Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ НЕПОДВИЖНЫХ РАЗЪЕМНЫХ СОЕДИНЕНИЙ
Вид РИД
Изобретение
Изобретение относится к уплотнительной технике, а именно к способам изготовления неподвижных разъемных соединений и может быть использовано в транспортном машиностроении, станкостроении, производстве дорожной и строительной техники, преимущественно для герметизации неподвижных разъемных соединений агрегатов работающих при давлениях до 500 кгс/см2 и температурах от минус 50 до 250-300°C.
Изобретение может быть использовано также и в других отраслях техники, например, в судостроении, авиационной промышленности и др.
Уплотнения должны обеспечивать надежную герметизацию соединения при повышенных давлениях уплотняемой среды.
Наиболее полно требованиям обеспечения надежной герметичности в указанных условиях удовлетворяют металлические уплотнения, уплотнительные поверхности которых покрыты герметизирующем слоем материала, твердость которого существенно ниже твердости металлической основы (заготовки), выполняемой из высокопрочных сталей и сплавов.
Известен способ изготовления уплотняющих элементов по а.с. 872875 кл. F16J 15/08, включающий предварительную обработку поверхностей заготовки с последующим нанесением на них фторопластового покрытия и его термообработку, отличающийся тем, что для повышения прочности сцепления герметизирующего покрытия на поверхность основы перед покрытием наносят электролитический слой черного хрома, покрытие термообрабатывают.
К недостаткам данного способа следует отнести следующее:
- технологически сложно обеспечить нанесение равнотолщинного покрытия при толщинах покрытия более 50 мкм из-за необходимости послойного нанесения герметизирующего покрытия с последующей термообработкой каждого слоя в отдельности;
- малый температурный диапазон возможного использования фторопластового покрытия (до +150°C) и недостаточный (до 400 кгс/см2) уровень давлений из-за температурных и прочностных ограничений по работоспособности фторопласта;
- недостаточная, применительно к условиям работы многих энергонасыщенных технологических машин, прочность фторопластового покрытия, приводящая к его разрушению при воздействии циклических силовых и термических нагрузок. Кроме того, имеет место нарушение механических свойств фторопласта при длительной эксплуатации из-за старения фторопласта, приводящее к снижению его пластичности, растрескиванию и шелушению покрытия.
Приведенный выше способ является аналогом предполагаемого изобретения.
Известен способ изготовления уплотнений по патенту 2154210, кл. F16J 15/08, включающий травление поверхности заготовок в смеси минеральных кислот, нанесение герметизирующего покрытия и его термообработку, последующее нанесение слоя гальванического серебра в два этапа, причем при первом этапе наносят слой толщиной 75-80% от заданной толщины покрытия с последующими операциями обжига и механического уплотнения, а затем проводят допокрытие слоя серебра до заданной толщины.
Данный способ принят авторами за прототип.
К недостаткам прототипа следует отнести следующие:
- большая трудоемкость и сложность реализации процесса создания покрытия. Необходимость двухэтапного нанесения слоя гальванического серебра.
- сложность выполнения и малая эффективность выполнения операции механического уплотнения покрытия серебра сопровождающегося безвозвратной потерей драгоценного металла.
- сложность удаления сквозных пор в слое гальванического серебра, ухудшающих качество герметизирующего покрытия и снижающее надежность эксплуатации уплотняющих элементов.
- сложность восстановления, обеспечивающего высокую работоспособность неподвижных разъемных соединений после их разборки и последующей сборки.
Задачей предлагаемого изобретения является повышение качества герметизирующего слоя за счет обеспечения объемной стабильности его свойств, возможности перемещения материала в контактной зоне при формировании соединения, а также существенное снижение производственных и эксплуатационных расходов.
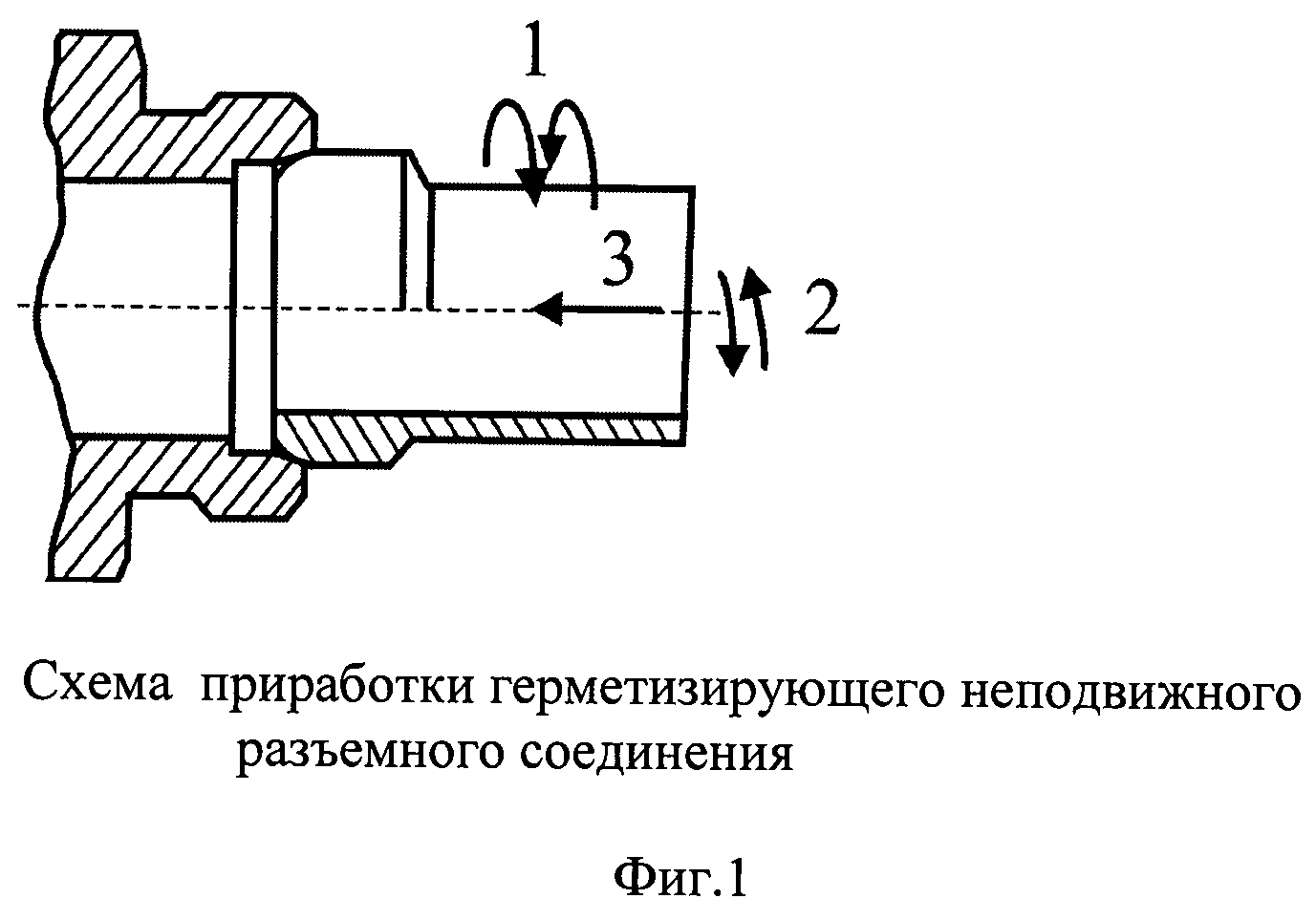
Указанная задача достигается с помощью создания в контактной зоне герметизирующих деталей промежуточных функциональных слоев обладающих способностью формирования надежного герметизирующего контакта посредством предлагаемого способа изготовления разъемных неподвижных соединений гидравлических систем машин и оборудования различного назначения, включающего нанесение покрытий на соединяемые детали и последующую обработку, при этом на рабочие поверхности деталей разъемного неподвижного соединения наносят покрытия, а детали образованного соединения подвергают совместной технологической приработке, осуществляемой в условиях приложения осевой нагрузки 20-30 H при относительном возвратно-вращательном движении на 3-5 оборотов в каждую сторону и осциллирующем угловом перемещении с частотой 10-12 Гц на угол 3-5°.
Процесс приработки осуществляют в условиях подачи в контактную зону активной среды, состоящей из глицерина и уксусной кислоты с соотношении 9:1
На формируемую поверхность одной из деталей наносят регулярный микрорельеф, представляющий собой винтовой выступ, расположенный в зоне соприкосновения герметизирующих поверхностей, при этом шаг винтового выступа составляет 0,2-0,3 мм, высота 20-30 мкм.
Схема выполнения технологической приработки приведена на фиг.1. Цифрами обозначены: 1 - возвратно-вращательное перемещение; 2 - осциллирующее движение; 3 - вектор приложения осевой нагрузки.
Предлагаемый способ изложен в следующем примере.
Создание промежуточного слоя осуществляется в четыре этапа. На первом этапе на охватывающую поверхность штуцера газотермическим способом наносится слой меди. Рекомендуемые режимы нанесения покрытия составляют: расстояние от сопла технологической установки до обрабатываемой поверхности 100-150 мм; температура струи 1050-1100°C, температура подложки обрабатываемой детали 350-400°C, толщина покрытия 8-10 мкм. При этих режимах достигаются достаточная прочность сцепления покрытия с подложкой и возможность последующего трансформирования его структуры в процессе технологической приработки.
Другим возможным вариантом создания покрытия являлась фрикционная безабразивная обработка охватывающей рабочей поверхности штуцера. При ее выполнении слой покрытия создается методом натирания медьсодержащего сплава, например латуни Л-62. Для интенсификации процесса натирания в зону взаимодействия образца и латунного прутка подается активирующая среда. Ширина формируемой полосы последующего контактного взаимодействия составляет 3-5 мм и определяется диаметром используемого технологического прутка.
На втором этапе на охватываемую поверхность ниппеля наносится методом химического осаждения слой меди толщиной 2-4 мкм. Покрытие создается путем помещения рабочей части ниппеля в специальную ванну, которая заполняется раствором следующего состава (г/л): сернокислая медь - 10; серная кислота - 10. Этот раствор при температуре 15-25°C обеспечивает достижение скорости наращивания около 10 мкм/ч.
На третьем этапе после нанесения указанных выше покрытий на рабочие поверхности деталей неподвижного разъемного соединения, осуществляется их совместная технологическая приработка с приложением осевой нагрузки 20-30 H. Для ускорения достижения аморфизации формируемого при этом промежуточного слоя приработка осуществляется в среде глицерина 90% и уксусной ледяной кислоты 10% при относительном возвратно-вращательном движении на 3-5 оборотов в каждую сторону и осциллирующем угловом перемещении с частотой 10-12 Гц на угол 3-5°.
Для достижения аморфизации материала формируемого промежуточного слоя приработка осуществляется в среде глицерина 90% и уксусной ледяной кислоты 10%. Продолжительность приработки составляет 5-7 мин.
Четвертый этап заключается в нанесении на одну из функциональных поверхностей, предпочтительно охватывающую, регулярного микрорельефа, представляющего собой винтовой выступ, расположенный в зоне соприкосновения герметизирующих поверхностей. Шаг винтового выступа составляет 0,2-0,3 мм, высота 20-30 мкм.
После выполнения совокупности предлагаемых операций создания защитно-герметизирующего слоя достигаются следующие его функциональные параметры.
Покрытия, наносимые на контактирующие поверхности деталей, достаточно прочно закрепляются на них посредством действия адгезионных связей. В результате при приложении смещающей нагрузки срыв покрытия с материала подложки не происходит, а все относительные, как микро, так и макро перемещения реализуются во внутренних промежуточных слоях. При этом благоприятные условия эксплуатации достигаются за счет обеспечения аморфного состояния материала промежуточного слоя.
В связи с тем что промежуточный слой, сформированный в результате реструктуризации материалов газотермического покрытия штуцера и химического покрытия ниппеля в процессе их совместной аморфизирующей приработки, является достаточно мягким и пластичным, представляется возможность его дополнительной обработки методами поверхностного пластического воздействия, которые позволяют формировать благоприятный с позиции обеспечения герметичности соединений, регулярный микрорельеф, имеющий разные высотные и шаговые показатели в продольном и поперечном направлениях.
Нанесение такого микрорельефа позволяет минимизировать возможность образования в контактной зоне соединения сквозных капилляров, способствующих утечке рабочих жидкостей и дегермитизации стыка.
Целесообразность использования предложенных способов герметизации подтверждена результатами лабораторных и натурных исследований, которые показали, что подобным образом можно существенно повысить надежность неподвижных разъемных гидравлических соединений строительных, дорожных и других технологических машин за счет увеличения герметичности и износостойкости.
Способ обеспечения герметичности неподвижных разъемных соединений
Способ герметичного неподвижного разъемного соединения
Способ обеспечения герметичности неподвижных разъемных соединений
Самоблокирующийся дифференциал с магнитной жидкостью
Способ теплотехнического обследования зданий и сооружений
Способ нанесения композиционных электрохимических покрытий
Способ обеспечения герметичности неподвижных разъемных соединений
Способ комплексной оценки состояния лесных экосистем в районах техногенного воздействия промышленных объектов
Металлическая колонна одноэтажного здания
Станок для обработки бревен
Способ герметичного неподвижного разъемного соединения
Способ обеспечения герметичности неподвижных разъемных соединений
Рабочее оборудование гидравлического бульдозера
Дорожная конструкция

