Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ НАГРЕВА ЖИДКОГО МЕТАЛЛА В ГАЗОВОЙ ОТРАЖАТЕЛЬНОЙ ПЕЧИ
Вид РИД
Изобретение
Изобретение относится к устройствам автоматического управления процессом нагрева жидкого металла в газовых отражательных печах ванного типа для плавления алюминиевых сплавов и может быть использовано на печных агрегатах в металлургической, машиностроительной и других отраслях промышленности.
Известна система автоматического регулирования нагревательной печи (патент РФ №2030462, кл. C21D 11/00), содержащая датчик температуры, блок определения скорости изменения температуры нагреваемого металла, регуляторы температуры и блока определения теплопоглощения металла. В качестве блока определения скорости изменения температуры система содержит термопару, устанавливаемую в своде печи, выход которой подключен к дифференциатору.
Недостатки этой системы обусловлены тем, что в устройстве используется один датчик температуры расположенный в своде печи, способ управления требует прецизионной настройки уставок управляющего воздействия в целях недопущения перегрева верхних слоев металла и недогрева на дне ванны. Техническая реализация устройства сложна и не обеспечивает оптимальное управление по критериям быстродействия и энергосбережения.
Наиболее близким по технической сущности и достигаемому результату является устройство для управления процессом нагрева (патент РФ №2015183, кл. C21D 11/00), которое рассматривается в качестве прототипа. В рассматриваемом устройстве имеется два датчика температуры. Первый представляет собой термопару, при помощи которой измеряется температура печной атмосферы. Второй представляет собой бесконтактный датчик температуры, при помощи которого измеряется температура поверхности садки металла. Вычислительный блок устройства по измеренной температуре поверхности садки металла и по заданным теплофизическим параметрам рассчитывает температуру центра садки путем решения дифференциального уравнения теплопроводности при начальных и граничных условиях. По рассчитанной температуре центра садки металла формируется управляющее воздействие.
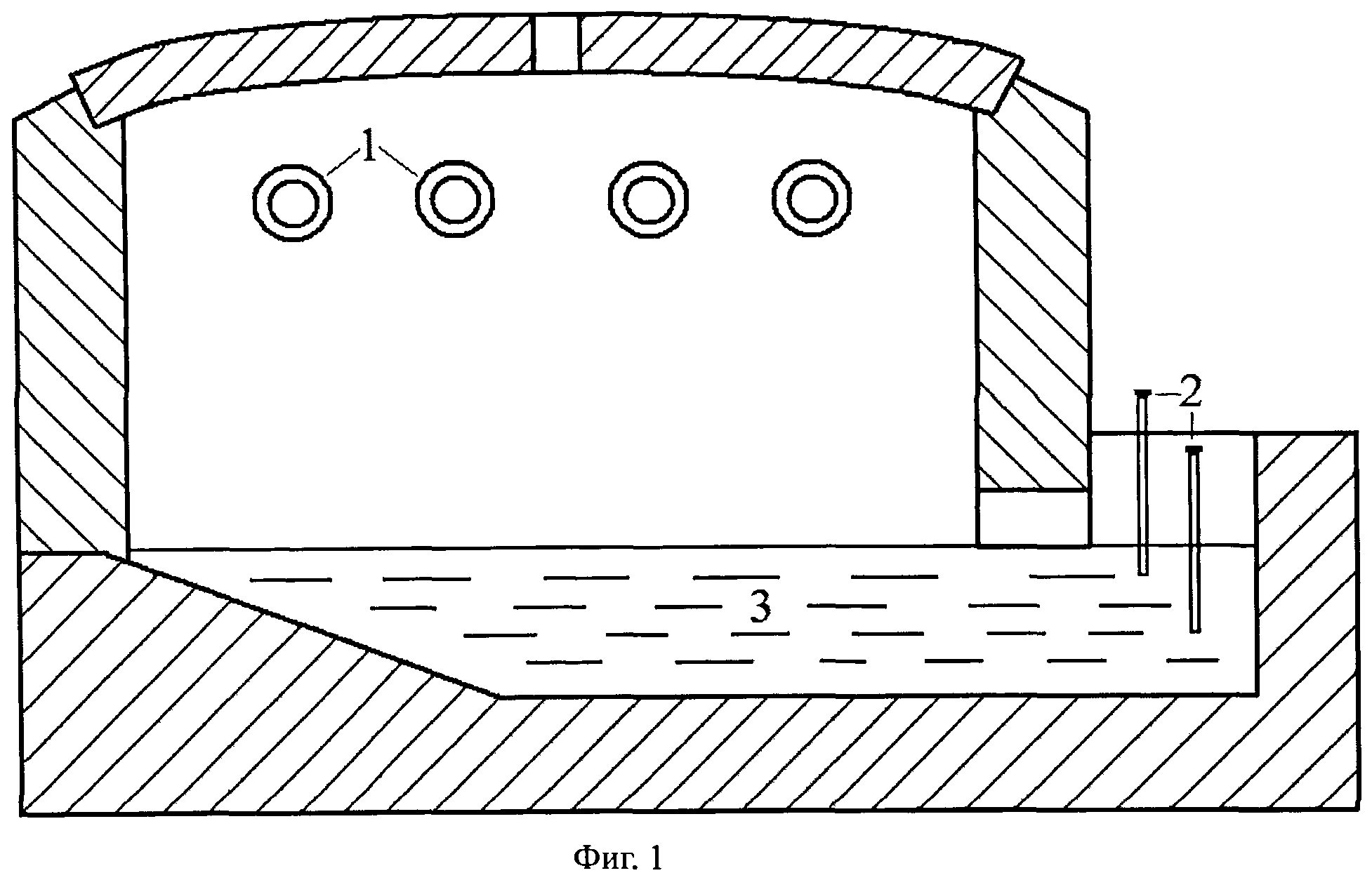
Недостатком устройства является во-первых, невозможность его использования в высокотемпературных газовых отражательных печах ванного типа, в связи с серьезными техническими трудностями размещения бесконтактного оборудования и непрерывного измерения температуры в агрессивной жидкометаллической среде. Сечение газовой отражательной печи представлено на фиг.1. Размещение термопар 2 возможно только в сливном кармане. Во-вторых, сигналы рассогласования в обоих контурах подаются на коммутатор через линейные регуляторы, где в зависимости от преобладающего значения коммутируются, таким образом формируется сигнал управления, который подается на исполнительный механизм. Рассматриваемое устройство управления не обеспечивает оптимальное управление по критериям быстродействия и энергопотребления. В-третьих, решение дифференциального уравнения теплопроводности в реальном времени для расчета температуры центра садки металла является избыточным, затратным по времени и может привести к неустойчивости системы регулирования в целом.
Техническим результатом изобретения является повышение быстродействия устройства, обеспечение гарантированного достижения температуры жидкого металла по глубине ванны за минимально возможное время при минимальном энергопотреблении, упрощение устройства.
Технический результат достигается тем, что предлагаемое устройство содержит датчик температуры поверхностного слоя металла, датчик температуры металла на дне ванны, задатчик температуры поверхностного слоя металла, задатчик температуры металла на дне ванны, сумматор с коэффициентом, в котором первый и второй входы подключены к выходу датчика температуры поверхностного слоя металла и выходу задатчика температуры поверхностного слоя металла, сумматор с коэффициентом, в котором первый и второй входы подключены к выходу датчика температуры металла на дне ванны и выходу задатчика температуры металла на дне ванны, сумматор, в котором входы подключены к выходами сумматоров с коэффициентами, релейный регулятор вход которого соединен с выходом сумматора, блок формирования задержанной обратной связи, вход которого подключен к выходу датчика температуры поверхностного слоя, и сумматор, у которого первый вход подключен к выходу релейного регулятора, второй - к блоку формирования задержанной обратной связи, а выход - к управляемому силовому преобразователю, управляемый силовой преобразователь, выход которого управляет горелками газовой отражательной печи.
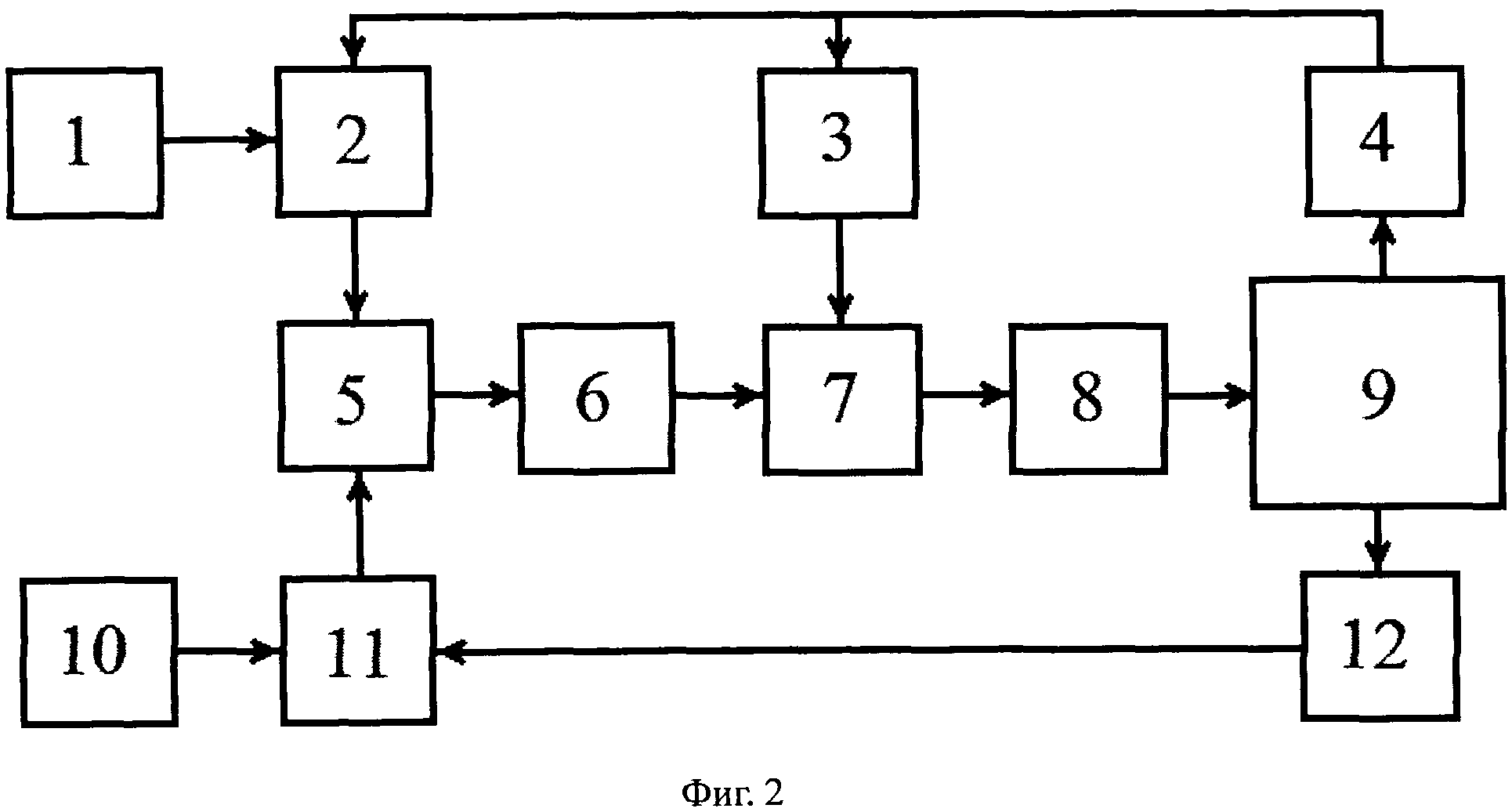
Устройство изображено на фиг.2, где представлена его блок схема. Устройство содержит (фиг.2) задатчик температуры поверхностного слоя металла 1, сумматоры с коэффициентами 2 и 11, блок формирования задержанной обратной связи 3, датчик температуры поверхностного слоя металла 4, сумматоры 5 и 7, релейный регулятор 6, управляемый силовой преобразователь 8, распределенный объект управления 9, в качестве которого понимается распределенная температура жидкого металла в ванне газовой отражательной печи, задатчик температуры металла на дне ванны 10, датчик температуры металла на дне ванны 12.
Устройство работает следующим образом, в момент включения устройства сигнал с датчика температуры поверхностного слоя металла 4 вычитается из сигнала задатчика температуры поверхностного слоя металла 1 в сумматоре 2, разность сигналов с весом c1 поступает на первый вход сумматора 5, сигнал датчика температуры металла на дне ванны 12 вычитается из сигнала задатчика температуры металла на дне ванны 10 в сумматоре 11, разность сигналов с весом c2 поступает на второй вход сумматора 5, сигнал с выхода сумматора 5 поступает на релейный регулятор 6. Подобное соединение элементов позволяет реализовать закон управления в устройстве следующим образом:
где  - функция переключения;
- функция переключения;  ,
,  - расчетное значение температуры в конечный момент оптимального процесса управления; T1, T2 - текущее значение температуры жидкого металла в ванной печи в двух точках по глубине; c1, c2 - постоянные коэффициенты. Расчетное значение температуры в конечный момент оптимального управления
- расчетное значение температуры в конечный момент оптимального процесса управления; T1, T2 - текущее значение температуры жидкого металла в ванной печи в двух точках по глубине; c1, c2 - постоянные коэффициенты. Расчетное значение температуры в конечный момент оптимального управления  задается в задатчике температуры поверхностного слоя металла 1, а
задается в задатчике температуры поверхностного слоя металла 1, а  задается в задатчике температуры металла на дне ванны 10. Функция переключения S1(T1,T2) реализуется в сумматорами 2, 5 и 11. Релейный регулятора 6 формирует выходной сигнал Qmax=1 при функции переключения S1(T1,T2)>0 и Qmin=0 при S1(T1,T2)<0. Постоянные коэффициенты c1 и c2 рассчитываются в случае S1(T1,T2)=0, при значениях температур конечного распределения, полученных в результате решения системы дифференциальных уравнений с граничными и начальными условиями. На графике (фиг.3) представлен вид управляющего воздействия. На интервале времени от 0 до t1 действует максимальное управляющее воздействие Qmax=1. На интервале времени от t2 до t3 действует минимальное управляющее воздействие Qmin=0. Промежуточный интервал времени от t1 до t2 необходим для ограничения температуры поверхностного слоя металла на допустимом уровне, то есть исключается перегрев поверхности жидкого металла. Управление на промежуточном интервале формируется на выходе сумматора 7 при подаче на первый вход максимального управляющего воздействия с выхода релейного регулятора 6 и при подаче на второй вход управляющего сигнала с блока формирования задержанной обратной связи 3. Блок формирования задержанной обратной связи 3 работает только на интервале времени t1-t2, он формирует задержанный экспоненциальный сигнал вычитаемый из максимального управляющего воздействия в сумматоре 7. Моментом запуска формирования управления блоком формирования задержанной обратной связи 3 считается превышение сигнала температуры поверхностного слоя металла допустимого уровня, величина которого считается фиксированной и задается при проектировании. Формируемый с выхода сумматора 7 управляющий сигнал (фиг.3) подается на управляемый силовой преобразователь 8, который управляет газовыми грелками в распределенном объекте управления 9, нагревая жидкий металл в ванне газовой отражательной печи.
задается в задатчике температуры металла на дне ванны 10. Функция переключения S1(T1,T2) реализуется в сумматорами 2, 5 и 11. Релейный регулятора 6 формирует выходной сигнал Qmax=1 при функции переключения S1(T1,T2)>0 и Qmin=0 при S1(T1,T2)<0. Постоянные коэффициенты c1 и c2 рассчитываются в случае S1(T1,T2)=0, при значениях температур конечного распределения, полученных в результате решения системы дифференциальных уравнений с граничными и начальными условиями. На графике (фиг.3) представлен вид управляющего воздействия. На интервале времени от 0 до t1 действует максимальное управляющее воздействие Qmax=1. На интервале времени от t2 до t3 действует минимальное управляющее воздействие Qmin=0. Промежуточный интервал времени от t1 до t2 необходим для ограничения температуры поверхностного слоя металла на допустимом уровне, то есть исключается перегрев поверхности жидкого металла. Управление на промежуточном интервале формируется на выходе сумматора 7 при подаче на первый вход максимального управляющего воздействия с выхода релейного регулятора 6 и при подаче на второй вход управляющего сигнала с блока формирования задержанной обратной связи 3. Блок формирования задержанной обратной связи 3 работает только на интервале времени t1-t2, он формирует задержанный экспоненциальный сигнал вычитаемый из максимального управляющего воздействия в сумматоре 7. Моментом запуска формирования управления блоком формирования задержанной обратной связи 3 считается превышение сигнала температуры поверхностного слоя металла допустимого уровня, величина которого считается фиксированной и задается при проектировании. Формируемый с выхода сумматора 7 управляющий сигнал (фиг.3) подается на управляемый силовой преобразователь 8, который управляет газовыми грелками в распределенном объекте управления 9, нагревая жидкий металл в ванне газовой отражательной печи.
Вся система управления обладает высоким быстродействием вследствие того, что все расчеты коэффициентов оптимального управления выполняются на этапе проектирования, и в процессе установки системы управления возможны корректировки на реальном промышленном объекте управления. Реализуемый алгоритм управления обеспечивает оптимальное управление по совокупности критериев быстродействия и энергосбережения, при условии ограничения на максимальную температуру поверхности жидкого металла в ванне печи.
Устройство для автоматического управления процессом нагрева жидкого металла в газовой отражательной печи, содержащее два датчика температуры, два задатчика температуры и управляемый силовой преобразователь, отличающееся тем, что один датчик температуры размещен в поверхностном слое металла, а другой датчик температуры - на дне ванны печи, один задатчик температуры предназначен для датчика температуры поверхностного слоя металла, а другой - для температуры металла на дне ванны, в него введен сумматор с коэффициентом, в котором первый и второй входы подключены к выходу датчика температуры поверхностного слоя металла и выходу задатчика температуры поверхностного слоя металла, сумматор с коэффициентом, в котором первый и второй входы подключены к выходу датчика температуры металла на дне ванны и выходу задатчика температуры металла на дне ванны, сумматор, в котором входы подключены к выходам сумматоров с коэффициентами, релейный регулятор, вход которого соединен с выходом сумматора, блок формирования задержанной обратной связи, вход которого подключен к выходу датчика температуры поверхностного слоя, и сумматор, у которого первый вход подключен к выходу релейного регулятора, второй - к блоку формирования задержанной обратной связи, а выход - к управляемому силовому преобразователю.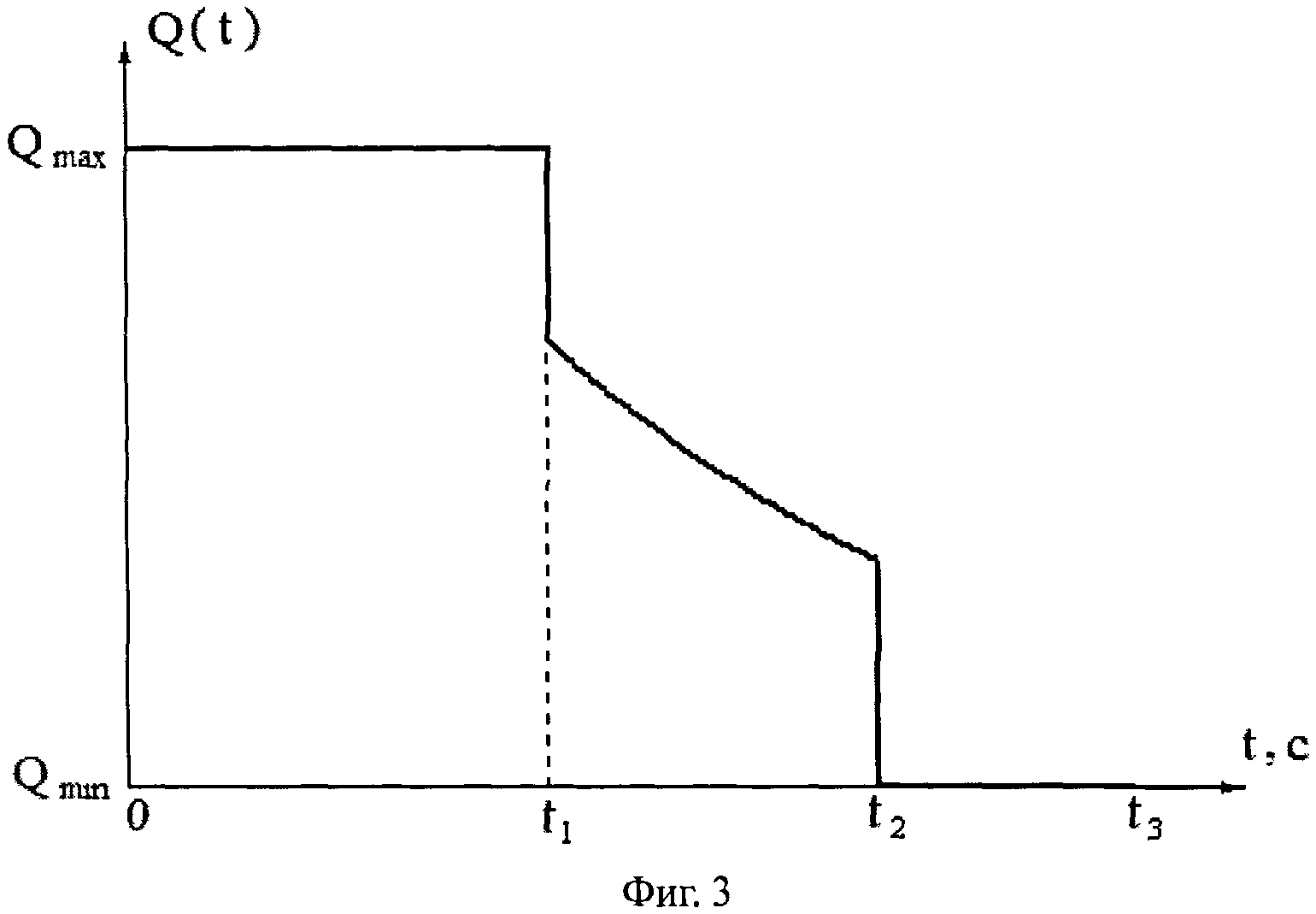
Обмотка электрической машины
Сборная коническая зенковка
Способ изготовления напильников
Теплоаккумулирующий состав
Промышленный прямоточный парогенератор
Способ получения нитрида галлия
Сборный дисковый фасонный резец
Электропроводный пластичный материал
Способ производства яблочного бренди
Устройство для измерения вектора скорости движения изображения объекта со случайным распределением яркостей

