Результат интеллектуальной деятельности: СТЫКОВОЧНОЕ СОЕДИНЕНИЕ ПАНЕЛЕЙ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА
Вид РИД
Изобретение
Изобретение относится к области изготовления конструкций, содержащих стыковочные соединения панелей из полимерного композиционного материала (ПКМ), и может быть использовано при стыковке габаритных деталей самолета из ПКМ (кессонов крыла, стабилизатора).
Известно стыковочное устройство между передним креплением и двумя боковыми кессонами горизонтального стабилизатора самолета, состоящее из переднего крепления, передней соединительной пластинки, верхней соединительной пластинки, нижней соединительной пластинки и «реберной» соединительной детали (патент US №2010/0127127 A1, кл. B64C 1/06, 2009 г.).
Недостатком данного изобретения является то, что из-за большого количества крепежа в конструкции имеет место двукратный коэффициент неравномерности распределения усилий по болтам. Плохая работа ПКМ на смятие приводит к увеличению толщины обшивки, по сравнению с металлической. Большое количество применяемого механического крепежа заметно влияет на общий вес конструкции.
Однако, гораздо важнее то, что надежность такого стыка в очень большой мере зависит от концентрации напряжений вокруг отверстий, которая резко возрастает при наличии неровностей, задиров и расслоений, связанных с разделкой отверстий, что резко снижает работу соединения на смятие. Избежать их затруднительно ввиду сложности качественного сверления отверстий в ПКМ. Это тем более опасно, когда их количество исчисляется сотнями, а для возникновения проблемы достаточно одного некачественно выполненного отверстия.
Наиболее близким, принятым за прототип, является соединение подкрепляющего элемента с деталью из слоистого материала самолета (EP 1099537, кл. B29C 70/24, 1999 г.).
Согласно патенту соединение подкрепляющего элемента с верхней или нижней поверхностью детали из слоистого пластика (далее - слоистой детали) осуществляется с помощью внедренных внутрь них крепежных игольчатых элементов, которые предотвращают отделение подкрепляющего элемента от слоистой детали.
Слоистой деталью может быть обшивка самолета.
Внедренные внутрь подкрепляющего элемента крепежные игольчатые элементы остаются в установленном положении.
Внедренные крепежные игольчатые элементы могут проходить подкрепляющий элемент насквозь.
Внедренные внутрь подкрепляющего элемента крепежные игольчатые элементы могут быть выполнены в виде штифтов или прошивных элементов.
Штифты или прошивные элементы могут быть внедрены в подкрепляющий элемент и в слоистую деталь практически перпендикулярно плоскости слоистой детали.
Штифты или прошивные элементы могут проходить в слоистой детали только через те слои, которые испытывают отслаивающую нагрузку.
Подкрепляющий элемент может быть установлен на слоистой детали после процесса ее выкладки и формования.
Подкрепляющий элемент может представлять собой конструктивный элемент, способный воспринимать нагрузку, или слоистый материал в виде преформы.
Между подкрепляющим элементом и слоистой деталью по их кромкам или в зоне между кромками может быть использован клей или соединительный слой.
Внедренные внутрь подкрепляющего элемента крепежные игольчатые элементы могут проходить внутрь клея или соединительного слоя.
Подкрепляющий элемент, соединяемый со слоистой деталью, может быть выполнен в виде простой накладки, составной накладки или тавра.
Данное соединение может быть использовано для установки подкрепляющего элемента на слоистой детали самолета, которая может быть выполнена из армированного слоистого материала.
Использование указанного соединения при стыковке габаритных деталей из ПКМ (кессонов крыла, стабилизатора) будет иметь следующие недостатки:
- в случае внедрения крепежных элементов в неотформованные детали из ПКМ требуется сложная, крупногабаритная и энергоемкая обогреваемая оснастка, необходимая для обеспечения требуемой геометрии и окончательного одновременного формования обеих соединяемых деталей из ПКМ и образование соединения;
в случае внедрения игольчатых крепежных элементов в отформованные детали из ПКМ требуется сверление в них отверстий с перерезанием волокон наполнителя из ПКМ, которое приведет к снижению несущей способности соединения;
- после создания соединения невозможно выполнить замену одной из соединенных деталей (имеющей дефекты), поскольку соединение является неразъемным, так как внедренные игольчатые крепежные элементы находятся полностью внутри соединенных деталей, и отсутствует доступ к их извлечению.
Задачей изобретения является разработка конструкции стыковочного соединения панелей из полимерного композиционного материала, которое обеспечило бы простое изготовление собираемых элементов конструкции, быструю их сборку и разборку, эффективную передачу усилий через сопрягаемые элементы, высокую несущую способность и низкую массу, а также повышение порога работы соединения на смятие.
Поставленная задача достигается тем, что в стыковочном соединении панелей из полимерного композиционного материала, содержащем две соединяемые панели, каждая из которых включает обшивку и элементы жесткости, при этом первая и вторая панели соединены так, что их концы находятся в непосредственной близости друг к другу и образуют линию стыка, элементы жесткости первой панели расположены напротив элементов жесткости второй панели, первую и вторую панели частично перекрывает композитная стыковая накладка, одна из сторон которой соединена с первой панелью, а другая сторона - со второй панелью, композитная стыковая накладка частично перекрывает концы элементов жесткости первой и второй панелей, согласно предлагаемому изобретению, стыковочное соединение дополнительно содержит жестко пристыкованные к композитной стыковой накладке и двум панелям три металлические пластины, установленные в зонах стыка композитной стыковой накладки с панелями, по размерам и форме соответствующие сопрягаемым зонам панелей, площадь большей металлической пластины соответствует площади композитной стыковой накладки и равна сумме двух меньших металлических пластин, закреплённых на панелях, на одной из поверхностей металлических пластин имеются жестко закреплённые металлические иглы, внедрённые в панели, в металлических пластинах установлены металлические втулки высотой, равной суммарной толщине соединенных металлических пластин, при этом металлические пластины гладкими поверхностями прижаты друг к другу, состыкованы и стянуты с помощью болтов, проходящих через отверстия, выполненные в соединяемых панелях, и металлические втулки, установленные в металлических пластинах.
Металлические пластины могут состоять из отдельных сборных секций.
На поверхности металлических пластин, на которых жестко закреплены металлические иглы, могут иметься зоны, свободные от металлических игл.
В соединяемых панелях и композитной стыковой накладке могут быть установлены дополнительные металлические втулки, расположенные над и под металлическими втулками, установленными в металлических пластинах, и имеющие внутренний диаметр, совпадающий с внутренним диаметром этих втулок, а наружный диаметр - меньший наружного диаметра этих втулок.
По всей толщине пакета соединения панелей могут быть выполнены сквозные отверстия, в которые установлены металлические втулки с болтами, стягивающими этот пакет.
Дополнительные металлические втулки, установленные в соединяемых панелях, могут быть соединены с панелями и композитной стыковой накладкой посредством клея.
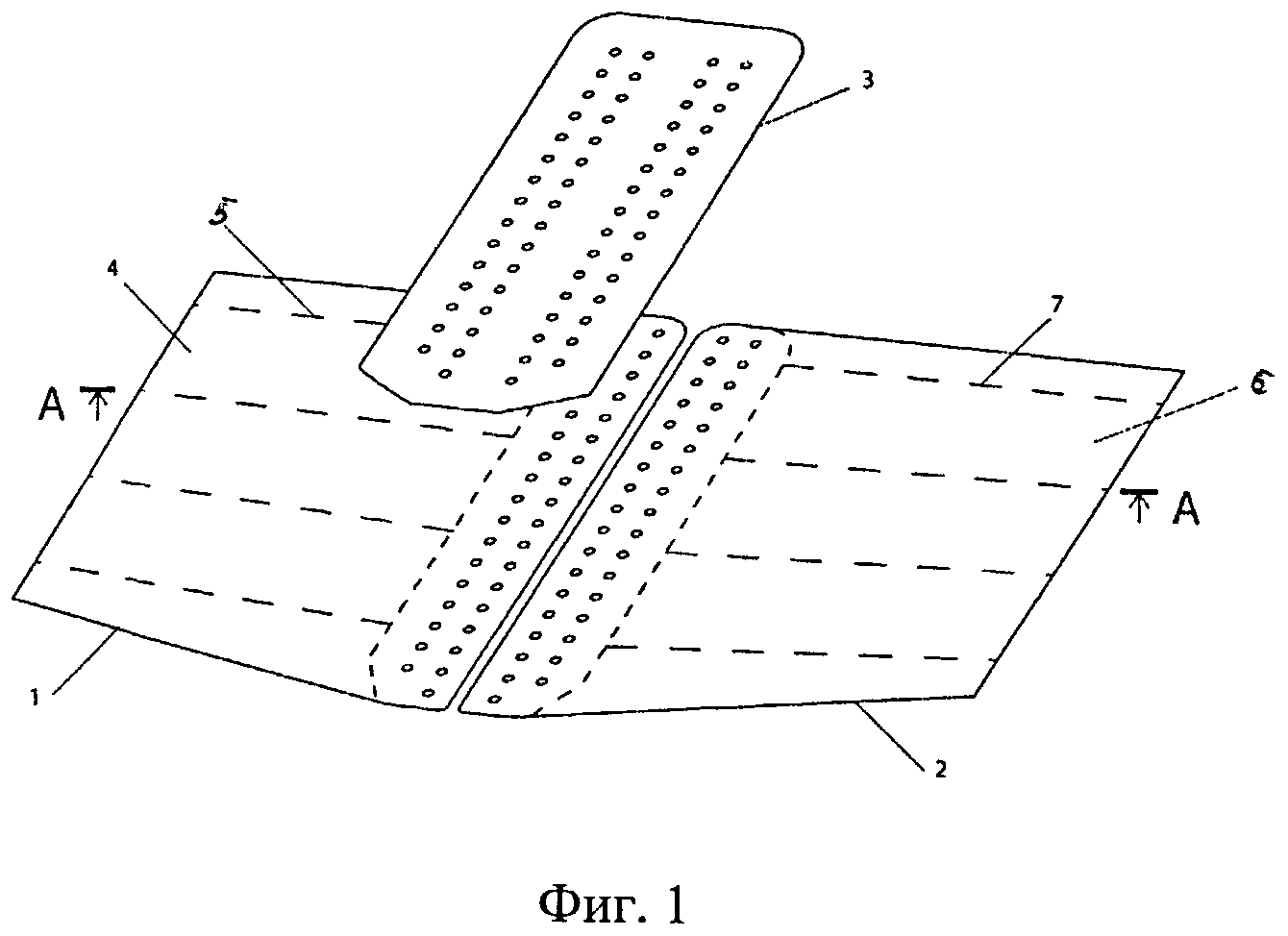
На фиг.1 - типовой сборный стык панелированных конструкций самолета через накладку (разобранное состояние).
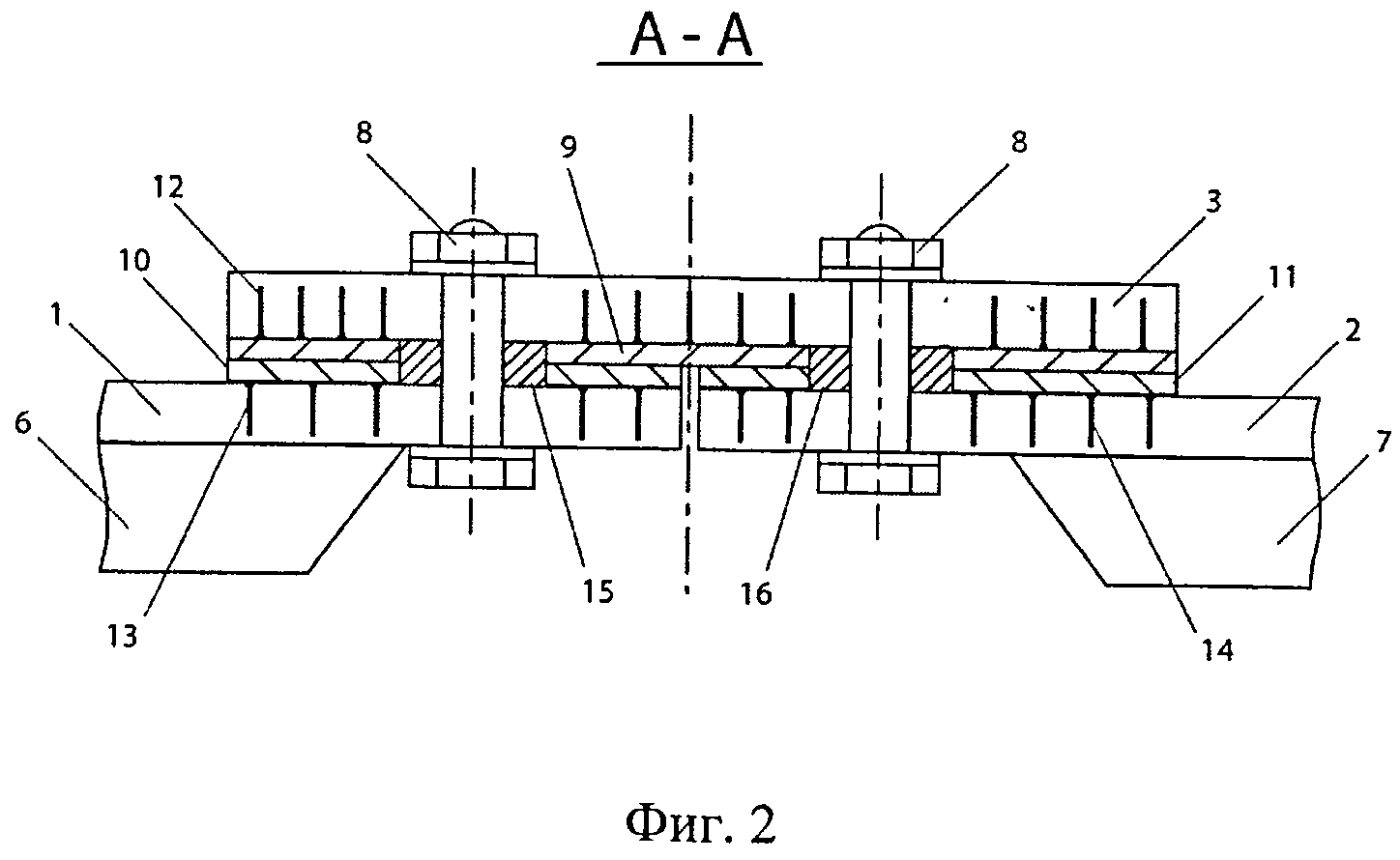
На фиг.2 - схема металлокомпозитного игольчатого стыка, усиленного втулками (сечение).
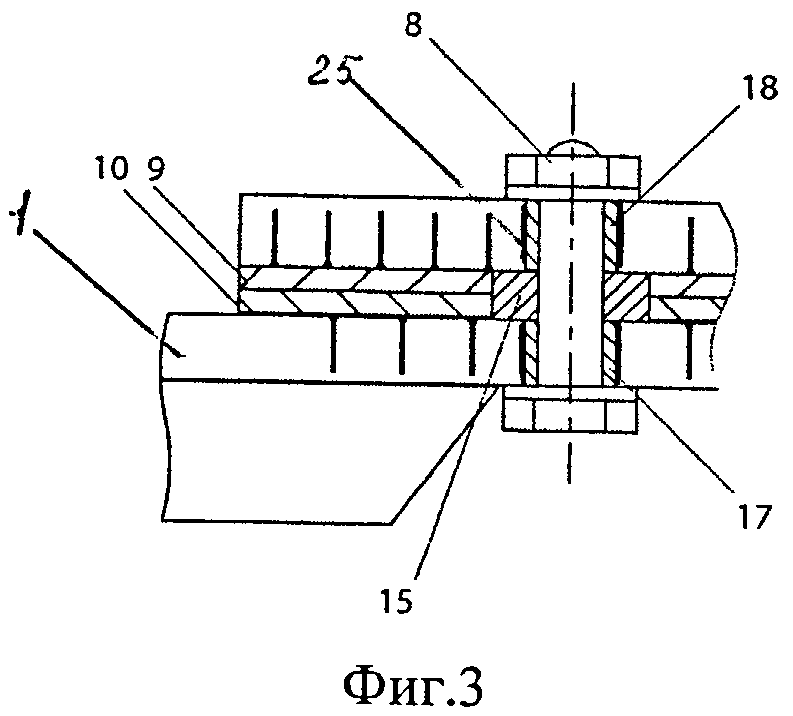
На фиг.3 - схема металлокомпозитного игольчатого стыка, усиленного втулками, варианты (сечение).
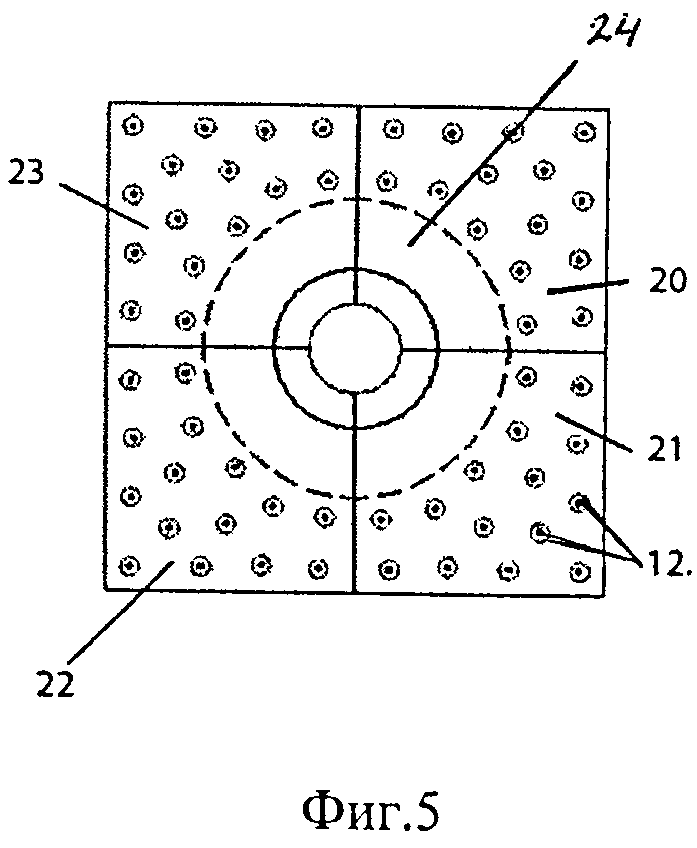
На фиг. 4 - схема металлокомпозитного игольчатого стыка, усиленного втулками, варианты (сечение).
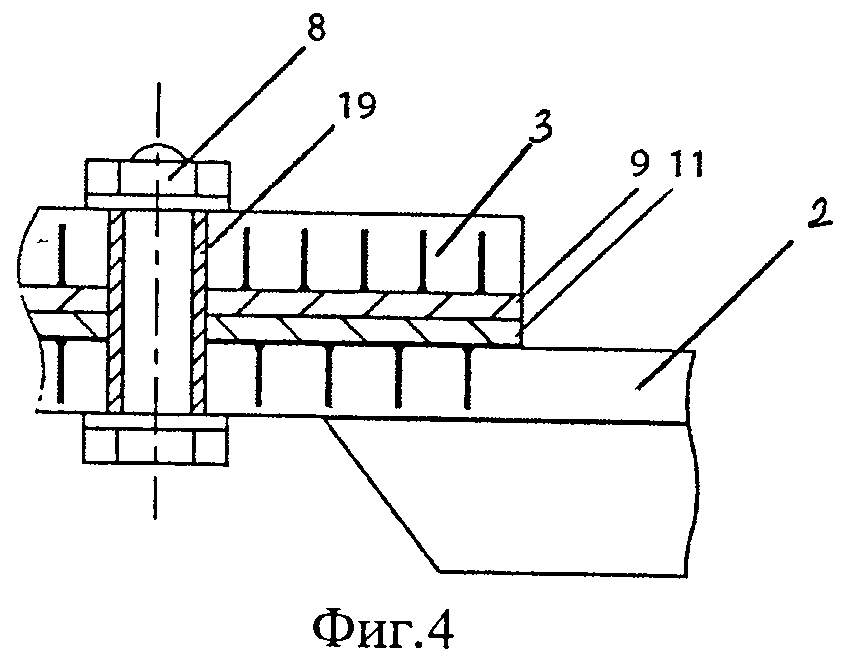
На фиг. 5 - схема расположения иголок в стыке в зоне крепежа.
Наличие металлических пластин и металлических втулок позволяет повысить прочность стыковочного соединения на смятие и сдвиг, а также снизить концентрацию напряжений на границах отверстий под болты. Это позволяет уменьшить количество применяемого крепежа и, соответственно, снизить габариты, сложность, трудоемкость изготовления и массу стыковочного соединения.
Наличие игольчатых крепежных элементов позволяет повысить прочность соединения между деталями из ПКМ (двумя панелями и композитной стыковой накладкой) и металлическими пластинами на смятие и сдвиг, а также снизить концентрацию напряжений на границах отверстий под игольчатые крепежные элементы. Это позволяет обеспечить равномерное распределение нагрузки между деталями из ПКМ и присоединенными к ним металлическими пластинами, а также снизить габариты и массу стыковочного соединения.
Наличие металлических пластин в виде нескольких блоков или секций позволяет упростить процесс сборки стыковочного соединения при больших габаритах или поверхностях с большой кривизной соединяемых деталей.
Наличие свободных зон на поверхности металлических пластин, на которых жестко закреплены металлические иглы, предназначены для сверления в этих зонах дополнительных отверстий под дополнительные металлические втулки.
Установка дополнительных металлических втулок в соединяемых панелях и композитной стыковой накладке позволяет дополнительно повысить прочность стыковочного соединения на смятие и сдвиг, а также снизить концентрацию напряжений на границах отверстий под болты.
Для еще большего повышения прочности стыковочного соединения на смятие и на сдвиг дополнительные металлические втулки могут быть соединены с панелями и композитной стыковой накладкой с помощью клея.
Наличие по всей толщине пакета стыковочного соединения панелей дополнительных сквозных отверстий, в которые установлены стягивающие этот пакет металлические втулки с болтами, позволяет повысить стабильность осевой затяжки болтов, стягивающих прижатые гладкими поверхностями друг к другу металлические пластины, и снизить концентрацию напряжений на границах отверстий под эти болты, а также повысить прочность стыковочного соединения на смятие и сдвиг.
Предлагаемая конструкция стыковочного соединения панелей из ПКМ позволяет многократно производить разборку и повторную сборку стыковочного соединения при необходимости проведения замены разрушенных деталей из ПКМ (панелей, композитной стыковой накладки) с присоединенными к ним металлическими пластинами.
Стыковочное соединение панелей из ПКМ содержит две стыкуемые панели 1, 2 и композитную стыковую накладку 3. Панель 1 состоит из обшивки 4 и элементов жесткости 5, панель 2 состоит из обшивки 6 и элементов жесткости 7. Концы панелей 1 и 2 находятся в непосредственной близости друг к другу и образуют линию стыка таким образом, что элементы жесткости 5 панели 1 расположены напротив элементов жесткости 7 панели 2. Панели 1 и 2 в зоне стыка частично перекрываются композитной стыковой накладкой 3, при этом одна из ее сторон соединена с панелью 1, а другая - с панелью 2. Композитная стыковая накладка 3 частично перекрывает концы элементов жесткости 5 и 7 панелей 1 и 2. Соединение композитной стыковой накладки 3 с панелями 1 и 2 выполнено с помощью болтов 8. С целью усиления панелей 1, 2 и стыковой накладки 3 в зоне их соединения к ним со стороны соприкасающихся поверхностей жестко присоединены металлические пластины 9, 10, 11 с помощью металлических игл 12, 13, 14, жестко закрепленных на одной из поверхностей металлических пластин 9, 10, 11. Для подкрепления стенок отверстий под болты 8 в металлических пластинах 9, 10, 11 установлены металлические втулки 15 и 16 высотой, равной суммарной толщине соответствующих соприкасающихся металлических пластин 9, 10 и 9, 11.
Для подкрепления стенок отверстий под болты 8 в панелях 1, 2 и композитной стыковой накладке 3 установлены дополнительные металлические втулки 17 и 18, расположенные над и под металлическими втулками 15 и 16, установленными в металлических пластинах 9, 10 и 11, и имеющие внутренний диаметр, совпадающий с внутренним диаметром этих втулок, а наружный диаметр - меньший диаметра этих втулок.
Для повышения стабильности осевой затяжки болтов 8 и подкрепления стенок отверстий в панелях 1, 2, композитной стыковой накладке 3 и металлических пластинах 9, 10, 11 по всей толщине пакета соединения панелей 1 и 2 выполнены сквозные отверстия, в которые установлены металлические втулки 19 высотой, равной суммарной толщине соединяемых деталей 2, 3, 9, 11, и болты 8.
При больших габаритах или поверхностях с большой кривизной соединяемых деталей металлические пластины 9, 10, 11 выполнены из отдельных сборных секций 20, 21, 22, 23.
На поверхности металлических пластин 9, 10, 11 и деталях из ПКМ 1, 2, 3 имеются зоны 24, свободные от металлических игл, предназначенные для сверления в этих зонах дополнительных отверстий под втулки 15, 16, 17, 18,19 и болты 8.
Для повышения прочности стыковочного соединения дополнительные металлические втулки 17 и 18 соединены с панелями и композитной стыковой накладкой 3 с помощью клея 25.
Стыковочное соединение панелей из ПКМ собирается в следующем порядке: к металлическим пластинам 9, 10, 11 со стороны их сопряжения с панелями из ПКМ 1, 2 и композитной стыковой накладкой 3 крепятся металлические иглы 12, 13, 14 пайкой, сваркой или запрессовкой в предварительно просверленные отверстия. После выкладки слоев ПКМ панелей 1, 2 и композитной стыковой накладки 3 в зоне будущего стыковочного соединения на них накладываются соответствующие им металлические пластины 9, 10, 11 с металлическими иглами 12, 13, 14, направленными внутрь слоев ПКМ. Внедрение игл 12 (13, 14) в ПКМ панелей 1, 2 и стыковую накладку 3 осуществляется путем приложения внешнего давления на гладкую поверхность металлической пластины 9 (10, 11). Аналогичным образом к панелям 1, 2 и композитной стыковой накладке 3 присоединяются пластины, состоящие из нескольких блоков или секций 20, 21, 22, 23. Далее проводится отверждение ПКМ панелей 1, 2 и композитной стыковой накладки 3 совместно с присоединенными к ним металлическими пластинами 9, 10, 11. После отверждения панели 1, 2 и композитную стыковую накладку 3 (с присоединенными к ним металлическими пластинами 9, 10, 11) устанавливают и фиксируют на сборочном стапеле таким образом, чтобы гладкие поверхности металлических пластин 9, 10, 11 панелей 1, 2 и композитной стыковой накладки 3 прижимались друг к другу. Далее в панелях 1, 2 и композитной стыковой накладке 3 в зоне стыковочного соединения в зонах 24, свободных от металлических игл 12, 13, 14, проводится совместное сверление отверстий для установки болтов 8. Затем панели 1, 2 отделяют от композитной стыковой накладки 3, после чего в каждой детали отверстия под болты рассверливаются до соответствующего диаметра под втулки 15, 16 (при необходимости под втулки 17, 18, 19). В полученные отверстия устанавливаются соответствующие втулки (при необходимости втулки 17, 18 устанавливаются в панели 1, 2 и композитную стыковую накладку 3 на клей 25). После установки втулок панели 1, 2 и композитную стыковую накладку 3 повторно устанавливают и фиксируют на сборочном стапеле и окончательно стягивают болтами 8. В случае необходимости замены какой-либо детали из ПКМ (например, в случае ее разрушения) стыковочное соединение может быть разобрано путем раскручивания болтов 8 и снятия втулок 15, 16 (17, 18, 19). При этом заменяется не только деталь из ПКМ, но и присоединенная к ней металлическая пластина.
Порядок сборки стыковочного соединения с новой деталью из ПКМ аналогичен описанному выше с той лишь разницей, что в оставшихся незамещенными деталях отверстия под болты 8 и втулки 15, 16 (17, 18, 19) будут являться направляющими для сверления соответствующих отверстий в новой детали.
Стыковочное соединение панелей из ПКМ работает следующим образом. Стыковочное соединение предназначено для передачи нагрузки с панели 1 на панель 2 через композитную стыковую накладку 3. Передача нагрузки с панели 1 на композитную стыковую накладку 3 происходит следующим образом: нагрузка, воспринимаемая панелью 1, распределяется частично на металлическую пластину 10 через металлические иглы 13 и частично непосредственно на болты 8 (через панели 1 на втулки 17 и клей 25 при их наличии). Далее через втулки 15 (17, 18, 19) и болты 8 нагрузка передается частично на металлическую пластину 9 композитной стыковой накладки 3 и частично непосредственно на композитную стыковую накладку 3 (через втулку 18 или 19, клей 25 при их наличии). Затем с металлической пластины 9 через металлические иглы 12 нагрузка полностью распределяется на композитную стыковую накладку 3. Аналогичным образом осуществляется передача нагрузки с композитной стыковой накладки 3 на панель 2.
Нагрузка между панелями 1, 2, композитной стыковой накладкой 3 и металлическими пластинами 9, 10, 11 перераспределяется прямо пропорционально площадям их поперечного сечения в зоне соединения и модулям продольной упругости материалов, из которых они изготовлены.
Стрингерная панель из композиционного слоистого материала
Кессон крыла из композиционного материала
Кессон крыла из композиционного материала
Каркас конструкции антенного рефлектора из полимерного композиционного материала
Способ оценки состояния железнодорожного пути с изолирующим стыком
Способ газолазерной резки крупногабаритных деталей из композиционных материалов и устройство для его осуществления
Полимерная композиция
Грунтовочная композиция
Способ адаптации рабочей части аэродинамической трубы для получения безындукционного обтекания моделей летательных аппаратов и устройство для его осуществления
Способ определения запасов устойчивости рулевого привода и устройство для его осуществления
Способ измерения температуры термопарами, измерительная информационная система для его осуществления и температурный переходник
Способ получения конъюгата нона-β-(1→3)-глюкозида с бычьим сывороточным альбумином скваратным методом
Износостойкий сплав на основе никеля для нанесения износо- и коррозионно-стойких покрытий на конструкционные элементы микроплазменным или сверхзвуковым газодинамическим напылением
Способ измерения температуры поверхности конструкции резистивным чувствительным элементом, устройство для его осуществления и способ изготовления устройства
Способ определения температурной характеристики резисторного чувствительного элемента, устройство для его осуществления и способ изготовления устройства

