Результат интеллектуальной деятельности: ЭЛЕКТРОИЗОЛИРУЮЩИЙ КОРПУС
Вид РИД
Изобретение
Область техники
Настоящее изобретение относится к электроизолирующему корпусу сложной формы. Электроизолирующий корпус имеет оболочку, содержащую первый изолирующий материал, и внутреннее пространство, заполненное вторым изолирующим материалом. Настоящее изобретение дополнительно относится к способу изготовления электроизолирующего корпуса.
Предпосылки изобретения
С целью обеспечения электрической изоляции электрические компоненты или проводники либо окружают изолирующим корпусом, либо между двумя или более проводниковыми или полупроводниковыми элементами помещают изолирующее тело. В одном традиционном способе изоляции электрические компоненты заливают в сплошной блок из изолирующего материала. Компоненты помещают в литейную форму и заполняют литейную форму изолирующим материалом, который после отверждения образует сплошной блок. Этот так называемый способ автоматического технологического застывания (APG) используется, например, для производства комнатных преобразователей тока, в которых электрические компоненты содержат первичную и вторичную обмотки, а изолирующий материал представляет собой эпоксидную смолу.
В альтернативном традиционном способе изготавливают тонкостенную изолирующую оболочку из термопластичного материала путем литья под давлением, а после ввода электрических компонентов внутреннее пространство оболочки заполняют вторым изолирующим материалом, таким как эпоксид или полиуретан. Такой способ изготовления является более гибким и быстрым по сравнению со способом APG, поскольку длительность цикла для литья под давлением оболочек короче, а на стадии заполнения процесса не требуется какой-либо пресс-формы.
Одним из недостатков использования традиционного способа литья под давлением для изготовления изолирующих оболочек является то, что оболочки должны быть относительно простыми по форме. Традиционная пресс-форма содержит по меньшей мере две разделяемые стороны: полость и сердцевину, которые могут быть разъединены для извлечения отлитой детали. Получившаяся деталь имеет один большой проем в направлении вытягивания, т.е. в направлении, в котором полость и сердцевина отделяются друг от друга. Как правило, не допускаются какие-либо формы или элементы, которые предотвращали бы разделение сторон литейной формы или извлечение детали после формования. Это означает, что нависающие элементы, т.е. элементы, которые проникают в полость, сердцевину или стенку оболочки перпендикулярно направлению вытягивания, не допустимы. Например, форма горловины бутылки в этом контексте расценивается как нависающий элемент.
Зачастую желательно придать изолирующей оболочке более сложную форму, чем может быть получена при помощи традиционного способа литья под давлением. Например, путем придания оболочке формы, которая лучше соответствует размеру и форме содержащихся в ней компонентов, можно исключить излишек окружающего изолирующего материала. Это приводит как к снижению количества используемого материала, так и к сокращению времени производства. Известен способ соединения двух или более простых деталей, полученных литьем под давлением, путем склеивания или сваривания для получения более сложных форм оболочек. Этот способ приводит к образованию шва по стенкам оболочки и является неудовлетворительным решением в контексте изоляторов, поскольку такой шов может отрицательно влиять на изолирующие свойства оболочки. Шов или клей может содержать пузырьки воздуха или примеси и легко становиться слабой частью изолирующей оболочки, снижая величину напряжения пробоя всего изолирующего корпуса. Ситуация особенно неудовлетворительна, если шов выполнен в продольном направлении между двумя электрическими потенциалами, что приводит к повышенному риску искрового перекрытия. Ожидается, что даже пробивное напряжения по изолирующей оболочке будет снижаться в присутствии шва. Шов может также быть четко виден, а следовательно, эстетически нежелателен.
Сущность изобретения
Одной из задач изобретения является обеспечение электроизолирующего корпуса сложной формы с хорошими изолирующими свойствами. Дополнительной задачей изобретения является обеспечение способа изготовления электроизолирующего корпуса сложной формы с хорошими изолирующими свойствами.
Эти задачи решаются при помощи продукта по пункту 1 и способа по пункту 10 формулы изобретения.
Изобретение основано на выявлении преимуществ сложной формы изолирующей оболочки. Более того, изобретение основано на выявлении недостатков сборки изолирующей оболочки из двух или более частей и на осознании того, что эти недостатки могут быть устранены путем выполнения изолирующей оболочки бесшовной. Для достижения сложной формы с бесшовной конструкцией необходим новый способ изготовления.
В соответствии с одним вариантом воплощения изобретения предусмотрен электроизолирующий корпус, содержащий оболочку, причем эта оболочка содержит первый изолирующий материал, оболочка ограничивает внутреннее пространство оболочки, имеющее по меньшей мере один нависающий элемент, при этом внутреннее пространство оболочки по меньшей мере частично заполнено вторым изолирующим материалом, при этом оболочка является бесшовной. При использовании бесшовной конструкции оболочки исключены негативные воздействия шва на изолирующие свойства оболочки.
В соответствии с одним вариантом воплощения изобретения первый изолирующий материал представляет собой термопластичный материал. Оболочка предпочтительно изготовлена путем литья, и термопластичные материалы представляют собой изоляторы с хорошими литейными свойствами.
В соответствии с одним вариантом воплощения изобретения термопластичный материал представляет собой материал, выбранный из группы, состоящей из: нейлона, полибутилентерефталата (PBT), полипропилена (PP), полиэтилена (PE) и полиэтилентерефталата (PET). Эти материалы показали себя как предпочтительные среди термопластичных материалов.
В соответствии с одним вариантом воплощения изобретения термопластичный материал упрочнен стекловолокном или углеродным волокном. При использовании волоконного материала может быть повышена жесткость оболочки и допустимы более тонкие конструкции оболочки.
В соответствии с одним вариантом воплощения изобретения второй изолирующий материал представляет собой материал, выбранный из группы, состоящей из: эпоксида, полиуретана, силиконового геля и масляного геля. Поскольку необходимый объем второго изолирующего материала может быть довольно большим, важно выбрать более дешевый заполняющий материал.
В соответствии с одним вариантом воплощения изобретения оболочка изготовлена с использованием способа выдувного формования.
В соответствии с одним вариантом воплощения изобретения оболочка изготовлена с использованием способа литья под давлением со сжимающейся сердцевиной пресс-формы.
Два вышеуказанных способа изготовления являются альтернативами для получения оболочки сложной формы.
В соответствии с одним вариантом воплощения изобретения внутреннее пространство оболочки содержит электрические компоненты. При заделывании электрических компонентов в изолирующий материал эти компоненты защищены как электрически, так и механически.
В соответствии с одним вариантом воплощения изобретения электрические компоненты составляют трансформатор. Настоящее изобретение предпочтительно применяется при замене существующего способа заключения компонентов трансформатора в корпус.
В соответствии с одним вариантом воплощения изобретения предусмотрен способ изготовления электроизолирующего корпуса, содержащий: обеспечение полости пресс-формы, содержащей по меньшей мере один нависающий элемент; использование полости пресс-формы для формования бесшовной оболочки, содержащей первый изолирующий материал; заполнение бесшовной оболочки по меньшей мере частично вторым изолирующим материалом.
Краткое описание чертежей
Изобретение будет описано более подробно со ссылкой на прилагаемые чертежи, на которых:
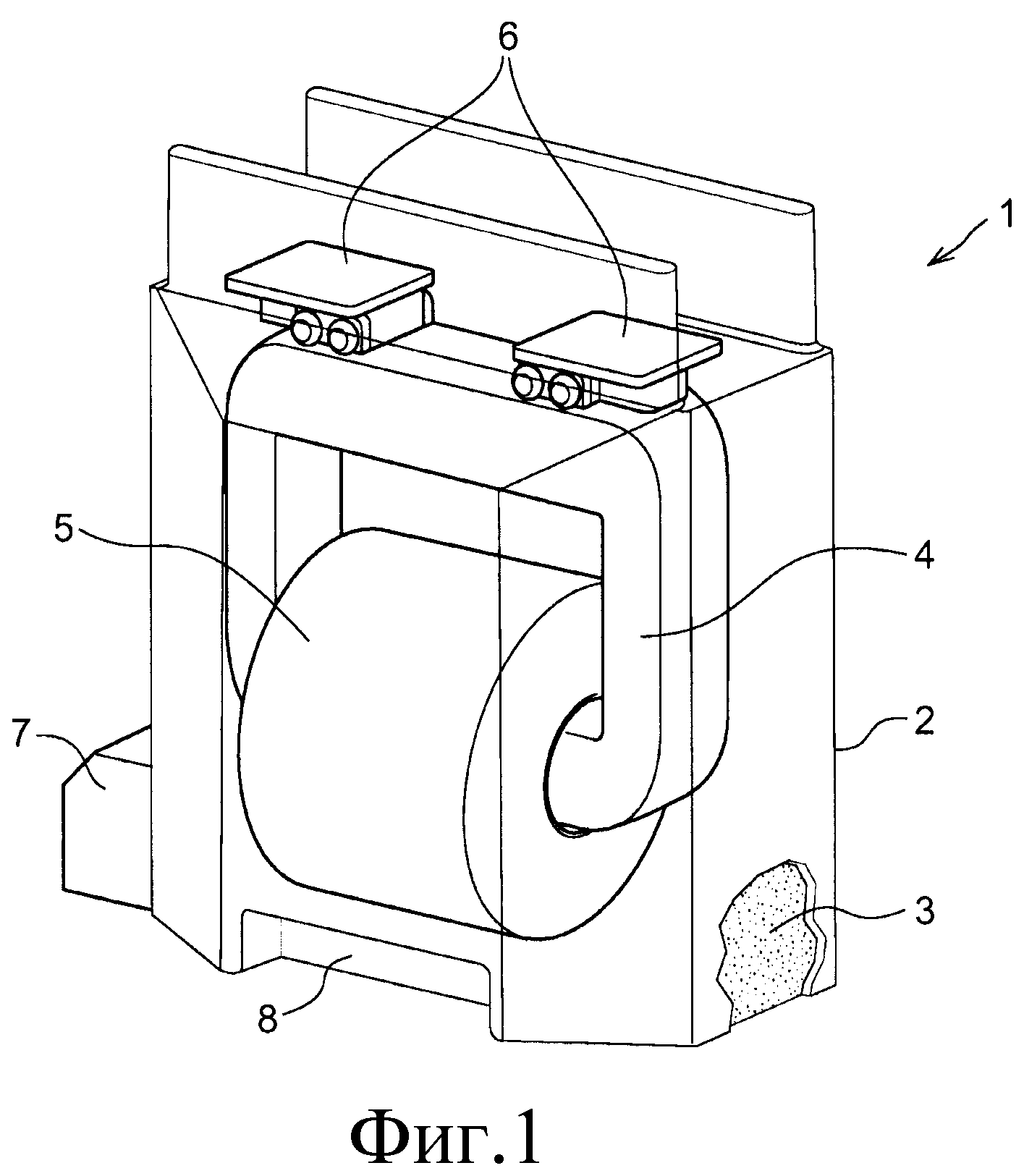
Фигура 1 изображает трансформатор, содержащий электроизолирующий корпус в соответствии с одним вариантом воплощения изобретения, и
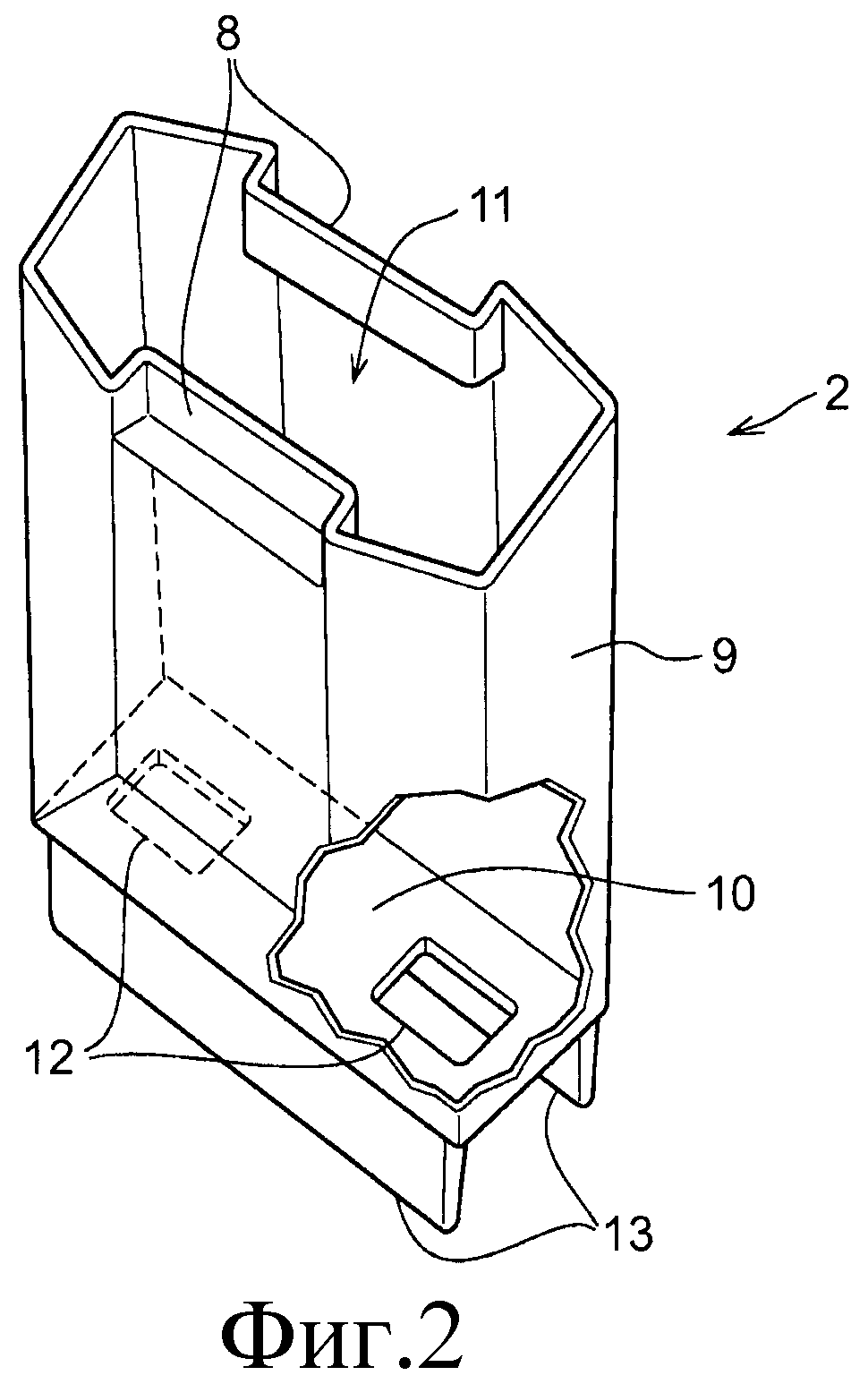
Фигура 2 изображает оболочку, соответствующую электроизолирующему корпусу по фигуре 1.
Описание предпочтительных вариантов воплощения
На Фигуре 1 показан трансформатор, содержащий электроизолирующий корпус 1 в соответствии с одним вариантом воплощения изобретения. Корпус 1 вмещает в себя комнатный трансформатор тока, по существу содержащий первичную обмотку 4, вторичную обмотку 5, зажимы 6 для соединения первой обмотки 4 и клемму 7 для соединения вторичной обмотки 5. Корпус 1 содержит оболочку 2 из термопластичного материала, причем внутреннее пространство оболочки 2 заполнено вторым изолирующим материалом 3, таким как эпоксид, полиуретан, силиконовый гель или масляный гель. Нижняя кромка корпуса 1 снабжена рукоятками 8 в форме углубления на каждой стороне корпуса 1, причем в эту разновидность оболочки включены два углубления.
На Фигуре 2 показана оболочка 2, соответствующая электроизолирующему корпусу 1 по фигуре 1. Оболочка 2 содержит боковую стенку 9, торцевую стенку 10, проем 11, два отверстия 12, два выступа 13 и две рукоятки 8. Рукоятки 8 выполнены в виде двух элементов, выступающих внутрь во внутреннее пространство оболочки. С точки зрения формования, элементы рукоятки представляют собой так называемые нависающие элементы, поскольку они проникают в полость пресс-формы перпендикулярно направлению вытягивания. В соответствии с традиционным способом литья под давлением этот тип элементов был бы недопустим, поскольку нависающие элементы препятствовали бы извлечению сердцевины пресс-формы из оболочки 2 после формования. Однако можно отформовать оболочку 2 согласно фигуре 2 при использовании специальных способов формования. Существует по меньшей мере два следующих способа формования, при помощи которых может быть получена оболочка 2 согласно фигуре 2: выдувное формование (формование раздувом) и литье под давлением со сжимающейся сердцевиной пресс-формы. Далее каждый из этих способов будет описан более подробно.
В способе выдувного формования термопластичный материал расплавляют и придают ему форму черновой заготовки, которая представляет собой трубкообразный кусок пластика с отверстием на одном конце. Черновую заготовку захватывают, закрывая ее в полости пресс-формы, и вдувают в черновую заготовку воздух, раздувая ее до формы полости пресс-формы. После того как пластик достаточно охлажден, пресс-форму открывают и извлекают оболочку 2.
В способе литья под давлением со сжимающейся сердцевиной пресс-формы сердцевина пресс-формы способна изменять свои внешние размеры так, чтобы ее можно было извлечь через проем 11 оболочки после формования. Это может быть достигнуто, например, путем обеспечения полой, гибкой сердцевины с надувной камерой.
Оболочка 2, получившаяся в результате вышеуказанных способов формования, имеет тонкую стенку 9, 10 в диапазоне примерно от 0,5 до 5 мм. Стенка 9, 10 может быть относительно гибкой, так что компоненты трансформатора, имеющие больший размер, чем размеры проема 11, могут быть вставлены за счет растягивания проема 11 в ходе сборки. Гибкости можно добиться путем надлежащего подбора размера в толщину стенки и путем выбора подходящего материала оболочки. Материал оболочки может быть выбран из группы, состоящей из нейлона, полибутилентерефталата (PBT), полипропилена (РР), полиэтилена (РЕ) и полиэтилентерефталата (РЕТ). Материал оболочки может быть упрочнен подходящим материалом, таким как стекловолокно или углеродное волокно.
После того как оболочка 2 отформована, она может быть механически обработана множеством способов для достижения конечной функциональности оболочки 2. Трансформатор по фигуре 1, например, требует двух отверстий 12 для зажимов 6 первичной обмотки 4. При использовании способа литья под давлением со сжимающейся сердцевиной такие отверстия 12 могут быть получены при надлежащей конструкции пресс-формы, но когда используется способ выдувного формования, отверстия 12 необходимо выполнить после этого.
Изобретение не ограничивается показанными выше вариантами воплощения, и специалист в данной области техники может, конечно же, модифицировать их множеством способов в пределах объема изобретения, определяемого формулой изобретения. Таким образом, например, изобретение не ограничивается корпусами трансформаторов, но может быть применено для других задач, связанных с электрической изоляцией.
Устройство и способ быстрого замыкания электрической цепи и применение этого устройства
Диэлектрическая изоляционная среда
Синхронизация тактовых генераторов для дифференциальной защиты линии
Способ и устройство для линеаризации трансформатора
Система и связанный с ней способ контроля и управления электростанцией
Способ наблюдения за изменением массы внутри измельчающего блока
Способ детектирования подсинхронного резонанса
Способ и устройство для выбора защитных зон в компоновке с множеством шин
Способ и система для обнаружения неисправного выпрямителя в преобразователе переменного тока в постоянный ток
Способ и компоновка для обнаружения внутренней неисправности в y-y-соединенной батарее конденсаторов

