Результат интеллектуальной деятельности: ПРОВОДЯЩИЕ ПОЛОТНА, СОДЕРЖАЩИЕ ТОКОПРОВОДЫ, И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ
Вид РИД
Изобретение
Настоящее описание основано и заявляет приоритет в соответствии с находящейся на рассмотрении заявкой США US №61/130,220, поданной 29 мая 2008 г.
В последнее время были предприняты различные усилия для включения электронных устройств в различные виды продукции. Например, простые электронные устройства устанавливались в различные предметы одежды, для того чтобы создать уникальный продукт, имеющий большую привлекательность для потребителей. Электронные устройства также включались в продукцию, для того чтобы обеспечить специфическое функционирование. Например, специалисты предложили устанавливать электронные устройства, включающие в себя RFID устройства (устройства радиочастотной модификации), на различные упаковки для инвентарного контроля или для других целей.
Электронные устройства также предлагались для использования в портативных мониторах для медицинской промышленности. Например, по одному варианту, монитор может быть расположен на больничном халате или другой подобной одежде и быть настроенным на отображение, по меньшей мере, одного состояния пациента, позволяя пациенту передвигаться самому или быть передвигаемому по территории больницы.
Многие электронные устройства, как было описано выше, конструируются так, чтобы быть легкими по весу и максимально дешевыми. Таким образом, устройства изготавливаются с использованием гибких подложек, таких как бумага, тканые материалы, нетканые материалы и полимерные пленки. В прошлом, электрические схемы включались в устройства посредством использования чернил, которые наносились на гибкие подложки.
Однако в прошлом возникали различные проблемы, связанные с использованием проводящих чернил. Например, чернила не только относительно дороги, но проблемы возникали при нанесении чернил на пористые подложки, такие как текстильные материалы. Например, когда проводящие чернила наносились на пористые материалы, уровень электропроводимости чрезмерно снижался. Дополнительно, процесс нанесения обычно должен быть проведен в автономном режиме, что добавляет сложности к процессу производства и вызывает дополнительные расходы при производстве конечного продукта.
В свете вышесказанного, постоянно существует необходимость разработки относительно недорогого способа и производства электрических схем для установки в различные электронные устройства.
В общем, настоящее описание направлено на использование одного или более нетканого материала для того, чтобы создать электронное устройство. Более конкретно, нетканый материал, изготовленный в соответствии с данным описанием является проводящим в результате присутствия в нем проводящих волокон, таких как углеродные волокна. Токопроводы формируются в проводящем нетканом полотне посредством формирования непроводящих зон в полотне. В соответствии с настоящим описанием, непроводящие зоны формируются воздействием на проводящее полотно ультразвуковой энергии. Было обнаружено, что ультразвуковая энергия может разрушать и разрывать проводящие волокна, таким образом, создавая непроводящие зоны.
Токопроводы, формируемые в нетканом полотне, могут варьироваться в зависимости от конкретного применения. Например, в одном варианте, электрическая цепь может быть сформирована в нетканом материале. Например, электрическая цепь может включать в себя замкнутую цепь или разомкнутую цепь.
Проводящие нетканые материалы могут быть изготовлены в соответствии с настоящим описанием в относительно короткие сроки и с относительно низкими затратами. Фактически, проводящие нетканые полотна могут быть разработаны для включения в имеющиеся в распоряжении продукты, такие как, поглощающие материалы, медицинская продукция и т.п.
В одном варианте, например, настоящее описание направлено на продукт для использования в конструировании электронных устройств. Данный продукт включает в себя проводящее нетканое полотно, состоящее из проводящих волокон и непроводящих волокон. Проводящие волокна могут включать в себя неметаллические волокна, такие как углеродные волокна. Углеродные волокна, например, могут иметь чистоту превышающую 85%, а также превышающую 88%, а также превышающую 90%, а также даже превышающую 92%. Углеродные волокна могут иметь любую приемлемую длину, например, от 1 мм до около 6 мм.
Проводящие волокна могут быть представлены в нетканом полотне в количестве, обычно, от около 5 вес% до около 50 вес%. Например, в одном варианте, проводящие волокна могут присутствовать в полотне в количестве от около 5 вес% до около 25 вес% от веса.
Как описано выше, нетканое полотно, дополнительно к содержанию углеродных волокон, может содержать непроводящие волокна. Данные непроводящие волокна, например, могут включать в себя волокна целлюлозы, синтетические волокна или их смеси. Синтетические волокна, при их наличии, могут быть изготовлены из термопластичных полимеров.
Для того чтобы сформировать непроводящие зоны, ультразвуковая энергия может быть приложена к нетканому полотну с использованием, например, ультразвукового волновода. Ультразвуковая энергия может, например, иметь частоту от около 20 кГц до около 40 кГц. В одном варианте, ультразвуковая энергия может быть приложена к нетканому полотну в достаточных объемах, так чтобы непроводящие зоны имели такое сопротивление, которое, по меньшей мере в четыре раза превышает сопротивление проводящих зон, включенных в полотно.
Дополнительно к созданию непроводящих зон, ультразвуковая энергия может также быть использована и для других целей. Например, приложение ультразвуковой энергии к полотну может вызвать соединение со смежным полотном.
Фактически, в одном варианте, дополнительно к соединению двух смежных полотен вместе и/или созданию одной или более непроводящих зон, ультразвуковая энергия может также быть использована для установления электрического соединения между двумя противоположными полотнами. Например, электрическое соединение может быть установлено смежно непроводящим зонам.
Многослойные продукты, например, могут быть использованы для создания различных электронных устройств. Например, в одном варианте, переключатель может быть выполнен из проводящего нетканого полотна, изготовленного в соответствии с настоящим описанием. Например, электронный переключатель может включать в себя проводящее нетканое полотно, как описано выше, находящееся на расстоянии от противоположного проводящего слоя, который может также включать в себя проводящее нетканое полотно. Два проводящих слоя разнесены друг от друга, но формируют электрическое соединение, когда проводящее нетканое полотно и противоположный проводящий слой прижаты друг к другу. В одном варианте, непроводящий слой может быть расположен между двумя проводящими слоями. Этот непроводящий слой, например, может включать в себя отверстие, через которое осуществляется электрическое соединение между проводящим нетканым полотном и противоположным проводящим слоем.
Другое электронное устройство, которое может быть изготовлено в соответствии с настоящим описанием, включает в себя клавиатуру. Клавиатура, например, может образовывать внешнюю поверхность, предназначенную для расположения множества клавиш. Эти клавиши могут включать в себя буквенные обозначения, цифровые обозначения или комбинацию из тех и других. Первый проводящий слой располагается между клавишей и разнесен от второго проводящего слоя. По меньшей мере, один проводящий слой включает в себя нетканое полотно, выполненное в соответствии с настоящим описанием. Когда на одну из клавиш нажимают, возникает электрическое соединение между первым проводящим слоем и вторым проводящим слоем. Дополнительно, проводящие слои могут формировать токопровод при соединении, что определяется тем, какая соответствующая клавиша была нажат.В соответствии с настоящим описанием, токопроводы могут быть сформированы, с использованием обработанных ультразвуком участков.
Клавиатура может быть выполнена включающей в себя различные слои. В одном варианте, например, клавиатура может содержать три слоя, включая два проводящих нетканых полотна, выполненных в соответствии с настоящим описанием, разделенных непроводящим слоем. Непроводящий слой может быть выполнен из любого приемлемого непроводящего материала и может включать в себя отверстия, которые соответствуют расположению каждой клавиши, расположенной на внешней поверхности клавиатуры.
В альтернативном варианте, клавиатура может включать в себя пятислойную конструкцию. В этом варианте, дополнительно к трем слоям, описанным выше, клавиатура может далее включать в себя слой покрытия и нижний слой. Первый проводящий слой, непроводящий слой и второй проводящий слой могут быть расположены между слоем покрытия и нижним слоем. Слой покрытия может включать в себя верхнюю поверхность, на которой располагаются клавиши.
Другие элементы и признаки настоящего изобретения обсуждаются более детально ниже.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Вышеизложенное и другие признаки и элементы настоящего изобретения и способ их исполнения станут более очевидны и суть изобретения будет лучше понята со ссылкой на дальнейшее описание, приложенную формулу изобретения и сопроводительные чертежи, на которых:
Фигура 1 - вид сбоку одного объекта процесса для формирования многослойных полотен в соответствии с настоящим описанием;
Фигура 2 - вид сбоку одного объекта процесса для формирования некрепированных, высушиваемых сквозным воздушным потоком полотен в соответствии с настоящим описанием;
Фигура 3 - фрагмент вида сверху одного объекта проводящего нетканого полотна, изготовленного в соответствии с настоящим описанием, включающего различные зоны проводимости;
Фигуры 4-18 - различные виды ряда продуктов и процессов, описанных здесь; и
Фигура 19 - вид сбоку другого объекта процесса для формирования проводящих нетканых полотен в соответствии с настоящим описанием; и
Повторное использование ссылочных позиций в настоящем описании и чертежах предназначено для обозначения одних и тех же аналогичных признаков или элементов настоящего изобретения. Чертежи являются приблизительными и не выполнены в масштабе. Определенные пропорции могут быть преувеличены, в то время как другие могут быть сведены к минимуму.
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Специалисту в данной области понятно, что настоящее описание является только описанием примерных вариантов выполнения настоящего изобретения и не преследует цели ограничивать более широкие объекты данного изобретения.
Данное изобретение, в общем, относится к продукции, включающей в себя проводящий элемент. Некоторые виды продукции, описанные здесь, - одноразовые, т.е. они изготовлены так, чтобы их можно было выбрасывать после ограниченного срока использования, а не очищать или восстанавливать каким-либо другим способом для повторного использования.
В общем, данное изобретение относится к проводящим нетканым материалам, включающим в себя проводящие и непроводящие зоны. Нетканые материалы содержат проводящие волокна в сочетании с, по меньшей мере, одним видом других волокон. Волокна другого вида могут включать в себя, например, волокна целлюлозы, синтетические волокна или их смеси. Проводящие волокна присутствуют в составе материала в достаточном количестве, так что материал является проводящим, по меньшей мере, в одном направлении.
В соответствии с данным изобретением, непроводящие зоны формируются в проводящем материале посредством приложения ультразвуковой энергии к материалу в конкретных местах. Считается, что ультразвуковая энергия способна разрушать проводящие волокна таким образом, что в полотне создается электрический разрыв. Особым преимуществом является то, что ультразвуковая энергия может быть приложена к материалу с использованием, например, вращающегося волновода, который позволяет ультразвуковой энергии вступать в контакт с полотном в определенных и контролируемых точках. Таким образом, узор из непроводящих зон может быть сформирован в полотне для создания токопроводов. Токопроводы могут затем быть использованы для комплектования электрической цепи в электронном устройстве. Таким образом, в соответствии с данным изобретением могут быть изготовлены электронные устройства, которые включают схемы, являющиеся не только легкими по весу и гибкими, но и которые могут быть изготовлены с относительно низкими затратами. Дополнительно, простые схемы и переключатели могут быть созданы в нетканом материале с относительно быстрой скоростью, например, со скоростью, превышающей 200 футов в минуту, что позволяет включить данный процесс в производственную линию во время изготовления электронного устройства или другого изделия.
Проводящие полотна, изготовленные в соответствии с данным изобретением, могут производиться с использованием различных технологий и способов. Например, в одном варианте, проводящие нетканые полотна могут содержать достаточное количество волокон целлюлозы и могут быть изготовлены с использованием процесса бумажного производства или другой аналогичной технологии влажной укладки. В других вариантах, проводящие нетканые полотна могут быть изготовлены с содержанием достаточного количества синтетических волокон. В случае включения достаточного количества синтетических волокон, полотна могут быть изготовлены с использованием технологии влажной укладки или могут быть сформированы с использованием других технологий изготовления полотен. Например, в одном варианте, сами проводящие волокна или в сочетании с волокнами целлюлозы могут быть смешаны с расплавленными синтетическими волокнами в процессе формирования полотен совместного формования. В еще одном варианте, сами проводящие волокна или в сочетании с волокнами целлюлозы могут гидравлически перепутаны с предварительно сформированным нетканым полотном, например, полотном фильерного производства.
Проводящие волокна, которые могут быть использованы в соответствии с данным изобретением могут варьироваться в зависимости от конкретного применения и желаемого результата. Проводящие волокна, которые могут быть использованы для формирования нетканых полотен, включают в себя углеродные волокна, металлические волокна, проводящие полимерные волокна, включая волокна, изготовленные из проводящих полимеров или полимерные волокна, содержащие проводящий материал и их смеси. Металлические волокна, которые могут быть использованы, включают в себя, например, медные волокна, алюминиевые волокна и т.п. Полимерные волокна, содержащие проводящий материал, включают в себя термопластиковые волокна покрытые проводящим материалом или термопластиковые волокна, пропитанные или смешанные с проводящим материалом. Например, в одном объекте, могут быть использованы термопластиковые волокна, покрытые серебром.
Углеродные волокна, которые могут быть использованы в данном изобретении, включают в себя волокна, изготовленные полностью из углерода или волокна, содержащие углерод, в количестве, достаточном для обеспечения электропроводности этих волокон. В одном варианте, например, могут быть использованы углеродные волокна, которые формируются из полиакрилонитрилового полимера. В частности, углеродные волокна формируются нагреванием и карбонизацией волокон полиакрилонитрилового полимера. Такие волокна обычно имеют высокую чистоту и содержат молекулы относительно высокого молекулярного веса. Например, эти волокна могут содержать углерод в количестве более около 85 вес%, а также более около 88 вес%, а также более около 90 вес%, а также более около 92 вес%, а также в количестве более около 95 вес%.
Для того чтобы сформировать углеродные волокна из волокон полиакрилонитрилового полимера, волокна полиакрилонитрилового полимера первоначально нагреваются в кислородной среде, например, воздухе. В процессе нагревания, циановые узлы внутри полиакрилонитрилового полимера формируют повторные циклические молекулы тетрагидропиридина. По мере нагревания, полимер начинает окисляться. Во время окисления, водород высвобождается, в следствие чего, углерод формирует ароматические кольца, После окисления, волокна далее нагреваются в среде с низким содержанием кислорода. Например, эти волокна могут быть нагреты до температуры выше около 1300°С, а также выше 1400°С, а также от 1300°С до около 1800°С. Во время нагревания, волокна подвергаются карбонизации. Во время карбонизации, смежные полимерные цепи соединяются, для формирования пластинчатой структуры базальной плоскости почти чистого углерода.
Получение углеродных волокон на базе полиакрилонитрила доступно из многочисленных промышленных источников. Например, такие углеродные волокна могут быть получены от ф.Toho Тепах America, Inc., находящейся в Роквуде, Теннеси, США.
Другими сырьевыми материалами, используемыми для изготовления углеродных волокон, являются гидратцеллюлозное (вискозное) волокно и нефтяной пек.
Особым преимуществом является то, что сформированные углеродные волокна могут быть нарезаны на отрезки любой подходящей длины. В одном объекте данного изобретения, например, нарезанные углеродные волокна могут быть включены в базовое полотно, имея длину от около 1 мм до около 12 мм, а также от около 3 мм до около 6 мм. Эти волокна могут иметь средний диаметр от около 3 микрон до около 5 микрон, а также от около 5 микрон до около 10 микрон. В одном объекте, например, углеродные волокна могут иметь длину около 3 мм и средний диаметр около 7 микрон.
В одном варианте, углеродные волокна, включенные в нетканые базовые полотна, имеют водорастворимую проклейку. Проклейка может присутствовать в количестве 0,1-10 вес% от веса. Водорастворимые проклейки, могут являться, но не ограничиваясь этим, полиамидными составами, сложным эфиром эпоксидной смолы, глицерином и поливинилпирролидоном. Таким образом, проклейка растворяется при смешивании с углеродными волокнами в воде, что обеспечивает хорошее диспергирование углеродных волокон в воде до формирования нетканого полотна.
В формировании проводящих нетканых полотен, в соответствии с данным изобретением, упомянутые выше проводящие волокна комбинируются с другими пригодными для использования волокнами в процессе изготовления ткани. Волокна, комбинируемые с проводящими волокнами, могут включать в себя любые натуральные или синтетические волокна целлюлозы, включая, но не ограничиваясь, недревесные волокна, например, хлопок, манильскую пеньку, кенаф (лубяное волокно), траву сабаи, лен, альфа эспарта, солому, джут конопли, багассу, нитевидные волокна молочая и волокна листьев ананаса, и древесные волокна или волокна целлюлозы, например, получаемые из лиственных и хвойных пород деревьев, включая волокна хвойных пород, такие как волокна крафт-целлюлозы, получаемые из северных и южных хвойных пород; волокна лиственных пород, таких как эвкалипт, клен, береза и осина. Волокна целлюлозы могут быть подготовлены в виде целлюлозы с высоким содержанием альфа-целлюлозы или с низким содержанием альфа-целлюлозы и могут быть превращены в волокнистую массу любым известным способом, включая сульфатную варку целлюлозы, сульфитную варку целлюлозы и способы варки целлюлозы с высоким содержанием альфа-целлюлозы, а также другие известные способы варки целлюлозы. Могут быть также использованы волокна, подготовленные способом органического растворения пульпы, включая волокна и способы, описанные в Патенте США US №4793898, от 27 декабря 1988 г., авт. Лааманен и др., в Патенте США US №4594130, от 10 июня 1986 г., авт. Чэнг и др., и в Патенте США US №3585104 от 15 июня 1971 г., авт. Клейнерт. Пригодные волокна также могут быть изготовлены антрахиноновой варкой целлюлозы, примером, которой является Патент США US №5595628 от 21 января 1997 г., авт. Гордон и др.
В одном варианте, волокна хвойных пород используются для изготовления нетканого материала. Волокна хвойных пород, как правило, более длинные, что снижает выброс твердых частиц в процессе производства и преобразования. Более длинные волокна целлюлозы, также, имеют тенденцию лучше перекручиваться с проводящими волокнами, например, с углеродными волокнами.
Волокна целлюлозы введенные в нетканый материал, например, волокна хвойных пород, могут также быть размолоты для того, чтобы увеличить количество связующих точек на каждом волокне. Увеличение связующих точек увеличивает механическое перекручивание волокон целлюлозы с проводящими волокнами в готовом материале. Это позволяет получать очень ровную однородную бумагу с пониженным содержанием углеродных волокон в качестве сопутствующего продукта во время технологического процесса. При применении размалывания также увеличивается общая прочность нетканого материала. Например, в одном варианте, волокна целлюлозы могут иметь степень свободы по Канадскому стандарту превышающую около 350 mL, а также превышающую около 375 mL. Например, волокна целлюлозы могут быть обработаны таким образом, чтобы иметь Канадский Стандарт степени свободы от около 350 mL до около 600 mL.
Часть волокон, например до 100% или менее от сухого веса, могут составлять синтетические волокна, такие как вискозные волокна, полиолефиновые волокна, полиэфирные волокна, волокна поливинилового спирта, бикомпонентные волокна с заключенной в оболочку сердцевиной, многокомпонентные связующие волокна и т.п. Примером полиэтиленового волокна может служить Pulpex®, производимый ф.Hercules. Inc., располагающейся в Вилмингтоне, Делавер, США. Виды волокон синтетической целлюлозы включают в себя вискозные волокна всех видов и другие волокна производные от вискозы или химически модифицированную целлюлозу.
Включение волокон термопластика в нетканое полотно может предоставить различные преимущества и выгоды. Например, включение волокон термопластика в полотно может позволить полотну быть связанным термически или ультразвуком со смежными структурами. Например, полотно может быть термически связано с другими неткаными материалами, например, вкладыш в подгузник, который может включать в себя, например, полотно фильерного производства или полотно, выдуваемое из расплава.
Могут также быть использованы химически обработанные волокна натуральной целлюлозы, например, мерсеризованные целлюлозы, химически усиленные или структурированные волокна или сульфонатные волокна. Для достижения хороших механических характеристик при использовании волокон для бумажного производства, может быть желательным, чтобы волокна были относительно неповрежденными и в основном необработанными или только слегка обработанными. Могут быть использованы мерсеризованные волокна, восстановленные волокна целлюлозы, целлюлоза производимая микробами, вискозное волокно и другие целлюлозные материалы или производные целлюлозы. Приемлемые волокна могут, также, включать в себя переработанные волокна, не подвергавшиеся обработке волокна или их смеси. В некоторых случаях, волокна могут иметь Канадский стандарт степени свободы по меньшей мере 200, более конкретно, по меньшей мере, 300, более конкретно, по меньшей мере 400, и наиболее конкретно, по меньшей мере 500.
Другие волокна для бумажного производства, которые могут быть использованы в настоящем изобретении, включают в себя измельченную бумагу или вторично переработанные волокна и волокна целлюлозы с высоким содержанием альфа-целлюлозы. Волокнами целлюлозы с высоким содержанием альфа-целлюлозы являются те волокна для бумажного производства, полученные в процессе варки целлюлозы, которые обеспечивают текучесть около 65% или более, конкретнее около 75% и более, и еще более конкретно около 75% до около 95%. Текучестью считается полученный объем переработанных волокон, выраженный в процентах от первоначальной древесной массы. Такие процессы варки целлюлозы включают в себя беленую химикотермомеханическую древесную массу (ВСТМР), химикотермомеханическую древесную массу (СТМР), давление/давление термомеханическую древесную массу (РТМР), термомеханическую древесную массу (ТМР), термомеханическую химическую целлюлозу (ТМСР), сульфитные целлюлозы с высоким содержанием альфа-целлюлозы и крафт-целлюлозы с высоким содержанием альфа-целлюлозы, которые все сохраняют в выходящих волокнах высокий уровень лигнина. Волокна целлюлозы с высоким содержанием альфа-целлюлозы хорошо известны своей жесткостью, как в сухом, так и во влажном состоянии по сравнению с типовыми химически превращенными в волокнистую массу волокнами.
Огнестойкое волокно, например PANEX®, производимое Zoltek Corporation расположенной в Бриджтоне, Миссури, США, может также быть использовано в настоящем изобретении для обеспечения огнестойкости проводящего листа..
В общем, любая технология влажной укладки, способная формировать тонкое полотно, может быть использована в формировании проводящего полотна. Например, в процессе бумажного производства по настоящему изобретению может быть использовано тиснение, влажное прессование, прессование воздухом, сушка сквозным воздушным потоком, некрепированная сушка в сквозном воздушном потоке, гидроперепутывание, укладка воздухом, а также другие стадии, известные в в данной области. Тонкое полотно может быть сформировано из композиции волокон, содержащих волокна целлюлозы в количестве самое большее 96 вес%. Композиция волокон также содержит волокна термопластика в количестве самое большее 96 вес%.
Плотность нетканых полотен может также быть повышена посредством нанесения узора или оттиска, например, как у тонких листов, описанных в любом из следующих Патентов США U.S. №: 4,514,345 от 30 апреля 1985 г., авт.Джонсон и др.; 4,528,239 от 9 июля 1985 г., авт. Трохан; 5,098,522 от 24 марта 1992 г., авт. Смерковски и др.; 5,260,171 от 9 ноября 1993 г., авт. Смерковски и др.; 5,275,700 от 4 января 1994 г., авт. Трохан; 5,328,565 от 12 июля 1994 г., авт. Расч и др.; 5,334,289 от 2 августа 1994 г., авт.Трохан и др.; 5,431,786 от 11 июля 1995 г., авт. Расч и др.; 5,496,624 от 5 марта 1996 г., авт. Стелтджес Джр. и др.45,500,277 от 19 марта 1996 г., авт. Трохан и др.; 5,514,523 от 7 мая 1996 г., авт. Трохан и др.; 5,554,467 от 10 сентября 1996 г., авт. Трохан и др.; 5,566,724 от 22 октября 1996 г., авт. Трохан и др.; 5,624,790 от 29 апреля 1997 г., авт. Трохан и др.; 5,628,876 от 13 мая 1997 г, авт. Айэрс и др., описания которых включены сюда посредством ссылки в той мере, в какой они не противоречат настоящему изобретению. Такие тонкие бумажные листы с оттиском могут иметь сеть участков с повышенной плотностью, которые были отпечатаны на сушильном барабане печатающим материалом, и участки с относительно менее повышенной плотностью (например, «купола» в тонком листе) соответствующие провисаниям печатающего материала основы, где тонкий бумажный лист, наложенный поверх провисаний был прогнут под воздействием разности давления воздуха в сторону провисаний, чтобы сформировать участок подушкообразной формы с низкой плотностью или купол в салфеточном листе.
Бумажное полотно может быть также сформировано без значительного объема внутренней прочности соединения волокна к волокну. В связи с этим, композиция волокон, используемая для формирования базового полотна может быть обработана химическим противосцепляющим веществом. Противосцепляющее вещество может быть добавлено к волокнистой суспензии в процессе варки целлюлозы или может быть добавлено непосредственно в верхнюю камеру. Подходящие противосцепляющие вещества, которые могут быть использованы в настоящем изобретении, включают в себя катионные противосцепляющие вещества, например, соли четвертичные жирных диалкиламинов, соли третичных моножирных алкиламинов, соли первичных аминов, четвертичные соли имидозолинов, четвертичные соли кремния и соли жирных ненасыщенных алкиламинов. Другие подходящие противосцепляющие вещества рассматриваются в Патенте США U.S. №5,529,665 от 25 июня 1996 г. авт. Каун, который включен сюда посредством ссылки. В частности, Каун рассматривает использование катионных кремниевых композиций в качестве противосцепляющего вещества.
В одном объекте, Противосцепляющее вещество используемое, в процессе по настоящему изобретению представляет собой органический четвертичный хлорид аммония и, в частности, соль аминов на силиконовой основе полученная из четвертичного хлорида аммония. Например, противосцепляющим веществом может являться PROSOFT®TQ1003, поставляемый на рынок ф.Hercules Incorporated, расположенной в Вилмингтоне, Делавер, США. Противосцепляющее вещество может быть добавлено к волокнистой суспензии в количестве от около 1 кг на метрическую тонну до около 10 кг на метрическую тонну волокон, присутствующих в суспензии.
В альтернативном объекте, противосцепляющее вещество может представлять собой вещество на основе имидазолина. Противосцепляющее вещество на основе имидазолина может быть приобретено, например, у Witco Corporation, Гринвич, Коннектикут, США. Противосцепляющее вещество на основе имидазолина может быть добавлено в количестве в пределах от 2.0 до около 15 кг на метрическую тонну.
В одном объекте, противосцепляющее вещество может быть добавлено к волокнистой суспензии в соответствии с процессом, как описано в заявке РСТ, публикация WO 99/34057 от 17 декабря 1998 г. или в заявке РСТ, публикация WO 00/66835 от 28 апреля 2000 г., обе из которых включены сюда посредством ссылки. В вышеуказанных публикациях описывается процесс, при котором химические добавки, например, противосцепляющее вещество, адсорбируются на целлюлозные волокна для производства бумаги на высоких уровнях. Процесс включает в себя этапы обработки волокнистой суспензии избыточным количеством химической добавки, предоставления достаточного времени для осуществления адсорбции, фильтрации суспензии с целью удаления неадсорбированных химических добавок и повторное диспергирование отфильтрованной целлюлозы при помощи пресной воды до формирования нетканого полотна.
Влажные и сухие повышающие плотность вещества могут быть также нанесены или введены в базовый лист. Как используется здесь, термин «вещества, повышающие прочность во влажном состоянии» относится к материалам, используемым для фиксирования связей между волокнами во влажном состоянии. Обычно, средства, которыми волокна удерживаются вместе в бумаге или тонкой бумаге включают в себя водородные связи и иногда комбинации водородных связей и ковалентных и/или ионных связей. В настоящем описании, может быть полезным обеспечение материалом, который будет позволять осуществлять связь волокон таким образом, чтобы зафиксировать точки сцепления волокна к волокну и сделать их устойчивыми к разрыву во влажном состоянии.
Любой материал, который будучи добавлен к тонкому бумажному листу в результате обеспечивает тонкий бумажный лист средней геометрической прочностью на растяжение во влажном состоянии: геометрической прочностью в сухом состоянии, превышающей соотношение около 0.1, будет для достижения целей настоящего изобретения, именоваться веществом, повышающим прочность во влажном состоянии. Обычно, эти материалы именуются либо как постоянное вещество, повышающее прочность во влажном состоянии, либо как «временное» вещество, повышающее прочность во влажном состоянии. В целях дифференциации постоянных повышающих прочность во влажном состоянии веществ от временных повышающих прочность во влажном состоянии веществ, постоянные повышающие прочность во влажном состоянии вещества будут определены как полимеры, которые при введении в бумагу или тонкую бумагу, обеспечат получение бумаги или тонкой бумаги, которая сохраняет более чем 50% от своей первоначальной прочности во влажном состоянии после воздействия воды в течение, по меньшей мере, пяти минут. Временными повышающими прочность во влажном состоянии веществами, являются те, которые показывают около 50% или менее от своей первоначальной прочности во влажном состоянии после насыщения водой в течение пяти минут. Оба класса веществ, повышающих прочность во влажном состоянии, находят применение в настоящем изобретении. Количество вещества, повышающего прочность во влажном состоянии, добавленного к целлюлозному волокну может составлять, по меньшей мере, 0.1 процента сухого веса, более конкретно, около 0.2 процента сухого веса или более и еще более конкретно от около 0.1 до около 3 процентов сухого веса, основываясь на сухом весе волокон.
Временно повышающие прочность во влажном состоянии вещества могут быть катионными, неионными или анионными. Такие составы включают в себя PAREZ™ 631 NC и PAREZ® 725 временно повышающие прочность во влажном состоянии смолы, которые являются катионами глиоксилатного полиакриламида, поставляемого ф.Cytec Industries, Вест Патерсон, Нью-Джерси, США. Этот и подобные полимеры описаны в Патенте США U.S. №3,556,932 от 19 января 1971 г., авт. Coscia и др. и в Патенте США U.S. №3,556,933 от 19 января 1971 г., авт. Вилльямс и др. Hercobond 1366, производимый ф.Hercules, Inc., находящейся в г.Вилмингтон, Делавер, является другим коммерчески доступным катионом глиоксилатного полиакриламида, который может быть использован в соответствии с настоящим изобретением. Дополнительные примеры временно повышающих прочность по влажном состоянии веществ, включают в себя диальдегидные крахмалы, например, Cobond® 1000 от National Starch and Chemical Company, находящейся в г.Чикаго, Иллинойс, США и другие альдегиды, содержащие полимеры, например, как те, что описаны в Патенте США U.S. №6,224,714 от 1 мая 2001 г., авт.Шредер и др., в Патенте США U.S. №6,274,667 от 14 августа 2001 г., авт. Шэннон и др., в Патенте США U.S. №6,287,418 от 11 сентября 2001 г., авт. Шредер и др. и в Патенте США U.S. №6,365,667 от 2 апреля 2002 г., авт. Шэннон и др., описания которых включены сюда посредством ссылки в той мере, в которой они не противоречат настоящему изобретению.
Постоянно повышающие прочность по влажном состоянии вещества, включающие катионные олигомерные или полимерные смолы могут быть использованы в настоящем изобретении. Смолы типа полиамид-полиамин-эпихлорогидрин, например, KYMENE 557Н продаваемый ф. Hercules, Inc., находящейся в Вилмингтоне, Делавер. США, является наиболее широко используемым постоянно повышающим прочность во влажном состоянии веществом и пригоден для использования в настоящем изобретении. Такие материалы описаны в следующих Патентах США U.S. №№: 3,700,623 от 24 октября 1972 г., авт. Кейм; 3,772,076 от 13 ноября 1973 г., авт. Кейм; 3,855,158 от 17 декабря 1974 г., авт. Петрович и др; 3,899,388 от 12 августа 1975 г.. авт. Петрович и др.; 4,129,528 от 12 декабря 1978 г., авт. Петрович и др.; 4,147,586 от 3 апреля 1979 г., авт. Петрович и др., и 4,222,921 от 16 сентября 1980 г., авт. Ван Инэм. Другие катионные смолы включают смолы полиэтиленамина и смолы аминопласта, полученные в результате реакции между формальдегидом и меламином или мочевиной. Может быть выгодно использовать и постоянно, и временно повышающие прочность во влажном состоянии смолы в производстве бумажной продукции.
В одном из вариантов, относительно большое количество вещества, повышающего прочность во влажном состоянии, вводится в нетканый материал. Влажное повышающее прочность вещество может также увеличить прочность продукции в сухом состоянии. Дополнительно, повышающие прочность во влажном состоянии вещества содействуют химическому переплетению волокон в материале, что улучшает сохранение проводящих волокон. Количество повышающего прочность во влажном состоянии вещества, добавленного в нетканый материал, может зависеть от множества различных факторов. В основном, например, повышающее прочность во влажном состоянии вещество может быть добавлено в количестве от около 1 кг/мт до около 12 кг/мт, а также, от около 5 кг/мт до около 10 кг/мт. В некоторых вариантах, может быть желательным добавление максимально возможного количества повышающего прочность во влажном состоянии вещества. В этих вариантах, например, повышающее прочность во влажном состоянии вещество может быть добавлено в количествах более около 7 кг/мт, а также более около 8 кг/мт.
Повышающие прочность в сухом состоянии вещества хорошо известны в технике и включают в себя, но не лимитировано, модифицированные крахмалы и другие полисахариды, такие как катионные, амфотерические и анионные крахмалы и гуаровая камедь или камедь плодов рожкового дерева, модифицированные полиакриламиды, карбоксиметилцеллюлоза, сахара, поливинил алкоголь, хитозаны и подобные. Такие сухие повышающие плотность вещества добавляются к волокнистой суспензии до формирования бумажного листа или как часть крепировального покрытия.
Дополнительные виды химических веществ, которые могут быть добавлены к нетканому полотну, включают в себя впитывающие добавки, обычно в форме катионных, анионных и неионных ПАВ, гигроскопических веществ и пластификаторов, например, полиэтиленгликоли с низким молекулярным весом и полигидроксильные составы, например, глицерин и пропилен гликоль, но не ограничиваются ими. Материалы, которые обеспечивают здоровье кожи, такие как минеральные масла, экстракт алоэ, витамин Е, силикон, лосьоны в целом и подобные, могут быть также введены в готовую продукцию.
В целом, продукция по настоящему изобретению может быть использована в сочетании с любыми известными материалами и химическими веществами, которые не являются антагонистами его предполагаемому использованию. Примеры таких материалов включают в себя, но не лимитировано, тальк, пищевую соду, хелатные вещества, цеолиты, отдушки или другие маскирующие запах вещества, циклодекстриновые составы, окислители и т.п. Особым преимуществом является то, что когда углеродные волокна используются в качестве проводящих волокон, углеродные волокна также служат абсорбентами запаха. Дополнительные варианты включают в себя красители, оптические отбеливатели, гигроскопические вещества, размягчители и т.п.
Нетканые полотна изготовленные в соответствии с настоящим изобретением могут включать в себя единый гомогенный слой волокон или могут включать в себя расслоенную или слоистую конструкцию. Например, слой нетканого полотна может включать в себя два или три слоя волокон. Каждый слой может иметь различную композицию волокон. Например, ссылаясь на Фиг.1, показан один вариант устройства для формирования композиции многослойной расслоенной целлюлозы. Как видно, трехслойный напорный ящик 10 обычно включает в себя верхнюю стенку напорного ящика 12 и нижнюю стенку 14 напорного ящика. Напорный ящик 10, кроме того, включает в себя первый разделитель 16 и второй разделитель 18, которые разделяют исходное волокно на три слоя.
Каждый слой волокон включает в себя разбавленную водную суспензию волокон. Специфика волокон, содержащихся в каждом слое обычно зависит от формируемой продукции и желаемых результатов. Например, в одном варианте, средний слой 20 содержит волокна целлюлозы в комбинации с проводящими волокнами. С другой стороны, внешние слои 22 и 24, могут содержать только волокна целлюлозы, например волокна мягких и/или твердых сортов древесины.
Расположение проводящих волокон в среднем слое 22 может обеспечивать различные выгоды и преимущества. Например, расположение проводящих волокон в центре полотна может создавать проводящий материал, поверхности которого остаются мягкими на ощупь. Концентрация волокон в одном слое полотна может также улучшать проводимость материала без необходимости добавления большого количества проводящих волокон. Например, в одном варианте, формируется трехслойное полотно, в котором каждый слой рассчитывается от около 15% до около 40% от веса полотна. Внешние слои могут быть изготовлены только из волокон целлюлозы или комбинации волокон целлюлозы и волокон термопластика. С другой стороны, средний слой может содержать волокна целлюлозы в комбинации с проводящими волокнами. Проводящие волокна могут содержаться в среднем слое в количестве от около 30% до около 70 вес%, а также, в количестве от около 40% до около 60 вес %, а также, в количестве от около 45% до около 55 вес%.
На бесконечный движущийся формирующий материал 26, надлежащим образом поддерживаемый и передвигаемый роликами 28 и 30, поступает, разделенная на слои бумажная масса, выпускаемая из напорного ящика 10. Попав на материал 26, разделенная на слои волокнистая суспензия отдает влагу через материал как показано стрелками 32. Удаление воды достигается комбинацией гравитации, центробежной силы и вакуумного всасывания в зависимости от формирующей конфигурации.
Формирование многослойных бумажных полотен также описано и заявлено в Патенте США U.S. №5,129,988 от 14 июля 1992 г.. авт. Фаррингтон Джр., которое включено сюда посредством ссылки.
Как было описано выше, в других вариантах, нетканое полотно может включать в себя одиночный гомогенный слой волокон. В производстве однородного полотна, в одном варианте, сначала изготавливается водная суспензия волокон целлюлозы и/или синтетических волокон. Проводящие волокна, например, углеродные волокна, затем инжектируются в водную суспензию до нанесения водной суспензии на формирующую поверхность. Например, проводящие волокна могут быть инжектированы в водную волокнистую суспензию в напорном ящике непосредственно перед нанесением волокон на формирующую поверхность. Водная суспензия целлюлозы и/или синтетических волокон, например, может содержать более чем 99 вес% воды. Например, в одном варианте, водная суспензия целлюлозы и/или синтетических волокон содержит волокна в количестве менее, чем 1 вес%, а также в количестве около 0,5 вес%. Проводящие волокна могут затем быть инжектированы в водную суспензию с аналогичным разрежением. Например, водная суспензия углеродных волокон, содержащая углеродные волокна в количестве около 0, вес 5% может быть инжектирована в водную суспензию целлюлозы и/или синтетических волокон.
Инжектирование проводящих волокон в водную суспензию целлюлозы и/или синтетических волокон обеспечило уменьшение образования хлопьев из проводящих волокон. Было обнаружено, что хлопья имеют более высокую тенденцию к формированию, когда увеличивается количество времени, за которое волокна смешиваются. Создание хлопьев, например, может быть причиной слабых мест в конечном материале и являться причиной прорывов полотна, при дальнейшей обработке нетканого материала.
После того как водная суспензия сформирована в нетканое полотно, полотно может быть обработано с использованием различных технологий и способов. Например, ссылаясь на Фиг.2. показан способ изготовления некрепированных, высушенных сквозным воздушным потоком бумажных листов. В одном объекте, может быть желательным формировать нетканое полотно, используя процесс некрепированной, естественной сушки. Было установлено, что крепирование нетканого полотна во время его формирования может явиться причиной повреждения проводящих волокон, в результате разрушения сети проводящих волокон внутри нетканого полотна. Таким образом. нетканое полотно становится непроводящим.
Для простоты, показаны различные натяжные ролики, схематически используемые для определения нескольких тканевых прогонов, но непронумерованные. Будет по достоинству оценено то, что могут быть допущены отклонения от устройств и способов, показанных на Фиг.2, без отхода от общего процесса. Показана двухпроводная формующая машина, имеющая напорный ящик для изготовления бумаги 34, например, многослойный напорный ящик, из которого инжектируется или наносится поток 36 водной суспензии волокон для изготовления бумаги на формирующую ткань 38 расположенную на формирующем ролике 39. Формирующая ткань служит для поддерживания и перемещения свежесформированного влажного полотна вниз по ходу потока, в то время как полотно частично обезвоживается до консистенции около 10% сухого веса. Дополнительное обезвоживание влажного плотна может быть выполнено, например, вакуумным всасыванием, в то время как влажное полотно поддерживается формирующим материалом.
Влажное полотно затем перемещается с формирующего материала на перемещающий материал 40. В одном дополнительном объекте, перемещающий материал может двигаться с меньшей скоростью, чем формирующий материал, с целью придания полотну большей эластичности. Это обычно именуется как «стремительное» перемещение. Относительная разница скоростей между двумя материалами может составлять от 0-15%, более желательно от 0-8%. Перемещение предпочтительно осуществляется при помощи вакуумной направляющей 42 таким образом, чтобы формирующий материал и перемещающий материал одновременно сходились и расходились на переднем крае вакуумной щели.
Полотно затем перемещается с перемещающего материала на просушивающий материал 44 с помощью вакуумного перемещающего ролика 46 или вакуумной направляющей, дополнительно снова с использованием переноса с фиксированным промежутком, как было описано выше. Просушивающая ткань может передвигаться с той же скоростью или другой скоростью относительно перемещающей ткани. При желании, просушивающая ткань может двигаться с меньшей скоростью для дальнейшего повышения эластичности. Перемещение может осуществляться с помощью вакуума, чтобы обеспечить деформацию листа таким образом, чтобы она соответствовала просушивающей ткани, тем самым обеспечивая желаемый объем и внешний вид, если это желательно. Подходящие просушивающие ткани описаны в Патенте США U.S. №5,429,686 от 4 июля 1995 г., авт. Кай Ф. Чиу и др. и в Патенте США U.S. №5,672,248 от 30 сентября. 1997 г., авт. Вендт и др., которые включены сюда посредством ссылки.
В одном объекте, просушивающая ткань обеспечивает относительно гладкую поверхность. Альтернативно, ткань может содержать высокие и длинные выдавленные отпечатки.
Сторона полотна, контактирующая с просушивающей тканью обычно именуется «тканевая сторона» нетканого полотна. Тканевая сторона полотна, как описано выше, может иметь форму, которая соответствует поверхности просушивающей ткани после того, как ткань высушена в сушилке. Противоположная сторона бумажного полотна, с другой стороны, обычно именуется «воздушная сторона». Воздушная сторона полотна обычно более гладкая, чем тканевая сторона получаемая в процессе нормальной сушки.
Уровень вакуума, используемого для перемещений полотна может находиться в пределах от 3 до 15 дюймов ртутного столба (от 75 до около 380 мм/рт.с), предпочтительно, около 5 дюймов (125 мм) ртутного столба. Вакуумная направляющая (отрицательное давление) может быть дополнена или заменена посредством использования положительного давления от противоположной стороны полотна, чтобы переместить полотно продувом воздуха на следующую ткань дополнительно к или в качестве замены всасывания его на следующую структуру с помощью вакуума. Также, для замены вакуумной направляющей(щих) может быть использован вакуумный валок или валки.
Поддерживаемое просушивающей тканью, полотно окончательно высушивается до консистенции около 94% или более в сушилке 48 и после этого перемещается на транспортировочную структуру 50. Высушенный базовый лист 52 транспортируется к барабану 54 с использованием транспортировочной структуры 50 и дополнительной транспортировочной структуры 56. Дополнительный прижимной поворотный валок 58 может быть использован для облегчения перемещения полотна от транспортировочной структуры 50 к структуре 56. Подходящими для этих целей транспортировочными структурами являются Albany International 84M или 94М и Asten 959 или 937, которые все являются относительно гладкими структурами, имеющими мелкий рельеф. Хотя это не показано, барабанное каландрование или последующее каландрование в автономном режиме может быть использовано для повышения гладкости и мягкости базового листа. Каландрование полотна может также явиться причиной того, что проводящие волокна будут ориентированы в определенной плоскости или в определенном направлении. Например, в одном аспекте, полотно может быть подвергнуто каландрованию для того, чтобы заставить все проводящие волокна расположиться в X-Y плоскости, а не в Z-образном направлении. Таким образом, проводимость полотна может быть улучшена одновременно с повышением мягкости полотна.
В одном объекте, нетканое полотно 52 является полотном, которое было высушено в плоском состоянии. Например, полотно может быть сформировано пока полотно находится на гладкой высушивающей структуре. Процессы для изготовления некрепированной высушивающей структуры, например, заявлены в Патенте США U.S. №5,672,248 от 14 июля 1992 г., авт. Вендт и др., в Патенте США U.S. №5,656,132 от 12 августа 1997 г., авт. Фаррингтон и др.. Патенте США U.S. №6,120.642 от 19 сентября 2000 г., авт. Линдсэй и Буразин, Патенте США U.S. №6,096,169 от 1 августа 2000 г., авт. Херманс и др.. Патенте США U.S. №6,197,154 от 6 марта 2001 г.. авт. Чен и др. и в Патенте США U.S. №6,143,135 от 7 ноября 2000 г., авт. Хада и др.. которые все включены сюда посредством ссылки во всей их полноте.
На Фиг.2 показан процесс изготовления некрепированных высушенных в сквозном воздушном потоке полотен. Однако следует учитывать, что любой подходящий процесс или технология, при которой не используется крепирование могут быть использованы для формирования проводящего нетканого полотна.
Например, ссылаясь на Фиг.19, показан другой процесс, который может быть использован для формирования нетканых полотен в соответствии с настоящим изобретением. В варианте, показанном на Фиг.19, свежее сформированное полотно подвергается влажному прессованию в процессе.
В этом варианте, из напорного ящика 60 выпускается водная волокнистая суспензия на формирующий материал 62, который поддерживается и перемещается множеством ведущих роликов 64. Напорный ящик 60 может быть подобен напорному ящику 34, показанному на Фиг.1. Дополнительно, водная волокнистая суспензия может содержать проводящие волокна, как было описано выше. Вакуумная камера 66 расположена под формирующим материалом 62 и способна удалять воду из волокнистой композиции для содействия в формировании полотна. С формирующего материала 62, сформированное полотно 68 перемещается на второй материал 70, который может быть либо проволочным, либо фетровым. Материал 70 для движения вокруг непрерывного контура поддерживается множеством ведущих роликов 72. Кроме того, сюда включен клеевой валик 74 предназначенный для содействия передаче полотна 68 с материала 62 на материал 70.
С материала 70, полотно 68, в этом варианте, перемещается на поверхность вращающегося нагревательного сушильного барабана 76, например барабан Янки. Как показано, когда полотно 68 продвигается через участок вращающегося контура на поверхности барабана, тепло передается полотну, в результате чего, большая часть влаги содержащейся в полотне испаряется. Полотно 68 затем удаляется с сушильного барабана 70 без крепирования полотна.
В одном варианте, для того чтобы удалить полотно 68 с сушильного барабана 76 на поверхность сушильного барабана или на ту сторону полотна, которая соприкасается с сушильным барабаном может быть нанесен высвобождающий агент. В целом, может быть использован любой приемлемый высвобождающий агент, который облегчает удаление полотна с барабана, чтобы избежать необходимости крепирования полотна.
Высвобождающие агенты, которые могут быть использованы, включают в себя, например. полиамидамин эпихлоргидрин полимеры, например, те, которые продаются под торговым наименованием REZOSOL ф.Hercules Chemical Company. В особенности, высвобождающие агенты, которые могут быть использованы в настоящем изобретении включают в себя Release Agent 247, Rezosol 1095, Crepetrol 874, Rezosol 974, ProSoft TQ-1003, все поставляемые ф. Hercules Chemical Company, Busperse 2032, Busperse 2098, Busperse 2091, Buckman 699, все поставляемые Buckman Laboratories и 640С антиадгезив, 640D антиадгезив, 64575 антиадгезив, DVP4V005 антиадгезив, DVP4V008 антиадгезив все поставляемые ф. Nalco.
В процессе изготовления нетканого материала, например, как показано либо на Фиг.2, либо на Фиг.19, полотно может быть выровнено и его плотность повышена. Одной технологией выравнивания или повышения плотности полотна является подача полотна через зону контакта противоположных валков каландра. Выравнивание и повышение плотности листа призвано снизить выпадение углеродных волокон при дальнейшей обработке. Выравнивание полотна снижает общую толщину или толщину и повышает электропроводность материала, посредством увеличения сети проводящих волокон и однородности. Уменьшение толщины материала может также увеличить время обработки рулонов материала во время технологического процесса, что улучшает показатели в отношении эффективность, брака и потери рабочего времени. Повышенная проводимость позволяет сделать возможным общее сокращение проводящих волокон в конечном материале.
При каландровании полотна, полотно может каландроваться в сухом или во влажном состоянии. Например, в одном варианте, валки каландра могут прилагать давление, по меньшей мере, 900 PLI, а также от около 900 PLI до около 1100 PLI. Например, в одном варианте, давление прилагаемое валками каландра может составлять от около 950 PLI до около 1000 PLI, а также, как и давление от около 980 PLI.
В альтернативном варианте, как показано на Фиг.6, полотно может быть подвергнуто прессованию на множества сушильных цилиндров, которые не только высушивают полотно, но и выравнивают и повышают плотность полотна. Например, ссылаясь на Фиг.6, показано множество расположенных последовательно сушильных цилиндров 80. В этом варианте, показано шесть расположенных последовательно сушильных цилиндров. Однако, следует учитывать, что в других вариантах может быть использовано большее или меньшее количество сушильных цилиндров. Например, в одном из вариантов, в процесс может быть включено от восьми до двенадцати расположенных последовательно сушильных цилиндров.
Как показано, влажное полотно 82 сформированное в соответствии с любым приемлемым процессом, подвергается прессованию в контакте с первым сушильным цилиндром 80. Например, в одном из вариантов, для прижатия полотна к поверхности сушильного цилиндра может быть использована ткань или подходящий конвейер. Полотно наматывается на сушильный цилиндр, который нагрет до температуры, по меньшей мере, около 150°С, а также, по меньшей мере, около 180°С до того как оно подвергнется прессованию в контакте со вторым сушильным цилиндром. Каждый сушильный цилиндр может быть нагрет до оптимальной температуры для высушивания полотна в процессе обработки.
Нетканое полотно может быть покрыто с одной или с обеих сторон добавками, например, такими как латекс или крахмал, для повышения прочности на растяжение или для придания других функциональных возможностей, например, в качестве изоляционной прослойки.
Нетканое полотно по настоящему изобретению может иметь множество различных свойств и характеристик в зависимости от применения, для которого это полотно используется и желаемых результатов. Например, нетканое полотно может иметь базовый вес от около 15 г/см до около 200 г/см или более. Например, базовый вес нетканого полотна может находится в пределах от около 15 г/см до около 110 г/см, а также, от около 15 г/см до около 50 г/см.
При необходимости, нетканое полотно может быть изготовлено из относительно высокого объема или относительно низкого объема. Например, объем может составлять от около 2 кк/г (критическая концентрация на грамм) до около 20 кк/г, а также, от около 3 кк/г до около 10 кк/г.
При изготовлении нетканых полотен имеющих относительно низкую объемность, объемность, обычно, может составлять менее чем около 2 кк/г, а также, менее чем около 1 кк/г, а также, менее чем около 0,5 кк/г.
«Объемность» листа рассчитывается как частное от толщины сухого листа тонкой бумаги, выраженное в микронах, разделенное на сухой базовый вес, выраженный в граммах на квадратный метр. Полученная объемность листа выражается в кубических сантиметрах на грамм. Более конкретно, толщина определяется как общая толщина стопы из десяти типовых листов и деления общей толщины пачки на десять, где каждый лист в пачке укладывается одинаковой стороной вверх. Толщина измеряется в соответствии с TAPPI методом тестирования Т411 от-89 «Толщина бумаги, бумажного картона и комбинированного картона» п.3 для сложенных в стопу листов (пачки листов). Микрометр, используемый для выполнения Т411 om-89 - это Emveco 200-A Tissue Caliper Tester, поставляемый ф. Emveco Inc., находящейся в г.Ньюберг, Орегон, США. Микрометр имеет нагрузку 2.0 кило-паскаль (132 грамма на квадратный дюйм), площадь давления равную 2500 квадратных миллиметров, диаметр площади давления равный 56,42 миллиметра, время пребывания 3 секунды и сниженную скорость 0,8 миллиметров в секунду.
Нетканые полотна, изготовленные в соответствии с настоящим изобретением могут также иметь достаточную прочность для облегчения обработки. Например, в одном варианте, полотна могут иметь прочность (или пиковую нагрузку) превышающую около 5000 грамм-сила в машинном или продольном направлении, а также превышающую около 5500 грамм-сила. А также даже превышающую около 6000 грамм-сила. Испытания на растяжение нетканого материала, например, могут быть проведены на образце шириной в один дюйм со скоростью 300 мм/мин и базовой длиной 75 мм.
Проводимость нетканого полотна может также варьироваться в зависимости от типа проводящих волокон включенных в полотно, количества проводящих волокон включенных в полотно и способа, которым проводящие волокна расположены, сконцентрированы или ориентированы в полотне. Например, в одном аспекте, нетканое полотно может иметь сопротивление менее чем около 1500 ом/площадь(квадрат), а также, менее чем около 100 ом/площадь, а также, менее чем около 10 ом/площадь.
Проводимость листа рассчитывается как частное от измерения сопротивления листа, выраженное в Омах, деленное на отношение длины к ширине листа. Полученное в результате сопротивление листа выражается в Омах на площадь. Более конкретно, измерение сопротивления осуществляется в соответствии с ASTM F 1896-98 «Способ тестирования для определения электрического сопротивления печатных материалов». Устройством измерения сопротивления (или Омметром) используемым для осуществления ASTM F1896-98 является мультиметр Fluke (модель 189), снабженный зажимами «крокодил» Fluke (модель АС120), все поставляется ф.Fluke Corporation, находящейся в г.Эверетт, Вашингтон, США.
Полученное проводящее полотно, изготовленное в соответствии с настоящим изобретением, может быть использовано индивидуально, как однослойный продукт или может быть скомбинирован с другими полотнами, с целью формирования многослойного продукта. В одном аспекте, проводящее нетканое полотно может быть скомбинировано с другими тонкими полотнами для формирования 2-хслойного продукта или 3-хслойного продукта. Например, другие тонкие полотна могут быть изготовлены полностью из волокон целлюлозы и могут быть изготовлены в соответствии любым из процессов, описанных выше.
В альтернативном аспекте, проводящее нетканое полотно изготовленное в соответствии с настоящим изобретением может быть ламинировано с использованием адгезива или, иным образом, к другим нетканым или полимерным пленочным материалам. Например, в одном объекте, проводящее нетканое полотно может быть ламинировано к выдуваемому из расплава полотну и/или полотну фильерного производства, которые изготавливаются из полимерных волокон, например, волокон полипропилена. Как описано выше, в одном аспекте, проводящее нетканое полотно может быть прикреплено к противоположному полотну, содержащему синтетические волокна, например, выдуваемому из расплава полотну или полотну фильерного производства.
Включение проводящего нетканого полотна в многослойный продукт может обеспечивать различные преимущества и выгоды. Например, конечный многослойный продукт может обладать большей прочностью, может быть мягче и/или иметь лучшие свойства в отношении затекания жидкости.
В дополнение к полотнам влажной укладки, нетканые материалы изготовленные в соответствии с настоящим изобретением могут производиться с использованием различных других технологий и процессов. Например, в альтернативном варианте, нетканый материал может быть сформирован в соответствии с процессом гидропереплетения. В процессе гидропереплетения используется высокое давление высокоскоростных потоков воды, с целью перепутать волокна и/или нити для формирования сильно перепутанной отвержденной волокнистой структуры. В частности, проводящие волокна и/или волокна целлюлозы могут быть скомбинированы с предварительно сформированным нетканым полотном посредством использования высокоскоростных потоков воды. Предварительно сформированное полотно может включать в себя, например, полотно фильерного производства, изготовленное из синтетических волокон.
Нетканые материалы, полученные гидравлическим переплетением, описаны, например, в Патентах США U.S. №№3.494.821 авт. Эванс и 4,144,370 авт. Бауолтон, которые включены сюда посредством ссыпки. Композитные нетканые материалы, полученные гидравлическим переплетением, также описаны в Патентах США U.S. №№5,284,703, авт. Эверхарт и 6,315,864 авт. Андерсон, которые также включены сюда посредством ссылки.
В альтернативном варианте, для изготовления проводящего нетканого полотна может быть использован процесс совместного формования. Совместно сформованное полотно обычно относится к композитным материалам, включающим в себя смесь или стабилизированную матрицу из волокон термопластика и вторичного нетермопластичного материала. Например, совместно сформованные материалы могут быть изготовлены в процессе, при котором, по меньшей мере, одна экструзионная головка дутьевого формования располагается вблизи желоба, через который в процессе формирования в полотно добавляются другие материалы. Другие материалы могут включать в себя только проводящие волокна или их комбинацию с другими волокнами. Другие волокна, которые могут быть скомбинированы с проводящими волокнами, включают в себя, например, волокна целлюлозы, хлопковое волокно, вискозное волокно, синтетическое штапельное волокно и т.п. Некоторые примеры совместно сформированные материалов описаны в Патентах США U.S. №№4,100.324 авт. Андерсон, 5,284,703 авт. Эверхарт и 5,350,624 авт. Джорджер, которые включены сюда посредством ссылки.
Полотна, изготовленные в процессе совместного формования обычно образованы как как совместно сформованные материалы. Более конкретно, один процесс изготовления совместно сформованных нетканых полотен заключается в экструзии расплавленного полимерного материала через экструзионную головку в мелкодисперсные потоки продукта и разжижении потоков продукта посредством конвергенции высокоскоростных потоков нагретого газа, подаваемых из сопел, с целью раздробить потоки полимерного продукта в разорванные микроволокна малого диаметра. Экструзионная головка, например, может включать в себя, по меньшей мере, один прямой ряд экструзионных отверстий. Обычно, микроволокна могут иметь средний диаметр волокон от около 10 микрон. Средний диаметр микроволокон может, как правило, превышать около 1 микрон, например, от около 2 микрон до около 5 микрон. После того как микроволокна были в основной массе разорваны, они обычно имеют длину, которая превышает обычную длину штапельного волокна.
Для того чтобы скомбинировать расплавленное полимерное волокно с другим материалом, например проводящим волокном и/или целлюлозным волокном, первичный поток газа объединяется с вторичным потоком газа, содержащим индивидуализированные проводящие волокна. Таким образом, проводящие волокна объединяются с полимерными волокнами на одном этапе. Интегрированный поток воздуха затем направляется на формирующую поверхность для формирования нетканого полотна. При необходимости, полотно может быть пропущено между парой вакуумных валков для дальнейшего объединения двух различных материалов.
При изготовлении совместно сформованного полотна, проводящие волокна и/или другие волокна могут присутствовать с совместно сформованным материалом и в объеме от около 10 вес% до около 80 вес%, а также, от около 30 вес% до около 70 вес %.
В одном объекте, проводящие волокна могут содержаться в нетканом полотне с целью формирования отдельных зон проводимости. Например, в одном объекте, напорный ящик может быть использован вместо или дополнительно для вертикального разделения волокон. Как показано на Фиг.1, напорный ящик может быть выполнен таким образом, чтобы также разделять волокна горизонтально. В этом случае, проводящие волокна могут содержаться только в определенных зонах по длине (машинное направление) полотна. Проводящие зоны могут быть отделены друг от друга непроводящими зонами, которые содержат только непроводящие материалы, например, волокна целлюлозы.
В соответствии с настоящим изобретением, после того как проводящий нетканый материал сформирован, под воздействием ультразвуковой энергии в материале создаются непроводящие зоны. Воздействие на материал ультразвуковой энергии, в дополнение к формированию непроводящих зон может также формировать соединительные линии в зависимости от различных факторов, включая состав нетканого материала и количество ультразвуковой энергии, воздействию которой материал подвергся.
Например, как показано на Фиг.3, представлено проводящее нетканое полотно 152 изготовленное в соответствии с настоящим изобретением. В этом аспекте, непроводящие зоны и соединительные линии 266 и 268 сформированы в полотне в продольном направлении. Соединительные линии 266 и 268 формируются с использованием ультразвукового соединения. Формирование соединительных линий в нетканом полотне создает участки, где проводящие волокна могут больше не создавать сеть для передачи электрического тока. Таким образом, соединительные линии формируют непроводящие зоны внутри базового полотна. Как показано на Фиг.3, соединительные линии 266 и 268 могут, таким образом, формировать отдельные проводящие зоны 260, 262 и 264.
Продукция, изготовленная в соответствии с заявленной технологией, может быть использована для создания гибкой схемы посредством обработки и дополнительного технического оборудования. Гибкая схема позволяет выйти на растущий рынок печатной электронной аппаратуры, которая может быть, а может и не быть одноразовой. В традиционной гибкой электронной аппаратуре для создания проводящих путей в печатной схеме используются металлические или углеродные чернила. Металлические чернила очень дорогостоящие, требуют специального нанесения и. зачастую, требуют настройки печатающих устройств. Дополнительно, существуют проблемы с объемом выпуска и затратами относительно того, будет ли или нет изготовление печатной электроники действительно достаточно рентабельным, чтобы рассматриваться как одноразовая продукция. Заявленная технология обеспечивает явное преимущество в отношении экономической эффективности и облегчении обработки по сравнению с существующей в настоящее время технологией изготовления гибкой электронной аппаратуры. В конечный продукте этого процесса создается полотно с проводящими трассами, которое может быть наклеено или нанесено на жесткие подложки (основы) и имеет отпечатанные или композитные электрические компоненты связанные для того, чтобы создавать функциональную, рентабельную одноразовую электрическую схему.
Для создания схемы из проводящего полотна, необходимо разорвать, удалить или изменить некоторое количество углерода в связях углеродных волокон и создать участки с более высоким сопротивлением в проводящем полотне. Это может быть осуществлено ультразвуком или давлением приложенными к полотну в процессе изготовления. Технологии образования соединения хорошо известны в промышленности и могут быть сконструированы во множестве вариантов для создания специфических путей более высокого или более низкого сопротивления, которые определяют схему. Этот путь схемы может быть выполнен с высокой скоростью и эффективностью, которые делают возможным изготовление одноразовых схем с низкой стоимостью, используемых в различной медицинской и гигиенической продукции или в другой потребительской продукции. Ширина соединения также как и давление или сила соединения после нанесения может определять степень повышения сопротивления. Участки, которые не подверглись процессу соединения сохраняют тот же уровень проводимости. Этот вид производственного процесса может быть легко приспособлен для использования в существующей промышленности для создания большого объема выпуска схем, включаемых в нетканые материалы.
Например, в одном варианте, может быть использована ультразвуковое ротационное соединительное устройство для формирования непроводящих участков в нетканом материале. Ротационное соединительное устройство может включать в себя, например, источник питания связанный с конвертором, который преобразует высокочастотную электроэнергию в высокочастотную механическую энергию. Конвертер может быть связан с усилителем, который изменяет амплитуду механической энергии. Усилитель затем находится в связи с ротационным волноводом, который сокращает настройки амплитуды и прикладывает ее к нетканому материалу. В одном варианте. Ультразвуковое устройство может работать при частоте от около 20 кГц до около 40 кГц.
Ультразвуковая энергия, приложенная к нетканому материалу, дробит проводящие волокна, создавая нарушения электрической непрерывности(нарушения электропитания). Например, сопротивление в непроводящих зонах может быть в четыре раза больше, чем сопротивление в проводящих зонах. Например, сопротивление может быть в пять раз больше, в шесть раз больше или даже до десяти раз больше или более, чем сопротивление в проводящих зонах.
Особым преимуществом является то, что ультразвуковое устройство способно создавать узор в нетканом полотне. Узор формируется из непроводящих зон и может быть использован для разработки или создания рисунков схемы или соединений в едином слое или между несколькими слоями материала.
Непроводящие зоны, сформированные в проводящем нетканом материале, могут варьироваться в зависимости от конкретного применения и желаемых результатов. Например, в одном варианте, в нетканом полотне может быть сформирован плоский рисунок. Альтернативно, может быть использован разорванный точечный растр.
Ультразвуковая энергия оказывает различное влияние на материалы, содержащиеся в нетканом полотне. Например, как было описано выше, известно, что ультразвуковая энергия разрывает и дробит углеродные волокна. Однако, волокна целлюлозы, под воздействием ультразвуковой энергии имеют тенденцию к расплющиванию и могут усиливать водородные связи в непроводящих зонах. С другой стороны. Синтетические волокна могут расплавляться и соединяться с другими подложками, будучи подвергнутыми воздействию ультразвуковой энергии.
В одном варианте, после того как нетканое проводящее полотно соединяется с бумажным полотном, включающим в себя значительное количество волокон целлюлозы, нетканое полотно может быть соединено с другими полотнами с целью увеличения прочности конечного материала. Например, в одном варианте. Проводящее полотно может быть ламинировано с синтетическим полотном, например, полотном, выдуваемым из расплава, полотном фильерного производства и т.п. Например, слои могут быть присоединены друг к другу с использованием ультразвуковой энергии. В этом случае, ультразвуковая энергия не только формирует непроводящие зоны в проводящем полотне, но также служит для соединения двух полотен вместе.
В альтернативном варианте, проводящее нетканое полотно может включать в себя полотно, которое содержит значительное количество синтетических волокон. Полотно, например, может включать в себя гидропереплетенное полотно, совместно сформированное полотно или полотно влажной укладки со штапельными термопластичными волокнами. В некоторых случаях, может быть желательным использование нескольких проводящих полотен, соединенных вместе. Ультразвуковая энергия может быть использована для формирования непроводящих зон в каждом из полотен. В дополнение, ультразвуковая энергия может быть использована для соединения полотен друг с другом. Например, в одном конкретном случае, ультразвуковая энергия может быть использована для одновременного формирования непроводящих зон в двух противоположных проводящих полотнах и для соединения полотен друг с другом, после того как были сформированы непроводящие зоны. В одном варианте. Электрическое соединение может быть осуществлено между двумя полотнами в процессе производства. Например, полотна могут электрически соединиться с прилегающими непроводящими зонами, где может встречаться перепутывание волокон. Фактически, будучи подвергнуты воздействию ультразвуковой энергии, проводящие волокна в каждом полотне могут перемещаться к поверхности полотна. В этом случае, проводящие волокна могут формировать связи волокно-к-волокну между двумя слоями на участках, смежных непроводящим зонам, где волокна были разъединены или, иначе, раздроблены.
В одном варианте, ультразвуковая энергия может также быть использована для соединения двух полотен и создания электрического соединения между полотнами не создавая непроводящих зон. Например, в этом варианте, полотна могут быть подвергнуты воздействию меньшего объема энергии, что предотвратит разрыв проводящих волокон и формирование электрического разрыва в полотне.
Дополнительно к использованию ультразвуковой энергии, для формирования непроводящих зон доступны различные другие способы. Такие другие технологии и способы могут быть использованы в сочетании с использованием ультразвуковой энергии. Например, другие способы создать сетевые пути включают в себя механические способы, такие как резка гибким ножом и высечка проводящего тонкого бумажного полотна или материала, для того чтобы отделить или удалить бумажное полотно на участках, где требуется высокое сопротивление. Это, по существу, является вырезанием рисунка схемы с использованием стандартных технологических процессов. Технологии механической вырезки, соединения под давлением и ультразвукового соединения могут быть использованы совместно для наиболее эффективного производства рисунка схемы и могут быть осуществлены с использованием роторной или погружной механической технологии. Далее, другой способ может включать в себя нанесение бороздок на проводящее тонкое бумажное полотно при нахождении его на нагретом валке. Под воздействием тепла полимер втягивается в проводящее полотно по направлению к валку, так же, как припой втягивается в спаянные стыки трубок. Другие варианты относятся к поверхностному покрытию полимером полотна или к использованию многих других технологий покрытия горячим расплавом, используемым специалистами. При необходимости может быть также использована нагретая зона контакта. Оптимальные технологии покрытия зависят от выбора полимера и различных скоростей процесса и помех.
После того как проводящее нетканое полотно сформировано и обработано таким образом, чтобы оно включало в себя непроводящие зоны, продукция может быть использована в ряде электронных устройств.
Например, в одном варианте настоящего изобретения, может быть сконструирован электронный коммутатор, такой как мембранный переключатель. Переключатели являются одними из наиболее распространенных электрических компонентов в потребительских товарах требующих наличия кнопки или кнопочной поверхности (например, клавиатура, сотовые телефоны и т.д.). Так как эти технологии относятся к износостойким компьютерным платформам или применение требует быстрореагирующей поверхности (например, компоновка, реклама и продвижение), будет выгодно создать устройства для уменьшения затрат времени на производство и стоимость этих переключателей. Так как, в качестве основания для печатных проводников требуются надежные подложки (например, пластики) и стоимость проводящих чернил относительно высока, многие применения находятся на границе между одноразовыми и полудлительного пользования. Проводящее полотно изготовленное с наличием, по меньшей мере, 5% углеродных волокон оказалось дешевой альтернативой проводящим материалам, которая требует меньшей обработки для создания рисунка схемы необходимого для функционального мембранного переключателя, что ведет к полностью одноразовой продукции.
Существующая в настоящее время технология изготовления мембранных переключателей использует пятислойную систему: внешний закрывающий слой, проводник, диэлектрик, проводник и внешний слой. Аналогичным образом, может быть использовано проводящее полотно, но в пяти- или трехслойной системе. Пятислойная система требует более надежного переключателя, а при трехслойной системе бумага может действовать как два внешних слоя, так же как и проводники, разделенные единым диэлектриком.
Например, ссылаясь на Фиг.15А, показан один вариант пятислойного переключателя 110 изготовленного в соответствии с настоящим изобретением. Как показано, переключатель 110 включает в себя два внешних защитных слоя, а именно, внешний слой покрытия 112 и нижний слой 114. Между внешним слоем покрытия 112 и нижним слоем 114 находится пара противоположных проводящих слоев 116 и 118. Оба проводящих слоя могут включать в себя нетканые проводящие полотна изготовленные в соответствии с настоящим изобретением. Между проводящими слоями 116 и 118 находится непроводящий слой 120, который может включать в себя диэлектрический материал. Как показано, непроводящий слой 120 включает в себя отверстие 122. Таким образом, когда на внешнее покрытие 112 переключателя 110 воздействует давление, первый проводящий слой 116 контактирует со вторым проводящим слоем 118, образуя электрическое соединение между двумя слоями.
В соответствии с настоящим изобретением, проводящие нетканые материалы 116 и/или 118 могут далее включать в себя непроводящие зоны создаваемые воздействием ультразвуковой энергии на проводящие слои. Непроводящие зоны могут быть использованы для подведения электроэнергии к определенному участку. Например, непроводящие зоны могут быть использованы для формирования схемы для присоединения переключателя к электронному устройству, которое активируется, когда на переключатель воздействует давление.
Ссылаясь на Фиг.15В, показан трехслойный переключатель 110 изготовленный в соответствии с настоящим изобретением. Одинаковые ссылочные цифры были использованы для обозначения подобных элементов. Как показано, в этом варианте, переключатель 110 включает в себя два противоположных слоя 116 и 118 отделенных друг от друга непроводящим слоем 120, который обозначает границы отверстия 122. В варианте, представленном на Фиг.15В, проводящие полотна 116 и 118 не только служат для создания электрического соединения при активации переключателя, но также выполняют роль других внешних слоев покрытия. Например, в одном варианте, графические символы или печатное вещество могут быть нанесены непосредственно на одно или оба проводящие нетканые полотна. Таким образом, может быть изготовлен относительно дешевый переключатель для использования совместно с многочисленными электронными устройствами.
По ссылке на Фиг.16, 17 и 18, показан один из вариантов клавиатуры 130, которая также может быть сконструирована в соответствии с настоящим изобретением. Клавиатура (или кнопочная поверхность) 130 может быть сконструирована подобно переключателю 10, показанному на Фиг.15А и 15В. В связи с этим, одинаковые ссылочные цифры были использованы для обозначения подобных элементов.
Например, на Фиг.16, показана пятислойная клавиатура 130. Клавиатура 130 включает в себя два слоя проводящих нетканых полотен 116 и 118, изготовленных в соответствии с настоящим изобретением, отделенных друг от друга непроводящим слоем 120, который может быть выполнен из диэлектрического материала. Непроводящий слой 120 включает в себя множество отверстий 122, которые соответствуют по расположению множеству кнопок 124, которые располагаются на внешнем покрытии 112 клавиатуры 130.
Как показано, каждый проводящий нетканый материал далее включает в себя множество непроводящих зон, которые позволяют формировать электрические пути, когда различные кнопки нажимаются. Например, проводящее нетканое полотно 116 включает в себя множество вертикально расположенных непроводящих зон 126, которые могут быть сформированы с использованием ультразвуковой энергии. Аналогичным образом, нетканое проводящее полотно 118 включает в себя множество горизонтально расположенных непроводящих зон 128. Таким образом, когда одна из клавиш 124 нажата, возникает электрическое соединение между двумя проводящими полотнами, непроводящие зоны позволяют двум различным электрическим путям активизироваться для определения клавиши, которая была нажата.
На Фиг.17 показан прототип удаляемой кнопочной поверхности 130 с двумя отделенными друг от друга слоями проводящего полотна, выступающими на правой стороне и на верхней части кнопочной поверхности. На Фиг.18 показана удаляемая кнопочная поверхность 130 соединенная с ранее существовавшей схемой клавиатуры.
Клавиатуры и мыши продолжают быть одним из видов оборудования стерильной операционной, что способствует инфицированию. Антибактериальная одноразовая (удаляемая) клавиатура/кнопочная поверхность для использования в больницах снизит вероятность доступа инфекций в больницы. Существующие в настоящее время конструкции клавиатур все требуют надежных электронных приборов для контроля функционирования каждой кнопки на пользовательской поверхности, однако, при использовании проводящего полотна для размещения электроники, стоимость снижается до уровня одноразовости.
Для дальнейших приведения примеров, одноразовые (съемные) переключатели могут быть использованы для создания одноразовой одежды с пользовательской контактной поверхностью. Любая одноразовая одежда (хирургическая, для уборки помещений, для опасных видов работ и т.п.) может быть оборудована переключателями, изготовленными с использованием проводящего полотна для обеспечения функций необходимых для работника. Например, на одежде хирурга могут быть нанесены символы инструментов, используемых в медицинской процедуре. Контактная поверхность с переключателем может быть использована для указания того, когда устройство (инструмент) используется и, было или не было оно удалено из пациента. Внешнее устройство может быть проводным или беспроводным устройством, которое показывает состояние на дисплее. В том случае, если электронное устройство изготовленное в соответствии с настоящим изобретением устанавливается на предмет одежды, проводящий нетканый материал может быть прикреплен к предмету одежды или может быть непосредственно введен в предмет одежды. Например, в одном из вариантов, само проводящее полотно может быть использовано для конструирования предмета одежды и обработанные ультразвуком участки могут быть использованы для формирования электрической схемы в одежде для любых желаемых целей. Например, в одном конкретном случае, предмет одежды может включать в себя абсорбирующее изделие, например, подгузник или спортивные трусы, которое включает в себя устройство чувствительное к влаге.
Для дальнейшего приведения примеров, изделие изготовленное в соответствии с заявленной технологией может являться элементом нагревания изготовленным для использования в качестве портативного устройства для терапевтического прогревания и других дешевых применений для прогревания. Терапевтическое прогревание уменьшает боль, особенно боль при растяжении мышц и спастическую (спазмы). Далее, пациентам с другими видами боли может быть также принесена польза. Терапевтическое прогревание содействует: (1) увеличению притока крови к коже, (2) расширению кровеносных сосудов, увеличению поступления кислорода и питательных веществ к местным тканям. (3) уменьшению окостенения сустава посредством увеличения эластичности мышц. Портативное устройство включает в себя сменный нагревательный элемент, устройство управления, работающее на многократно используемой батарее и механические и электрические приспособления для присоединения съемной нагревательной площадки к устройству.
В разработке нагревательных изделий в соответствии с настоящим изобретением, ультразвуковая энергия может быть использована не только для формирования и придания формы нагревательным элементам с должным сопротивлением, но, также, она может быть использована для создания и производства схемотехники, которая электрически соединяет нагревательные элементы с источником питания.
Конструирование нагревательного элемента с использованием заявленной технологии из проводящего полотна, изготовленного с содержанием, по меньшей мере, около 5% углеродного волокна, а также, по меньшей мере, около 20% углеродного волокна, обеспечивает многие преимущества по сравнению с существующими коммерчески доступными изделиями, в которых применяются экзотермические химические реакции. Преимуществами портативного нагревательного устройства по настоящему изобретению являются: (1) сменные нагревательные элементы могут быть изготовлены с малыми затратами при использовании заявленной технологии, по сравнению с химически активированными продуктами, (2) регулируемое контрольное устройство для регулировки количества тепла. (3) батарея может быть многократно используемой или сменной. (4) отражающий материал на стороне противоположной телу увеличивает термоэффективность. (5) плавкая вставка защищает пользователя от перегрева.
Дополнительно, использование проводящих нетканых нагревательных элементов и ламината полипленок и нетканых материалов делает портативное нагревательное устройство недорогим и легко приспосабливаемым для различных размеров и форм. Это может быть использовано для терапевтического прогревания или это может быть использовано для обеспечения теплом при неблагоприятных или холодных погодных условиях для людей и животных. Такие швейные изделия могут быть разработаны для рук, ног, торса, шеи, в виде одеял и могут быть использованы даже для животных, например, лошадей, крупного рогатого скота, кроликов, различных рептилий, собак и кошек. Эта технология может быть применена для экстремальных условий, например, сухие костюмы для дайверов, спасательные костюмы, предназначенные для использования во время крушений на море и других условий сопровождающихся экстремальным холодом, например, автомобильных аварий в условиях экстремального холода. Эта концепция может даже использоваться в виде одноразового (сменного) подогреваемого банного полотенца для дома, в области здравоохранения и гостиничном хозяйстве. Эта технология может быть использована для сменных нагреваемых подкладок для пальто, лыжных костюмов и других видов одежды. Проводящий нетканый нагреватель может быть сконструирован из нескольких слоев проводящей бумаги для создания нагревателя с более низким общим сопротивлением и более высокой термической массой. Дополнительно, другое дешевое применение нагревания для подогрева обычных предметов, например, контейнеров с напитками, является обоснованным. Пользователь может закрепить портативный источник питания полудлительного или повторного использования на любой из этих конструкций и использовать продукт.
Идеально, батарея является подзаряжаемой, что обусловлено прохождением высокого тока требующегося для питания нагревательного элемента. Обзор основных принципов уравнений мощности диктует требования предъявляемые к электрическому току(скорости течения тока), напряжению и сопротивлению для оптимизации функциональных возможностей нагревательного элемента. Идеальное воплощение батареи имеет минимум любых дорогостоящих мелких соединителей (разъемов), которые могут потребовать большей обработки в процессе производства. Вместо этого, рекомендуется использовать подзаряжаемый батарейный источник питания, который оборачивается проводящим стыковочным материалом в виде крючков, в то время как, нагревательный элемент снабжен противоположным петлевым материалом. Большая поверхность участка проводящих крючков и петель обеспечивает более низкое соединительное сопротивление для источника питания к нагревательному элементу.
На Фиг.14А и В более детально показан один из вариантов нагревательного элемента. Внутренне, нагревательный элемент может представлять собой свернутый рулон проводящего полотна 100, который присоединяется к источнику питания на двух входах 102 и 104, как показано на Фиг.14А. Причиной создания рулона является фокусировка и рассеивание воздействия тепла по всей площади контактной площадки.
Как показано на Фиг.14В, два входа 102 и 104 могут включать в себя участок присоединения для соединения с источником питания 106. При необходимости, участок присоединения включающий в себя входы 102 и 104 может быть обозначен, для соединения с источником питания 106 для облегчения расположения источника питания.
После конструирования нагревательного устройства, как показано на Фиг.14А и 14В, для некоторых различных функций к нетканому полотну 100 может быть использовано применение ультразвуковой энергии. Например, малые объемы ультразвуковой энергии могут быть использованы для производства электрических нагревательных элементов для повышения сопротивления внутри элементов. Повышение сопротивления может явиться причиной того. Что нагревательные элементы будут быстрее нагреваться.
В дополнение, ультразвуковая энергия может быть использована также для формирования непроводящих участков для создания схемы в полотне для присоединения к источнику питания.
В еще одном варианте, продукция изготовленная в соответствии с заявленной технологией может быть использована как излучатель. Излучатель может действовать как простая полуволновая симметричная вибраторная антенна применяющаяся для дешевых систем передачи данных. При дальнейшем применении, излучатель может быть использован для создания уникального дешевого RFID ярлыка, показанного на Фиг.4. Дополнительно, излучатель может быть введен в модную (нарядную) одежду, как было описано выше, для передачи пользователем специфических данных. Проводящее полотно обеспечивает электрические свойства при использовании в качестве излучателя аналогично по сравнению с существующими электрическими проводниками, используемыми как традиционные излучатели. Далее, заявленная технология значительно дешевле для производства, что ведет к снижению общей стоимости производства существующей продукции посредством замены традиционных излучателей на элементы с проводящим полотном.
Существует множество способов применения заявленной технологии к готовой подложке, такой как бумага, натканные материалы или синтетические материалы. Суть заключается в том, чтобы создать соответствующей формы/длины проводящее полотно, необходимое для его действия в качестве излучателя. Например, кусок проводящего материала соответствующего размера и формы может быть вырезан из полотна с использованием технологии ультразвукового соединения, как описано выше. Ссылаясь на Фиг.5, этот инструмент передает полотну достаточно энергии, чтобы нарушить хрупкий материал из проводящих волокон, но не задеть подложку. Таким способом, излучатели, имеющие точно контролируемый размер и форму могут производиться с высокой скоростью, подвергая проводящее нетканое полотно, изготовленное в соответствии с настоящим изобретением, воздействию ультразвукового соединительного устройства.
Дополнительно, «зонирование» полосы проводящего материала в подложку создает необходимое соответствие форма/длина. Этого можно достичь соединением материала используя влажный процесс. Известно, что заявленная технология сохраняет силу и во влажном состоянии. Материал формирует водородные связи с подложкой в процессе формирования и прессования и в конечном итоге присоединяется к ней при высушивании.
На Фиг.7, показан прототип полуволновой симметричной антенны, которая была сконструирована с использованием двух идентичных полос проводящего нетканого материала присоединенных к существующей базовой антенне необходимой для соединения с генератором сигналов. Форма и размер проводящего материала могут быть важны и должны быть надлежащим образом подобраны для операционной полосы частот. Как описано выше, ультразвуковая энергия может быть использована для точного контролирования размера и формы антенны при высокоскоростном процессе. В этом случае, симметричная антенна была разработана таким образом, чтобы излучать 915 МГц (промежуточная частота от 902-928 МГц ISM полосы). Эффективной длиной для полуволновой симметричной антенны с частотой 915 МГц является 164 мм. Был проведен простой тест для измерения мощности излучения проводящего материала полуволновой симметричной антенны. Оборудование для этого теста, показано на Фиг.8, включает в себя генератор сигналов, который был использован для передачи сигнала 10 дБм на 900 МГц антенну. Калиброванная антенна на 900 МГц соединенная с спектральным анализатором была использована для измерения полученного сигнала, будучи расположенной в 1 м от антенны из проводящего материала. Мощность, полученная на калиброванную антенну была измерена в 29.5 дБм, показано функционально. По сравнению со стандартной калиброванной антенной на 900 МГц, результаты были сопоставимы.
На Фиг.10, две одинаковые полосы из проводящего материала прикрепленные к существующему RFID чипу создают функциональный УВЧ RFID тег. Эксперимент описанный выше брался как один шаг прохождения и была протестирована чувствительность RFID тега изготовленного с использованием проводящего полотна. Чувствительность этого RFID тега из проводящего полотна измерялась посредством мониторинга минимальной мощности необходимой RFID тегу, чтобы ответить RFID считывающей антенне, расположенной точно в метре от него. Чувствительность RFID тега из проводящего полотна оценивалась как - 5.1 дБм. Это сопоставимо с коммерчески доступными RFID тегами. Проводящие способности заявленной технологии играют важную роль в определении свойств излучения антенны. Ссылаясь на Фиг.9, необходимая проводимость материала должна составлять около 1000 S/m для эффективного использования УВЧ RFID тега. Этого можно успешно достичь посредством введения 25-30% проводящего материала в полотно. Радиационная диаграмма этого RFID тега показана на Фиг.10. Соответствующие размеры этой конкретной конструкции RFID тега составляют 144 мм в длину и 8 мм в ширину.
При использовании заявленной технологии как излучателя и включении ее в ткань, возможна передача данных от ткани на внешнее приемное устройство. Как описано выше, из такой ткани можно изготавливать одежду для передачи измеренных физиологических данных равно как от людей, так и от животных. Например, рубашка надетая на человека может передавать данные о сердечном ритме, температуре тела и т.д. от пользователя на приемное устройство. С использованием проводящего полотна для излучателя, антенна не только получает преимущества гибкой ткани, обеспечивая удобную подгонку к любому телу, но и материал является недорогим и прочным, что делает такое употребление коммерчески выгодным. Дополнительно, проводящее полотно по настоящему изобретению может быть использовано не только для излучателей, но, также, быть разработано с включением электрической схемы, которая может быть непосредственно включена в RFID устройство. Электрическая схема может быть сформирована с использованием ультразвуковой энергии для формирования непроводящих зон. Электрическая схема может быть частью того же проводящего полотна, которое использовалось для излучателя или может включать в себя отдельный кусок материала. В этом случае, электронное устройство может быть легко введено в предмет одежды.
Уникальное применение было разработано с использованием заявленной технологии в качестве барьера для электромагнитной энергии (EMI) излучаемой на определенных частотах. Продукция может быть, а может и не быть одноразовой (сменной). EMI защитный элемент может быть объединен с коммерчески доступными обоями. Далее, защитный элемент может быть введен в изоляционные строительные материалы, такие как Dupont's Tyvek homewraps. Защитный элемент может быть использован для создания эффективной одежды для радиационной защиты. Для обеспечения функциональности, защитный элемент должен быть разработан для защиты от конкретного типа сигнала, поэтому существующие технологии EMI защиты требуют дорогостоящей разработки и производственного процесса. Заявленная технология обеспечивает уникальное применение, которое может быть выполнено для конкретных сигналов с меньшими затратами и в больших объемах, в отличие от существующих технологий EMI защиты.
Ссылаясь на Фиг.11, для демонстрации применения, показана установка расширенного тестирования на эффективность защитного элемента. Тестовая установка состоит из двух калиброванных симметричных антенн, одна из которых используется в качестве приемного устройства, а другая - передающего устройства. Передающая антенна была соединена с генератором сигнала, который был установлен на 900 МГц и 10 дБм. Приемная антенна была расположена на расстоянии 1 метра от передающего устройства. Тестирование сначала выполнялось без EMI защитного элемента, расположенного между двумя антеннами, а затем еще раз с присутствием защитного элемента. Проводящее полотно было заземлено к стене и таким образом, защищало приемное устройство от передаваемого сигнала. На Фиг.12 и 13, показана мощность, измеренная на приемной антенне без и с EMI защитным элементом соответственно. Редукция сигнала составила 20 дБ, что в 1000 раз ниже, чем было раньше. Таким образом, этот простой эксперимент продемонстрировал, что заявленная технология может быть использована в качестве EMI защиты.
Еще в одном варианте настоящего изобретения, проводящий нетканый материал может быть использован для производства упаковочного элемента.
Упаковочный элемент может быть использован для мониторинга состояния посылки и обработки во время транспортировки. В дальнейшем применении, упаковочный элемент может быть включен в упаковочный материал, например, гофрированный картон, чтобы использоваться для функциональности RFID антенны. Проводящее полотно обеспечивает такие возможности в упаковке, которые прежде были либо неосуществимы, либо очень дорогостоящи. Подавляющее большинство элементов смарт-упаковки применяются в пищевой промышленности и производстве напитков для обеспечения свежести отгружаемых товаров. Однако, существующие элементы смарт-упаковки имеют высокую стоимость и непрактичны для производства в крупных масштабах. Использование проводящего полотна для элементов смарт-упаковки может в некоторых случаях создать возможность применения смарт-упаковки в больших масштабах, что обусловлено ее простотой в использовании и очень низкой стоимостью.
Элемент смарт-упаковки изготовленный в соответствии с заявленной технологией может быть разработан таким образом, чтобы контролировать многочисленные состояния объекта на всем протяжении процесса обработки. Например, во время хранения, проводящее полотно может быть использовано для определения того, не подвергся ли объект воздействию чрезмерного увлажнения, что могло бы потенциально препятствовать функциональности продукции или структурной целостности самой упаковки. Дополнительно, проводящее полотно может быть использовано для создания защитного запечатывания (уплотнения) на упаковке, чтобы гарантировать, что содержимое упаковки не будет доступно до установленной даты. При существующей технологии применяются специальные клеящие ленты, для обеспечения упаковке безопасности, однако, при интеграции с технологией подобной RFID, проводящее полотно может информировать владельца товара, какая конкретная упаковка была вскрыта и когда. Такая технология была бы полезна при доставке продукции до широкой реализации.
Путем включения технологии проводящего полотна в гофрированный материал упаковки, она может быть использована как очень надежная антенна при подключении к существующему RFID тегу. Введение проводящего полотна в гофрированный материал упрощает процесс создания RFID приспособленной упаковки. В настоящее время, существующие RFID теги должны иметь автономную антенну, что увеличивает размер и стоимость изготовления тегов. При введении проводящего полотна в гофрированный материал, действующий в качестве антенны, RFID тег может быть упрощен отсутствием собственной автономной антенны, и простым присоединением к проводящему полотну создавая функциональный RFID тег. Использование заявленной технологии сокращает время производственного процесса. Производственный процесс и стоимость по сравнению с существующей RFID технологией. Дополнительно, при использовании проводящего полотна содержащего, о крайней мере, 3% углеродных волокон, интегрированный гофрированный материал может быть использован для снятия статического напряжения при транспортировке электронных устройств.
Эти и другие модификации и варианты настоящего изобретения могут быть применены на практике специалистами в данной области, без отхода от сути и объема настоящего изобретения, как изложено в прилагаемой формуле изобретения. Кроме того, должно быть понятно, что объекты различных вариантов выполнения могут быть взаимозаменяемы как полностью, так и частично. Кроме того, специалистам в данной области будет понятно, что предшествующее описание представлено только для примера и не предназначено для ограничения изобретения, как описано в прилагаемой формуле изобретения.
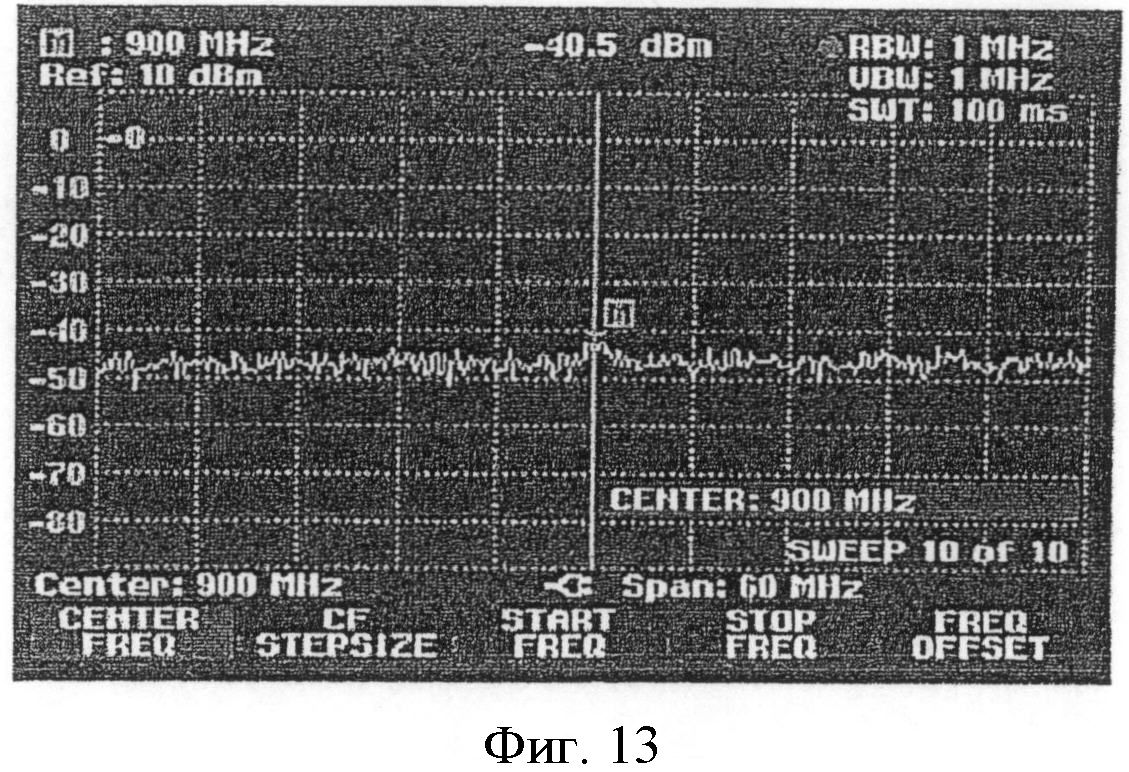
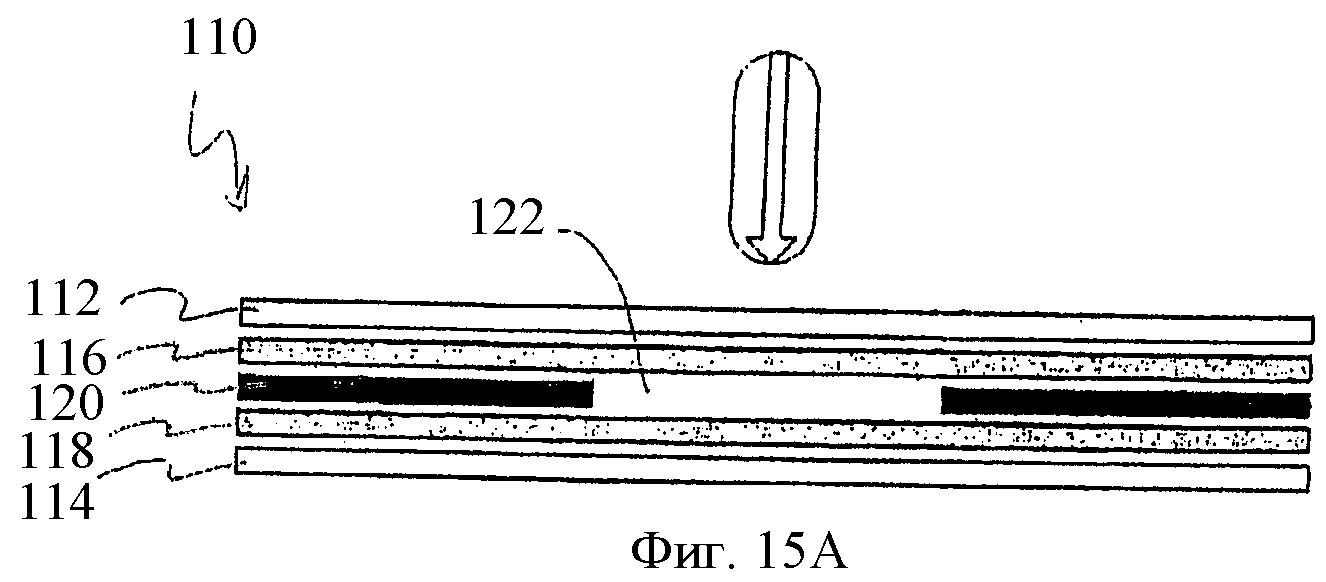
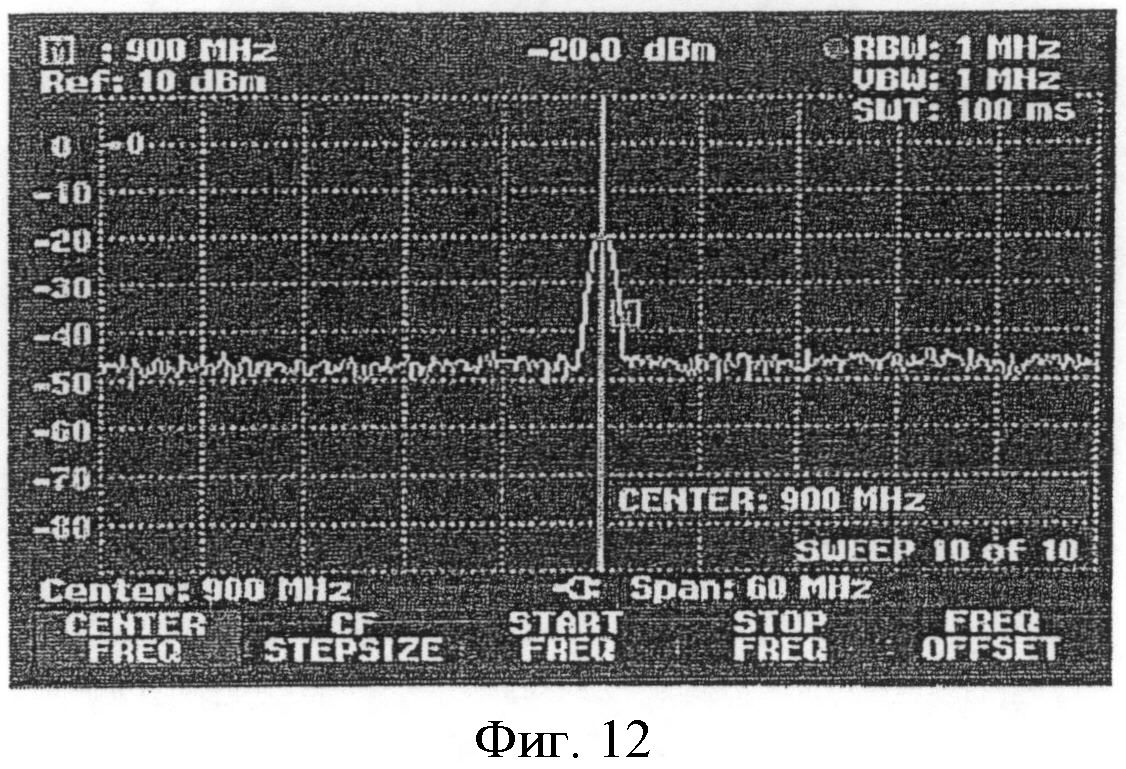
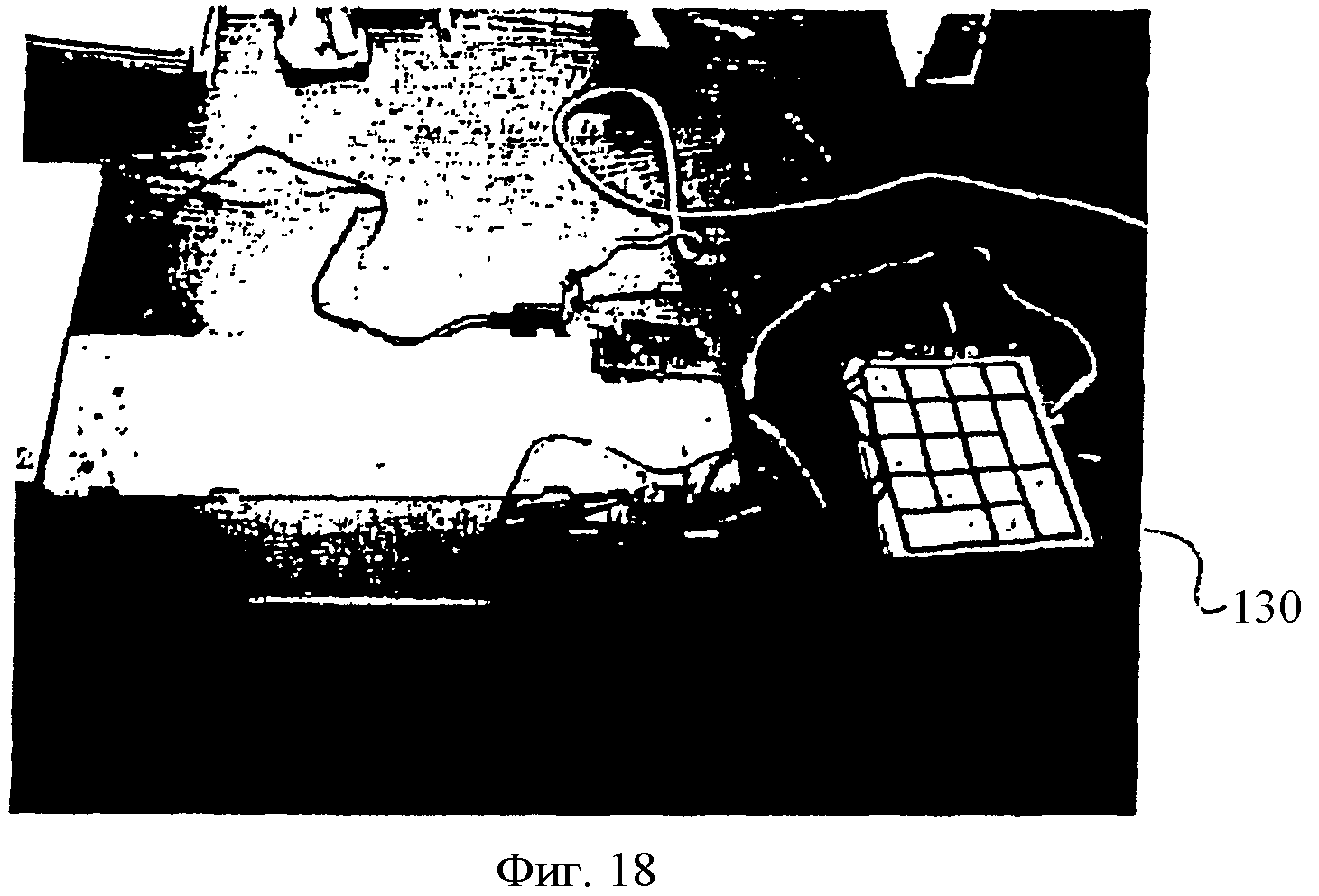
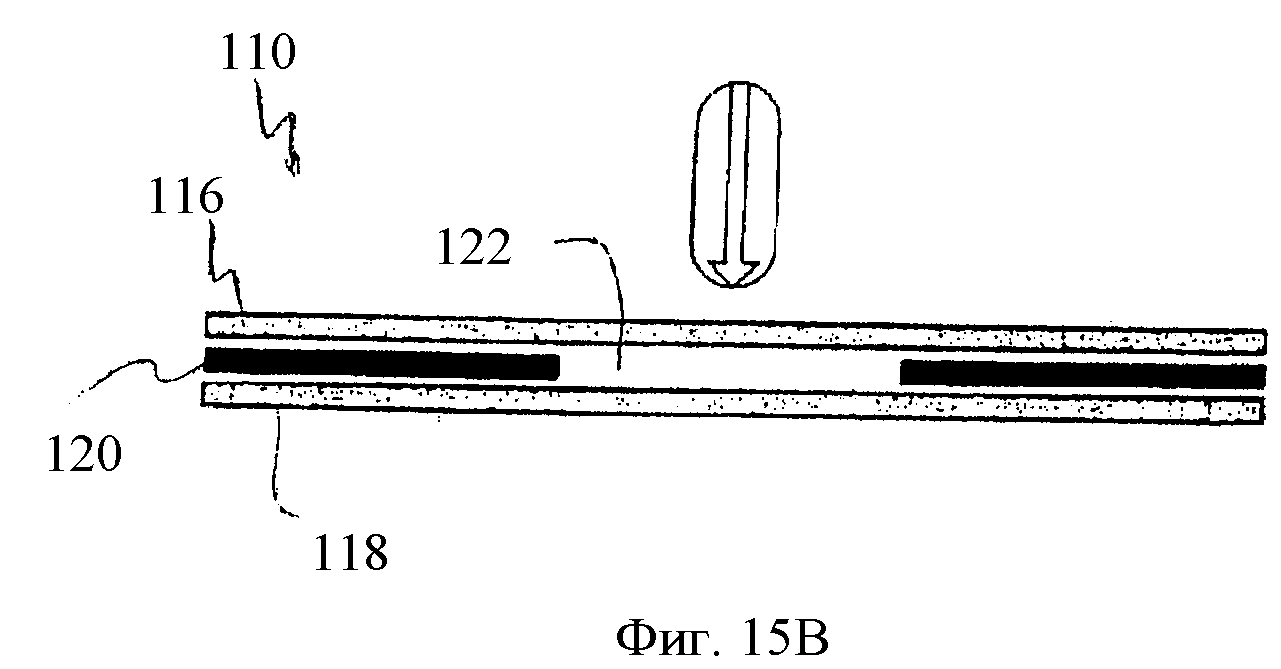
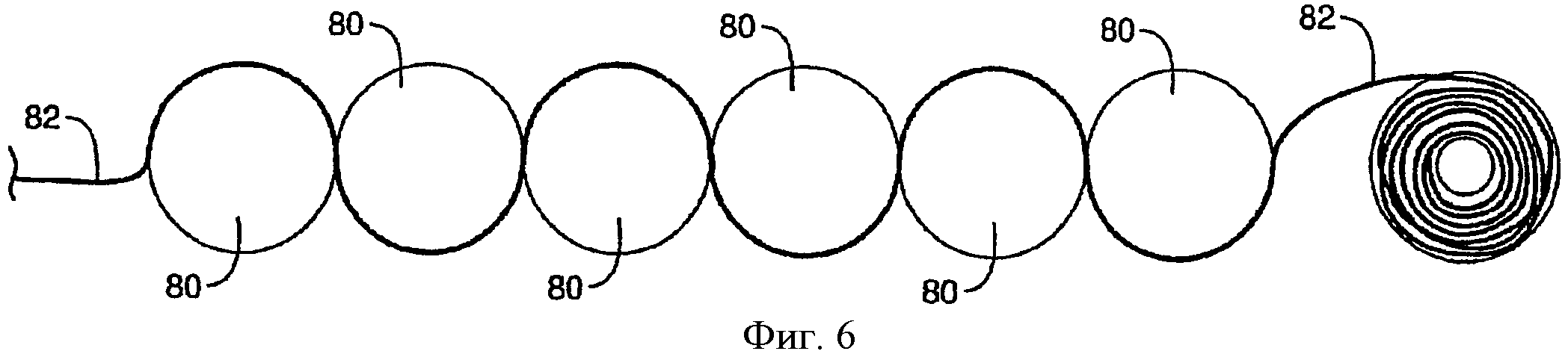
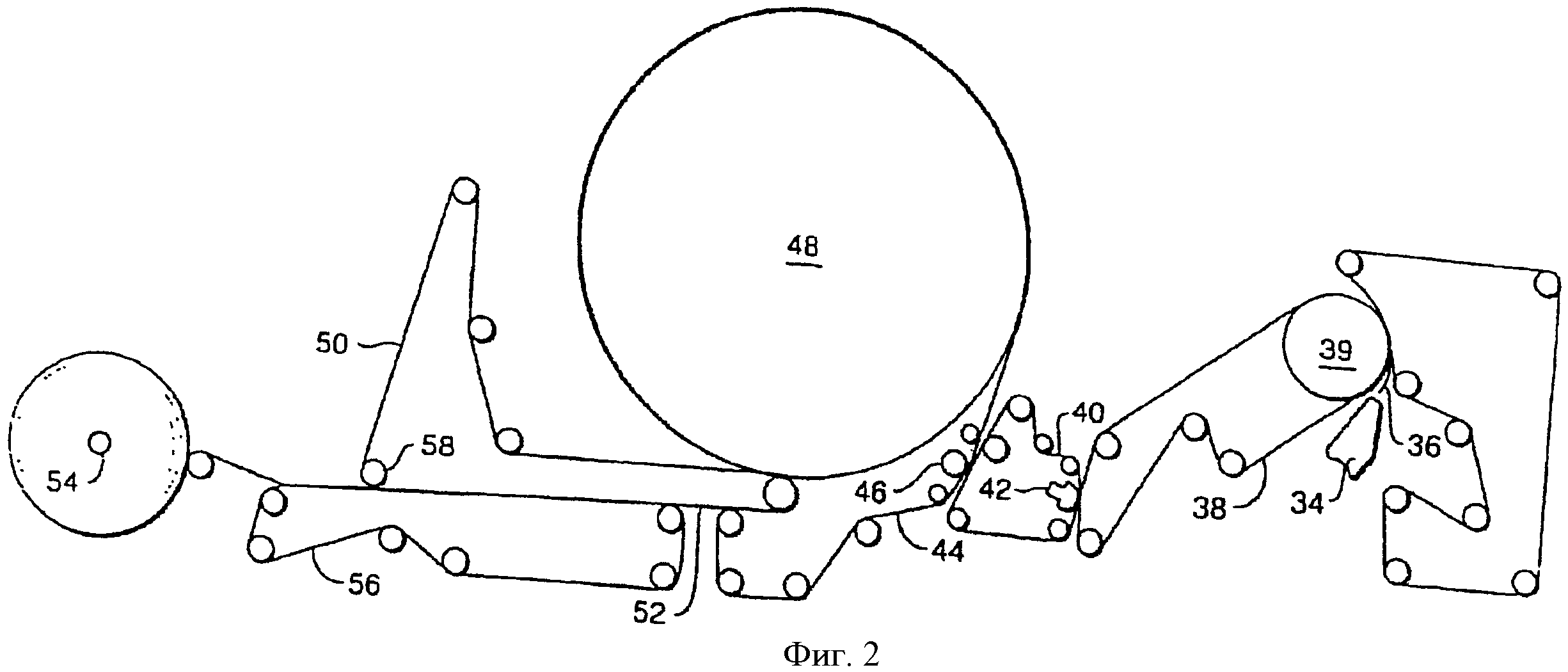
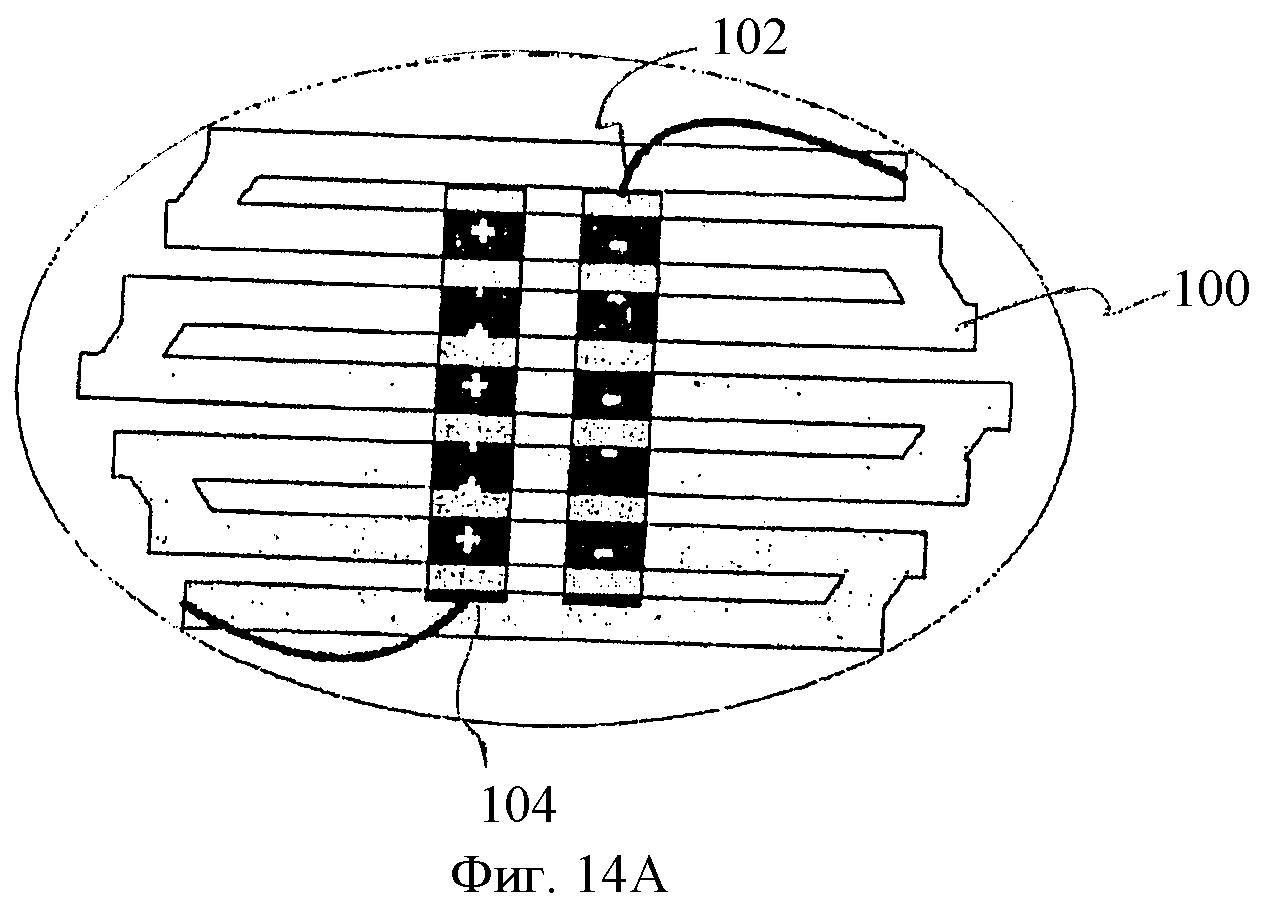
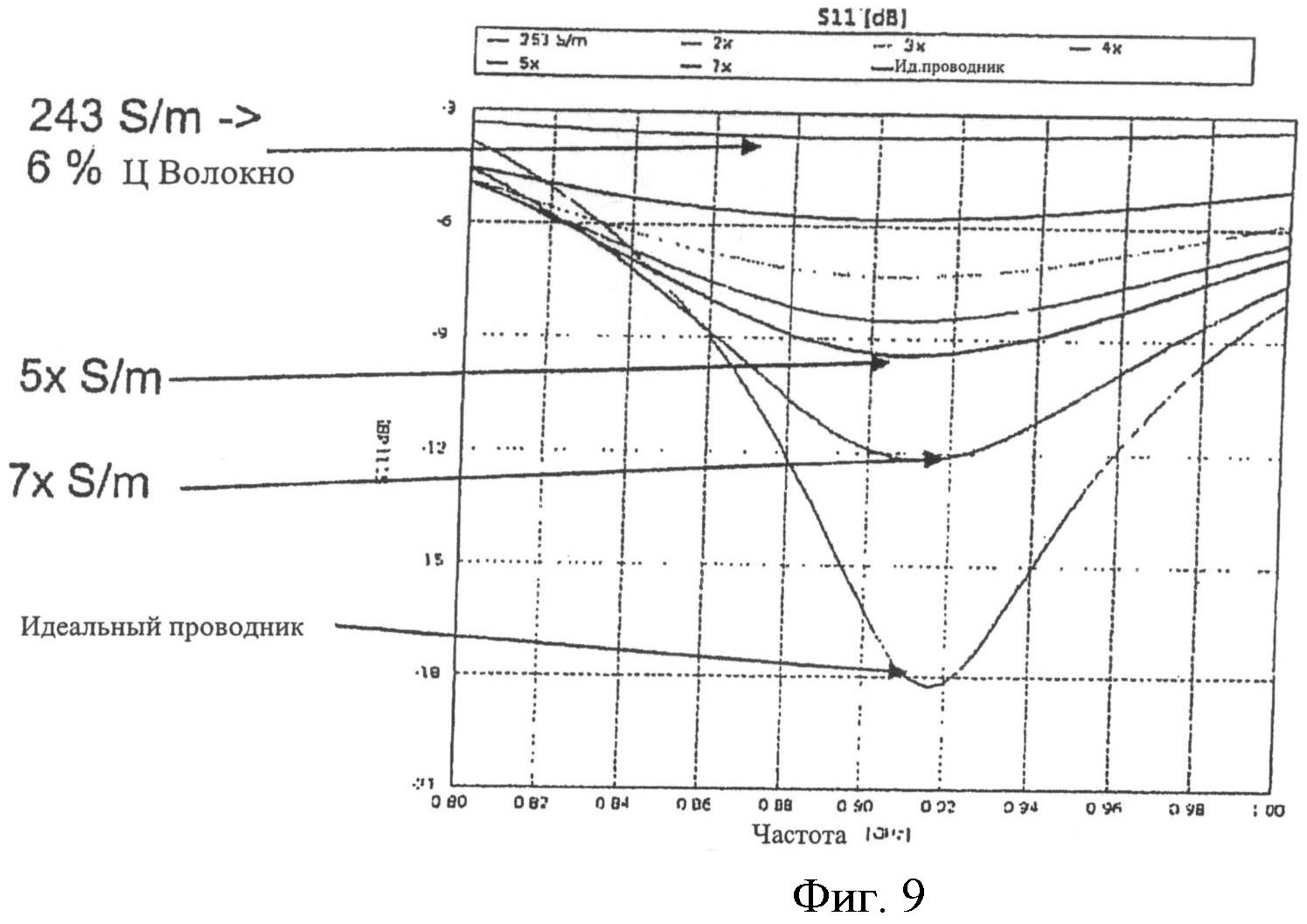
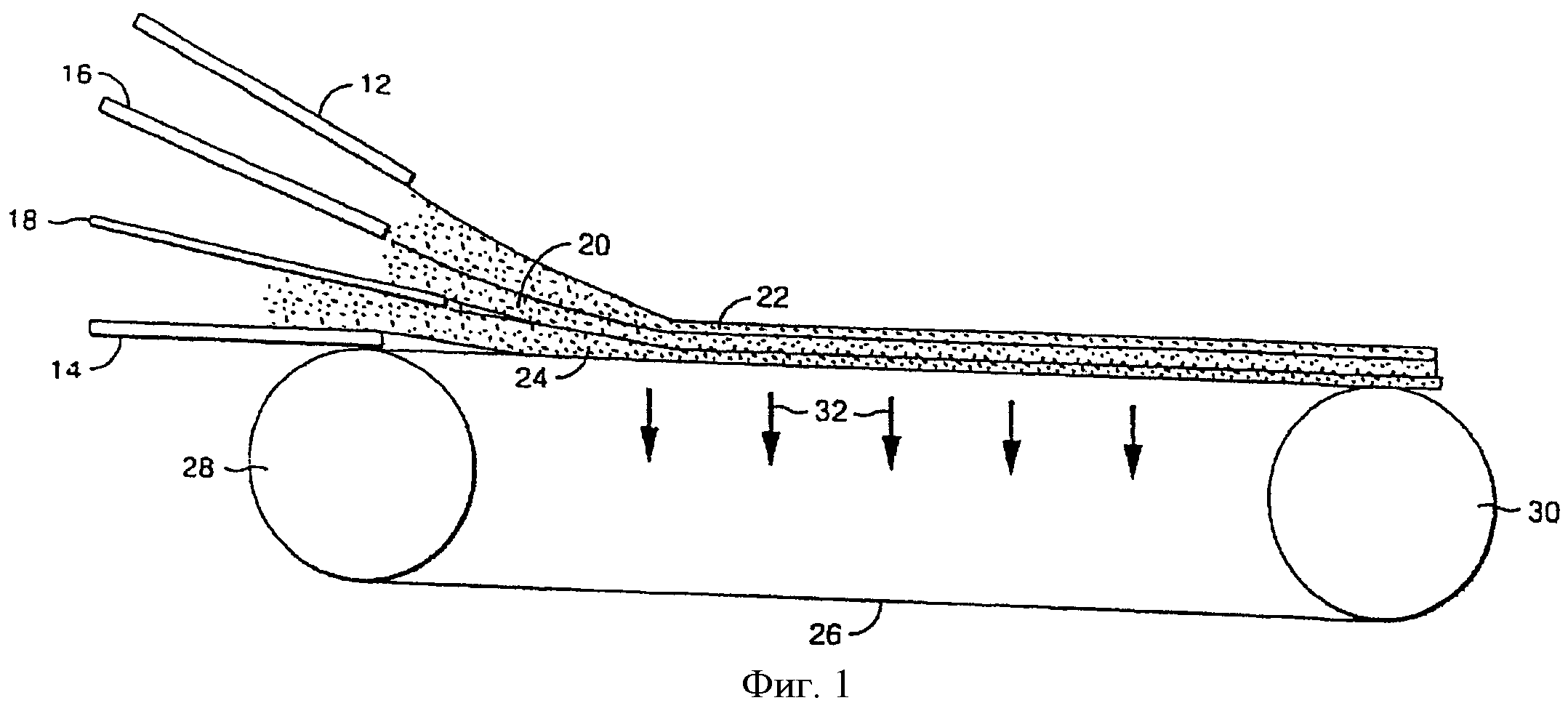
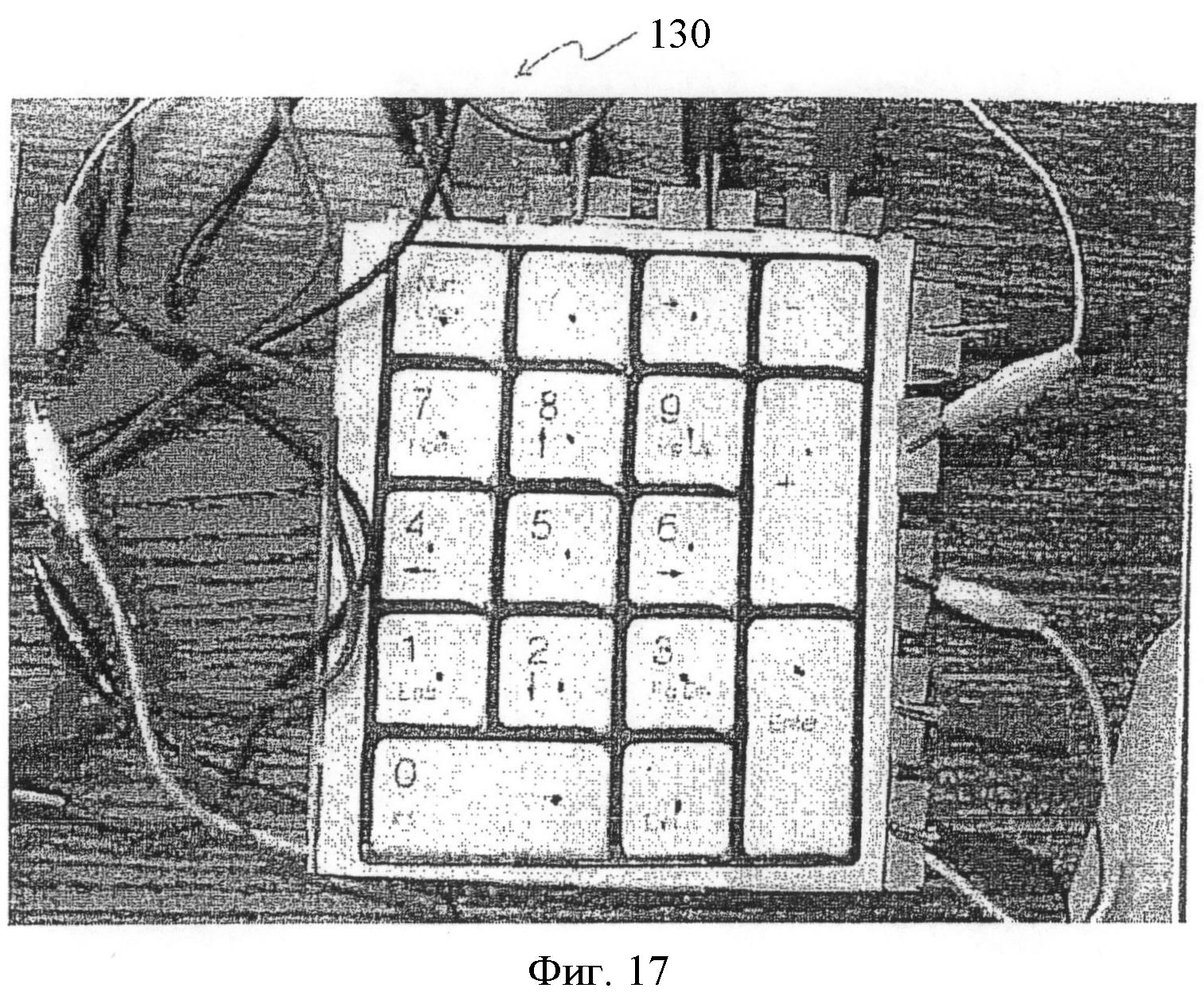
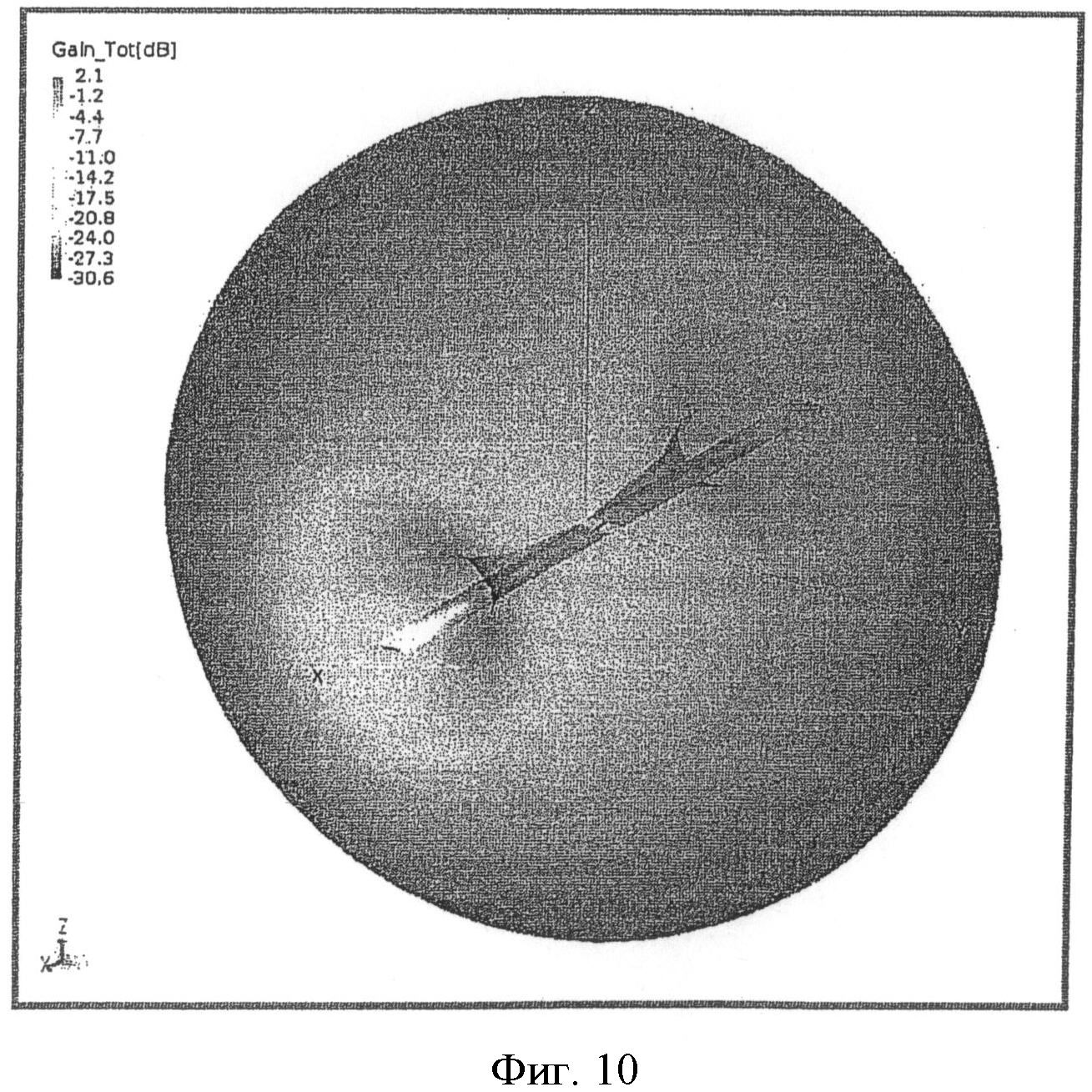
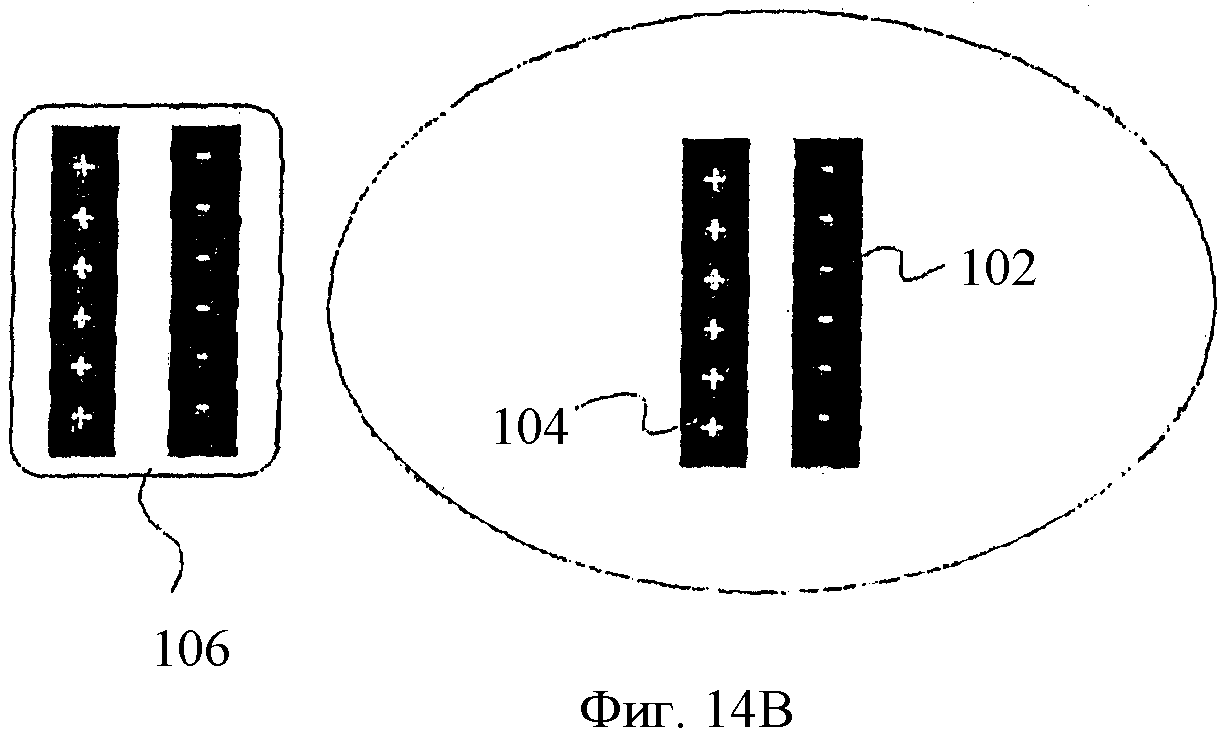
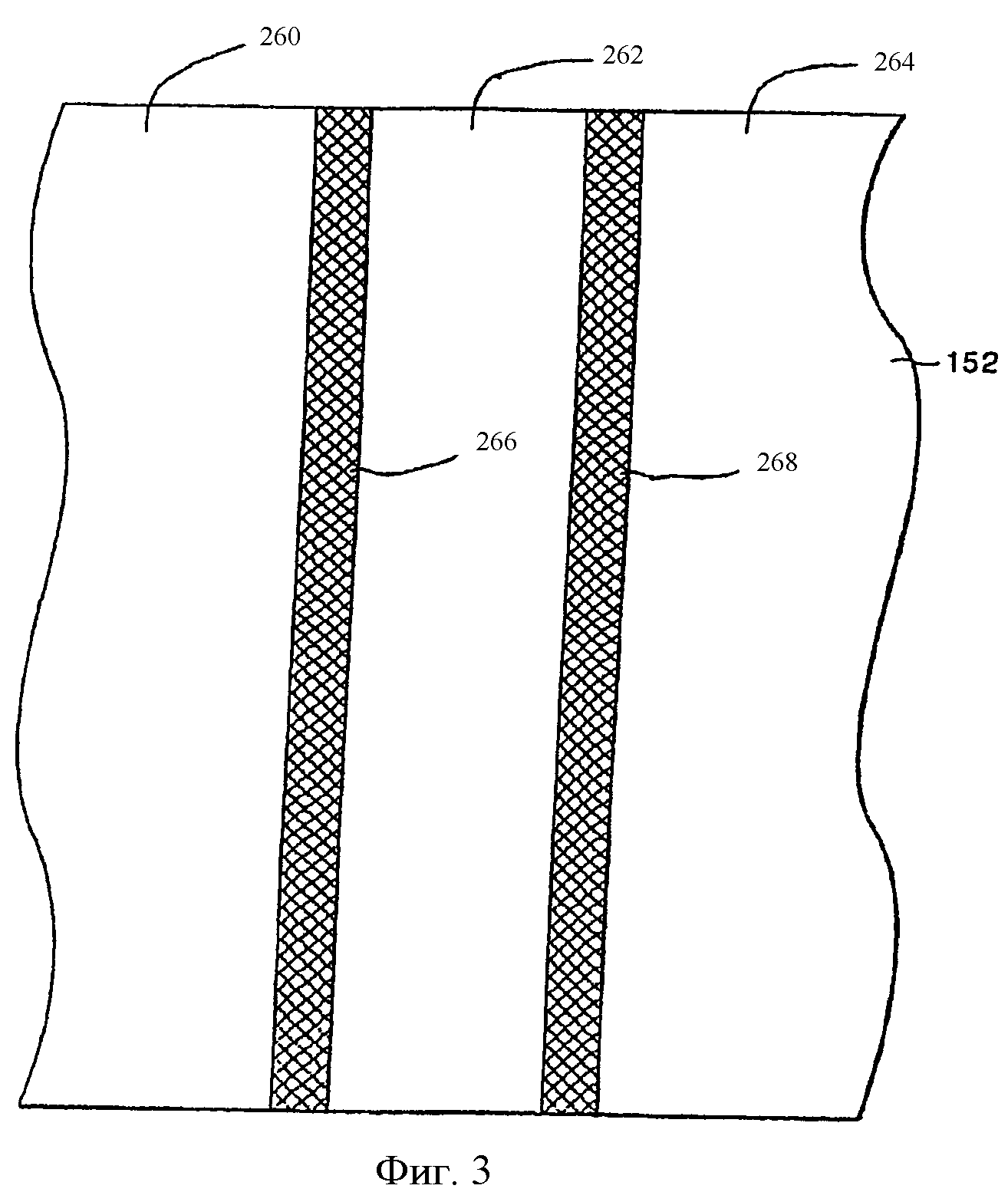
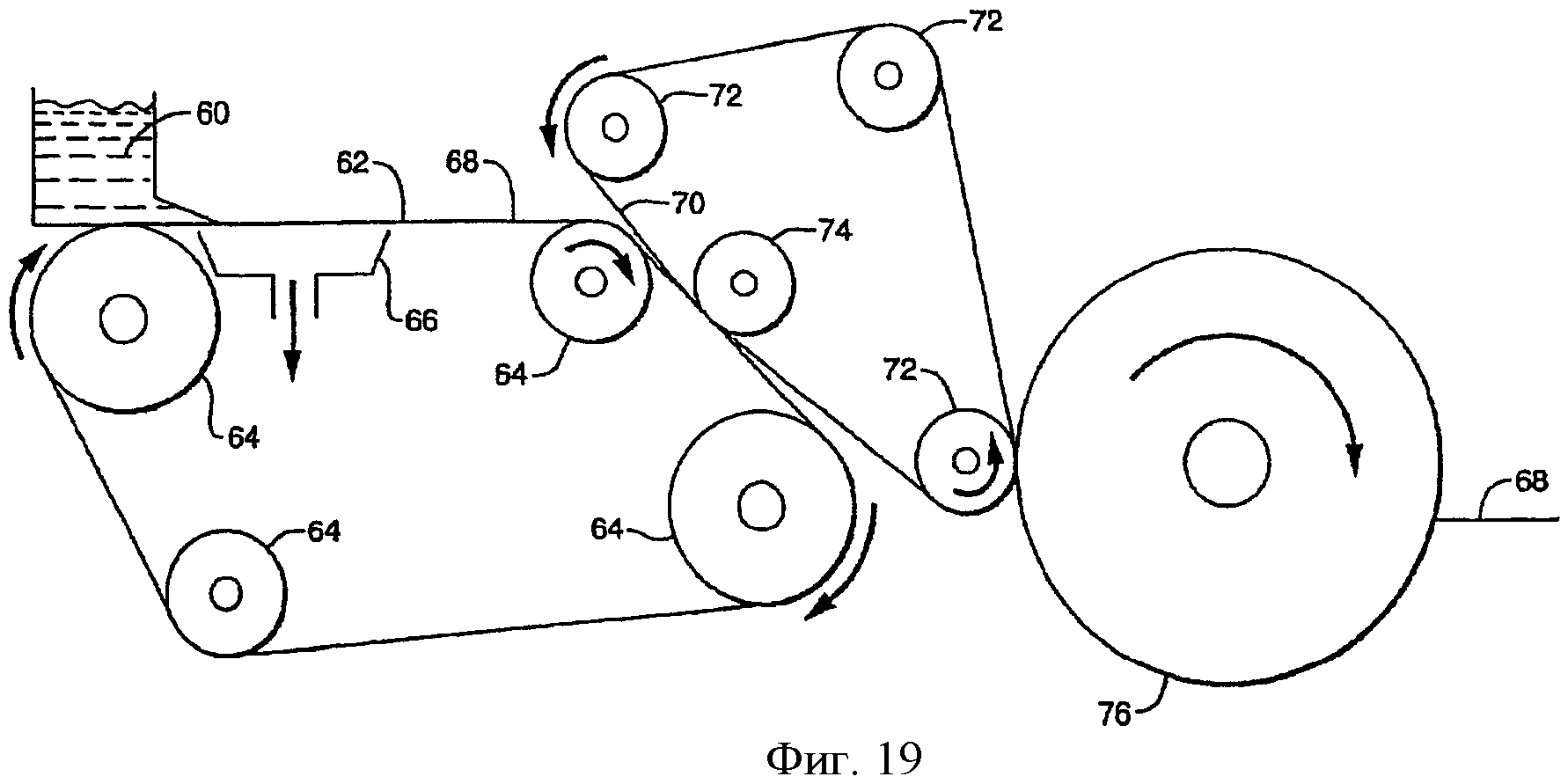
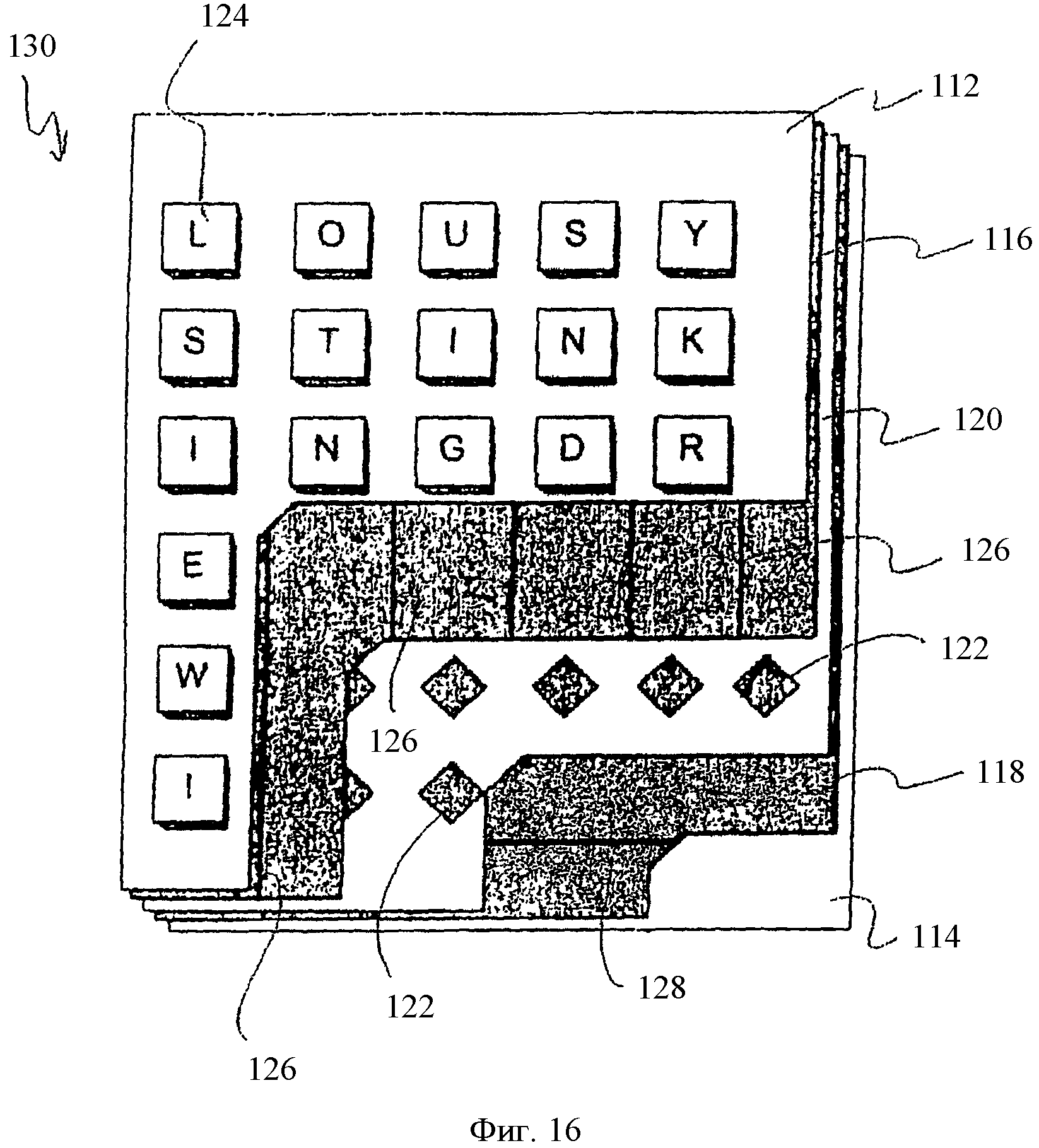
Электромеханическое выдачное устройство
Расширитель стомы
Принимающая анатомическую форму ушная заглушка для ослабления звука
Впитывающее изделие, имеющее функциональный и частично охватывающий пояс
Выдачное устройство для листового материала
Улучшенная трахеостомическая трубка с баллонной манжетой
Впитывающее изделие для личного ношения с язычком для утилизации
Средство защиты органов слуха, не имеющее оголовья, и способ защиты органов слуха
Одноразовые впитывающие изделия, имеющие гендерно специфические удерживающие клапаны
Впитывающее изделие для личного ношения с язычком для регулирования пояса
Электромеханическое выдачное устройство
Расширитель стомы
Принимающая анатомическую форму ушная заглушка для ослабления звука
Впитывающее изделие, имеющее функциональный и частично охватывающий пояс
Выдачное устройство для листового материала
Улучшенная трахеостомическая трубка с баллонной манжетой
Впитывающее изделие для личного ношения с язычком для утилизации
Средство защиты органов слуха, не имеющее оголовья, и способ защиты органов слуха
Одноразовые впитывающие изделия, имеющие гендерно специфические удерживающие клапаны
Впитывающее изделие для личного ношения с язычком для регулирования пояса

