Результат интеллектуальной деятельности: СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ СТАЛЬНЫХ ПОЛОС
Вид РИД
Изобретение
Изобретение относится к прокатному производству и может быть использовано на непрерывном широкополосном стане при изготовлении горячекатаных полос из хромоникелевых сталей мартенситного класса для бронезащитных конструкций.
Известны способы горячей прокатки стальных полос, включающие многопроходное обжатие заготовки в непрерывной чистовой группе клетей с регламентированной температурой конца прокатки и межклетевым охлаждением полос водой, подаваемой на их верхние и нижние стороны [1, 2].
Недостаток известных способов состоит в том, что горячекатаные полосы имеют низкие бронезащитные свойства.
Ближайшим аналогом к предлагаемому изобретению является способ горячей прокатки полос, включающий их обжатие в черновой группе клетей и непрерывной чистовой группе клетей с охлаждением полос водой в межклетевых промежутках, с температурой конца прокатки Ткп=750-850°C и ускоренным охлаждением прокатанных полос водой на отводящем рольганге, согласно которому междеформационную паузу по проходам, то есть в каждом межклетевом промежутке, определяют по предложенному соотношению [3].
Недостаток известного способа состоит в том, что горячекатаные полосы из хромоникелевых сталей мартенситного класса после прокатки имеют низкие бронезащитные свойства. Помимо этого при прокатке в непрерывной чистовой группе клетей междеформационные паузы жестко связанны между собой, так как напрямую зависят от установленного распределения обжатий по клетям и скорости прокатки (скорости последней клети стана). Это существенно затрудняет реализацию данного способа.
Техническая задача, решаемая изобретением, состоит в повышении бронезащитных свойств горячекатаных полос.
Для решения технической задачи в известном способе прокатки стальных полос, включающем многопроходное обжатие заготовки в непрерывной группе клетей с охлаждением полос водой в межклетевых промежутках, с регламентированной температурой конца прокатки и ускоренным охлаждением прокатанных полос водой на отводящем рольганге, согласно изобретению температуру конца прокатки поддерживают равной Ткп=950-1050°C и по меньшей мере в одном из межклетевых промежутков производят увеличение продолжительности охлаждения путем отклонения полосы от оси прокатки. Ускоренное охлаждение ведут до температуры 150-450°C, а отклонение полосы от оси прокатки осуществляют с помощью пустотелого водоохлаждаемого ролика, на поверхности которого выполнены спиральные канавки, расходящиеся от середины его бочки к краям.
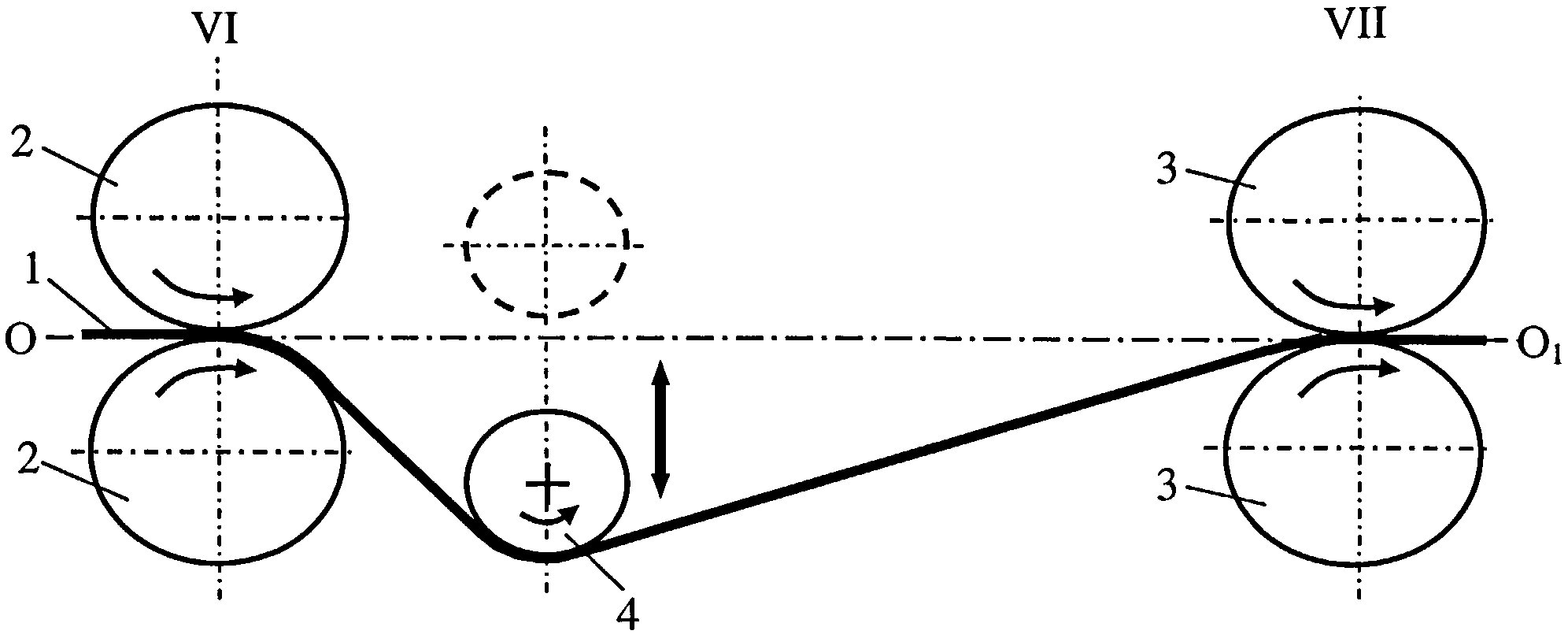
На фигуре схематически изображен межклетевой промежуток с клетями VI и VII непрерывной чистовой группы. Прокатываемую полосу 1 последовательно обжимают в рабочих валках 2 клети VI и в рабочих валках 3 клети VII. Отклонение полосы 1 от оси прокатки O-O1 осуществляют с помощью пустотелого водоохлаждаемого ролика 4, на поверхности которого выполнены спиральные канавки, расходящиеся от середины его бочки к краям.
Сущность изобретения состоит в следующем. Для повышения бронезащитных свойств необходимо в процессе многоцикловой по проходам деформационно-термической обработки сформировать в прокатываемой полосе 1 мелкозернистую структуру рекристаллизованного аустенита и подавить протекание процессов полигонизации. Отклонение полосы 1 от оси прокатки O-O1 в по меньшей мере одном из межклетевых промежутков позволяет плавно изменять длину полосы и продолжительность охлаждения полосы в этом межклетевом промежутке в сторону увеличения, что замедляет процесс рекристаллизации и роста аустенитных зерен хромоникелевой стали. Интенсивность охлаждения полосы в межклетевом промежутке дополнительно возрастает за счет теплоотдачи водоохлаждаемому ролику 4, а также срыву паровой подушки и интенсивному разгону охлаждающей воды по поверхности полосы 1 спиральными канавками, расходящимися от середины его бочки к краям.
Последующее ускоренное охлаждение прокатанных полос водой на отводящем рольганге от температуры Ткп=950-1050°C обеспечивает формирование в хромоникелевой стали пакетов мартенсита с реечной морфологией, благодаря чему бронезащитные свойства, определяемые отсутствием пробитий при пулевом обстреле, достигают максимума. Завершение ускоренного охлаждения при температуре Тo=150-450°C способствует протеканию в закаленной хромоникелевой стали процесса отпуска, что исключает образование трещин в броневых конструкциях при пулевых соударениях.
Побочный эффект от использования предложенного способа состоит в том, что он позволяет повысить скорость прокатки и производительность процесса, которые в известных способах [1-3] ограничены верхним допустимым значением Ткп.
Примеры реализации способа
Слябы из хромоникелевой стали мартенситного класса с химическим составом, мас.%:
|
загружают в методическую печь широкополосного стана 2000 с черновыми клетями и с непрерывной чистовой группой, состоящей из 7 клетей. В межклетевом промежутке между клетями VI и VII чистовой непрерывной группы (см. фигуру) установлен с возможностью перемещения в вертикальном направлении пустотелый водоохлаждаемый ролик 4.
Очередной сляб, нагретый до температуры аустенитизации 1280°C, прокатывают в черновых клетях в полосу промежуточной толщины 35 мм. Затем полосу 1 на заправочной скорости V7=5 м/с в задают в непрерывную чистовую группу клетей и обжимают до конечной толщины H1=4,0 мм. После захвата и обжатия полосы 1 рабочими валками 2 клети VI и рабочими валками 3 клети VII, на время τ=2 с скорость валков 3 в клети VII снижают (подтормаживают) до значения V7=4 м/с. Подтормаживание клети VII ведет к накоплению перед ней полосы 1 с образованием петли, отклоняющейся от оси прокатки O-O1. Синхронно с нарастанием длины петли производят опускание пустотелого водоохлаждаемого ролика 4 из положения, показанного штриховой линией, в рабочее положение, указанное на фигуре. После этого стан разгоняют до рабочей скорости V7p=20 м/с и осуществляют прокатку полосы с ее охлаждением во всех межклетевых промежутках водой, подаваемой на верхнюю и нижнюю ее стороны. Увеличение продолжительности охлаждения полосы перед клетью VII за счет большей ее длины в межклетевом промежутке и дополнительного теплосъема водоохлаждаемым роликом 4 ведет к замедлению рекристаллизации аустенита и увеличивает дисперсность микроструктуры хромоникелевой стали, что повышает бронезащитные свойства горячекатаных полос. Выходящую из клети VII прокатанную полосу на отводящем рольганге подвергают ускоренному охлаждению водой (закалке) до температуры смотки Тсм=300°C, после чего сматывают в рулон. При самопроизвольном охлаждении полосы в рулоне от температуры Тсм=300°C в ней протекают процессы отпуска. Это увеличивает ударную вязкость горячекатаных полос и их бронезащитные свойства.
Бронестойкость оценивали по минимальной толщине Нб (мм) непробития пластин при обстреле из снайперской винтовки Драгунова СВД бронебойными пулями типа Б-32 калибра 7,62 мм с расстояния 100 м. Испытания показали, что толщина непробития стальных горячекатаных полос составляет Нб=4,0 мм.
Варианты реализации предложенного способа и показатели их эффективности приведены в таблице.
|
Из данных, представленных в таблице, следует, что при реализации предложенного способа (варианты №2-4) достигается повышение бронезащитных свойств: толщина непробития минимальна и составляет Нб=4,0 мм. Одновременно с этим достигается побочный эффект, который проявляется в том, что увеличение теплосъема в межклетевых промежутках, в которых реализовано увеличение продолжительности охлаждения путем отклонения полосы от оси прокатки, позволяет увеличить скорость прокатки до V7p=20-22 м/с при сохранении Ткп в заданном диапазоне.
В случаях запредельных значений заявленных параметров (варианты №1 и №5) а также при реализации ближайшего аналога (вариант №6) имеет место снижение бронезащитных свойств стальных полос. Кроме того, необходимость удержания Ткп в заданном диапазоне требует снижения скорости прокатки V7p и, как следствие, производительности процесса.
Технико-экономические преимущества предложенного способа состоят в том, что горячекатаных полос из хромоникелевых сталей мартенситного класса с межклетевым охлаждением и температурой Ткп=950-1050°C при увеличенной продолжительности охлаждения за счет отклонения полосы от оси прокатки, способствует торможению рекристаллизации и формированию в полосе из хромоникелевой стали мелкодисперсной аустенитной фазы, которая после ускоренного охлаждения трансформируется в мартенсит с пакетной морфологией, что повышает бронезащитные свойства горячекатаных полос. Ускоренное охлаждение до температуры Тсм=150-450°C обеспечивает отпуск закаленной полосы в рулоне.
В отличие от ближайшего аналога, предложенный способ позволяет дифференцированно управлять продолжительностью охлаждения в каждом из межклетевых промежутков за счет изменения длины охлаждаемой полосы, что дополнительно расширяет технологические возможности процесса. При этом водоохлаждаемый ролик создает в полосе оптимальную величину натяжения, равную (0,1-0,4)·σт хромоникелевой стали, и улучшает отбор тепла от полосы.
Интенсификация межклетевого охлаждения при отклонении полосы от оси прокатки позволяет также увеличить скорость прокатки без опасности выхода за максимально допустимое значение температуры конца прокатки.
В качестве базового объекта принят ближайший аналог [3]. Использование предложенного способа обеспечивает повышение рентабельности производства горячекатаных полос из хромоникелевых сталей для бронезащитных конструкций на 12-16%.
Литературные источники, использованные при составлении описания изобретения:
1. Патент Российской Федерации №2254181, МПК B21B 1/26, 2005 г.;
2. Патент Российской Федерации №2389569, МПК B21B 1/26, 2010 г.;
3. Патент Российской Федерации №2350412, МПК B21B 1/26, 2009 г.
Устройство внепечной термообработки сварных изделий
Способ получения объемно-пористых структур сплавов-накопителей водорода, способных выдерживать многократные циклы гидрирования-дегидрирования без разрушения
Способ определения изменения напряженного состояния горного массива в окрестностях выработки
Способ производства высокопрочной толстолистовой стали
Способ переработки сульфидного никелевого сырья
Способ производства листовой стали с высокой износостойкостью
Способ эксплуатации чугунных рабочих валков
Электрошлаковая печь для получения полого слитка
Термостойкий сплав на основе алюминия и способ получения из него деформированных полуфабрикатов
Способ холодной прокатки стальных полос
Электрошлаковая печь для получения полого слитка
Термостойкий сплав на основе алюминия и способ получения из него деформированных полуфабрикатов
Способ холодной прокатки стальных полос
Способ холодной прокатки полос
Способ получения высококачественного магнетитового концентрата
Способ производства бескремнистой листовой динамной стали
Способ производства низкоуглеродистой стали
Способ получения катализатора метанирования углекислоты на основе биметаллического нитрида nimon
Способ получения наноструктурированной реакционной фольги
Способ получения ферритовых изделий путем радиационно-термического спекания

