Результат интеллектуальной деятельности: ПРЕСС ДЛЯ ЗАКАЛКИ ДИСКОВ В ВОДООХЛАЖДАЕМЫХ ШТАМПАХ
Вид РИД
Изобретение
Изобретение относится к термической обработке стали, а именно к устройствам для закалки дисков в водоохлаждаемых штампах и может быть использовано преимущественно в тракторо- и автомобилестроении, в частности, при восстановлении работоспособности дисков фрикционов коробок передач.
Известно устройство для закалки плоских деталей в водоохлаждаемых штампах (Термическая обработка в машиностроении. Справочник под ред. Ю.М. Лахнина. М. Машиностроение, 1980, с.569…574). Деталь, нагретая до температуры закалки, подается в штамп, где находится в заневоленном состоянии в течение всего времени охлаждения.
Недостатком данного способа закалки и устройства для его осуществления является коробление, возникновение трещин, неравномерное распределение твердости. Это объясняется тем, что при металлическом контакте штампов с заневоленной закаливаемой деталью при усадке детали в процессе охлаждения в ней возникают внутренние напряжения
Бесконтактное охлаждение деталей при закалке и отпуске предложены в технических решениях (а.с. СССР №1216228А С21Д 9/24, 1/673, 17.03.1986), где за счет охлаждающей среды (жидкость, газ) создается «подушка» между нижней частью штампа (матрицей) и деталью, и верхней частью штампа (пуансоном) и деталью. При этом закаливаемая деталь имеет возможность свободной усадки при охлаждении, что повышает качество термообработки - снижается коробление, достигается более равномерная твердость поверхностей.
Однако наличие жидкостной «подушки» не в полной мере противодействует деформации дисков в рамках имеющихся зазоров, т.к. к равномерному давлению жидкости (газа) на обе стороны диска могут добавиться односторонние силы от внутреннего напряжения диска, что в данных устройствах ничем не компенсируется, к тому же, процесс закалки или отпуска дорогостоящий, т.к. масло идет на угар, а теплоемкость газа невелика, что требует большого объема его прокачки. Эти установки дороги, т.к. дополнительно требуются насосы, компрессоры, редукторы, устройства очистки закалочной среды.
Наиболее близким по технической сущности к заявляемому объекту является пресс для закалки плоских деталей, описанный в авторском свидетельстве СССР №1770396 A1 C21D 1/673, 9/24, 1/18, 23.10.1992, где закалку ведут в два этапа: первый период в заневоленном состоянии и второй период в свободном состоянии, за счет обеспечения заданного зазора между закалочными штампами, который равен толщине детали с учетом линейного расширения детали при ее нагреве. Известный пресс содержит станину, на основании которой расположена водоохлаждаемая матрица. На верхней балке станины установлен силовой цилиндр, на штоке которого закреплен водоохлаждаемый пуансон. Пресс имеет систему регулирования зазора между матрицей и пуансоном путем подъема на заданную высоту всего силового цилиндра. Новое положение силового цилиндра фиксируется с помощью прокладок и регулировочных болтов. Управление работой силового цилиндра предполагает наличие устройства управления с положениями: «подъем», «опускание» (рабочий ход), «заперто», как и во всех подобных прессах. В данном прессе при заданном фиксированном зазоре между матрицей и пуансоном свободное состояние закаливаемой детали может быть обеспечено только для одной конкретной плоской детали имеющей строго определенную толщину, чтобы гарантировать, что при охлаждении детали после достижения заданной температуры толщина детали уменьшится на заданную величину, определяемую ее коэффициентом линейного расширения. Для детали другого размера требуется заново регулировать зазор между матрицей и пуансоном. При этом возникают трудности с точным установлением заданного расчетного зазора, так как необходимо обеспечить точность перемещения силового цилиндра по высоте недостижимую для резьбового соединения. Например, при нагреве диска из стали 40Х до закалочной температуры при толщине диска 4 мм его размер увеличится на 0,05 мм. Изготовление таких прокладок весьма дорого, а регулировка таких зазоров болтами невозможна. При жестком креплении пуансона на штоке силового цилиндра, как это имеет место в данном прессе, практически невозможно обеспечить полное прилегание и равномерное давление поверхности пуансона к закаливаемой детали из-за погрешностей изготовления и сборки штампов, что повлечет за собой неравномерность твердости по периметру диска
В обычных условиях производства на закалку одновременно поступают однотипные детали, например диски одного наименования, но с различной толщиной, например, для фрикционных дисков КПП тракторов «Кировец» толщина дисков колеблется от 2 до 3,4 мм, что делает затруднительным возможность достижения полного освобождения диска от заневоливания. Кроме того, в реальных условиях даже новые диски имеют допуск по толщине и в процессе закалки установленный зазор может привести, как к постоянному заневоливанию, так и к образованию зазора между диском и пуансоном, т.е. охлаждение диска более интенсивно будет идти с одной стороны, что приведет к различной твердости противоположных поверхностей диска. При закалке деталей закалочный штамп для обеспечения качества закалки должен иметь большую скорость закрытия (порядка 30-40 мм/сек) и, следовательно, при закрытии штампа деталь, нагретая до температуры аустенизации, подвергается значительным ударным нагрузкам, что отрицательно влияет на ее качество.
Задачей изобретения является разработка пресса для закалки дисков в водоохлаждаемых штампах, обеспечивающего двухстадийную закалку дисков с контролируемым переходом от закалки в «заневоленном» состоянии к закалке в «свободном» состоянии, когда на диск не действуют внешние силы, для всех толщин диска, или другой обрабатываемой детали без перенастройки пресса. Это повысит технологичность процесса закалки в водоохлаждаемых штампах и улучшит качество закалки обрабатываемых деталей.
Для решения поставленной задачи предлагается пресс для закалки дисков в водоохлаждаемых штампах, содержащий станину, водоохлаждаемую матрицу, расположенную на основании станины, силовой цилиндр со штоком, закрепленный на верхней балке станины, водоохлаждаемый пуансон, закрепленный на штоке силового цилиндра, и устройство для управления работой силового цилиндра, имеющее положения: «опускание», «подъем» и «заперто», который в соответствии с изобретением оснащен устройством для обезвешивания пуансона в положении «опущено», включающим в себя компенсаторы веса пуансона, соединяющие водоохлаждаемый пуансон с верхней балкой станины, пуансон дополнительно оснащен демпфером и установочной плитой, при этом шток силового цилиндра через упомянутые установочную плиту и демпфер шарнирно соединен с водоохлаждаемым пуансоном, а устройство для управления работой силового цилиндра дополнительно имеет положение «плавающее».
Предпочтительно компенсаторы веса пуансона выполнены пневматическими или пружинными.
Пресс обеспечивает работу в двух режимах: постоянное заневоливание диска в течение всего периода закалки, когда положение «плавающее» исключено из управления цилиндром и двухстадийная закалка, когда на первом этапе диск заневоливается, а на втором этапе посредством перевода силового цилиндра в положение «плавающее», компенсаторы веса частично или полностью снимают заневоливание диска, что способствует облегченной или свободной усадке диска при охлаждении, при этом контакт поверхности пуансона и диска сохраняется, что обеспечивает охлаждение диска с двух сторон. Наличие демпфера исключает ударные нагрузки пуансона на закаливаемую деталь в момент закрытия штампа, а шарнирное соединение пуансона со штоком цилиндра обеспечивает полное прилегание пуансона к поверхности диска. Пресс позволяет повысить технологичность процесса закалки, равномерность твердости на обеих поверхностях диска, снять внутренние напряжения и предотвратить коробление.
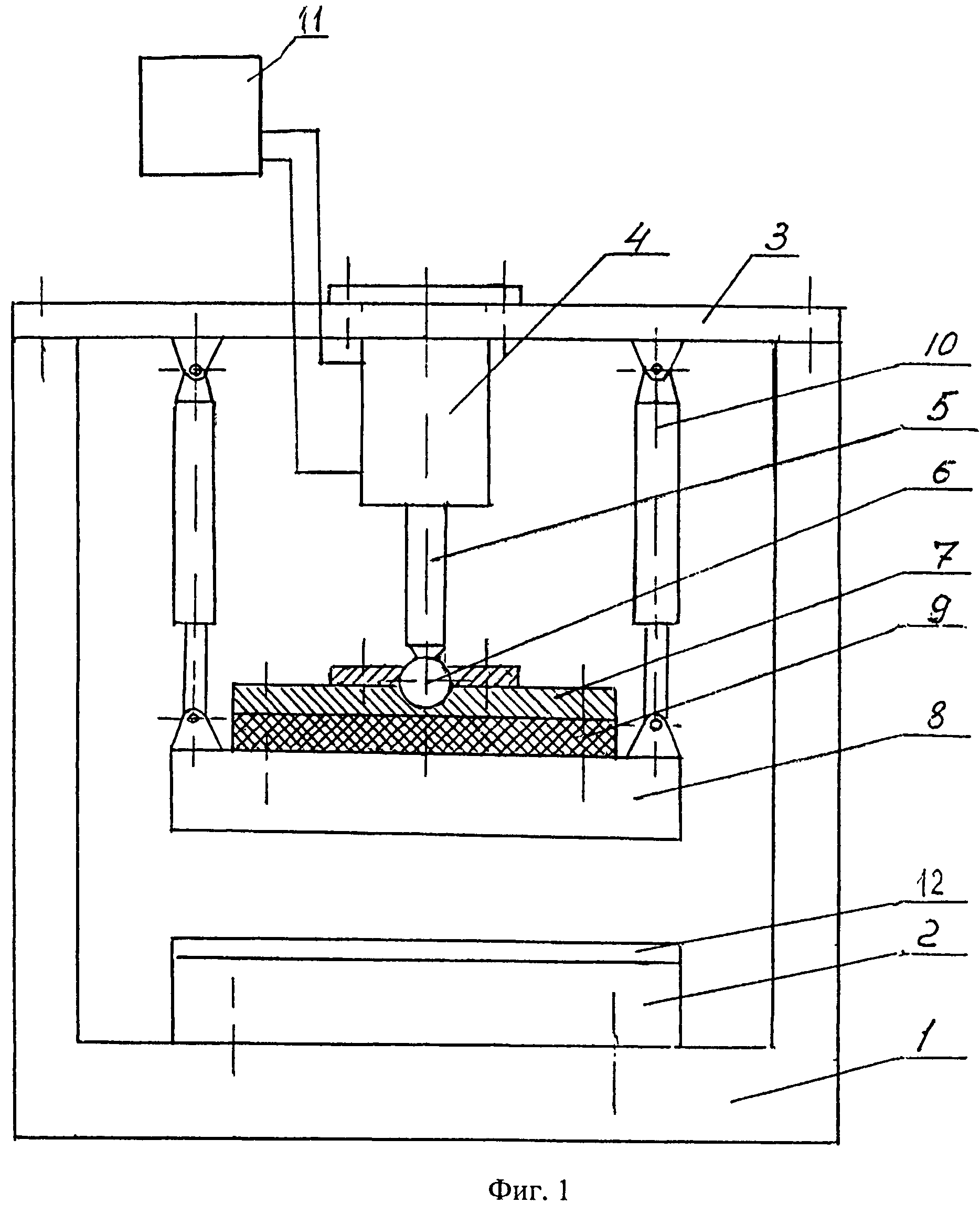
Изобретение поясняется рисунком, на котором показана конструктивная схема пресса.
Пресс содержит станину 1, на основании которой закреплена водоохлаждаемая матрица 2. На верхней балке 3 станины 1 закреплен силовой цилиндр 4. Шток 5 цилиндра 4 посредством шарнира 6 соединен с установочной плитой 7 водоохлаждаемого пуансона 8. Между установочной плитой 7 и водоохлаждаемым пуансоном 8 расположен демпфер 9, выполненный из упругого материала или собранный из пружин. Пресс оснащен устройством для обезвешивания пуансона 8 в положении «опущено», включающим в себя компенсаторы 10 веса пуансона, соединяющие водоохлаждаемый пуансон 8 с верхней балкой 3 станины 1. Компенсаторы 10 веса пуансона 8 могут быть пневматическими или пружинными.
Пресс имеет устройство 11 для управления работой силового цилиндра 4, имеющее положения: «подъем», «опускание» и «заперто» как и в известном устройстве и дополнительно устройство 11 для управления работой силового цилиндра имеет положение «плавающее», при котором в обеих полостях силового цилиндра 4 не создается никакого давления и поршень и шток силового цилиндра имеют возможность свободного перемещения от внешних нагрузок. В качестве устройства для управления работой силового цилиндра могут использоваться золотниковые распределители, клапанные распределители и любые другие аналогичные устройства.
Пресс работает следующим образом. Нагретый до температуры закалки диск 12 при раскрытом штампе укладывают на матрицу 2, устройством 11 включают силовой цилиндр 4 на закрытие штампа. При соприкосновении водоохлаждаемого пуансона 8 с закаливаемым диском 12 демпфер 9 гасит ударные нагрузки, а шарнир 6 обеспечивает полное прилегание поверхности водоохлаждаемого пуансона 8 к плоскости диска 12. При закрытии штампа в компенсаторах 10 устройства для обезвешивания пуансона происходит сжатие газа (пружин). Закаливаемый диск 12 заневоливается на определенное время, по истечение которого устройство 11 для управления работой силового цилиндра 4 переключает силовой цилиндр 4 в «плавающее» положение. Сжатый в компенсаторах 10 газ (пружины) частично или полностью снимает давление пуансона 8 на диск 12, при этом сохраняется полный контакт водоохлаждаемого пуансона 8 с диском 12, обеспечивающий охлаждение диска с двух сторон, что способствует равномерной закалке обеих плоскостей диска. Дальнейшее охлаждение диска 12 происходит в облегченном или в свободном состоянии, что не препятствует усадке диска при его охлаждении, при этом снимаются внутренние напряжения в диске. При завершении процесса закалки устройство 11 включает силовой цилиндр на подъем (раскрытие штампа) и закаленный диск 12 извлекается из штампа.
При закалке следующего диска процесс повторяется.
Управление работой устройства 11 для управления работой силового цилиндра 4 может осуществляться реле времени, или любым другим контроллером, что обеспечит возможность задавать время закалки диска в «заневоленном» и «свободном» состояниях и гарантировать соблюдение режимов закаливания и стабильность технологического процесса.
Предлагаемый пресс позволяет закаливать диски разной толщины и обеспечивать закалку в двух режимах: как при постоянном заневоливании на весь период закалки (исключается перевод распределителя в «плавающее» положение), так и двухстадийную закалку - первый период в заневоленном состоянии и второй период в свободном, гасить ударные нагрузки в момент закрытия штампов, обеспечивает полный контакт поверхностей штампа с закаливаемым диском.
Применение пресса позволяет повысить технологичность процесса закалки и обеспечить высокое качество термообработанных дисков.
Способ нанесения покрытия на поверхность деталей с помощью электроконтактной сварки с использованием порошкового присадочного материала, содержащего железный порошок, и присадочный материал для его осуществления
Теплообменная система, использующая тепловые насосы (варианты)
Устройство для электроконтактной приварки
Способ очистки бытовых сточных вод, содержащих органические загрязнения
Способ нанесения металлокерамического покрытия на стальную деталь с использованием электрической дуги косвенного действия
Способ изготовления сотового керамического блока для каталитического нейтрализатора отработавших газов двигателя внутреннего сгорания и способ нанесения подложки на сотовый керамический блок для каталитического нейтрализатора выхлопных газов
Автономная установка для мойки колес автомобилей
Устройство для электроискровой обработки поверхности
Устройство для электроискровой обработки поверхностей
Алюмооксидный носитель катализатора
Композиция присадки к приработочному маслу для обкатки двигателя внутреннего сгорания и приработочное масло
Способ нанесения покрытия на поверхность деталей с помощью электроконтактной сварки с использованием порошкового присадочного материала, содержащего железный порошок, и присадочный материал для его осуществления
Теплообменная система, использующая тепловые насосы (варианты)
Способ определения остаточного ресурса цилиндропоршневой группы двигателя внутреннего сгорания
Способ определения остаточного ресурса цилиндропоршневой группы двигателя внутреннего сгорания
Устройство для электроконтактной приварки
Комбинированный способ очистки сточных вод, содержащих органические загрязнения
Долото плужного лемеха
Способ очистки бытовых сточных вод, содержащих органические загрязнения
Способ определения энергетической эффективности процессов обработки материалов электроискровым легированием

