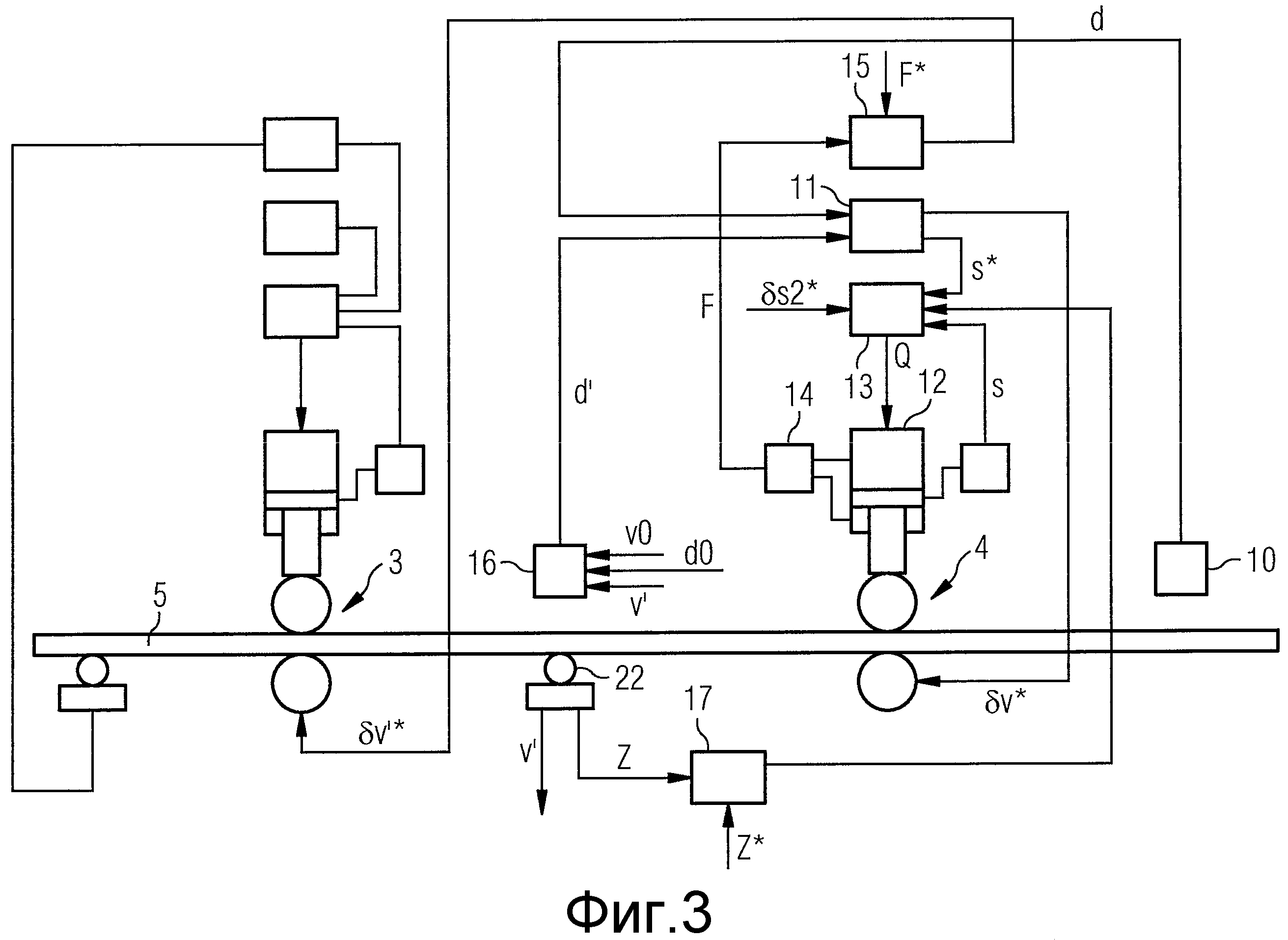
В качестве альтернативы выполнению, согласно фиг.2, является возможным управлять прокатным станом холодной прокатки согласно способу функционирования, который поясняется далее со ссылкой на фиг.3. При этом в рамках фиг.3 сначала поясняются общие признаки с выполнением по фиг.2, а затем различия.
Также, согласно выполнению по фиг.3, устройство 10 измерения толщины расположено за последней прокатной клетью 4 прокатного стана холодной прокатки. Устройство 10 измерения толщины определяет действительную толщину d полосы за последней прокатной клетью 4 прокатного стана холодной прокатки и подает действительную толщину d полосы на устройство 11 регулирования толщины. Устройство 11 регулирования толщины воздействует на последнюю прокатную клеть 4 прокатного стана холодной прокатки.
Кроме того, и при выполнении по фиг.3 устройство 11 регулирования толщины определяет номинальное значение s* для устройства 12 перемещения и подает его на устройство 13 регулирования очага деформации в качестве номинального значения s*. Устройство 13 регулирования очага деформации принимает номинальное значение s* и соответствующее действительное значение s и определяет аналогично описанному выше команду Q регулирования для перемещения устройства 12 перемещения. Кроме того, и при выполнении согласно фиг.3, имеется устройство 14 определения усилия прокатки, которое определяет действительное усилие F прокатки последней прокатной клети 4 и подает его на устройство 15 регулирования усилия. Устройство 15 регулирования усилия определяет, как и ранее, с помощью поданного на него действительного усилия F прокатки, а также поданного номинального усилия F* прокатки регулирующее воздействие δv'* и выдает это регулирующее воздействие δv'*. В отличие от примера выполнения по фиг.2, выданное устройством 15 регулирования усилия регулирующее воздействие δv'* воздействует на скорость валков предпоследней прокатной клети 3 прокатного стана холодной прокатки.
Кроме того, и в примере выполнения по фиг.3 предусмотрено, что устройство 11 регулирования толщины определяет другое регулирующее воздействие δv*, которое воздействует на скорость валков последней прокатной клети 4 прокатного стана холодной прокатки. Аналогично примеру выполнения по фиг.2, определяется натяжение Z полосы между последней прокатной клетью 4 и предпоследней прокатной клетью 3 прокатного стана холодной прокатки и подается на устройство 17 регулирования натяжения. Устройство 17 регулирования натяжения регулирует натяжение Z полосы до достижения номинального натяжения Z*. Кроме того, в примере выполнения по фиг.3 предусмотрено, что устройство 17 регулирования натяжения воздействует на устройство 13 регулирования очага деформации.
Посредством выполнения в соответствии с фиг.3 в результате получается аналогичное воздействие, что и при выполнении по фиг.2. Так как устройство 11 регулирования толщины действует на последнюю прокатную клеть 4 прокатного стана холодной прокатки, время нечувствительности уменьшается, и поэтому динамика улучшается.
Также при выполнении согласно фиг.3 возможны различные предпочтительные выполнения. В частности, аналогично фиг.2, кроме того, можно на устройство 13 регулирования очага деформации в качестве дополнительного номинального значения δs2* подавать значение δs2* компенсации эксцентриситета.
Также возможно, что посредством другого устройства 16 измерения толщины определяется другая действительная толщина d', которая подается на устройство 11 регулирования толщины. И в этом случае устройство 11 регулирования толщины может с помощью другой действительной толщины d' полосы 5 варьировать регулирующее воздействие s*, действующее на последнюю прокатную клеть 4 прокатного стана холодной прокатки.
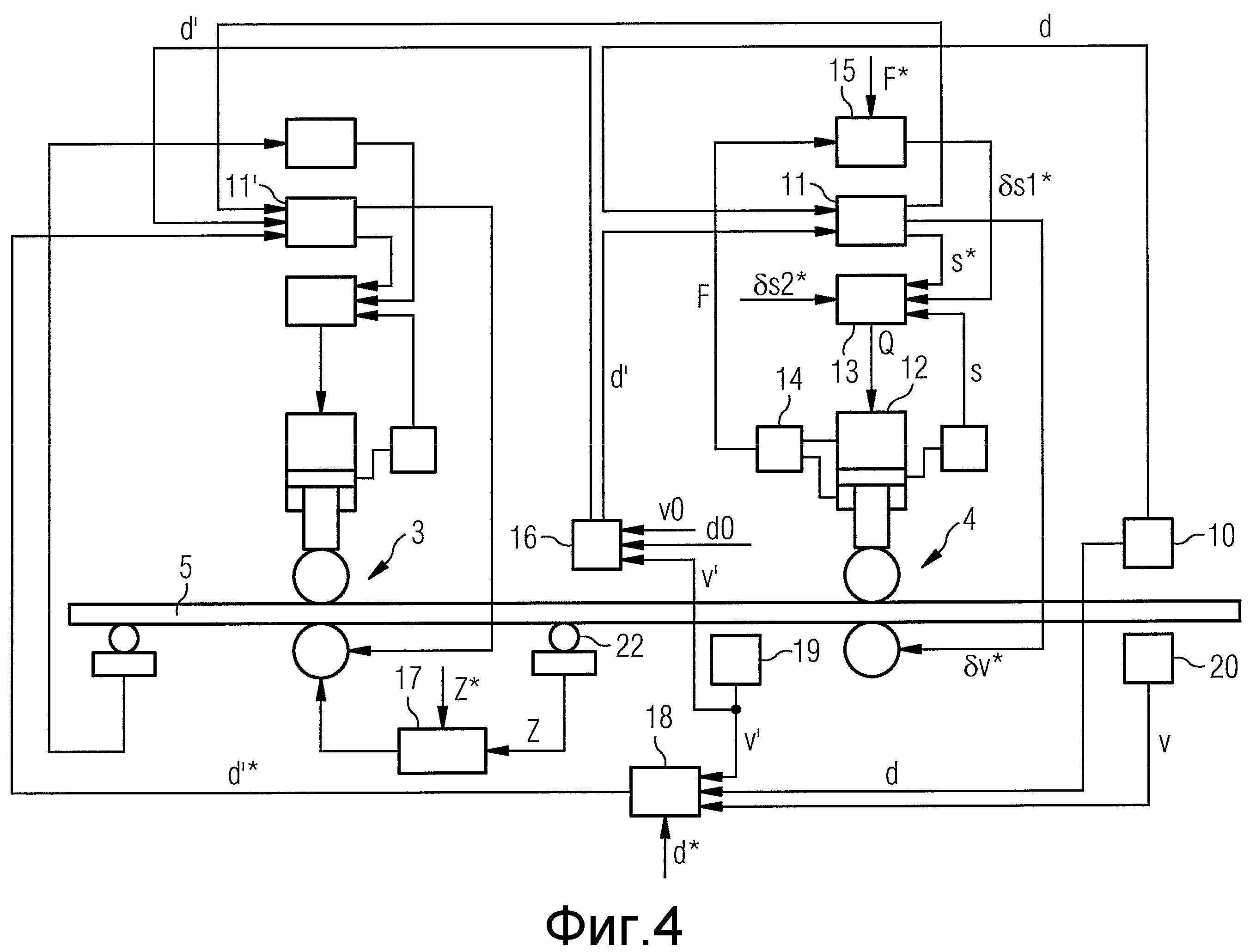
Кроме того, возможно стан холодной прокатки эксплуатировать согласно способу эксплуатации, который поясняется ниже более подробно со ссылкой на фиг.4. При этом способ эксплуатации согласно фиг.4 возможен в качестве альтернативы или дополнительно к выполнениям согласно фиг.2 и 3.
Также, согласно выполнению по фиг.4, устройство 10 измерения толщины расположено непосредственно за последней прокатной клетью 4 прокатного стана холодной прокатки. Кроме того, имеется устройство 11 регулирования толщины, на которое подается действительная толщина d полосы 5. Устройство 11 регулирования толщины при выполнении согласно фиг.4 воздействует на последнюю прокатную клеть 4 прокатного стана холодной прокатки.
При выполнении по фиг.4, аналогично выполнениям по фиг.2 и 3, имеется устройство 14 определения усилия прокатки, которое определяет действительное усилие F прокатки последней прокатной клети 4 и подает его на устройство 15 регулирования усилия. Устройство 15 регулирования усилия определяет, как и ранее, с помощью поданного на него действительного усилия F прокатки, а также поданного номинального усилия F* прокатки регулирующее воздействие δs1* и выдает это регулирующее воздействие δs1*. Регулирующее воздействие δs1* действует, аналогично выполнению по фиг.2, на устройство 13 регулирования очага деформации.
Также при выполнении согласно фиг.4 посредством другого устройства 16 измерения толщины, расположенного непосредственно перед последней прокатной клетью 4 прокатного стана холодной прокатки, определяется другая действительная толщина d' полосы 5, которая подается на другое устройство 11' регулирования толщины в качестве действительного значения d'. Другое устройство 11' регулирования толщины действует при этом на предпоследнюю прокатную клеть 3 прокатного стана холодной прокатки.
Другое устройство 11' регулирования толщины требует для надлежащего регулирования не только другую действительную толщину d', но и номинальную толщину d'*. Номинальная толщина d'* определяется с помощью устройства 18 определения номинального значения. С этой целью имеются устройства 19, 20 определения скорости. Посредством устройств 19, 20 определения скорости определяются скорости v и v*, с которыми полоса 5 входит в последнюю прокатную клеть 4 прокатного стана холодной прокатки и выходит из последней прокатной клети 4 прокатного стана холодной прокатки. Определенные скорости v и v* и конечная толщина d*, которую должна иметь полоса 5 после последней прокатной клети 4 прокатного стана холодной прокатки, подаются на устройство 18 определения номинального значения. Устройство 18 определения номинального значения определяет, в зависимости от поданных на него параметров d*, d, v', v, номинальную толщину d'* и подает ее на устройство 11 регулирования толщины в качестве номинального значения d'*.
Формула для определения номинальной толщины d* получается на основе уравнения непрерывности, так как должно выполняться равенство:
d'*·v' = d*·v (1)
(1)
Скорости v и v' могут определяться различными способами. Например, возможно, что за последней прокатной клетью 4, согласно фиг.1, расположен S-блок 21 роликов, и определяется окружная скорость роликов S-блока 21 роликов. Эта скорость v очень хорошо корреспондируется со скоростью полосы 5 со стороны выхода за последней прокатной клетью 4. Для определения скорости v' полосы 5 между последней и предпоследней прокатной клетью 4, 3 можно, например, определять окружную скорость ролика 22 измерения натяжения. Однако альтернативно возможны и другие способы действия.
И при выполнении согласно фиг.4 можно на устройство 13 регулирования очага деформации в качестве дополнительного номинального значения δs2* подавать значение δs2* компенсации эксцентриситета.
И при выполнении согласно фиг.4 может достигаться повышенная динамика, по сравнению с уровнем техники. Хотя другое устройство 11' регулирования толщины действует аналогично уровню техники на предпоследнюю прокатную клеть 3 прокатного стана холодной прокатки, однако, в противоположность уровню техники, соответствующее устройство 16 измерения толщины размещено не за последней прокатной клетью 4 прокатного стана холодной прокатки, а перед последней прокатной клетью 4 прокатного стана холодной прокатки.
В качестве другого выполнения способа функционирования по фиг.4 можно также подавать действительную толщину d на устройство 18 определения номинального значения. В этом случае устройство 18 определения номинального значения может учитывать действительную толщину d при определении номинальной толщины d'*.
Устройство 10 измерения толщины, посредством которого определяется действительная толщина d полосы 5 за последней прокатной клетью 4 прокатного стана холодной прокатки, предпочтительно выполнено как обычное устройство измерения толщины. Также другое устройство 16 измерения толщины, посредством которого определяется другая действительная толщина d' полосы 5 между предпоследней и последней прокатной клетью 3, 4 прокатного стана холодной прокатки, может быть выполнено как обычное устройство измерения толщины. Ниже, однако, со ссылкой на фиг.5 описывается альтернативное выполнение этого устройства 16 измерения толщины.
Согласно фиг.5, определяется скорость v' полосы 5 между предпоследней и последней прокатной клетью 3, 4 прокатного стана холодной прокатки. Например, может определяться окружная скорость ролика 22 измерения натяжения. В качестве альтернативы, может, например, определяться окружная скорость валков предпоследней прокатной клети 4 прокатного стана холодной прокатки; и скорость v' полосы 5 между предпоследней и последней прокатной клетью 3, 4 прокатного стана холодной прокатки может определяться с учетом опережения.
Кроме того, в месте перед предпоследней прокатной клетью 3 - это может альтернативно быть местом между предпоследней и третьей с конца прокатной клетью 3, 2 или еще более удаленным от предпоследней прокатной клети 3 местом - определятся скорость v0 полосы 5 и толщина d0 полосы, имеющаяся на этом месте, которые подаются на другое устройство 16 измерения толщины. Например, можно с помощью дополнительного устройства 23 измерения толщины с входной стороны прокатного стана холодной прокатки определить входную толщину d0 полосы 5. Аналогичным образом можно на стороне входа прокатного стана холодной прокатки - например, путем определения окружной скорости роликов предыдущего S-блока 24 роликов - определить соответствующую скорость v0 полосы на стороне входа.
Соответствующие места полосы 5, для которых определялись входные толщины d0, отслеживаются в пределах прокатного стана холодной прокатки. В корректный момент времени посредством другого устройства 16 измерения толщины определяется другая действительная толщина d'. При этом определение осуществляется на основе соотношения:
d'·v' = d0·v0 (2)
(2)
при этом v0 и v' - текущие определенные скорости, d0 - начальная толщина d0 полосы 5, которая была определена для места полосы 5 в момент выхода из предпоследней прокатной клети 3 с помощью дополнительного устройства 23 измерения толщины.
Различные устройства 11, 11', 13, 15 и 17 регулирования, а также устройство 18 определения номинального значения, как правило, реализованы программными средствами. Они, таким образом, являются частями компьютерной программы 7. Выполнение компьютерной программы 7 управляющим устройством 6 обуславливает то, что управляющее устройство 6 реализует соответствующие устройства 11, 11', 13, 15 и 17 регулирования, а также устройство 18 определения номинального значения. Кроме того, управляющее устройство 6 на основе выполнения машинного кода 8 управляет устройствами 14, 19, 20 определения и исполнительными элементами 12 (и другими). Поэтому в результате прокатный стан холодной прокатки управляется управляющим устройством 6 согласно одному из вышеописанных способов функционирования. Кроме того, управляющее устройство 6, разумеется, также связано информационно-технически с упомянутыми устройствами 10, 12, 14, 16, 19, 20 и т.д.
Предложенное изобретение имеет множество преимуществ. В частности, в соответствии с изобретением решается проблема, имеющаяся в уровне техники, касающаяся считавшегося неразрешимым противоречия между «постоянным регулированием усилия прокатки в последней прокатной клети 4 для дрессировочного режима» и «использованием регулирующего воздействия установки последней прокатной клети 4 для компенсации ошибок толщины». Учитываются как требования к дрессировочному режиму, так и требования к выдерживанию заданной точности изготавливаемой полосы 5. При этом достигается динамика, считавшаяся согласно уровню техники невозможной.
Представленное выше описание служит исключительно пояснению заявленного изобретения. Однако объем защиты предложенного изобретения должен определяться исключительно формулой изобретения.
Подводная система компенсации давления
Топливная форсунка
Напорный резервуар с компенсационным сильфоном
Распределение энергии
Использование отходящего тепла
Вентильный преобразователь переменного тока с распределенными тормозными сопротивлениями
Способ функционирования для многоклетьевого прокатного стана с определением толщины полосы на основе уравнения непрерывности
Способ функционирования охлаждающего участка для охлаждения прокатываемого материала с не связанным с температурой охлаждением до конечного значения энтальпии
Модульная тормозная система
Ограничение пикового отбора электроэнергии карьерными экскаваторами
Способ, система и устройство для предотвращения столкновений
Способ динамического регулирования по меньшей мере одного блока, содержащего по меньшей мере одну горелку, а также устройство для выполнения способа
Высоковольтное соединение и электрическое рельсовое транспортное средство с высоковольтным соединением
Многоходовой клапан для топливной системы газовой турбины
Машина и устройство для контролирования состояния предохранительного подшипника машины
Модуль полупроводникового преобразователя электроэнергии
Электрическая установка
Способ изготовления асимметричного диффузора с применением различных положений лазера
Управление дверями перрона
Сварочный присадочный материал, применение сварочного присадочного материала и конструктивный элемент

