Результат интеллектуальной деятельности: СПОСОБ ВОЛОЧЕНИЯ АЛЮМИНИЕВОЙ ПРОВОЛОКИ
Вид РИД
Изобретение
Изобретение относится к способам обработки технически чистого алюминия давлением, в частности прокатке, штамповке и волочению. Технический результат изобретения - уменьшение усилий при обработке металлов давлением. Наиболее целесообразно использовать изобретение при волочении А1 проволоки. Предлагаемый способ включает в себя обработку металла импульсным магнитным полем для снижения микротвердости и, как следствие, увеличения пластичности материала.
В настоящее время известен способ холодной прокатки полос [1]. Способ включает в себя определение и регулирование основных энергосиловых и технологических параметров прокатки за счет локального по мощности воздействия поля с магнитной индукцией от 0 до 70 Тл по линиям контакта полосы и валка. В качестве недостатков указанного способа следует отметить: 1) регулирование энергосиловых параметров достигается только за счет изменения коэффициента трения в магнитном поле, нет воздействуя на процесс пластической деформации; 2) локальность воздействия; 3) известно, что проблематично получить постоянное магнитное поле с индукцией более 1 Тл в связи с громоздкостью и дороговизной оборудования [2, 3].
Из известных технических решений наиболее близкими к предлагаемым, по назначению и совокупности существенных признаков, является способ переформировки проволоки, согласно которому в процессе изготовления электропроводной проволоки на заготовку воздействуют импульсным электрическим током на всю ее длину одновременно и обеспечивают переформовку заготовки с получением заданной длины и толщины за счет создания сил радиального сжатия выше предела текучести материала проволоки [4]. Недостатком указанного способа является тот факт, что воздействие импульсным электрическим током проводится одновременно на всю длину заготовки, что требует дополнительных конструкторских решений. Еще одним недостатком является то, что при указанном способе воздействия в соответствии с законом Джоуля-Ленца происходит значительный термический нагрев заготовки, приводящий к изменению первоначальной структуры материала.
Задачей заявленного изобретения является снижение усилия при волочении алюминия и сплавов на его основе с помощью импульсного магнитного поля.
Способ снижения усилий при волочении, заключающийся в том, что перед операцией волочения на заготовку воздействуют импульсным магнитным полем. Магнитное поле создают за счет индуктора, на который подаются импульсы тока с амплитудой от 2 до 30 кА и частотой от 10 до 1000 Гц от источника токовых импульсов. В зависимости от амплитудного значения индукции магнитного поля происходит снижение микротвердости, увеличение пластичности, и, как следствие, снижение усилия при волочении.
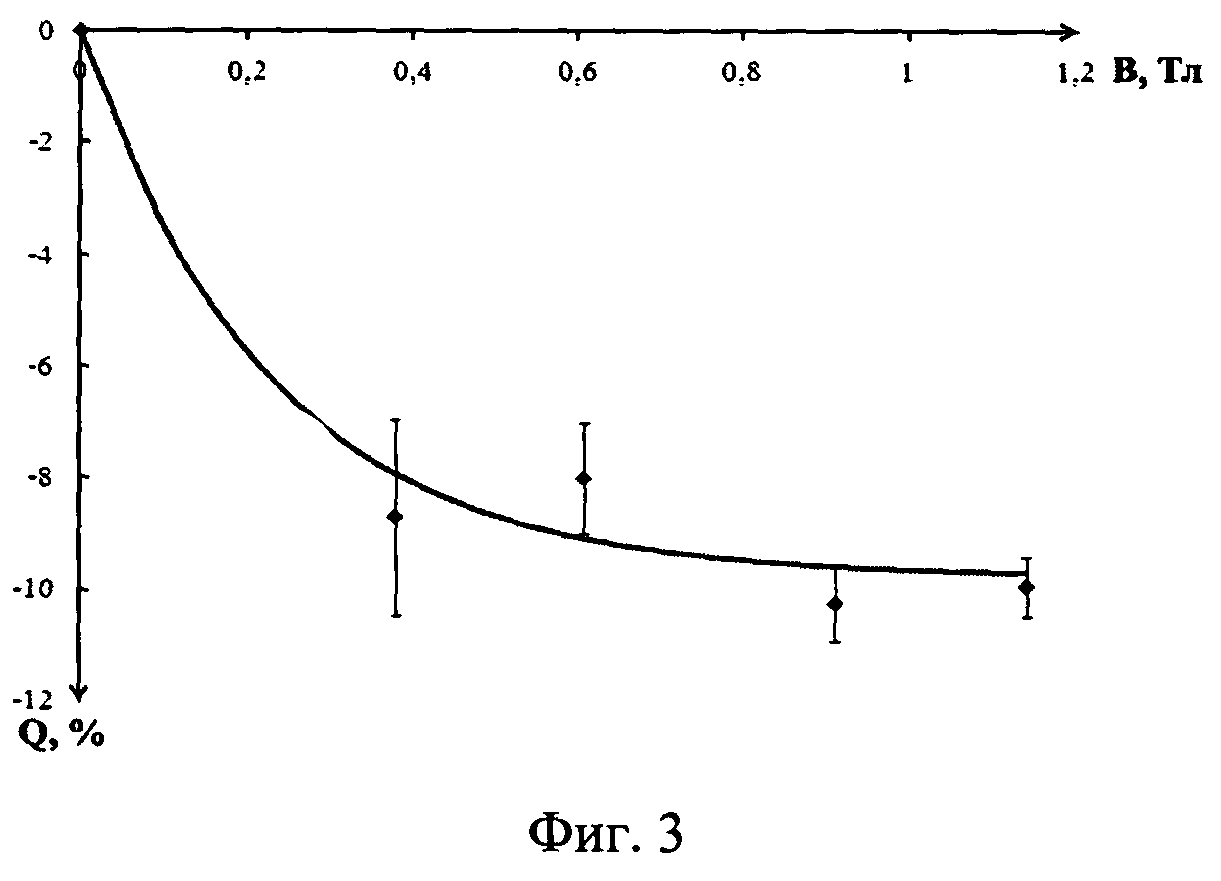
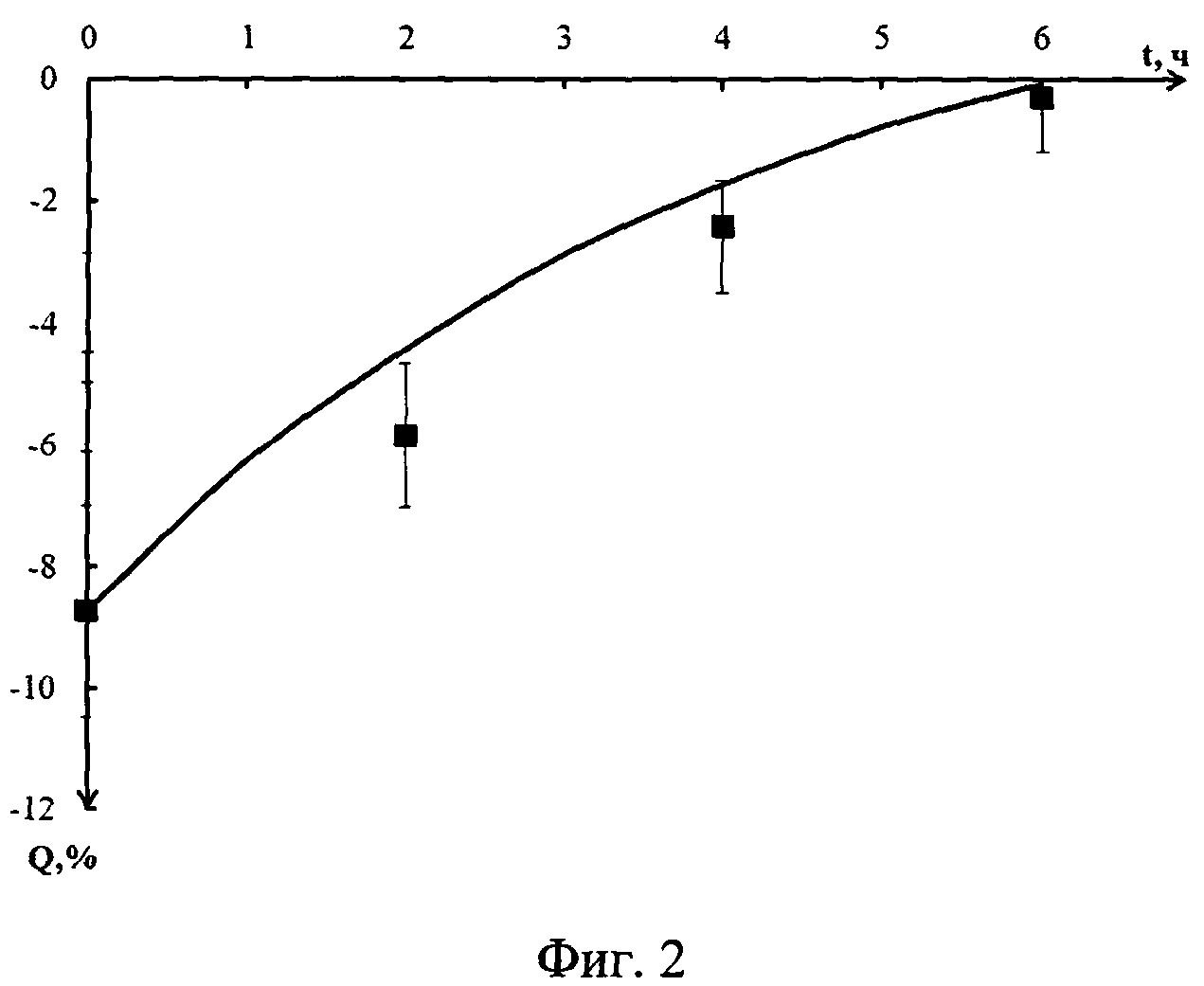
Реализация способа поясняется фигурой 1 и заключается в следующем: предварительно перед волокой 4 устанавливается соленоид 2, генерирующий импульсные магнитные поля с индукцией до 1 Тл и регулируемой частотой импульсов, на соленоид подаются импульсы тока от источника токовых импульсов 3. Частота импульсов подбирается исходя из скорости волочения для воздействия на весь материал заготовки. Например: скорость волочения v составляет 5 м/с, индуктор имеет длину l=0,1 м, тогда для воздействия на весь материал необходима частота v импульсов магнитного поля 50 Гц. ν=v/1. Фигура 2 демонстрирует зависимость относительного изменения микротвердости алюминия от времени после импульсной обработки магнитным полем 0,38 Тл, фигура 3 показывает зависимость относительного изменения микротвердости алюминия от индукции импульсного магнитного поля.
В лабораторных исследованиях установлено, что значение микротвердости снижается после магнитной обработки, что обеспечивает уменьшение усилий при волочении.
Количественно эффект влияния магнитного поля характеризовался относительным изменением микротвердости  , где <HV> - среднее (не менее чем по 30 измерениям) значение микротвердости образца, подвергнутого магнитной обработке, <HV0> - исходное значение микротвердости.
, где <HV> - среднее (не менее чем по 30 измерениям) значение микротвердости образца, подвергнутого магнитной обработке, <HV0> - исходное значение микротвердости.
По результатам исследований установлено, что при воздействии магнитным полем с индукцией 1,1 Тл микротвердость снижается на 9% (фиг.3). Снижение микротвердости, в свою очередь, приводит к увеличению пластических свойств, и, как следствие, снижению силовых параметров волочения на такую же величину. По прошествии 6 часов физико-механические свойства А1 принимают исходное значение (фиг.2), что позволяет конечному продукту соответствовать ГОСТ 22483-77 на проволоку.
Исследования влияния индукции импульсного магнитного поля на микротвердость показали, что зависимость относительного изменения микротвердости алюминия от индукции импульсного магнитного поля имеет вид кривой с насыщением, которое наступает при индукции импульсного магнитного поля 0,8 Тл, дальнейшее увеличение не приводит к усилению эффекта влияния.
Установлены оптимальные параметры процесса волочения алюминиевой проволоки, обеспечивающие снижение усилия волочения на 9%, с воздействием импульсным магнитным полем, а именно: амплитуда токовых импульсов - 19 кА, частота пропускания токовых импульсов - 250 Гц, индукция импульсного магнитного поля 0,8 Тл, скорость волочения - 25 м/мин.
Способ волочения алюминиевой проволоки, заключающийся в воздействии перед волочением на заготовку импульсным магнитным полем, индукция которого не превышает 0,7 Тл, создаваемым посредством установленного перед волокой индуктора, на который подают импульсы тока с амплитудой от 2 до 30 кА и частотой от 10 до 1000 Гц от источника токовых импульсов.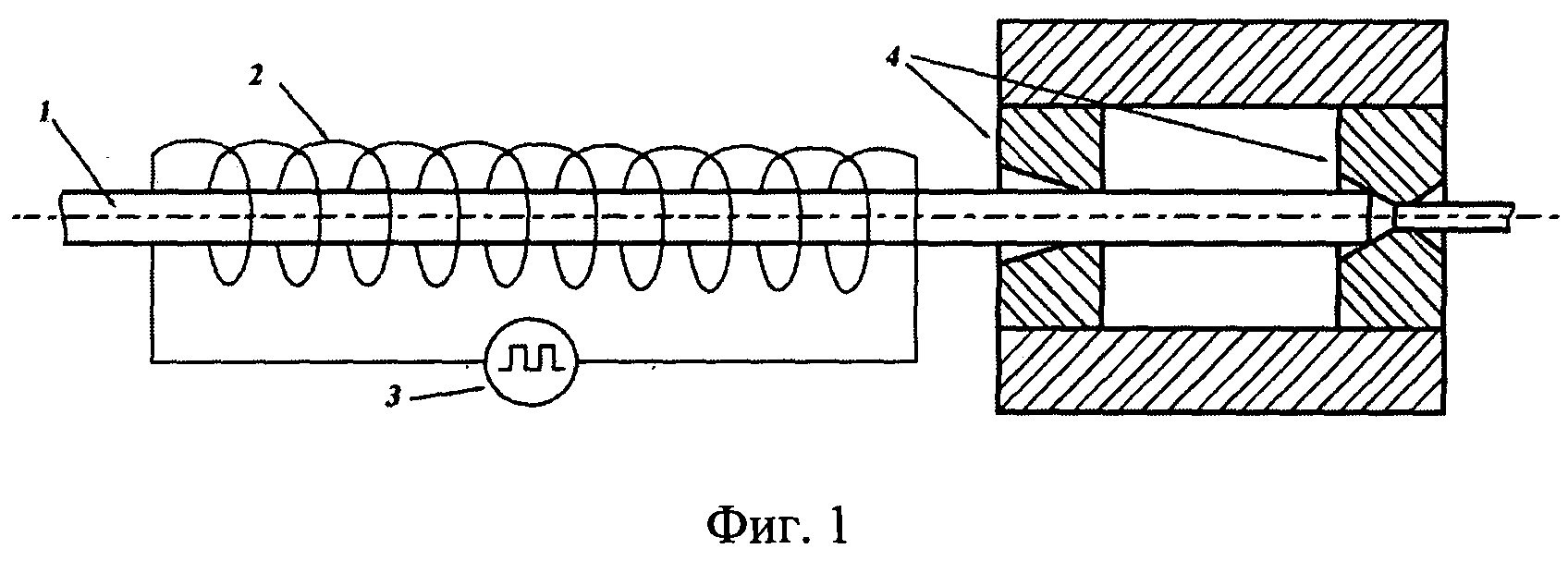
Способ нанесения электроэрозионностойких покрытий на основе молибдена, меди и никеля на медные электрические контакты
Способ нанесения электроэрозионностойких покрытий на основе хрома, карбидов хрома и меди на медные электрические контакты
Способ электродуговой наплавки износостойкого покрытия на сталь hardox 400
Способ повышения долговечности изделия из меди, работающего в условиях ползучести
Способ нанесения электроэрозионностойких покрытий на основе вольфрама, меди и никеля на медные электрические контакты
Газовая плоскопламенная горелка со встроенным радиационным рекуператором
Самоустанавливающаяся пятисателлитная планетарная передача
Способ нанесения электроэрозионностойких покрытий на основе молибдена, меди и никеля на медные электрические контакты
Способ нанесения электроэрозионностойких покрытий на основе хрома, карбидов хрома и меди на медные электрические контакты
Шихта порошковой проволоки
Флюс-добавка
Флюс для сварки и наплавки
Флюс-добавка

