Результат интеллектуальной деятельности: ВАКУУМНАЯ ДУГОВАЯ ГАРНИСАЖНАЯ ПЕЧЬ
Вид РИД
Изобретение
Изобретение относится к электрометаллургии, в частности к конструкции вакуумных дуговых гарнисажных печей, и может быть использовано для выплавки слитков из тугоплавких высокореакционных металлов и сплавов, преимущественно титановых, применяемых в аэрокосмической технике и судостроении.
Известна вакуумная дуговая гарнисажная печь, содержащая вакуумную водоохлаждаемую камеру, электрододержатель, расходуемый электрод-гарнисаж, кристаллизатор, водоохлаждаемый тигель с закладным стержнем и закладной задней стенкой с контрольными термопарами, выполненной из того же металла, что и переплавляемый металл (патент РФ №2194780, 2002 г.). В конструкции печи кристаллизатор представляет собой толстостенную стальную трубу, с пристыкованным снизу отъемным поддоном. После кристаллизации жидкого расплава в кристаллизаторе и тигле, а затем остывания горячего металла вакуумная камера печи раскрывается для выгрузки гарнисажа и слитка. В работе на каждой печи используются два кристаллизатора: один - в печи на плавке, второй охлаждается на стенде. В целях предотвращения интенсивного насыщения поверхностей слитка и гарнисажа кислородом и азотом, содержащимися в атмосфере, температура поверхности слитка и гарнисажа при разгерметизации печи не должна превышать 400°С. Данное условие обеспечивается путем отвода тепла сначала от расплава, а затем от разогретого слитка к массивным стенкам кристаллизатора. Для обеспечения при выгрузке печи требуемой температуры поверхности слитка 400°С при массе слитка 4 тонны, масса кристаллизатора должна составлять около 28 тонн, т.е. соотношение массы слитого металла к массе кристаллизатора составляет 1:7. Необходимость увеличения толщины стенок кристаллизатора приводит к его значительному удорожанию, а кроме того, приводит к ограничению его ресурса по количеству сливов. Температурный градиент, возникающий при контакте с расплавом в момент каждого слива, вызывает накопление пластических деформаций на внутренней поверхности кристаллизатора, возникновению трещин, что снижает ресурс кристаллизатора. Кроме того, печь имеет низкую производительность из-за длительного охлаждения отлитого слитка в неохлаждаемый кристаллизатор.
Известна конструкция вакуумной дуговой гарнисажной печи, содержащей вакуумную водоохлаждаемую камеру, электрододержатель, расходуемый электрод-гарнисаж и разборный кристаллизатор, состоящий из боковой цилиндрической втулки, поддона и подвески (Патент РФ №2283355, 2006 г.) - прототип. В известной печи боковая поверхность кристаллизатора выполнена из двух разъемных плит с внутренними герметическими водоохлаждаемыми каналами, которые последовательно соединены между собой и посредством трубопровода и арматуры подключены к системе водооборота, при этом на верхний торец кристаллизатора установлена воронка с закрепленными на ней стержнями, выполненными из материала, аналогичного выплавляемому сплаву, причем концы стержней выполнены с проточками и расположены ниже верхнего торца формируемого слитка. Недостатком прототипа является неэффективное охлаждения слитка из-за недостаточного охлаждения стенок кристаллизатора, приводящего к возникновению пленочного режима кипения воды в каналах, запиранию канала паром, перегреву локальных участков и короблению кристаллизатора. Для эффективного охлаждения стенки кристаллизатора, контактирующей с расплавом, требуется равномерное омывание водой с большой скоростью и своевременный отвод пузырьков пара. Кроме того, после охлаждения поверхности слитка в печи до 400°С производится выгрузка кристаллизатора из печи с необходимостью отстыковки принудительного водяного охлаждения. При этом значение теплового потока из слитка к конструкции кристаллизатора еще весьма велико. При отсутствии охлаждения неметаллические элементы, такие как вакуумные уплотнения, выходят из строя из-за перегрева, а металлические части будут подвержены короблению с резким уменьшением ресурса. Запаса охлаждающей воды во внутренней полости недостаточно для охлаждения всей массы слитка до приемлемой температуры (не более 100-150°С).
Задачей, на решение которой направлено изобретение, является повышение эффективности использования плавильного оборудования за повышения его производительности и снижения затрат на его эксплуатацию.
Техническими результатами, достигаемыми при осуществлении изобретения, являются создание направленного движения жидкости в процессе охлаждения слитка, уменьшение длительности охлаждения отливаемого слитка, повышение ресурса кристаллизатора, а также возможность использования в рабочем цикле гарнисажной печи одного кристаллизатора за счет обеспечения безопасной для работы температуры наружной поверхности кристаллизатора непосредственно после выгрузки ее из печи.
Указанная цель достигается тем, что в вакуумной дуговой гарнисажной печи, содержащей вакуумную водоохлаждаемую камеру, электрододержатель, плавильный тигель, расходуемый электрод-гарнисаж и кристаллизатор, согласно изобретению печь содержит съемный водоохлаждаемый кристаллизатор, во втулке которого выполнены наружная и внутренняя коаксиальные кольцевые камеры охлаждения, при этом во внутренней кольцевой камере охлаждения, соединенной в нижней части с подводящим каналом, установлена спираль с возможностью циркуляции охлаждающей жидкости по восходящей винтовой траектории и переливом ее через верхний торец камеры в наружную камеру охлаждения, причем в верхней части наружной камеры охлаждения выполнен вертикальный сливной канал, а в нижней части наружной камеры охлаждения выполнен перепускной канал, соединяющий ее с внутренней камерой охлаждения.
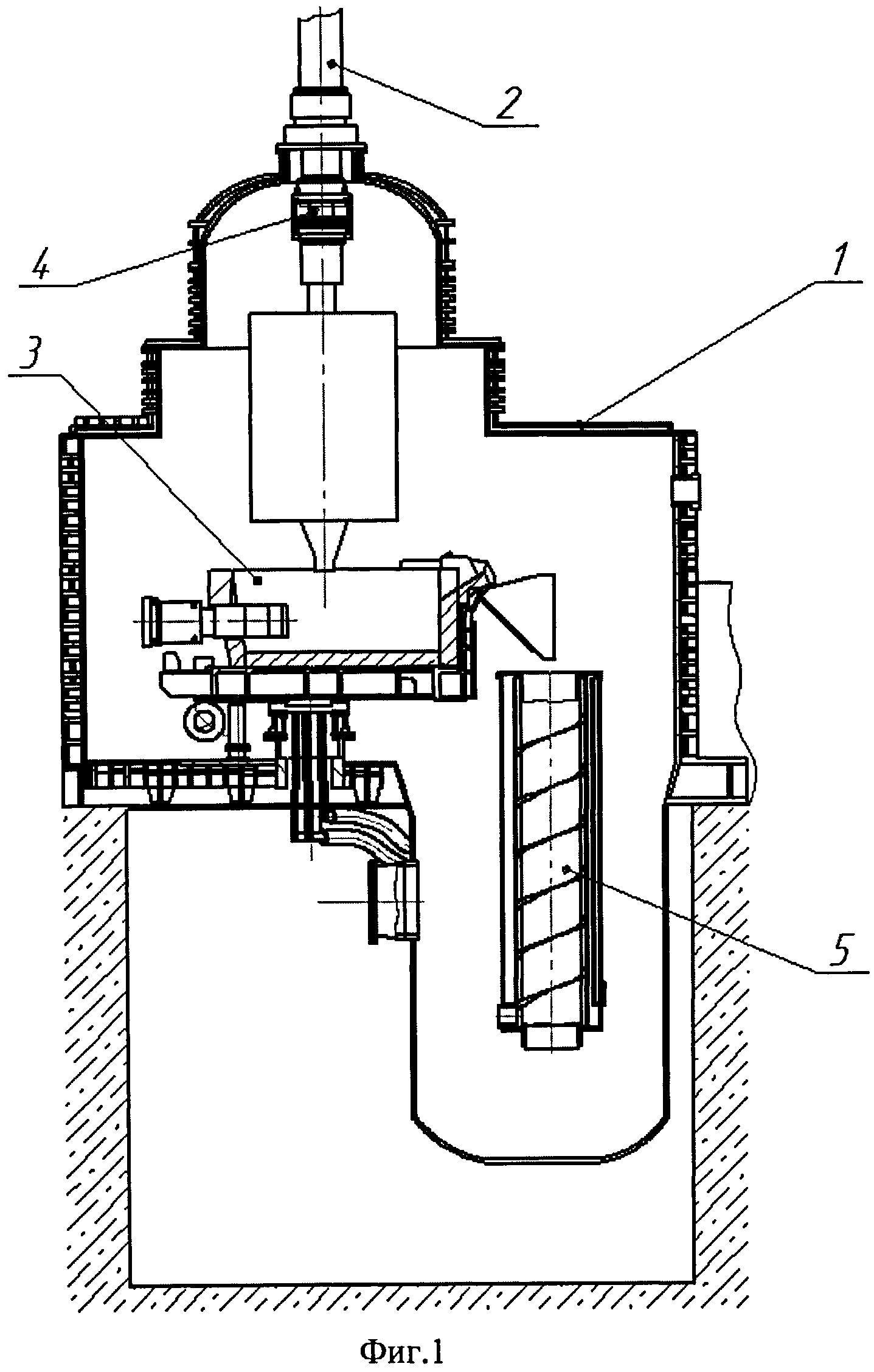
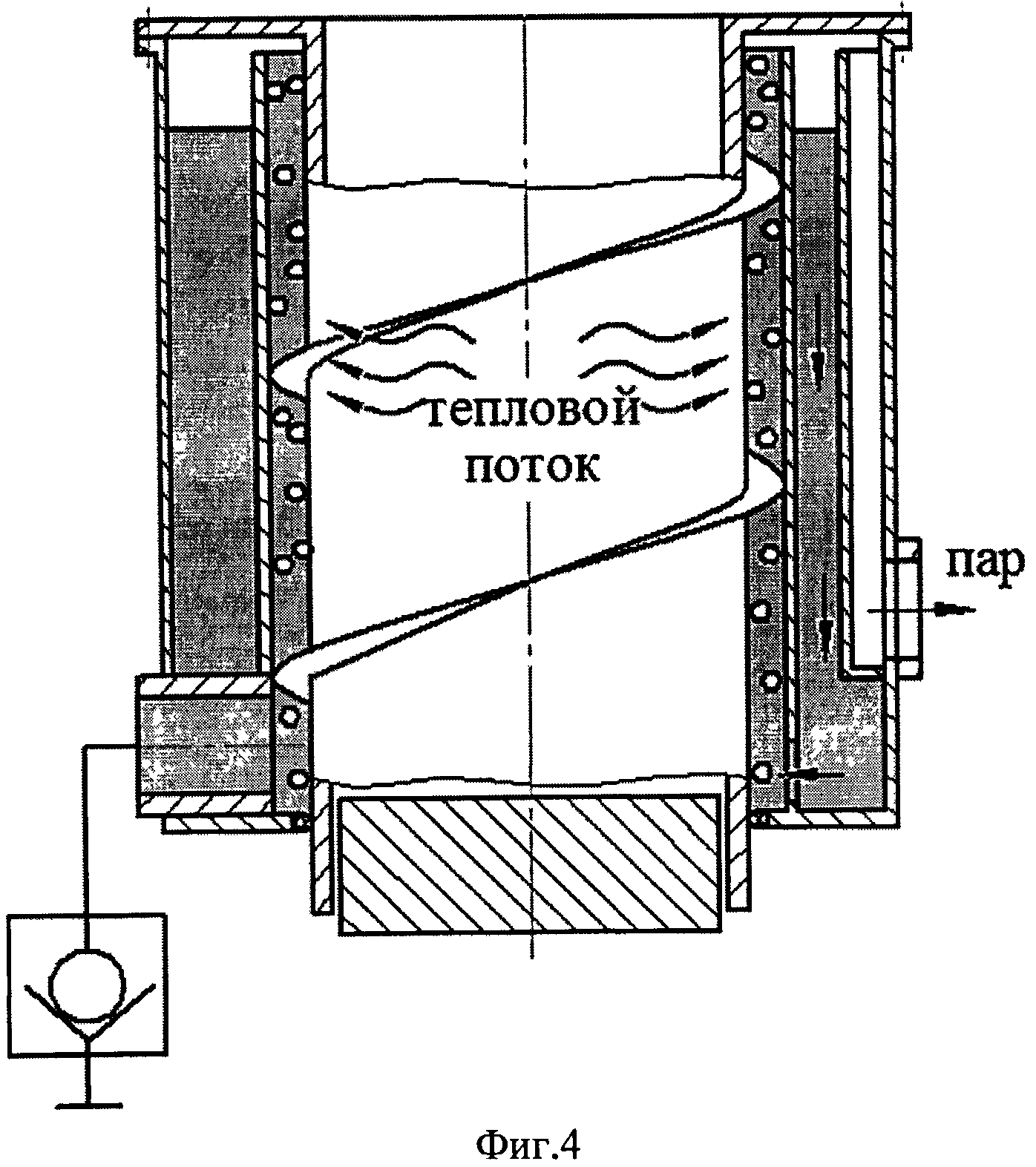
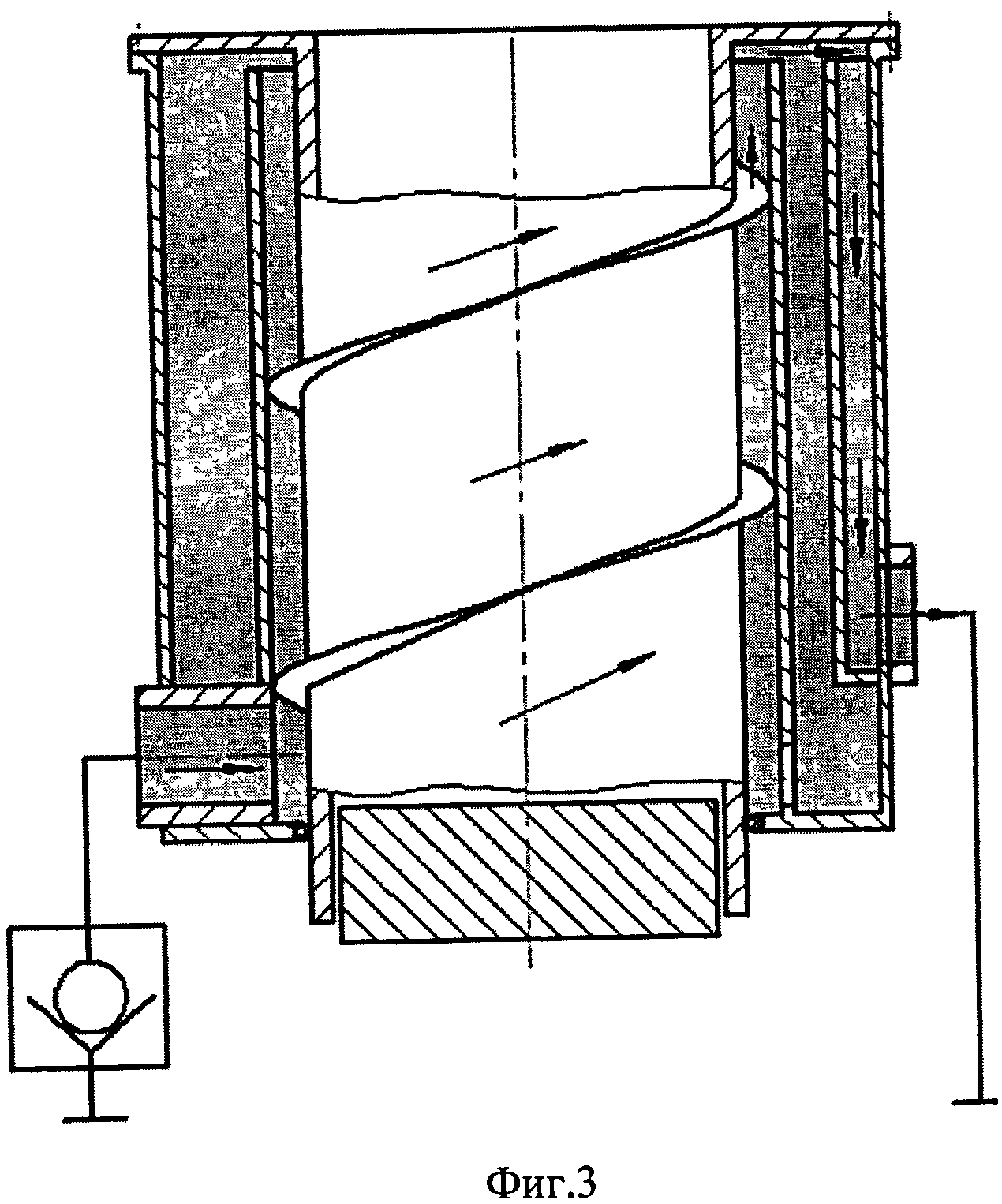
Сущность предлагаемого изобретения поясняется чертежами. На фиг.1 представлена вакуумная дуговая гарнисажная печь в разрезе вдоль оси тигля. На фиг.2 изображен кристаллизатор в разрезе и вид по А-А. На фиг.3 показана схема циркуляции охлаждающей воды при охлаждении слитка в печи, на фиг.4 приведена схема циркуляции в кристаллизаторе воды после его отстыковки от принудительного водяного охлаждения.
Печь состоит из вакуумной водоохлаждаемой камеры 1, электрододержателя 2, водоохлаждаемого плавильного тигля 3, механизма крепления электрода-гарнисажа 4, кристаллизатора 5. Кристаллизатор 5 состоит из поддона 6, цилиндрической внутренней стенки 7 с фланцем, рубашки охлаждения 8, содержащей наружную 9 и внутреннюю 10, коаксиально расположенные камеры охлаждения, входного 11 и выходного 12 фланцев для стыковки с системой подачи водяного охлаждения. Внутренняя камера охлаждения 10 содержит спиральный восходящий канал 13, а наружная камера охлаждения 9 содержит вертикально расположенный сливной канал 14, герметично соединенный с выходным фланцем 12. Наружная 9 и внутренняя 10 камеры охлаждения в нижней части имеют перепускной канал 15. В целях компенсации теплового линейного расширения внутренней части кристаллизатора 5 между ней и наружной стенкой рубашки охлаждения 8 установлено подвижное уплотнение 16. В верхней части кристаллизатора соединение внутренней стенки 7 и рубашки охлаждения 8 выполняется жестким по общему фланцу. Уплотнения выполняются в непосредственной близости от протока охлаждающей воды во избежание их перегрева и разгерметизации.
Работа печи осуществляется следующим образом.
В плавильный тигель укладывается шихта, на электрододержатель навешивается электрод-гарнисаж, изготовленный при предыдущих плавках. В камеру печи помещается кристаллизатор, который соединяется с системой водооборота. Между шихтой в тигле и электродом-гарнисажем зажигается электрическая дуга и производится плавка. После окончания плавки тигель наклоняют и сливают металл в кристаллизатор. В момент слива расплава кристаллизатор подключен к системе принудительной циркуляции охлаждающей воды насосом. При заполнении кристаллизатора металлическим расплавом вода подается через обратный клапан и входной фланец во внутреннюю камеру охлаждения, циркулирует по восходящему спиральному каналу и заполняет ее. Восходящий спиральный канал способствует созданию регулируемого движения воды во внутренней камере охлаждения, что позволяет осуществить отвод нагретой воды из внутренней камеры охлаждения и равномерное охлаждение всей поверхности стенки кристаллизатора. Одновременно с заполнением внутренней камеры охлаждения происходит частичное заполнение наружной полости снизу через перепускной канал. После полного заполнения внутренней камеры, переливаясь через верхний торец, вода заполняет наружную камеру охлаждения. Имеющийся в кристаллизаторе воздух полностью вытесняется через сливной канал. Также через сливной канал удаляется нагретая вода, таким образом, создается проточная система циркуляции. После остывания поверхности слитка в печи до 400°С производится выгрузка кристаллизатора из печи с отстыковкой водяного охлаждения от насосов. При этом вода из сливного канала сбрасывается через выходной фланец, который остается открытым, для сброса избыточного давления в атмосферу. Внутренняя и наружная камеры охлаждения кристаллизатора остаются заполненными водой за счет установленного на входной линии обратного клапана. Выгрузка кристаллизатора из печи занимает достаточно продолжительное время, т.к. включает в себя операции по расстыковке системы водоохлаждения, датчиков температуры и пр., а также работ с краном, имеющим небольшие скорости грузозахватных органов. За это время температура внутренней стенки кристаллизатора достигает значений выше температуры кипения воды. Во внутренней камере начинается кипение находящейся там воды. Образовавшийся пар поднимается по восходящему спиральному каналу в верхнюю часть камеры. Избыточное давление пара сбрасывается по пустому сливному каналу через открытый выходной фланец в атмосферу. При кипении во внутренней камере охлаждения плотность пароводяной среды становится значительно меньше плотности некипящей воды в наружной камере охлаждения, которая по принципу сообщающихся сосудов заполняет испарившийся объем воды через перепускной канал. При этом наружная камера охлаждения выполняет аккумулирующую функцию по отношению к внутренней камере. Таким образом, реализуется подпитка новыми порциями воды для охлаждения стенки кристаллизатора во внутренней камере охлаждения в течение необходимого времени.
Изменяя геометрические размеры спирального канала (площадь поперечного сечения и число витков спирали) и регулируя давление воды насосами, можно управлять скоростью и расходом охлаждающей воды для надежного охлаждения кристаллизатора, находящегося в печи, а изменяя объем наружной камеры охлаждения, можно регламентировать конвективное охлаждение стенки кристаллизатора во время выгрузки при отстыкованной системе принудительной циркуляции. Направление восходящей спирали обеспечивает надежный срыв и отведение пузырьков пара скоростным напором и действием Архимедовой силы при возникновении режима пузырькового кипения на стенке.
Таким образом, применение предлагаемого устройства позволяет снизить длительность охлаждения отливаемого слитка, повысить ресурс кристаллизатора, а также позволяет использовать в рабочем цикле гарнисажной печи только один кристаллизатор.
Вакуумная дуговая гарнисажная печь, содержащая вакуумную водоохлаждаемую камеру, электрододержатель, плавильный тигель и кристаллизатор, отличающаяся тем, что она содержит кристаллизатор, выполненный съемным, водоохлаждаемым, во втулке которого выполнены наружная и внутренняя коаксиальные кольцевые камеры охлаждения, при этом во внутренней кольцевой камере охлаждения кристаллизатора, соединенной в нижней части с подводящим каналом, установлена спираль с возможностью циркуляции охлаждающей жидкости по восходящей винтовой траектории и переливом ее через верхний торец камеры в наружную камеру охлаждения, причем в верхней части наружной камеры охлаждения выполнен вертикальный сливной канал, а в нижней части наружной камеры охлаждения выполнен перепускной канал, соединяющий ее с внутренней камерой охлаждения.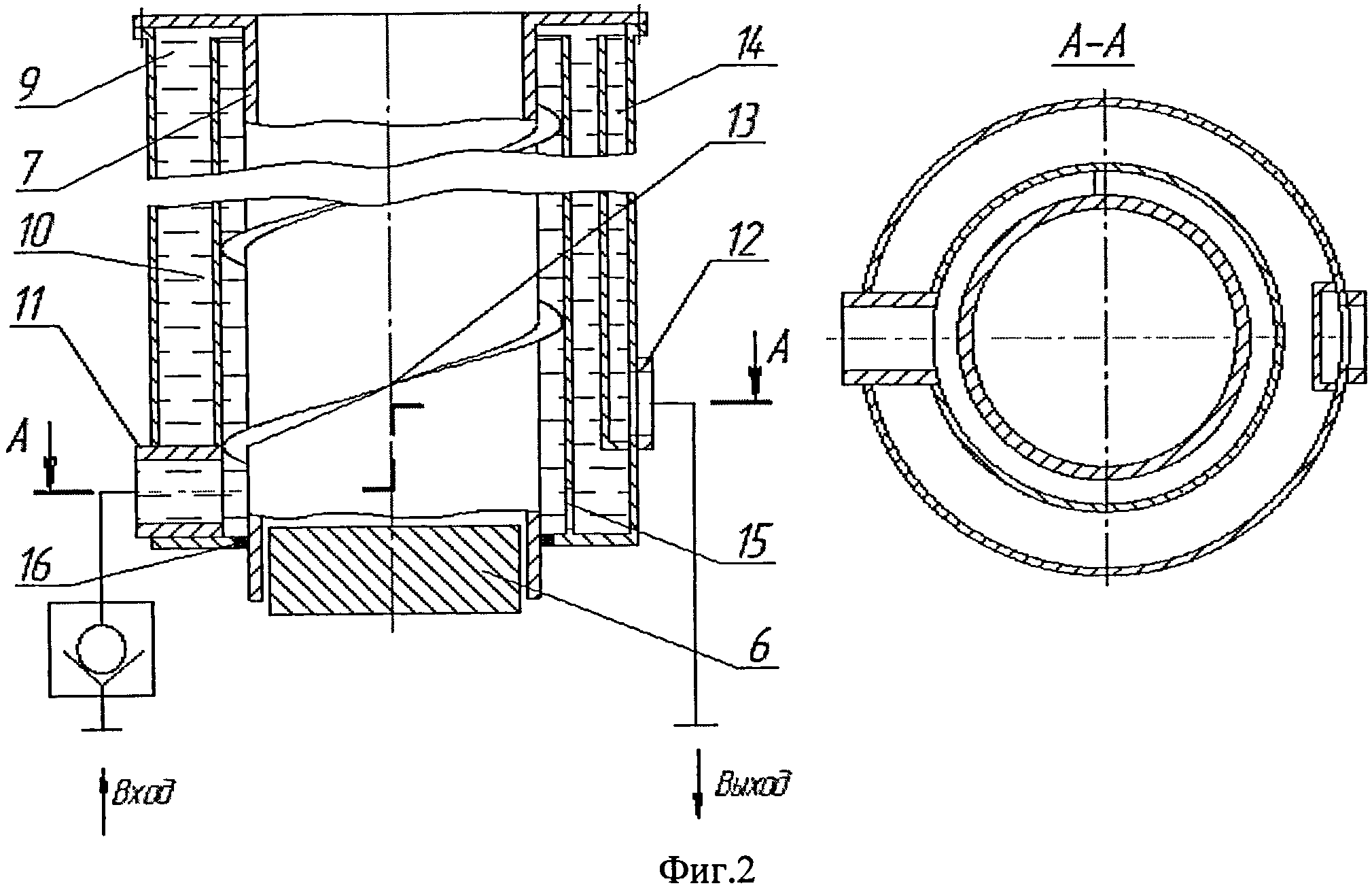
Разжимная оправка
Инструмент для компактирования шихтовых материалов
Способ изготовления тонких листов
Способ крип-отжига титанового листового проката
Способ управления электрической дугой при вакуумном дуговом переплаве
Способ производства прессованных изделий из алюминиевого сплава серии 6000
Способ изготовления холоднокатаных труб из альфа- и псевдо-альфа-сплавов на основе титана
Способ изготовления броневых листов из (альфа+бета)-титанового сплава и изделия из него
Способ изготовления тонких листов из двухфазного титанового сплава и изделие из этих листов
Способ изготовления крупногабаритных слитков прямоугольного сечения из высокопрочных алюминиевых сплавов системы al-zn-mg-cu-zr
Разжимная оправка
Инструмент для компактирования шихтовых материалов
Способ изготовления тонких листов
Способ крип-отжига титанового листового проката
Способ управления электрической дугой при вакуумном дуговом переплаве
Способ производства прессованных изделий из алюминиевого сплава серии 6000
Способ изготовления холоднокатаных труб из альфа- и псевдо-альфа-сплавов на основе титана
Способ изготовления броневых листов из (альфа+бета)-титанового сплава и изделия из него
Способ изготовления тонких листов из двухфазного титанового сплава и изделие из этих листов
Способ изготовления крупногабаритных слитков прямоугольного сечения из высокопрочных алюминиевых сплавов системы al-zn-mg-cu-zr

