Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ МИКРОМЕХАНИЧЕСКОГО КОМПОНЕНТА
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Данное изобретение относится к способу изготовления микромеханического компонента и, более конкретно, к способу данного типа для сборки компонентов полученных микрообработкой и/или при помощи нанесения гальванического покрытия.
Уровень техники
Предпочтительным в часовой промышленности является изготовление компонентов или деталей компонентов с использованием процесса микрообработки, например, фотолитографией с последующим глубоким реактивным ионным травлением или методом электролитического осаждения с последующим гальваническим наращиванием. Эти процессы обеспечивают повышенную точность изготовления по сравнению с традиционными технологиями.
Однако сложность заключается в формировании компонентов из нескольких деталей. Так, в случае формирования компонентов методом гальванопластики, лазерная сварка двух деталей и, например, оси может вызвать деформацию деталей и оси, в результате чего будет потерян очень высокий уровень точности, полученный при электролитическом осаждении. Кроме того, вне зависимости от процесса очень сложно добиться точной сборки двух компонентов и, например, поворотной оси.
Раскрытие изобретения
Целью настоящего изобретения является преодоление всех или части вышеупомянутых недостатков путем предложения способа изготовления микромеханического компонента, который включает, например, по меньшей мере, три детали, при котором точность указанного процесса не изменяется при сборке деталей.
Таким образом, изобретение относится к способу изготовления. микромеханического компонента с несколькими уровнями, который включает следующие этапы:
а) формирование, по меньшей мере, одной двух пластин, каждая из которых включает рамку, соединенную, по меньшей мере, одной перемычкой материала с одной деталью указанного компонента;
отличающемуся тем, что он также включает следующие этапы
б) установку указанных, по меньшей мере, двух пластин на опору, таким образом, что указанные, по меньшей мере, две пластины располагаются одна поверх другой;
в) закрепление штифта в отверстии каждой из указанных, по меньшей мере, двух установленных одна поверх другой детали для формирования компонента таким образом, что одиночный штифт выступает, по меньшей мере, из одной из установленных одна поверх другой пластин и может использоваться в качестве захватывающего средства;
г) отделение сформированного компонента от указанных, по меньшей мере, двух пластин.
Предпочтительно по изобретению возможно изготовление детали при помощи любого процесса (микрообработки, гальванопластики, электрической эрозии, штамповки), без манипулирования самой деталью, а только указанной рамкой и указанным штифтом до окончательной сборки указанной детали. Кроме того, опора используется в качестве направляющей для более точного изготовления итогового компонента при сохранении точности процесса (микрообработки, гальванопластики, электрической эрозии, штамповки), применяемого для изготовления детали на этапе а).
Согласно другим дающим преимущество признакам изобретения:
- для каждой пластины этап б) включает следующие этапы: д) направления указанной пластины с применением установочных средств для надежной ориентации указанной пластины относительно опоры и е) скольжение указанной пластины до упора в заплечик, по меньшей мере, одной оси, закрепленной на опоре, для надежной установки указанной пластины относительно опоры;
- каждое из указанных установочных средств включает, по меньшей мере, одно коническое кольцо, которое установлено на продолжении указанной, по меньшей мере, мере одной оси опоры, и которое взаимодействует с углублением, выполненным в каждой из, по меньшей мере, двух пластин на этапе а);
- на этапе д) применяются, по меньшей мере, два установочных средства для более надежного направления;
- каждое углубление выполнено в рамке указанных, по меньшей мере, двух пластин или состоит объема между рамкой и деталью каждой из указанных, по меньшей мере, двух пластин;
- каждая, по меньшей мере, одна перемычка материала включает узкое сечение у торца, соединяющегося с указанной деталью компонента, образующий ослабленную зону, позволяющую упростить этап г);
- несколько деталей сформированы на каждой пластине для формирования нескольких компонентов на этапе в);
- штифт продолжается с каждой стороны шкворневым хвостовиком, который включает шкворень для формирования шарнирной оси;
- штифт включает соосное кольцо, используемое в качестве упорного элемента для ограничения проникновения указанного штифта в указанные отверстия;
- указанное соосное кольцо имеет зубья и образует шестерню;
- по меньшей мере, одна из указанных пластин сформирована на этапе а) при помощи нанесения электролитического покрытия и/или при помощи процесса микрообработки;
- по меньшей мере, один подэлемент может устанавливаться, по меньшей мере, на одной из указных деталей в поперечном направлении относительно указанной пластины пред выполнением, во время выполнения или после выполнения этапа б).
Краткое описание чертежей
Прочие признаки и преимущества станут более очевидны из следующего описания, приведенного в качестве не ограничивающей иллюстрации со ссылками на прилагаемые чертежи, на которых:
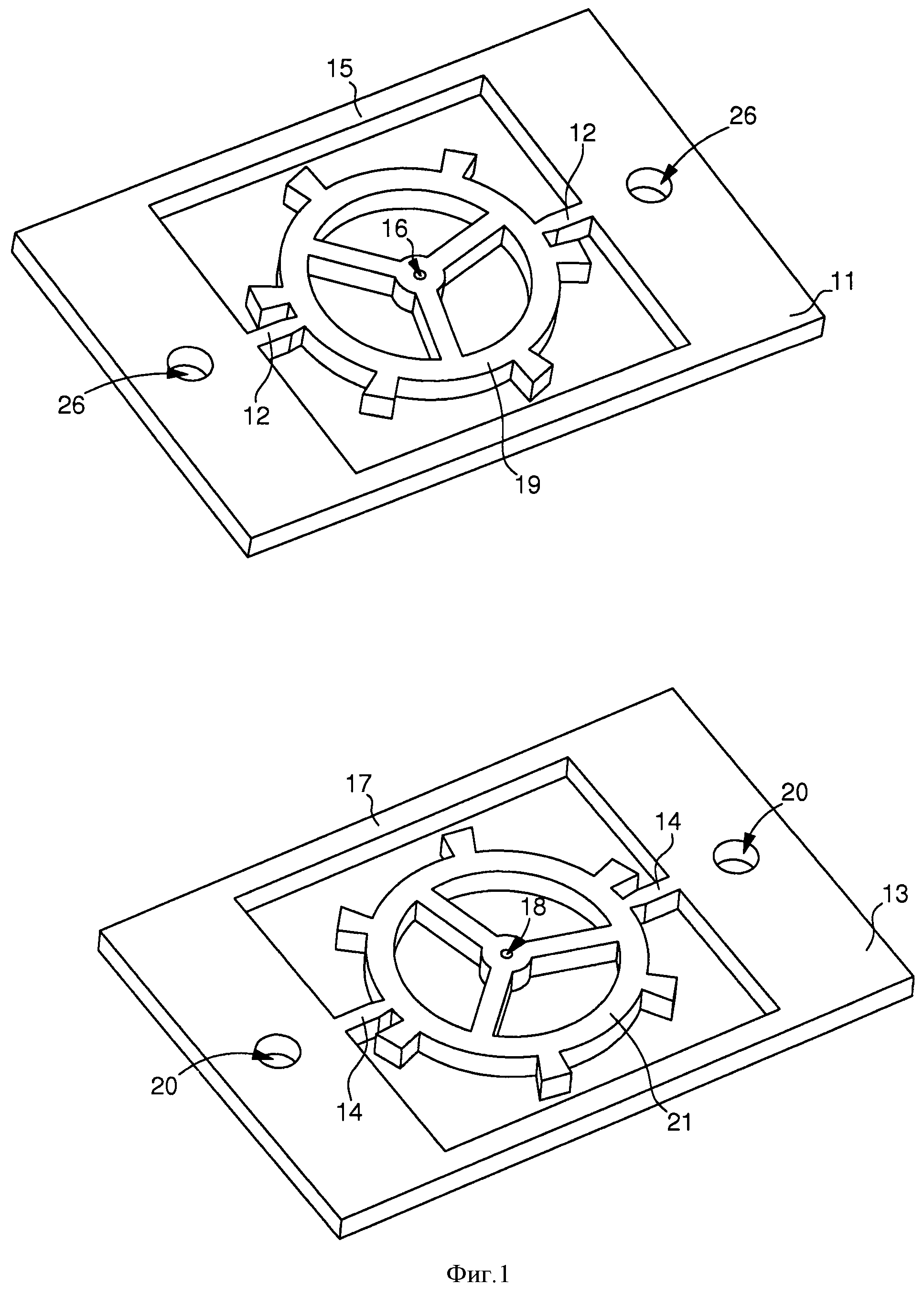
фиг.1 - принципиальная схема двух пластин по изобретению;
фиг.2-4 - принципиальные схемы последовательных этапов способа по изобретению;
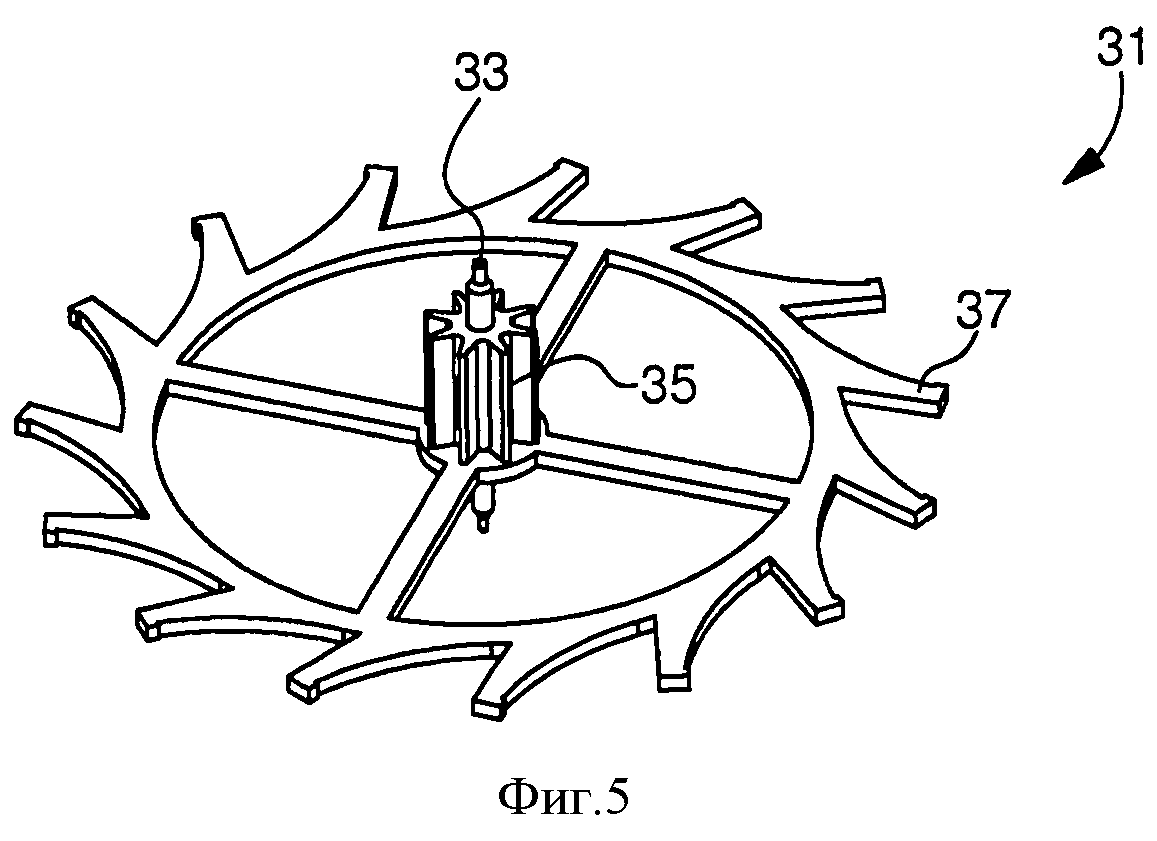
фиг.5-7 - принципиальные схемы микромеханических компонентов, которые могут быть получены при помощи способа по изобретению;
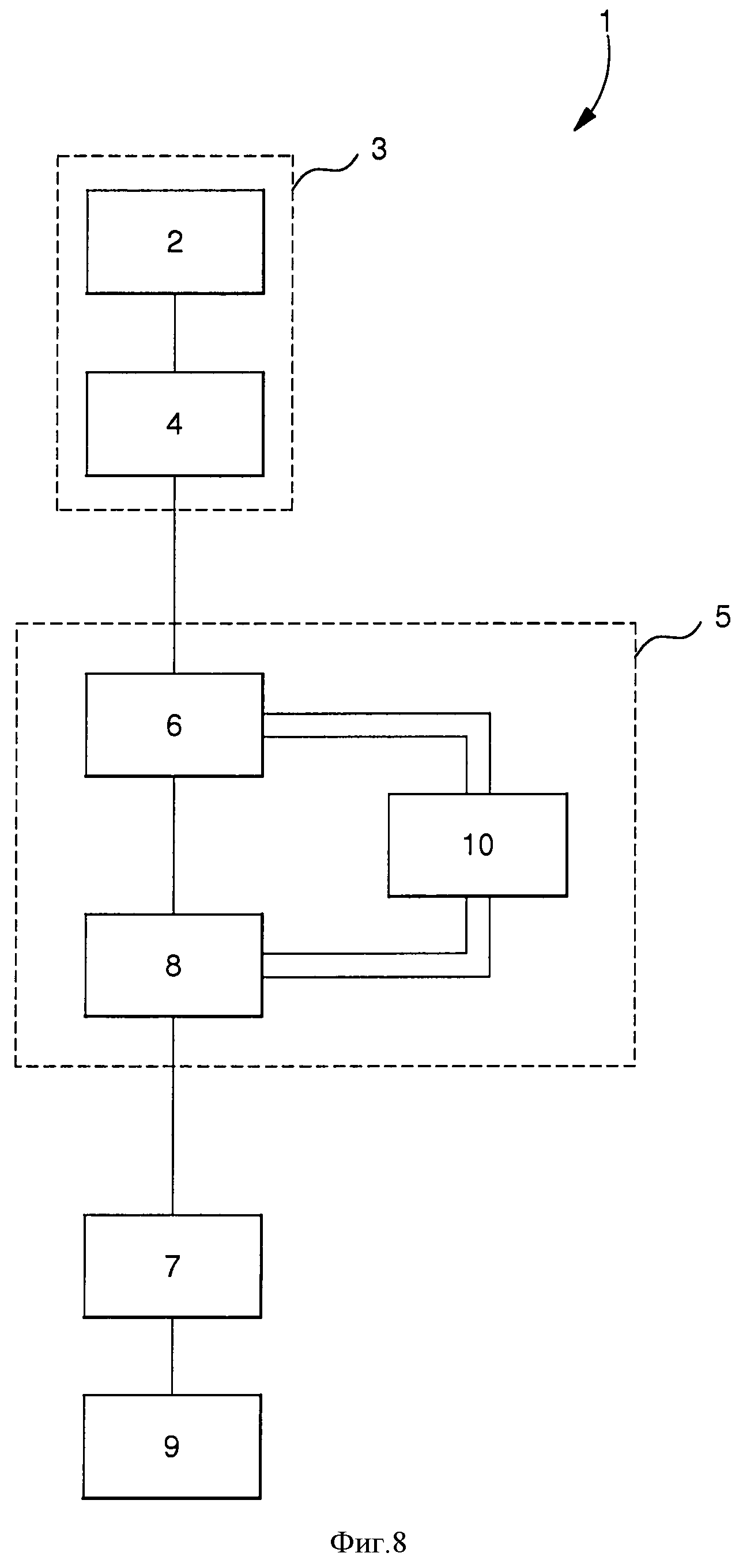
фиг.8 - блок схема способа по изобретению.
Осуществление изобретения
Как показано на Фиг.8, изобретение относится к способу 1 изготовления микромеханического компонента 31, 41, 51. Способ 1 предназначен для надежной сборки, по меньшей мере, двух отдельных деталей 19, 21 путем установки одной поверх другой с использованием штифта 29. Способ 1 включает этап 3 изготовления деталей 19, 21 завершенного компонента 31, 41, 51, этап 5 установки пластин 11, 13, включающих указанные детали, одной поверх другой, этап 7, закрепления указанных деталей и этап 9 отделения сформированного таким образом компонента 31, 41, 51 от пластин 11, 13.
Предпочтительно по изобретению первый этап 3 изготовления деталей 19, 21 компонента 31, 41, 51 может быть выполнен с использованием микрообработки и/или процесса нанесения гальванического покрытия. Процесс микрообработки, т.е. процесс с точностью обработки, примерно составляющей один микрон или меньше, может содержать, например, фотолитографирование для формирования защитной маски на пластине подвергаемого микрообработке материала, затем травление незащищенных частей указанной пластины, например, глубокое реактивное ионное травление. Материал, подвергаемый микрообработке, может состоять, например, из кремния, кристаллизованного кварца или кристаллизованного алюминия. Безусловно, возможно также использование и других материалов.
Процесс нанесения гальванического покрытия может включать, например, фотолитографию для формирования формы, в которой производится гальваническое наращивание. Гальванически наращиваемый материал может состоять, например, из металла, такого как чистый никель или никель-фосфор. Безусловно, возможно также использование и других материалов.
Этап 3 изготовления включает, по меньшей мере, две отдельных фазы 2, 4 формирования. Каждая фаза 2, 4, использующая указанную микрообработку и/или процесс нанесения гальванического покрытия, предназначена для формирования соответствующей пластины 11, 13, как показано на Фиг.1. Каждая пластина 11, 13 включает рамку 15, 17, соединенную, по меньшей мере, одной перемычкой 12, 14 материала с деталью 19, 21 для использования при получении завершенного компонента 31, 41, 51. Как показано на Фиг.1, каждая деталь 19, 21 предпочтительно включает сквозное отверстие 16, 18.
Итак, ясно, что завершенный компонент 31, 41, 51 может получаться либо при помощи одного и того же процесса, либо при помощи нескольких разных процессов. Безусловно, также возможно применение процессов отличных от микрообработки и/или нанесения гальванического покрытия, пригодных для изготовления этих пластин 11, 13, таких как электрическая эрозия или штамповка.
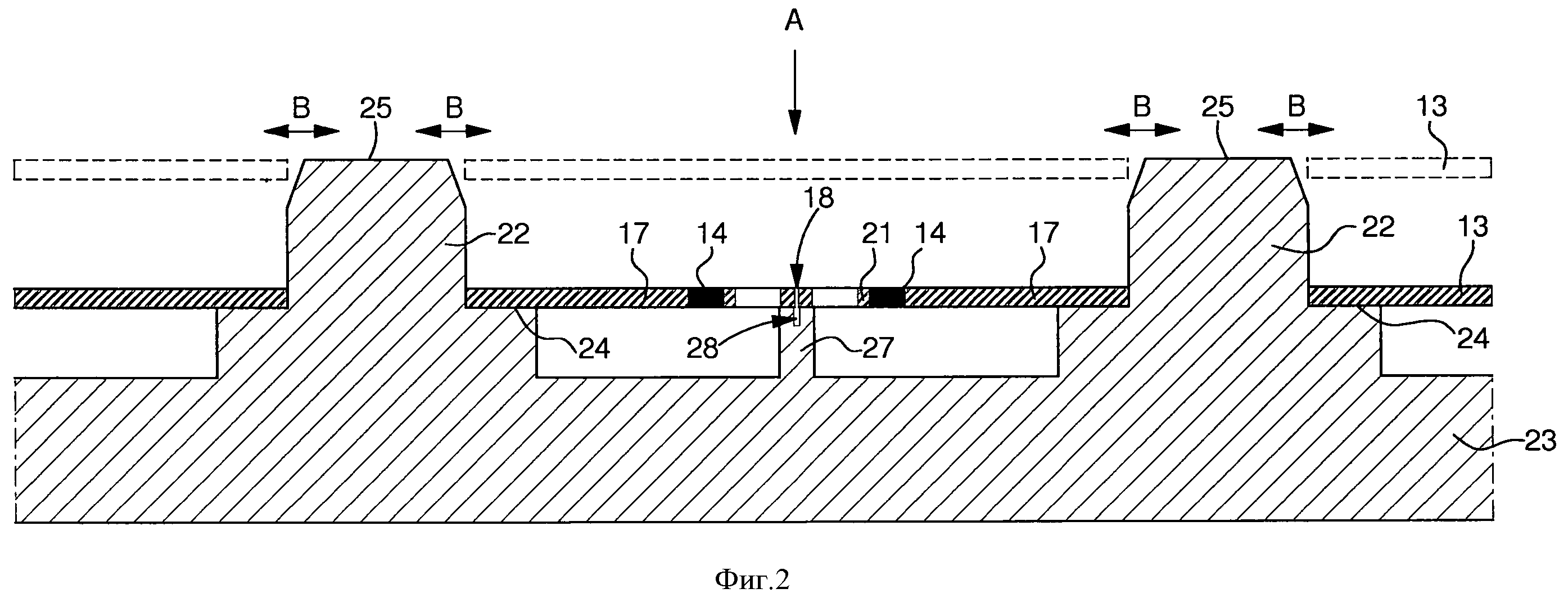
Согласно изобретению способ 1 включает второй этап 5 размещения пластин 11, 13 одной поверх другой на опоре 23. В примере, показанном на Фиг.2-4, опора 23 включает, по меньшей мере, одну ось 22 для взаимодействия с соответствующим углублением 20, 26, которое выполнено в размещаемой пластине 13, 11. Данный узел ось 22-углубление 20, 26 обеспечивает точную установку пластины 13, 11 на опоре 23.
Предпочтительно согласно изобретению каждая ось 22 имеет заплечик 24 для более точного обеспечения расстояния между пластиной 13, 11 и опорой 23. Опора 23 предпочтительно также включает установочные средства 25 для надежной ориентации пластины 13, 11 относительно опоры 23. В примере, показанном на Фиг.2-4, установочные средства 25 включают коническое кольцо, расположенное на продолжении каждой оси 22 для взаимодействия с одним из углублений 20, 26, выполненных в пластине 13, 11.
На первой фазе 6 второго этапа 5, показанной на Фиг.2, первая пластина 13 устанавливается на опоре 23. Сначала пластина 13 перемещается ближе к опоре 23 в направлении А. Затем пластина 13, показанная пунктирными линиями, входит в контакт с установочными средствами 25, которые обеспечивают ее перемещение в направлении В. Установочные средства 25 и углубления 20 точно ориентируют пластину 13 таким образом, что углубления 20 располагаются точно напротив каждой оси 22 опоры 23. После этого пластина 13 перемещается в направлении А посредством скольжения углублений 20 по соответствующей оси 22 до входа в контакт с заплечиками 24 каждой оси 22, как показано на Фиг.2. Таким образом, очевидно, что пластина 13 очень точно устанавливается относительно опоры 23.
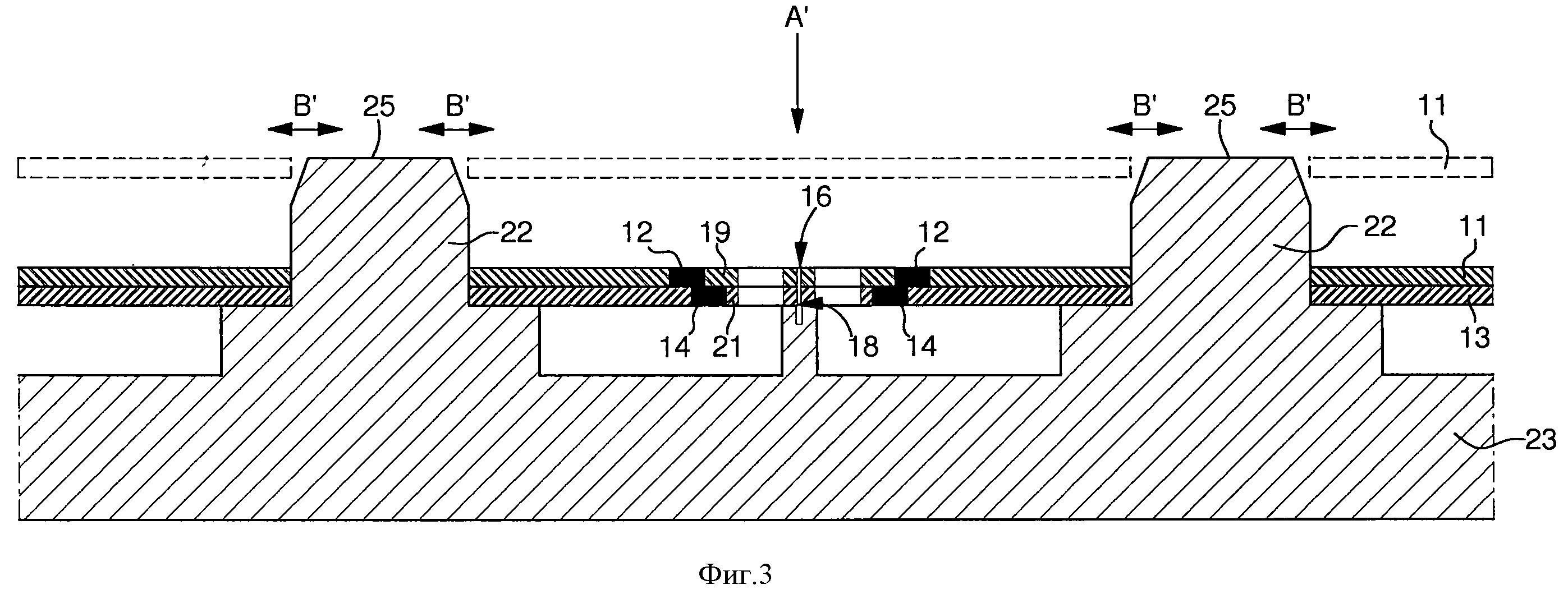
На второй фазе 8 второго этапа 5, показанной на Фиг.3, вторая пластина 11 устанавливается на опоре 23 поверх первой пластины 13. Сначала пластина 11 перемещается ближе к опоре 23 в направлении А′. Затем пластина 11, показанная пунктирными линиями, входит в контакт с установочными средствами 25, которые обеспечивают ее перемещение в направлении В′. Установочные средства 25 и углубления 26 точно ориентируют пластину 13 таким образом, что углубления 26 располагаются точно напротив каждой оси 22 опоры 23. Затем пластина 11 перемещается в направлении А′ посредством скольжения углублений 26 по соответствующей оси 22 до входа в контакт с верхней частью первой пластины 13, как показано на Фиг.3.
Очевидно, что пластины 11 и 13 очень точно устанавливаются относительно опоры 23 и, в связи с этим, одна относительно другой. Следует также заметить, что элемент 21 пластины 13 расположен под элементом 19 пластины 11 и находится в контакте с ним. И, наконец, из примера, показанного на Фиг.3 видно, что отверстия 16 и 18 находятся примерно одно напротив другого.
Безусловно, первый и второй этапы 3 и 5 не ограничиваются изготовлением двух одиночных пластин 11 и 13 и их расположением одна на другую. Конечно, способ 1 предпочтительно обеспечивает изготовление на этапе 3 числа пластин большего или меньшего чем две для получения компонента 31, 41, 51 из большего или меньшего двух числа деталей, устанавливаемых на опору 23 одна на другую на этапе 5. Также очевидно, что на этапе 2 может потребоваться наличие большего или меньшего числа фаз 2, 4, и что на этапе 5 может потребоваться наличие большего или меньшего числа фаз 6, 8.
Согласно изобретению способ 1 включает третий этап 7 фиксации каждой из установленных одна на другую деталей 19, 21 для формирования микромеханического компонента 31, 41, 51. Предпочтительно согласно изобретению этап 7 фиксации выполняется путем установки штифта 29 в отверстия 16, 18 каждой детали 19, 21. Так, опора 23 предпочтительно также включает стержень 27 с полым верхним участком 28 для предотвращения относительного перемещения деталей 19, 21 и их пластин 11, 13 при вставке штифта 29 в соответствующие отверстия 16, 18. Безусловно, любое подобное относительное перемещение может привести к поломке перемычек 12, 14 материала, что не желательно на данном третьем этапе 7 способа 1.
В зависимости от природы материалов, применяемых для изготовления пластин 11, 13 и т.д., возможно несколько вариантов осуществления третьего этапа 7. Так, согласно изобретению предпочтительными вариантами являются запрессовка, приваривание и приклеивание. Безусловно, если одна из пластин 11, 13 и т.д. выполнена из материала, не обладающего пластическими свойствами, или обладающего пластическими свойствами в очень узком диапазоне, выполнение операции запрессовки будет затруднительным.
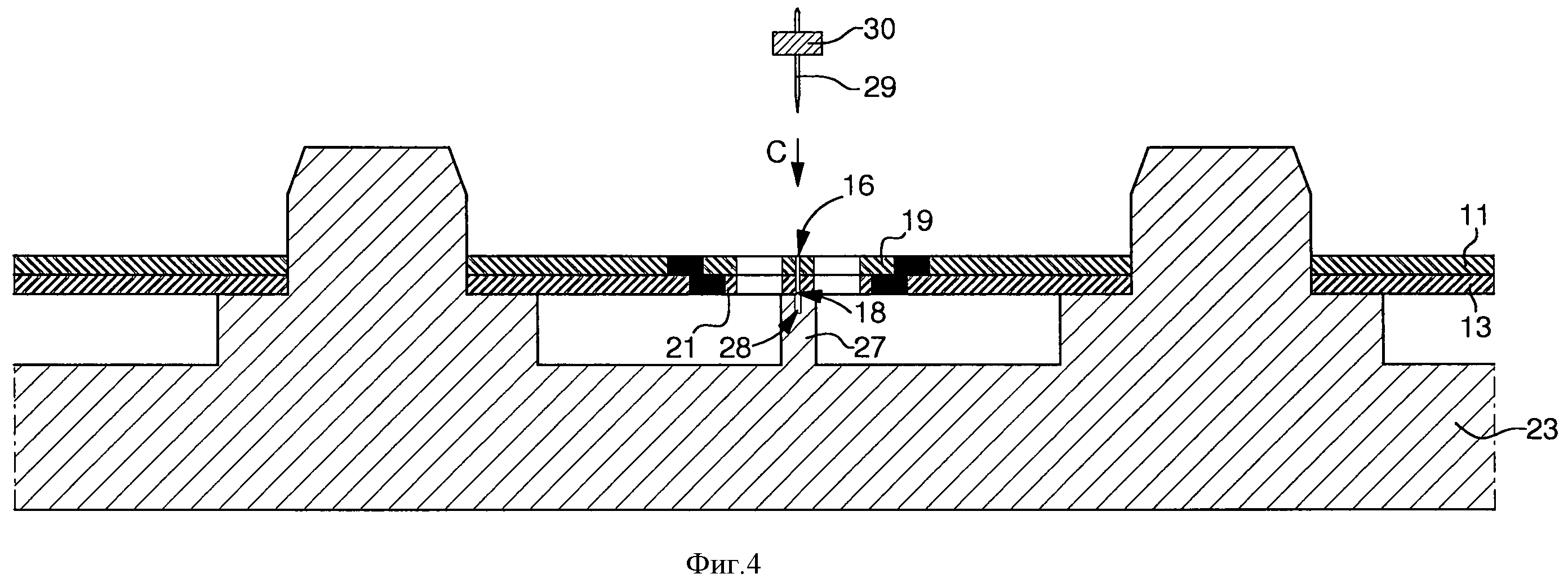
В первом варианте осуществления, в котором применяется запрессовка, показанном на Фиг.4, сначала на третьем этапе 7 штифт 29 перемещается в направлении С ближе к расположенным одно над другим отверстиям 16, 18. Затем штифт 29 с усилием вставляется в отверстие 16, а затем в отверстие 18 пластин 11 и 13. Предпочтительно усилие запрессовки может регулироваться автоматическими средствами. Каждая деталь 19, 21 таким образом закрепляется на штифте 29, и образуется завершенный компонент 31, 41, 51.
Во втором варианте осуществления, в котором применяется сварка, показанном на Фиг.4, сначала на третьем этапе 7 штифт 29 покрывается припоем. Затем штифт 29 перемещается в направлении С ближе к расположенным одно над другим отверстиям 16, 18. Затем штифт 29 вставляется в отверстие 16, а затем в отверстие 18 пластин 11 и 13. Предпочтительно точность направления С может быть повышена при помощи средств автоматизации. Затем производится отверждение припоя, например, с использованием термообработки. Каждая деталь 19 и 21 в результате закрепляется на штифте 29, и образуется завершенный компонент 31, 41, 51.
В третьем варианте осуществления, в котором применяется клеевое соединение, показанном на Фиг.4, сначала на третьем этапе 7 штифт 29 покрывается клеящим материалом, например, полимерным клеящим веществом. Затем штифт 29 перемещается в направлении С ближе к расположенным одно над другим отверстиям 16, 18. Затем штифт 29 вставляется в отверстие 16, а затем в отверстие 18 пластин 11 и 13. Предпочтительно точность направления С может быть повышена при помощи средств автоматизации. Затем производится активация клеящего материала, например, за счет нагрева. Каждая деталь 19 и 21 в результате закрепляется на штифте 29, и образуется завершенный компонент 31, 41, 51.
Согласно изобретению способ 1 включает четвертый этап 9 отделения сформированного микромеханического компонента 31, 41, 51 от пластин 19, 21 и т.д., установленных одна на другой на втором этапе 5. Этап 9 предпочтительно осуществляется путем приложения силы, обеспечивающей разрушение перемычек 12, 14 материала.
Предпочтительно во всех вариантах осуществления третьего этапа 7 штифт 29 закрепляется таким образом, что он выступает, по меньшей мере, из одной из установленных одна на другой пластин и может использоваться в качестве захватывающего средства, т.е. может позволить избежать необходимости манипулирования деталями 19, 21 и т.д. пластин 11, 13 и т.д. Предпочтительно способ 1 обеспечивает получение высокого качества поверхности каждой детали. Также очевидно, что полый верхний участок 28 стержня 27, установленного на опоре 23, обеспечивает прохождение штифта 29 дальше нижней стороны пластины 13 и/или ограничивает степень проникновения штифта в отверстия 16, 18 и т.д.
Согласно первому варианту изобретения штифт 29 имеет кольцо 30, которое образует стопорный элемент на указанной выступающей части, ограничивающий глубину проникновения штифта 29 в отверстия деталей. Кольцо 30, таким образом, обеспечивает повышение качества изготовления. Кроме того, кольцо 30, которое может быть выполнено как составная часть штифта 29, предпочтительно может также содержать зубья, которые могут образовывать шестерню, как будет показано ниже.
Согласно второму варианту изобретения в дополнение к кольцу 30 штифт 29 может также продолжается с каждой стороны шкворневым хвостовиком, который включает шкворень для формирования шарнирной оси. Очевидно, что изобретение дает преимущество, заключающееся в том, что на третьем этапе 7 обеспечивается возможность закрепления множества элементов в отверстиях установленных одна на другой деталей, которые могут варьироваться от простого штифта 29, до шарнирной оси, вставленной, по меньшей мере, в одну шестерню.
Из описания способа 1 видно, что возможно формирование нескольких одинаковых или разных деталей 19, 21 и т.д. на каждой пластине 11, 13 и т.д. для массового производства одинаковых или разных завершенных компонентов 31, 41, 51. Также очевидно, что после третьего этапа 7 пластины 11, 13 и т.д. могут доставляться непосредственно на производственные линии, например, подвижных частей часовых механизмов перед выполнением четвертого этапа 9. Преимуществом этого является то, что при этом производится одновременное манипулирование только рамками 15, 17 и т.д. пластин 11, 13 и т.д. множества завершенных компонентов, без опасности повреждения указанных расположенных одна на другой деталей 19, 21 и т.д. при манипулировании.
Предпочтительно способ 1 обеспечивает повышенную точность изготовления, возможность очень гибкого производства высококачественных составных компонентов, т.е. компонентов, включающих различные материалы высокого качества, путем очень простой манипуляции множества пластин без необходимости манипулирования деталями завершенных компонентов. Таким образом, очевидно, что способ 1 может быть полностью автоматизирован, например, при помощи многопозиционной производственной линии.
Далее представлены примеры изготовления микромеханических компонентов согласно способу 1 со ссылками на Фиг.5-7. В примере, приведенном на Фиг.5, показан набор 31 колес часового механизма, включающий шарнирную ось 33, шестерню 35 и зубчатое колесо 37. В способе 1 шестерня 35 может быть, например, деталью пластины, полученной при помощи процесса гальванического осаждения, а колесо 37 может быть деталью пластины, полученной процессом микрообработки.
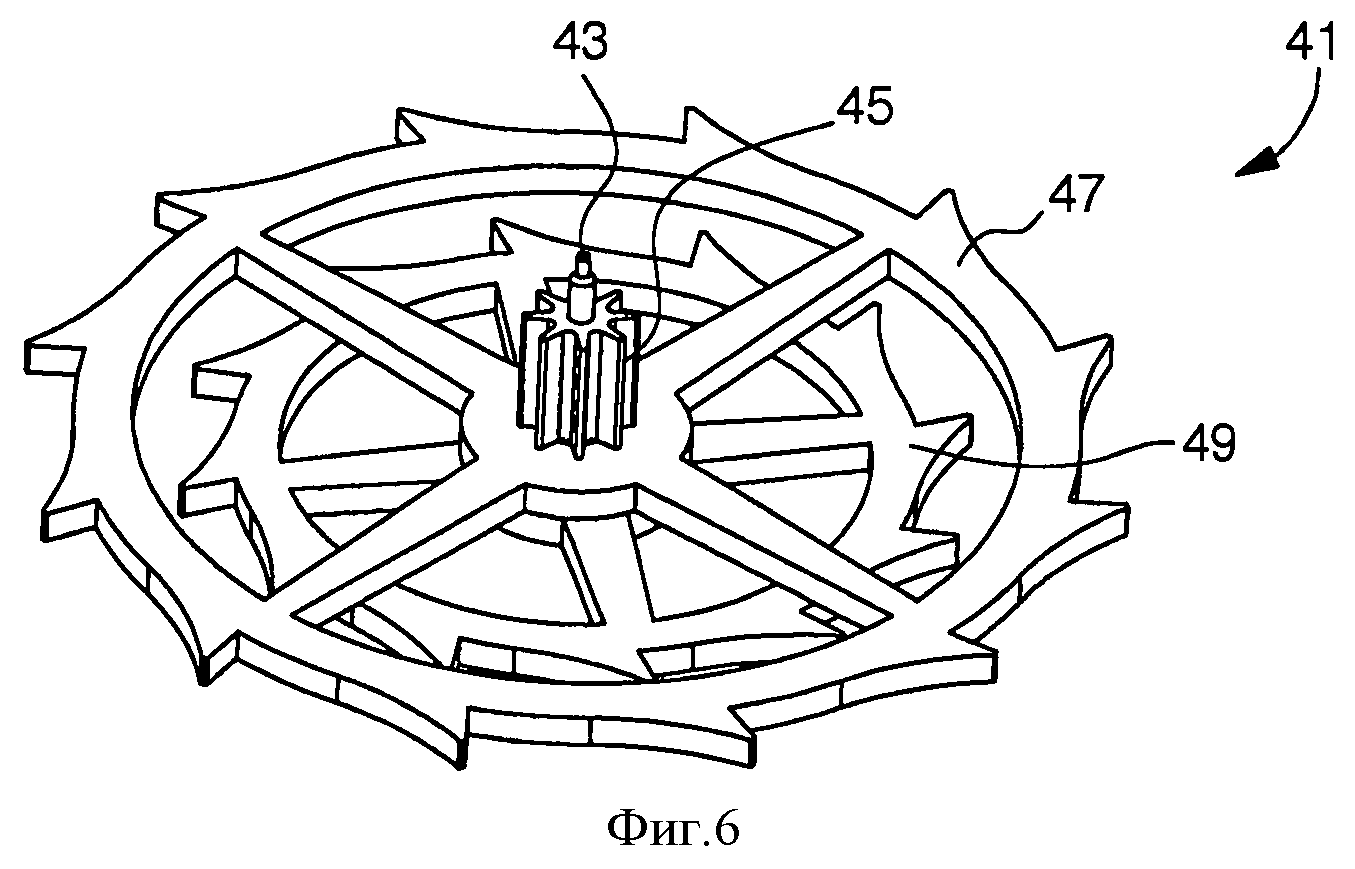
В примере, показанном на Фиг.6, набор 41 колес часового механизма включает шарнирную ось 43, шестерню 45 и два зубчатых колеса 47, 49. В способе 1 шестерня 45 может быть, например, деталью пластины, полученной при помощи процесса гальванического осаждения, а колеса 47, 49 могут быть деталями пластин, полученными процессом микрообработки.
Предпочтительно согласно первому варианту, описанному выше, шестерни 35, 45 могут также быть составными частями соответствующих осей 33, 43 и, таким образом, образуют узлы, обеспечивающие крепление завершенных компонентов 31, 41 на третьем этапе 7 способа 1.
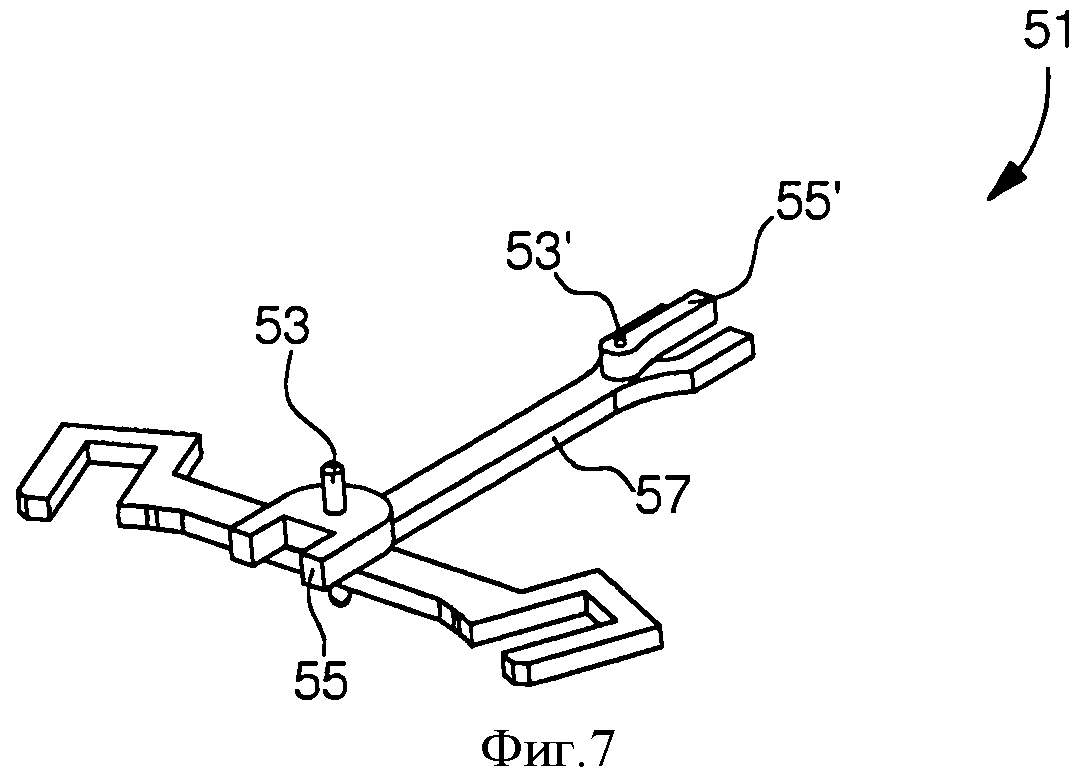
Таким образом, понятно, что в зависимости от используемых материалов, вариантов осуществления изобретения и/или выбранных вариантов может быть обеспечено изготовление множества микромеханических компонентов. Так, в качестве примера на Фиг.7 показано изготовление узла 51 храповика часового механизма, который включает шарнирную ось 53, верхний рычаг 55, основное звено 57 и предохранительный штифт 55′, а также может включать штифт 53′.
В способе 1 узел 51 храповика может, например, быть получен только из деталей на основе кремния. Узел 51 храповика может быть получен путем изготовления двух пластин при помощи процесса микрообработки на этапе 3, установки из одна на другую на опоре 23 на этапе 5, закрепления верхнего рычага 55 и предохранительного штифта 55′ при помощи клеевого соединения на этапе 7, и последующего отделения узла 51 храповика от указанных пластин путем приложения усилия к оси 53 на заключительном этапе 9.
Безусловно, настоящее изобретение не ограничивается показанным примером, и возможно создание различных его вариантов и внесение различных изменений, которые очевидны специалистам в данной области техники. В частности, этап 5 может включать, как показано на Фиг.8 двойными линиями, промежуточный этап 10 нанесения клеящего материала между каждой расположенные одна на другой пластины 11, 13 и т.д. и/или на кольцо 30. Этот клеящий материал при необходимости усиливает местное соединение двух элементов завершенного компонента. Клеящий материал может наносится при помощи процесса трафаретной печати, который обеспечивает точное нанесение материала заданной толщины на заданную площадь.
Кроме того, для получения разрушающегося на этапе 9 участка, показанного на Фиг.1, каждая перемычка 12, 14 может включать узкое сечение у края, соединенного с соответствующей деталью 19, 21.
Также может быть большее или меньшее число узлов ось 22-углубление 20, 26. Кроме того, эти углубления 20, 26 могут быть заменены углублениями, которые уже существуют между рамкой 15, 17 и деталями 19, 21 пластин 11, 13.
И, наконец, все компоненты в вышеприведенном описании на каждом этапе устанавливаются примерно вертикально для упрощения понимания изобретения. На самом деле, направление сборки компонентов не ограничивается направлениями А, А′ или С. Например, при изготовлении узла 51 храповика возможна установка камней храповика перед этапом 5, во время или после этапа 5 через имеющую отверстие сторону рамки 15, 17 пластины 11, 13 и т.д., используемой для формирования детали 57 и/или верхнего рычага 55. Безусловно, поскольку установка камней храповика очень важна, может использоваться сборка на опоре 23 во время фаз 6, 8 и т.д. этапа 5 для очень точной установки камней храповика в направлении приблизительно перпендикулярном направлению А, А′, С. В более широком смысле очевидно, что, по меньшей мере, один подэлемент может устанавливаться, по меньшей мере, на одну из указанных деталей в поперечном направлении относительно указанной пластины перед этапом 5, во время или после этапа 5.
Составной маятник
Компонент часов на основе фотоструктурируемого стекла
Спусковой механизм постоянного усилия
Узел баланса с пружиной для часов
Баланс с регулировкой инерции для часовых изделий, часовой механизм и часовое изделие
Спиральная пружина для механизма часов, в частности наручных, и способ ее изготовления
Волосок для часового механизма и способ его изготовления
Способ изготовления волоска для часового механизма
Микромеханический компонент, характеризующийся уменьшенной поверхностью контакта, и способ его изготовления
Компонент на кремниевой основе, имеющий по меньшей мере одну фаску, и способ его изготовления
Сборочный узел, использующий плоский, упругий фиксирующий элемент
Составной маятник
Балансир хода хронометра

