Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ КЛАПАНА
Вид РИД
Изобретение
Область изобретения
Настоящее изобретение относится к способу изготовления клапана с применением инжекционного формования металла и сварки корпуса с верхней частью клапана без повреждения внутренней полости в корпусе клапана.
Уровень техники
Корпус клапана обычно изготавливают посредством ковки или механической обработки или сочетания того и другого. В обычном процессе ковки трудно изготовить детали внутри клапана, а после ковки часто необходима дальнейшая доработка, требующая дополнительных трудозатрат и связанная с потерей дорогостоящего материала. При изготовлении клапана для сборки корпуса с другими частями обычно используют паяные или винтовые соединения.
Инжекционное формование металла (ИФМ (МIМ)) - способ изготовления, отличающийся относительно низкими затратами, обеспечивает эффективное и точное изготовление деталей. В процессе ИФМ (МIМ) металлический порошок смешивают с полимерным связующим. Материал, используемый в процессе ИФМ (МIМ), нагревают и затем вводят в литейную форму. Деталь, полученная в форме после заливки, имеет размеры, немного превышающие конечные. Затем деталь проходит процесс удаления связующего, и примерно 90% полимерного связующего удаляется. После этого деталь спекают, чтобы удалить большую часть оставшегося связующего, спекание приводит также к сплавлению металлического порошка, обеспечивая твердость детали.
В результате спекания размеры детали принимают окончательные значения.
Проблема ИФМ (МIМ) состоит в том, что стенки детали должны быть относительно тонкими, чтобы обеспечить процесс удаления связующего и спекания для практически полного удаления полимерного связующего материала. Поэтому сварка деталей, изготовленных с использованием процесса ИФМ (МIМ), вызывает трудности, так как тонкие стенки деформируются при сварке.
Сущность изобретения
Целью изобретения является максимально возможное снижение стоимости изготовления клапана с минимальными затратами материала при использовании процесса ИФМ (МIМ).
Еще одной целью изобретения является исключение возможности повреждения внутренней полости клапана при приварке корпуса клапана к верхней части клапана.
Проблема применения процесса ИФМ (МIМ) состоит в том, что относительно тонкие стенки часто деформируются при сварке.
Изобретение обеспечивает способ изготовления клапана, содержащего корпус и верхнюю часть, причем корпус изготавливают путем инжекционного формования металла, данный корпус включает в себя сварочный колпак, а верхнюю часть приваривают к этому колпаку.
При использовании инжекционного формования металла обеспечивается возможность изготовления недорогого корпуса при минимальном расходе материала, поскольку отходы материала совсем незначительны. Однако существует проблема применения инжекционного формования металла, поскольку толщина стенок должна быть ограничена для процесса удаления связующего материала и спекания, чтобы почти полностью удалить полимерный связующий материал. Если стенки слишком толстые, удалить весь связующий материал сложно. Поэтому стенки должны быть относительно тонкими по сравнению с корпусом, изготовленным обычным способом. Тонкие стенки создают проблему при сваривании корпуса с верхней частью, т.к. при сварке возможна деформация корпуса, затрудняющая свободное перемещение внутренних деталей. Поэтому корпус дополняют сварочным колпаком; при этом верхнюю часть приваривают к сварочному колпаку, предотвращая таким образом деформацию внутренней полости корпуса.
Дополнительное преимущество использования инжекционного формования металла заключается в возможности изготовления корпуса из стали. Применение традиционных способов изготовление корпусов из стали связано с техническими трудностями и отличается высокой стоимостью, поэтому в качестве материала для корпусов часто используют латунь, т.к. обрабатывать латунь проще. Однако для изготовления корпусов из стали удобно использовать инжекционное формование металла: оно эффективно и отличается низкой стоимостью, требуя минимального количества материала.
Инжекционное формование металла можно использовать также и для других материалов, включая керамику, магнитные материалы и сочетания различных материалов в одной детали.
Корпус содержит внутреннюю втулку, при этом края внутренней втулки и сварочного колпака разделены пазом. Внутренняя втулка определяет форму внутренней полости, внутренняя втулка должна быть ровной, чтобы поддерживать внутренние детали в рабочем положении и в то же время обеспечивать отсутствие препятствий для их свободного перемещения. Внутренняя втулка и сварочный колпак расположены параллельно и разделены пазом. Этот паз обеспечивает некоторое расстояние между сварочным колпаком и внутренней втулкой, поэтому тепло, выделяемое при сварке, не деформирует внутреннюю втулку.
Между пазом и внутренней полостью предусмотрено проходное отверстие, исключающее нарастание давления в пазу при сварке или при работе клапана.
Край сварочного колпака смещен относительно края внутренней втулки, при этом край внутренней втулки находится ниже края сварочного колпака, что позволяет исключить опасность контакта внутренней втулки с верхней частью клапана. Такой контакт нежелателен, поскольку он может препятствовать хорошему контакту сварочного колпака с верхней частью.
Кроме того, верхняя часть может иметь направляющее кольцо, установленное на верхней части так, чтобы оно сопрягалось с внутренней границей сварочного колпака. Направляющее кольцо позволяет установить и удерживать корпус клапана и верхнюю часть в правильном положении для сварки.
Предпочтительно, при изготовлении корпуса все его части имеют одинаковую толщину. Это обеспечивает почти полный вывод полимерного связующего материала в процессе его удаления и спекания. В предпочтительном варианте реализации изобретения все части корпуса имеют толщину около 1 мм. Конечно, в местах, где сопрягаются различные части, возможно небольшое увеличение толщины.
Предпочтительно, чтобы после сварки глубина сварного шва была меньше толщины сварочного колпака, чтобы исключить опасность попадания на внутреннюю втулку расплавленного материала, вызывающего опасные деформации.
Краткое описание чертежей
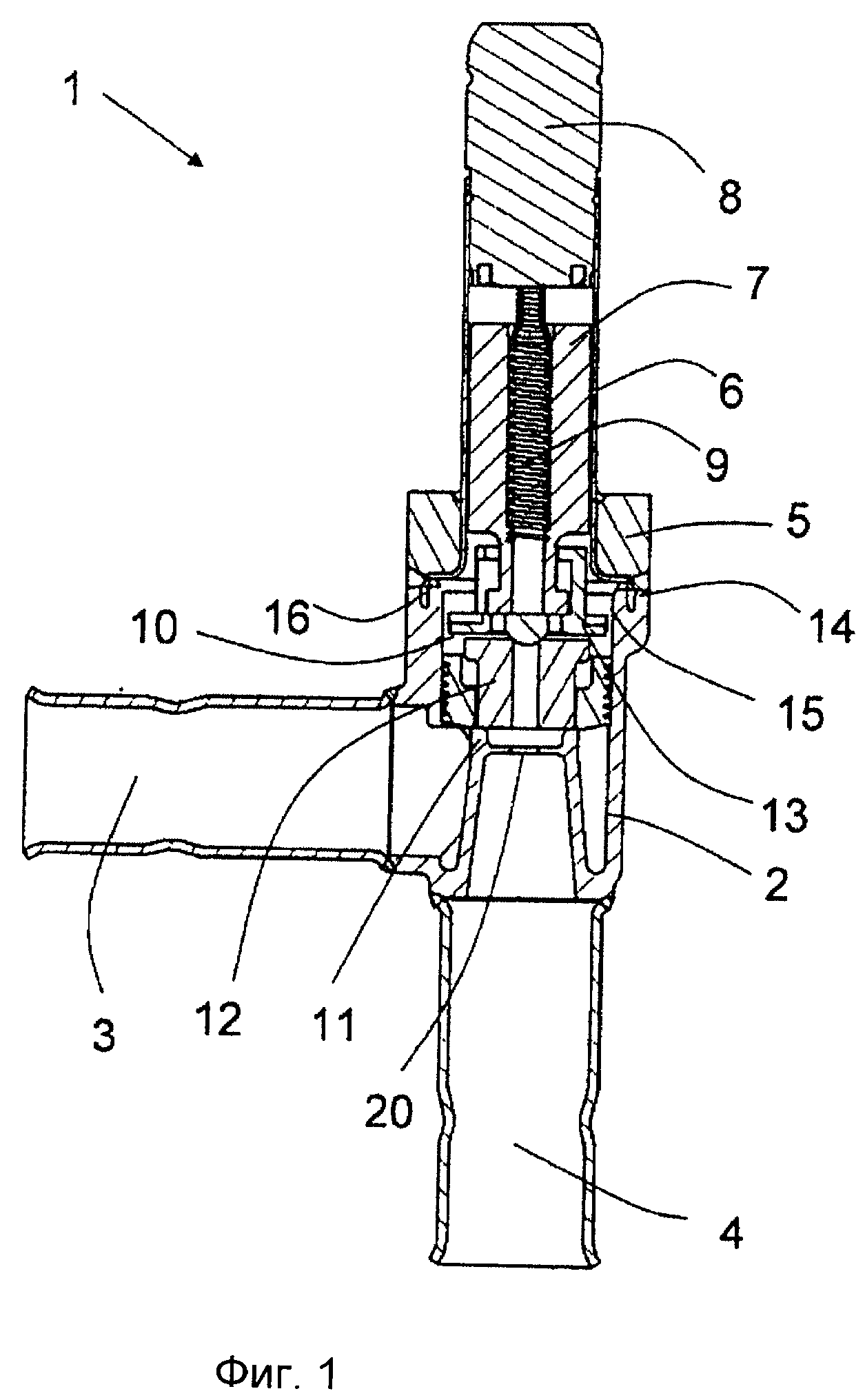
На фиг.1 показан клапан в соответствии с предпочтительным вариантом реализации изобретения.
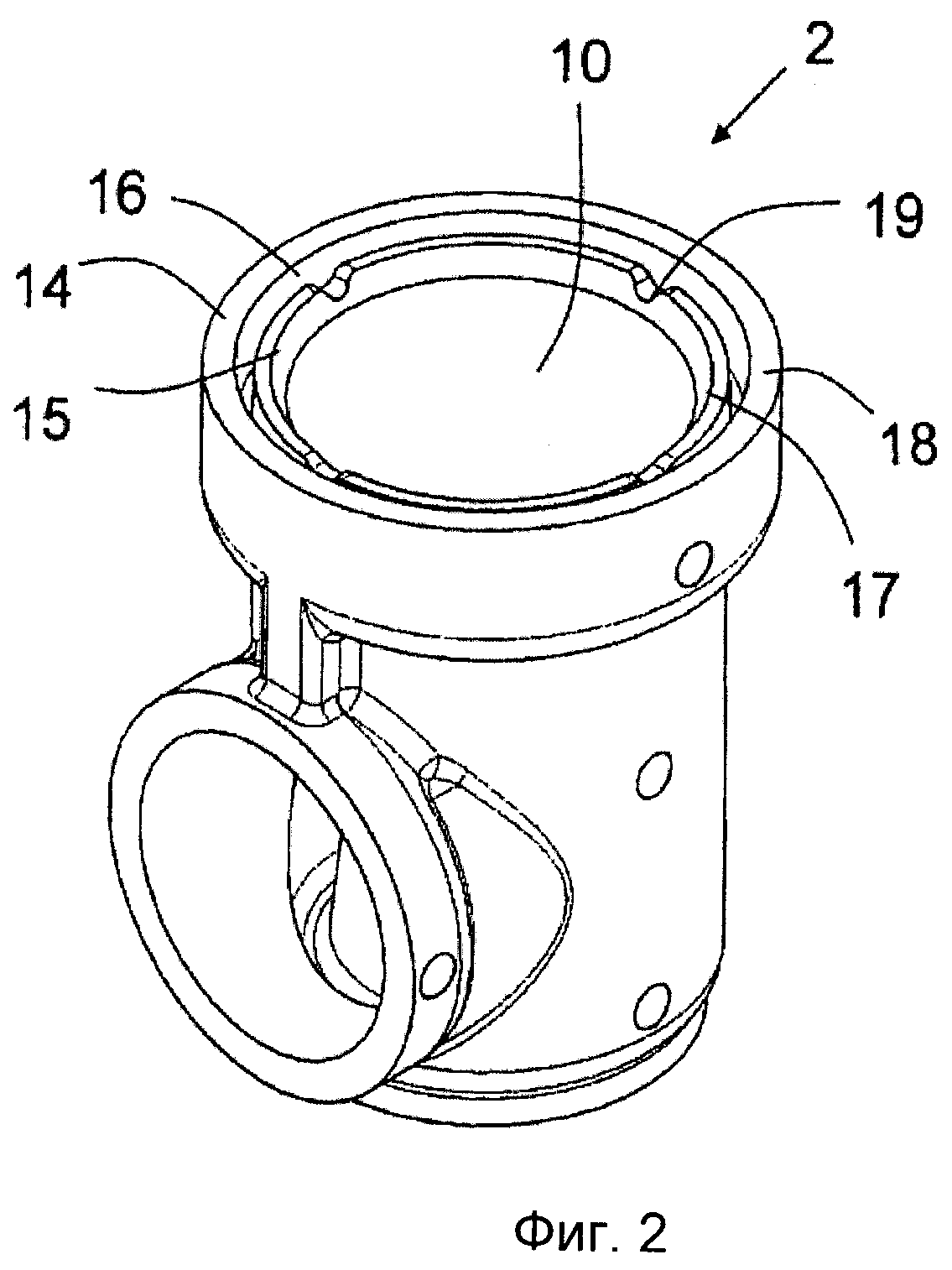
На фиг.2 приведен чертеж корпуса в аксонометрии, на котором показаны сварочный колпак и внутренняя втулка, в соответствии с изобретением.
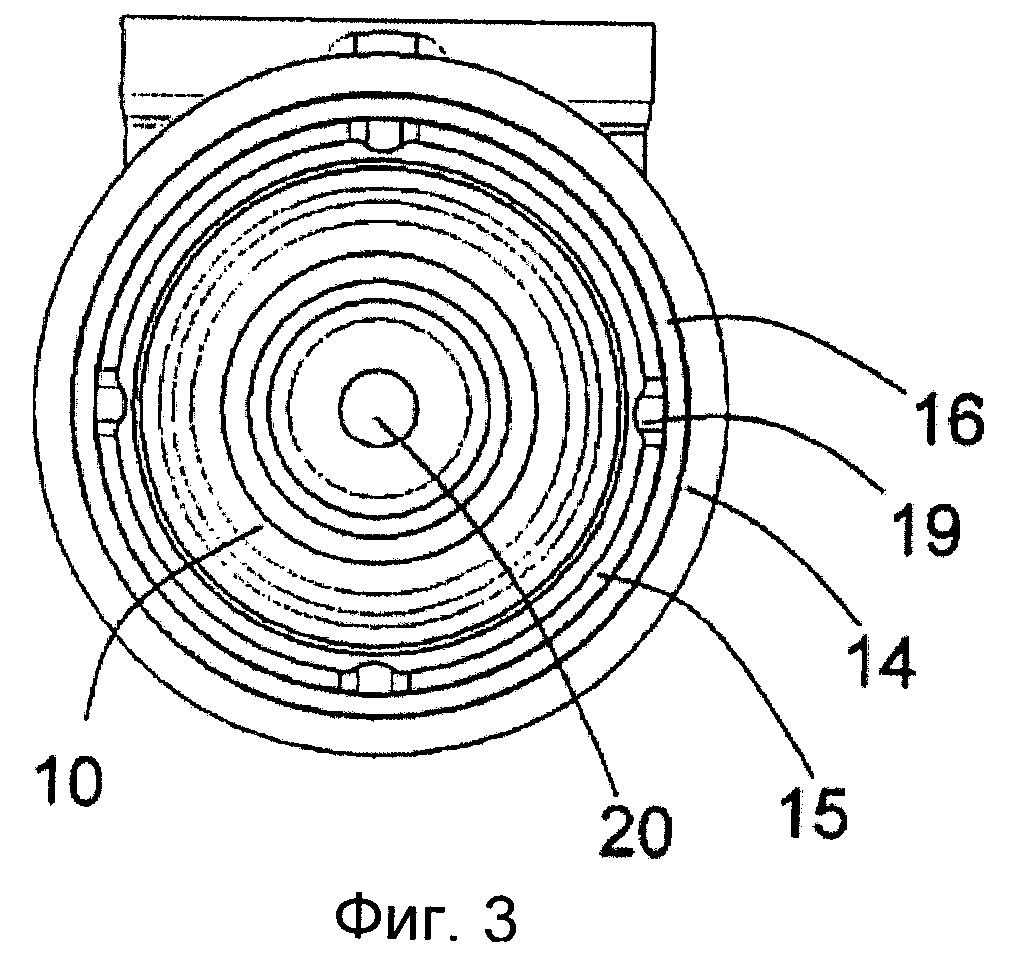
На фиг.3 показан вид сверху на корпус.
Подробное описание чертежей
На фиг.1 показан предпочтительный вариант реализации изобретения. Клапан 1 содержит корпус 2, вход 3, выход 4 и верхнюю часть 5. К верхней части 5 прикреплена направляющая трубка 6, вокруг направляющей трубки 6 клапана расположен электромагнит, не показанный на чертеже. Внутри направляющей трубки 6 установлены якорь 7 и головка якоря 8. Пружина 9 удерживает клапан в закрытом положении, если на якорь не действует сила, создаваемая катушкой электромагнита 7. Корпус 2 содержит внутреннюю полость 10, седло клапана 11 и выпускное отверстие 20, во внутренней полости 10 находятся внутренние детали, включая сервопоршень 12 и закрывающий сервоэлемент 13. Кроме того, корпус содержит сварочный колпак 14, внутреннюю втулку 15 и паз 16, паз 16 находится между сварочным колпаком 14 и внутренней втулкой 15.
Закрывающий сервоэлемент 13 перемещается вверх и вниз во внутренней полости 10. Закрывающий сервоэлемент 13 следует по внутренней втулке 15, поэтому очень важно, чтобы внутренняя втулка 15 была ровной, т.к. неровности и другие препятствия мешают свободному движению закрывающего сервоэлемента 13. Это является основной причиной, почему сварка не должна деформировать внутреннюю втулку 15.
Для упрощения монтажа в верхней части 5 возможна установка направляющего кольца (здесь показано), направляющее кольцо сопрягается с внутренней границей сварочного колпака 14 так, что когда верхнюю часть 5 устанавливают на корпусе 2, направляющее кольцо обеспечивает установку верхней части в надлежащем положении для сварки.
На фиг.2 показан корпус 2 в аксонометрии. Имеются сварочный колпак 14 и внутренняя втулка 15, разделенные пазом 16. Край 17 внутренней втулки смещен немного вниз относительно края 18 сварочного колпака, поэтому при установке верхней части 5 на корпусе 2 остается небольшой зазор между краем 17 внутренней втулки и верхней частью 5. Конечно, предусмотрен свободный проход между пазом 16 и внутренней полостью 10, на внутренней втулке 15 также предусмотрено несколько проходов 19 для утечки.
На фиг.3 показан вид сверху на корпус 2 со сварочным колпаком 14, внутренней втулкой 15, пазом 16, проходами 19 для утечки, внутренней полостью 10 и выпускным отверстием 20. Размер выпускного отверстия 20 можно увеличить механической обработкой, поэтому размеры выпускного отверстия 20 могут быть различными, чтобы соответствовать требуемым характеристикам клапана.
Клапанное устройство для системы отопления
Встраиваемый клапан, в частности, для секционного радиатора и секционный радиатор
Инфракрасный датчик, в частности co-датчик
Присоединительная арматура для нагревательного элемента
Терморегулирующая насадка для клапанов отопительных или охладительных агрегатов
Термостатическая насадка для вентиля
Система управления для управления охлаждающей системой
Способ управления давлением всасывания, основанный на охлаждающем объекте под самой большой нагрузкой
Механизм управления, в частности механизм управления клапаном, и способ эксплуатации механизма управления клапаном
Испарительный клапан с уравновешиванием усилий
Расширительный клапан, имеющий мембрану и по меньшей мере два выпускных отверстия
Способ уменьшения колебаний в системе управления
Клапанное устройство
Вентиль для парокомпрессионной установки
Энергосберегающая система и способ экономии энергии
Способ работы клапана
Пластинчатый теплообменник с прокладкой
Способ управления подачей холодильного агента в испаритель на основе измерений температуры

