Результат интеллектуальной деятельности: СПОСОБ ФОРМИРОВАНИЯ ИМПУЛЬСОВ СВАРОЧНОГО ТОКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к области машиностроения, а именно к сварочному производству, в частности к технологии и оборудованию для дуговой сварки металлов и их сплавов и может быть использовано для автоматической сварки в среде защитных газов и для сварки алюминия и его сплавов неплавящимся электродом в среде защитных газов асимметричными по амплитуде импульсами переменного тока прямоугольной формы.
Известен способ возбуждения дуги при автоматической сварке в среде защитных газов (Сатиров Х.Н., Дюргеров Н.Г. и Морозкин И.С. «Зажигание сварочной дуги», ГЕФЕСТ, Ростов-на-Дону, 1999 г., стр.88-93, «Источники питания для сварки» В.С. Милютин, М.П. Шалимов, С.М. Шанчуров, М.: «Айрис-пресс», 2007 г., стр.55-56), при котором после касания электродом изделия расплавление электрода и образование дугового промежутка достигают сварочным источником тока с жесткой внешней характеристикой при минимально возможной индуктивности сварочной цепи и самого источника, обеспечивающим формирование пускового импульса тока с производной нарастания тока выше критического значения.
Недостатком данного способа является низкая динамическая устойчивость горения дуги в установившемся режиме и большой пусковой ток, потребляемый сварочным источником тока из питающей сети.
Известен способ ручного и автоматического регулирования индуктивности сварочных дросселей (Сатиров Х.Н., Дюргеров Н.Г. и Морозкин И.С. «Зажигание сварочной дуги»: ГЕФЕСТ, Ростов-на-Дону, 1999 г., стр.119-126), принятое заявителем за прототип, по которому в сварочную цепь с источником тока с жесткой внешней характеристикой и малой собственной индуктивностью включают последовательно регулируемый дроссель, обеспечивающий малую индуктивность сварочной цепи в момент зажигания дуги и большую в установившемся режиме сварки.
Недостатком данного способа является большая масса и трудоемкость изготовления регулируемой индуктивности, а также наличие импульса тока из сети.
Известно устройство («Источники питания для сварки» В.С. Милютин, М.П. Шалимов, С.М. Шанчуров, М.: «Айрис-пресс», 2007 г., стр.229-233), содержащее входной выпрямитель, низкочастотный фильтр, инвертор на двух транзисторах, согласующий трансформатор, вторичная обмотка которого через выходной выпрямитель и высокочастотный фильтр соединена с нагрузкой.
Недостатком данного устройства является низкая эффективность низкочастотного фильтра по подавлению импульса тока из сети и необходимость применения высокочастотного фильтра для повышения динамической устойчивости дуги в установившемся режиме.
Известно устройство по заявке на изобретение №2011130042, кл. B23K 9/06, 9/067, 2011 г., принятое заявителем за прототип, состоящее из управляемого выпрямителя и индуктивного фильтра, образующими источник тока с жесткой характеристикой и большой внутренней индуктивностью, транзисторного инвертора, трансформатора с обмотками первичной и вторичной, электрода и изделия, образующими дуговой промежуток, датчиков тока первичной и вторичной обмоток трансформатора и блока управления инвертором,
Недостатком устройства является недостаточное быстродействие и наличие импульса тока из сети.
Технической задачей изобретения является формирование импульса сварочного тока в нагрузке при снижении импульсного тока из питающей сети, расширение функциональных возможностей и упрощение устройства.
Поставленная техническая задача решается тем, что источник тока с большой собственной индуктивностью подключают к питающей сети, а уменьшение индуктивности сварочной цепи для формирования импульса тока осуществляют путем изменения коэффициента трансформации согласующего трансформатора конвертора.
Кроме того, устройство снабжено дополнительно управляемыми ключами, образующими переключатель коэффициента трансформации согласующего трансформатора, датчиком напряжения сварочной цепи, узлами задания порога переключения по напряжению и току нагрузки, узлами сравнения напряжения и тока с релейной характеристикой и логическим устройством, причем первичная обмотка согласующего трансформатора образована из четного числа обмоток, соединенных последовательно, согласно и симметрично относительно средней точки первичной обмотки, начало и конец первичной обмотки соединены с коллекторами транзисторов инвертора, эмиттеры которых соединены со вторым выводом управляемого выпрямителя, первый вывод которого через индуктивность связан с первыми выводами управляемых ключей переключателя коэффициента трансформации согласующего трансформатора, а вторые выводы управляемых ключей соединены с общими точками обмоток первичной обмотки согласующего трансформатора, входы датчика напряжения соединены с электродом и изделием, выход датчика напряжения и выход датчика тока соединены с первыми входами узлов сравнения с релейной характеристикой, вторые входа которых соединены с узлами задания порога переключения по напряжению и току нагрузки соответственно, выходы узлов сравнения с релейной характеристикой соединены с первым и вторым входами логического устройства соответственно, третий вход логического устройства соединен с выходом узла управления инвертором, а выход логического устройства соединен со входом переключателя коэффициента трансформации согласующего трансформатора.
Кроме того, в сварочную цепь введен диодный выпрямитель и переключатель с двумя перекидными контактами, причем общий вывод первого перекидного контакта переключателя соединен с первым входом датчика напряжения сварочной цепи и электродом, общий вывод второго перекидного контакта переключателя соединен со вторым входом датчика напряжения сварочной цепи и через датчик тока связан с изделием, первые входы переключателя соединены с выводами вторичной обмотки согласующего трансформатора и входами диодного выпрямителя соответственно, вторые входы переключателя соединены с выходами диодного выпрямителя соответственно.
Технический результат изобретения выражается в снижении негативного влияния сварочного источника тока на питающую сеть при работе в импульсных режимах, универсальности и снижении трудоемкости изготовления.
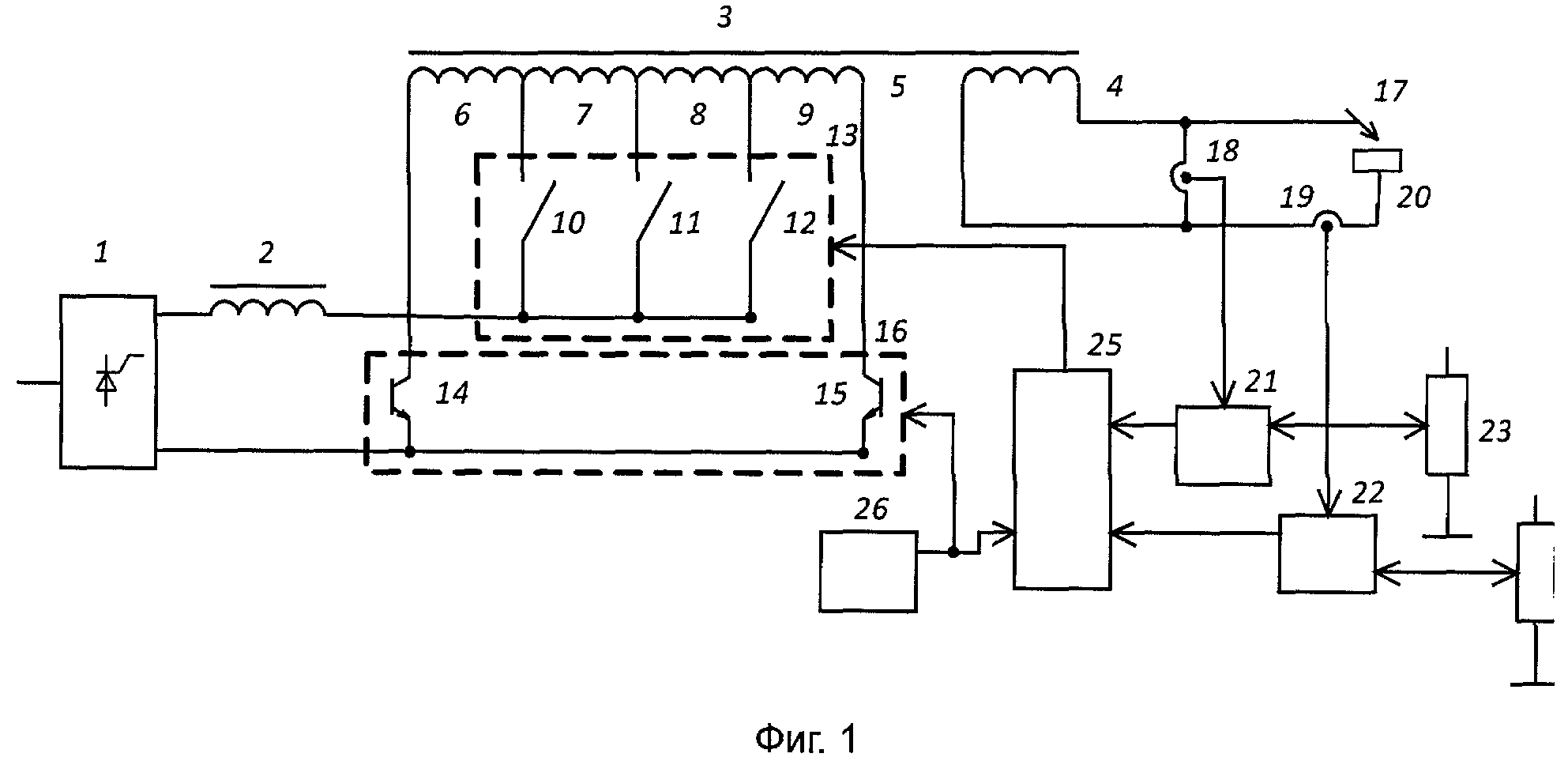
На фиг.1 изображена функциональная схема устройства для формирования импульсов сварочного тока;
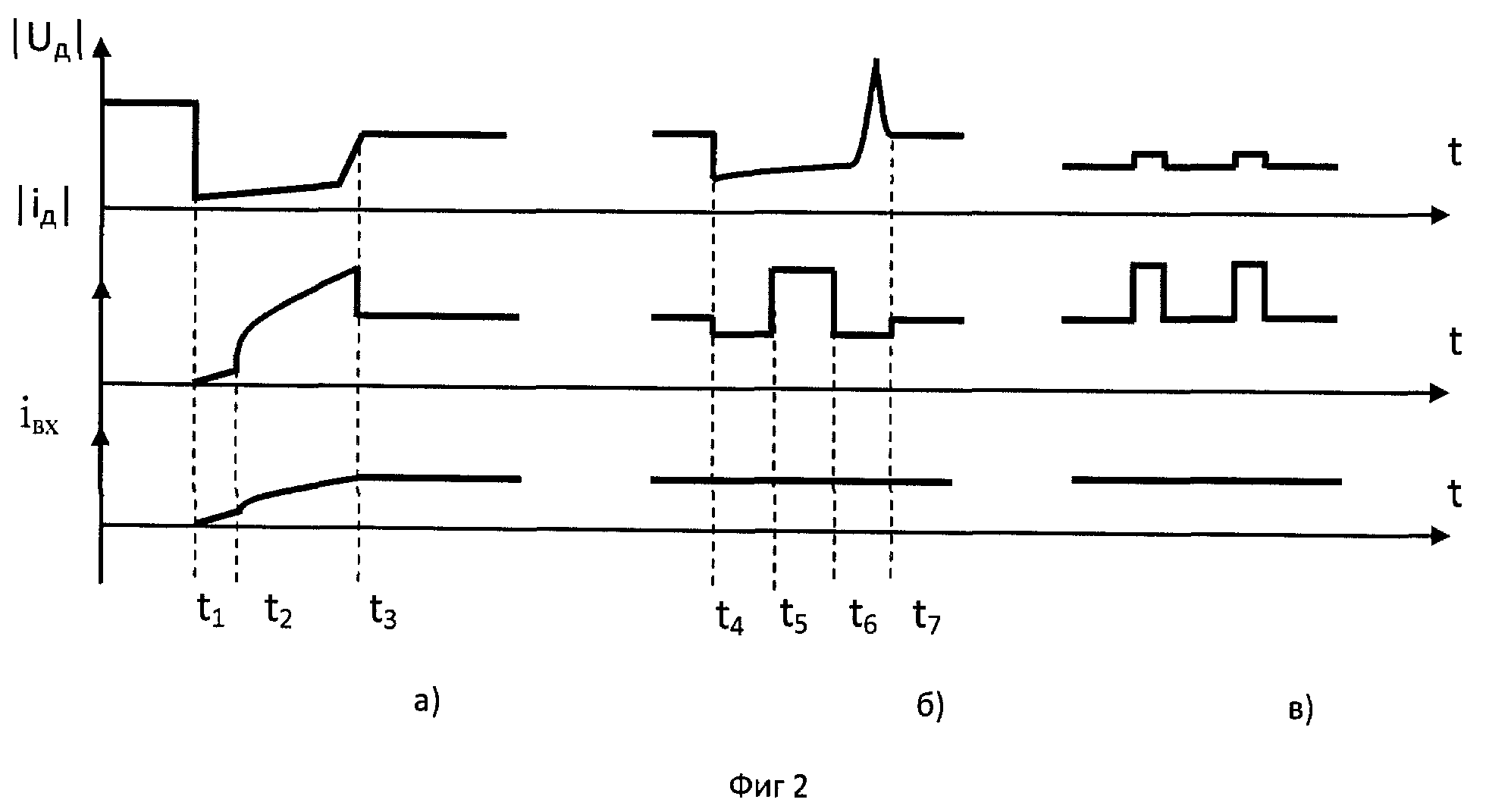
на фиг.2 изображены эпюры модуля напряжения сварочной цепи, модуля тока нагрузки и входного тока по предлагаемому способу:
а) - формирование пускового тока;
б) - управление переносом металла с технологическими короткими замыканиями;
в) - управление струйным переносом металла;
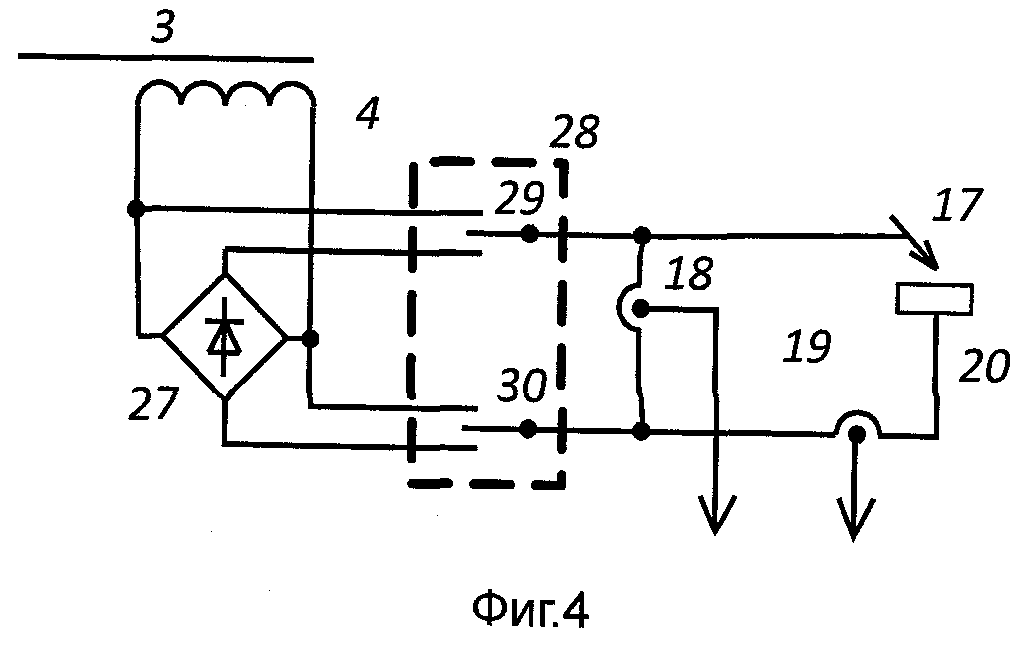
на фиг.3 изображены эпюры знакопеременных импульсов тока нагрузки и входного тока:
г) - асимметричные с постоянной составляющей тока обратной полярности;
д) - асимметричные с постоянной составляющей тока прямой полярности;
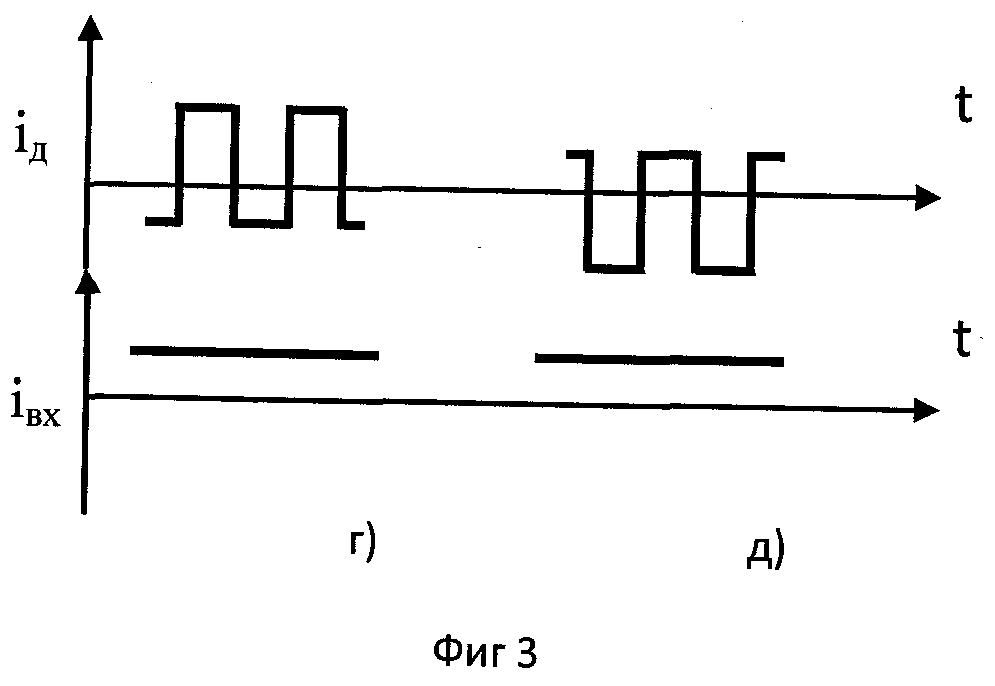
на фиг.4 - диодный выпрямитель и переключатель с двумя перекидными контактами.
Сущность способа формирования импульсов сварочного тока заключается в изменении коэффициента трансформации согласующего трансформатора. Ток вторичной обмотки согласующего трансформатора пропорционален, напряжение обратнопропорционально коэффициенту трансформации, а приведенная к вторичной обмотке индуктивность цепи первичной обмотки обратнопропорциональна квадрату коэффициента трансформации. На этапе сближения электрода с изделием устанавливают минимальный коэффициент трансформации согласующего трансформатора. Повышенное напряжение на вторичной обмотке обеспечивает условия для бесконтактного пробоя промежутка между электродом и изделием и образования искрового разряда, замыкающего сварочную цепь. После достижения током нагрузки некоторого не равного нулю значения устанавливают максимальный коэффициент трансформации согласующего трансформатора, чем достигают предельного значения производной тока нагрузки, обеспечивающей условия для расплавления металла электрода в контактной зоне и образования дугового промежутка, характеризующегося повышением напряжения. При достижении напряжением дуги заданного значения устанавливают среднее значение коэффициента трансформации согласующего трансформатора.
Устройство для формирования импульсов сварочного тока (фиг.1) состоит из регулятора тока, например, управляемого выпрямителя 1, индуктивного фильтра 2, согласующего трансформатора 3, имеющего вторичную обмотку 4 и первичную обмотку 5, образованную обмотками 6, 7, 8, 9, включенными последовательно, согласно и симметрично относительно средней точки первичной обмотки, общие точки обмоток 6, 7, 8, 9 со вторыми выводами управляемых ключей 10, 11, 12, образующими переключатель коэффициента трансформации 13, первые выводы управляемых ключей 10, 11, 12 соединены между собой и через индуктивный фильтр 2 связаны с первым выводом управляемого выпрямителя 1, подключенного к источнику электрической энергии, второй вывод управляемого выпрямителя 1 соединен с эмиттерами транзисторов 14 и 15 инвертора 16, коллекторы транзисторов 14 и 15 соединены с началом и концом первичной обмотки 5 соответственно. Первый вывод вторичной обмотки 4 согласующего трансформатора 3 соединен с электродом 17 и первым входом датчика напряжения 18, а второй вывод соединен со вторым входом датчика напряжения 18 и через датчик тока 19 связан с изделием 20. Выходы датчика напряжения 19 и датчика тока 20 соединены с первыми входами узлов сравнения с релейной характеристикой соответственно по напряжению 21 и току 22, вторые входы которых подключены к узлам задания по напряжению 23 и току 24, выходы узлов сравнения 21 и 22 соединены соответственно с первым и вторым входами логического устройства 25, третий вход которого соединен со входом управления инвертором 16 и выходом узла управления инвертором 26, а выход логического устройства 25 соединен со входом управления переключателя коэффициента трансформации 13.
В сварочную цепь введен диодный выпрямитель 27 и переключатель 28 с двумя перекидными контактами 29 и 30, причем общий вывод первого перекидного контакта 29 переключателя 28 соединен с первым входом датчика напряжения 18 сварочной цепи и электродом 17, общий вывод второго перекидного контакта 30 переключателя 28 соединен со вторым входом датчика напряжения 18 сварочной цепи и через датчик тока 19 связан с изделием 20, первые входы переключателя 28 соединены с выводами вторичной обмотки 4 согласующего трансформатора 3 и входами диодного выпрямителя 27 соответственно, вторые входы переключателя 28 соединены с выходами диодного выпрямителя 27 соответственно.
Устройство формирования импульсов сварочного тока работает следующим образом.
В режиме холостого хода управляемый ключ 11 разомкнут, а ключи 10 и 12 коммутируются синхронно с транзисторами 14 и 15 инвертора 16 соответственно, обеспечивают минимальный коэффициент трансформации согласующего трансформатора 3 и повышенный уровень напряжения между сближающимися электродом 17 и изделием 20. В момент времени t1 происходит искровой пробой промежутка электрод 17 - изделие 20 и в сварочной цепи начинает нарастать ток. В момент t2 по сигналу датчика напряжения 18 изменяет свое состояние узел сравнения напряжения 21 и при достижении током нагрузки заданного узлом задания тока 24 значения в момент времени t2 по сигналу датчика тока 19 изменяет свое состояние узел сравнения тока 22 и логическое устройство 25 изменяет режим коммутации управляемых ключей 10 и 12 на инверсный по отношению к транзисторам 14 и 15 инвертора 16, что обеспечивает повышенный коэффициент трансформации согласующего трансформатора 3 и при неизменном в момент коммутации управляемых ключей 10 и 12 первичном токе iвх ведет к ступенчатому изменению тока нагрузки iд и его дальнейшему форсированному нарастанию. В момент времени t3 происходит выгорание металла электрода в зоне контакта и образование дугового промежутка. Напряжение на дуговом промежутке возрастает выше напряжения, заданного узлом задания напряжения 23 и узел сравнения 21 возвращается в исходное состояние, после чего логическое устройство 25 отключает управляемые ключи 10 и 12 и включает на постоянную работу управляемый ключ 11, обеспечивая технологически необходимый коэффициент трансформации согласующего трансформатора 3. Одновременно в момент времени t3 ток нагрузки iд ступенчато уменьшается до установившегося рабочего значения при неизменном и гладком входном токе iвх.
Формирование импульсов для управляемого переноса электродного металла с технологическими короткими замыканиями поясняется фиг.2б. и происходит следующим образом.
В установившемся режиме сварочного процесса (при установившемся входном токе iвх) в произвольный момент времени t4 отключают управляемый ключ 11 и на время, определяемое технологическим режимом сварки, управляемые ключи 10 и 12 для уменьшения тока нагрузки переводят в режим синхронной коммутации с транзисторами 14 и 15 инвертора 16 (интервал t4-t5). Для увеличения тока нагрузки управляемые ключи 10 и 12 переводят в инверсный режим коммутации, (интервал t5-t6), и далее в соответствии с технологическим режимом сварки, уменьшают ток (интервал t5-t6), после чего возвращают устройство в исходный режим.
Формирование импульсов для струйного переноса электродного металла поясняют фиг.2в. и осуществляют путем чередования синхронного и инверсного режимов коммутации управляемых ключей 10 и 12.
Формирование асимметричных по амплитуде знакопеременных импульсов тока прямоугольной формы для сварки алюминия и его сплавов неплавящимся электродом в среде защитных газов поясняется фиг.3. и осуществляют изменением коэффициента трансформации согласующего трансформатора 3 на интервалах прямой и обратной полярности выходного напряжения, что достигают путем включения на постоянный режим управляемого ключа 10 переключателя коэффициента трансформации 13 (фиг.3г) или управляемого ключа 12 (фиг.3д)
Использование предлагаемого технического решения позволило создать простое устройство с широкими функциональными возможностями, формирующее импульсы сварочного тока в нагрузке при снижении импульсного тока из питающей сети
Способ управления дуговой сваркой изделий неплавящимся электродом в среде защитных газов и устройство для его осуществления
Способ исполнения распределительного пункта энергоносителей элеваторного типа
Способ испытания конструкций при осевом и внецентренном приложении знакопеременных нагрузок и стенд для его осуществления
Устройство для контроля прочности железобетонных конструкций
Способ испытания конструкций и установка для его осуществления
Способ возведения монолитных конструкций зданий и несъёмная универсальная модульная опалубочная система
Несъемная опалубка монолитного перекрытия
Комплект несъемной опалубки, способ ее сборки и способ возведения монолитных стен здания и сооружения в несъемной опалубке из модульных элементов
Способ возведения монолитных стен в несъёмной опалубке
Роликогибочная линия для изготовления элементов с-образного профиля для сборной каркасной конструкции из рулонной стали
Способ управления дуговой сваркой изделий неплавящимся электродом в среде защитных газов и устройство для его осуществления
Способ исполнения распределительного пункта энергоносителей элеваторного типа
Способ испытания конструкций при осевом и внецентренном приложении знакопеременных нагрузок и стенд для его осуществления
Устройство для контроля прочности железобетонных конструкций
Способ испытания конструкций и установка для его осуществления
Способ возведения монолитных конструкций зданий и несъёмная универсальная модульная опалубочная система
Несъемная опалубка монолитного перекрытия
Комплект несъемной опалубки, способ ее сборки и способ возведения монолитных стен здания и сооружения в несъемной опалубке из модульных элементов
Способ возведения монолитных стен в несъёмной опалубке
Роликогибочная линия для изготовления элементов с-образного профиля для сборной каркасной конструкции из рулонной стали

