Результат интеллектуальной деятельности: СПОСОБ КОНТРОЛЯ ПРОЧНОСТИ ЖЕЛЕЗОБЕТОННОГО ИЗДЕЛИЯ В УСЛОВИЯХ ЧИСТОГО ИЗГИБА
Вид РИД
Изобретение
Изобретение относится к методам неразрушающего контроля длительной стойкости железобетонного изделия в условиях чистого изгиба, и может быть использовано для определения максимальной неразрушающей (пороговой) нагрузки. Данное изобретение может быть использовано в строительстве: как перед эксплуатацией изделия, так и во время его эксплуатации.
Известен способ контроля прочности изделий из хрупкого материала с помощью акустической эмиссии [SU 879444, МПК G01N 29/04, опубл. 07.11.81]. Он заключается в том, что нагружают изделие, принимают сигналы акустической эмиссии (АЭ), по которым определяют величину напряжения, соответствующую пределу прочности материала.
Недостатком этого способа является деградация прочности из-за превышения неразрушающей (пороговой) нагрузки.
Наиболее близким по технической сущности к изобретению является способ [RU 2305281 C2, МПК G01N 29/14, опубл. 27.08.2007], заключающийся в том, что изделие циклически нагружают от нуля с постепенно возрастающей амплитудой до появления сигналов акустической эмиссии при разгружении и регистрируют максимальную нагрузку последних циклов, по которой судят о максимальной неразрушающей нагрузке, без превышения которой опасный дефект не развивается, а следовательно, нет деградации прочности. Максимальную нагрузку цикла увеличивают до появления акустической эмиссии перед окончанием разгружения, когда остается 20-10% от максимальной нагрузки проведенного цикла, и по среднему для максимальных нагрузок двух последних циклов судят о максимальной неразрушающей нагрузке изделия.
Недостатком прототипа является возможность использования его только в тех случаях, когда прочность изделия определяется развитием дефекта, который начал развиваться раньше остальных. Для изделий в условиях чистого изгиба дефект, который начал развиваться раньше остальных, не всегда приводит к разрушению изделия. То есть при использовании способа-прототипа происходит занижение максимальной неразрушающей нагрузки для изделий в условиях чистого изгиба.
Техническая задача изобретения - повышение точности определения максимальной неразрушающей нагрузки для изделий в условиях чистого изгиба.
Решение задачи достигают тем, что, как и в прототипе, изделие циклически нагружают от нуля с постепенно возрастающей амплитудой до появления сигналов акустической эмиссии перед окончанием разгружения. И по среднему для максимальных нагрузок двух последних циклов судят о максимальной неразрушающей нагрузке изделия. В отличие от прототипа, при появлении сигналов акустической эмиссии перед окончанием разгружения определяют координаты ее источника (дефекта), амплитуды и нагрузки возникновения сигналов, после чего продолжают циклическое нагружение с повышением амплитуды. После каждого разгружения определяют координаты новых источников сигналов акустической эмиссии, замеряют амплитуды и нагрузки возникновения сигналов. Прекращают нагружение при возрастании амплитуды и нагрузки возникновения сигналов акустической эмиссии хотя бы у одного источника.
Физическая сущность явления заключается в том, что у развивающегося при нагружении дефекта сигналы АЭ наблюдаются в начале разгружения и при его завершении. У дефекта, остановившегося в развитии, при окончании разгружения от цикла к циклу амплитуды и нагрузки возникновения сигналов акустической эмиссии уменьшаются, по-видимому, из-за притирания рельефа поверхностей в вершине дефекта, трение которых и вызывает акустическую эмиссию при окончании разгружения. У дефекта, остановившегося в своем развитии, но готовящегося к новому росту сдвигом, при окончании разгружения амплитуды и нагрузки возникновения сигналов акустической эмиссии (АЭ) увеличиваются из-за дополнительного смещения рельефа поверхностей микропластическими деформациями, предшествующими новому росту. В силу этого замер после каждого цикла для каждого из ранее определенных при разгружении источников сигналов АЭ их амплитуд и нагрузок возникновения дает возможность вовремя прекратить контроль, не доводя хотя бы один из дефектов до повторного развития, т.е. без деградации прочности изделия, но и без занижения максимальной неразрушающей нагрузки.
На фигуре приведена схема расположения акустических датчиков в частном случае реализации способа контроля прочности железобетонной балки и приняты следующие обозначения: 1 - балка; 2 - опоры; 3 - граничные датчики с выходом на один канал; 4, 5, 6 - датчики с двумя выходами на разные каналы; ⊕ - входы каналов акусто-эмиссионной системы; I, II, III - номера трещин в порядке их появления; L - нагрузка; R=L - реакция.
Способ осуществляется следующим образом. На торцы балки 1 перед первым нагружением устанавливают датчики 3, подключенные к акусто-эмиссионной системе. Настраивают каналы акусто-эмиссионной системы на "Ограничение зоны контроля" от посторонних сигналов, например, следующим образом. Инициируют АЭ, например, царапанием изделия у одного из датчиков 3, тогда канал акусто-эмиссионной системы определяет время прихода этого сигнала к другому датчику 3 (на границе), или время запаздывания. Это время запаздывания вводят в память канала и настраивают канал на автоматический сброс всех акустических сигналов, у которых разница времен прихода на граничные датчики 3 больше времени запаздывания. При этом канал автоматически выдает координату источника сигнала акустической эмиссии по прямой между граничными датчиками 3. Циклически нагружают балку 1 с постепенным увеличением нагрузки, располагая нагрузку, так же как и при эксплуатации балки в условиях чистого изгиба. При появлении сигналов акустической эмиссии (АЭ) перед окончанием разгружения определяют координаты дефекта. По определенным координатам источника I сигналов АЭ устанавливают дополнительные датчики 4 по разные стороны от источника с дополнительными каналами, подключенными к акусто-эмиссионной системе. Продолжают циклическое нагружение изделия с увеличением амплитуды, то есть максимальной нагрузки. Контролируют изменение сигналов АЭ перед окончанием разгружения раздельно в каждой зоне между датчиками 3-4 и 4-3 и определяют координаты новых развивающихся дефектов, например II, замеряют амплитуды и нагрузки возникновения этих сигналов АЭ, а также в зоне 4-4 от источника I замеряют амплитуды и нагрузки возникновения сигналов АЭ. По определенным координатам источника II сигналов АЭ устанавливают дополнительные датчики 5 по разные стороны от источника с дополнительными каналами, подключенными к акусто-эмиссионной системе. Продолжают циклическое нагружение изделия. Контролируют изменение сигналов АЭ перед окончанием разгружения раздельно в каждой зоне между датчиками 3-4; 4-5; 5-3 и определяют координаты развивающихся дефектов, например III, замеряют амплитуды и нагрузки возникновения этих сигналов АЭ, а также в зонах 4-4 и 5-5 от источника I и II замеряют амплитуды и нагрузки возникновения сигналов АЭ. По определенным координатам источника III сигналов АЭ устанавливают дополнительные датчики 6 по разные стороны от источника с дополнительными каналами, подключенными к акусто-эмиссионной системе. Продолжают циклическое нагружение изделия. Контролируют изменение сигналов АЭ перед окончанием разгружения раздельно в каждой зоне между датчиками 3-4; 4-6; 6-5; 5-3 и определяют координаты развивающихся дефектов, замеряют амплитуды и нагрузки возникновения этих сигналов АЭ, а также в зонах 4-4; 5-5; 6-6 от источника I, II и III замеряют амплитуды и нагрузки возникновения сигналов АЭ. Циклическое нагружение прекращают, если хотя бы для одного из определенных источников I, II, III сигналов АЭ перед окончанием разгружения нагрузка ее возникновения и амплитуда увеличивается. По среднему для максимальных нагрузок двух последних циклов судят о максимальной неразрушающей нагрузке изделия.
Рассмотрим пример реализации способа.
Для проверки способа из смеси портландцемента (1 весовая часть), песка (3 весовые части) и воды (0,5 весовой части), а также стальной проволоки диаметром 5 мм изготовили 20 железобетонных балок длиной 700 мм прямоугольного сечения с высотой h=60 мм и шириной 40 мм. Куски стальной проволоки (3 штуки) длиной 700 мм укладывали параллельно ребрам фермы-опалубки на расстоянии 5 мм от днища фермы. Распалубку проводили после 10 дней хранения заполненных ферм под водой при (20±4)°C. До начала испытаний все балки хранили во влажных опилках под полиэтиленом не менее 600 дней. Испытания каждой балки начинали с определения максимальной неразрушающей нагрузки в условиях чистого изгиба с l=250 мм (см. фигуру).
На торцы балки 1 перед первым нагружением устанавливали датчики 3, подключенные к акусто-эмиссионной системе для определения координаты дефекта, развивающегося первым. Настраивали каналы акусто-эмиссионной системы на "Ограничение зоны контроля". Для регистрации акустической эмиссии (АЭ) использовали шесть двухканальных приборов АФ-15 Кишиневского завода, что позволяло контролировать изменение развития трех первых дефектов. Изделие циклически нагружали, начав с максимальной нагрузки цикла 30 кгс и с повышением нагрузки от цикла к циклу на 3 кгс. Сигналы АЭ при разгружении отсутствовали, пока максимальная нагрузка цикла не превысила 96 кгс. При окончании разгружения с нагрузки в 99 кгс на 24 цикле были зарегистрированы сигналы АЭ, то есть первый дефект (I) начал свое развитие. По способу-прототипу по среднему для максимальных нагрузок двух последних 23 и 24 циклов получили максимальную неразрушаюшую нагрузку для изделия, равную 97,5 кгс. По заявленному способу координата первого дефекта по оси балки была определена и по данной координате были установлены датчики 4, подключенные к акусто-эмиссионной системе. Продолжали циклическое нагружение изделия, повышая нагрузку. Наблюдали за изменением амплитуды и нагрузки возникновения сигналов АЭ при окончании разгружения для первого дефекта: они не увеличивались. Второй источник АЭ при разгружении был зарегистрирован при максимальной нагрузке цикла, равной 144 кгс на 38 цикле. Была определена координата второго дефекта и по ней были установлены датчики 5. Развитие третьего дефекта было зарегистрировано при максимальной нагрузке цикла, равной 153 кгс на 41 цикле. Определив координату третьего дефекта, по ней установили датчики 6, подключенные к акусто-эмиссионной системе. Продолжали циклическое нагружение балки. Наблюдали за изменением амплитуды и нагрузки возникновения сигналов АЭ при окончании разгружения для каждого из ранее определенных источников АЭ: они не увеличивались. При нагрузке цикла, равной 231 кгс на 67 цикле у второго дефекта (II), начали возрастать амплитуды сигналов акустической эмиссии и нагрузка ее возникновения. Значит, дефект готов продолжать свое развитие. Цикл с максимальной нагрузкой в 231 кгс был повторен, для подтверждения того, что сигнал АЭ регистрируется. Нагружения прекратили. По среднему для максимальной нагрузки двух последних циклов, не считая повторного, была определена максимальная неразрушающая нагрузка 229,5 кгс.
Значение максимальной неразрушающей нагрузки, определенной по способу, описанному в прототипе, меньше полученного значения в 2,35 раза. Поскольку определенная нагрузка заявленным способом к деградации прочности изделия не приводит, значит, точность определения максимальной неразрушающей нагрузки увеличена.
Аналогичные испытания были проведены еще для 19 балок. Чтобы доказать корректность заявленного способа, то есть, что определенная нагрузка и есть максимальная неразрушающая, были проведены дополнительные испытания, результаты которых статистически обработали.
Среднее для максимальных нагрузок двух последних циклов нагружения приняли за максимальную неразрушающую нагрузку и обозначили L0I. Балку, сохраняя схему ее нагружения в условиях чистого изгиба, циклически нагружали 107 раз на пульсаторе от нуля до значения нагрузки на 5% ниже определенной максимальной неразрушающей L0I с частотой 50 Гц. Данное нагружение на пульсаторе имитировало работу балки. Определили максимальную неразрушающую нагрузку для каждой балки по заявленной методике, обозначили ее через L0II. Затем балку, сохраняя схему ее нагружения в условиях чистого изгиба, циклически нагружали 107 раз на пульсаторе от нуля до значения нагрузки на 5% выше определенной максимальной неразрушающей L0I с частотой 50 Гц. Данное нагружение на пульсаторе имитировало работу балки. Определяли максимальную неразрушающую нагрузку для каждой балки по заявленной методике, обозначили ее через L0III. При статистической обработке результатов эксперимента для каждой балки нашли отношения  и
и  . Данные отношения показывают во сколько раз заниженное и завышенное значения нагрузки по отношению к определенной ранее L0I отличаются от единицы, то есть, каков разброс значения максимальной нагрузки по отношению к L0I. Рассчитали средние
. Данные отношения показывают во сколько раз заниженное и завышенное значения нагрузки по отношению к определенной ранее L0I отличаются от единицы, то есть, каков разброс значения максимальной нагрузки по отношению к L0I. Рассчитали средние  и
и  этих отношений и выборочные дисперсии
этих отношений и выборочные дисперсии  и
и  . При этом оказалось, что отличие
. При этом оказалось, что отличие  от 1 случайно, а отличие
от 1 случайно, а отличие  от 1 - значимо. Следовательно, 107 циклов нагружения с максимальной нагрузкой, не превышающей максимальную неразрушающую нагрузку, не снижают максимальную неразрушающую нагрузку, а превышение максимальной неразрушающей нагрузки на 5% уже приводит к накоплению повреждения. Таким образом, доказана корректность заявленного способа.
от 1 - значимо. Следовательно, 107 циклов нагружения с максимальной нагрузкой, не превышающей максимальную неразрушающую нагрузку, не снижают максимальную неразрушающую нагрузку, а превышение максимальной неразрушающей нагрузки на 5% уже приводит к накоплению повреждения. Таким образом, доказана корректность заявленного способа.
Предлагаемый способ открывает возможность более точного определения максимальной неразрушающей нагрузки для конкретного железобетонного изделия в условиях чистого изгиба (для балки, внецентренносжатой колонны и т.д.) как перед эксплуатацией, так и в процессе эксплуатации.
Способ контроля прочности железобетонного изделия в условиях чистого изгиба, заключающийся в том, что изделие циклически нагружают от нуля с постепенно возрастающей амплитудой до появления сигналов акустической эмиссии перед окончанием разгружения и по среднему для максимальных нагрузок двух последних циклов судят о максимальной неразрушающей нагрузке изделия, отличающийся тем, что при появлении сигналов акустической эмиссии перед окончанием разгружения определяют координаты ее источника (дефекта), амплитуды и нагрузки возникновения этих сигналов, после чего продолжают циклическое нагружение с повышением амплитуды, после каждого разгружения определяют координаты новых источников сигналов акустической эмиссии, амплитуды и нагрузки возникновения сигналов, контролируют изменение амплитуды и нагрузки возникновения сигналов для каждого источника от цикла к циклу, а при их возрастании у одного из источников прекращают нагружения.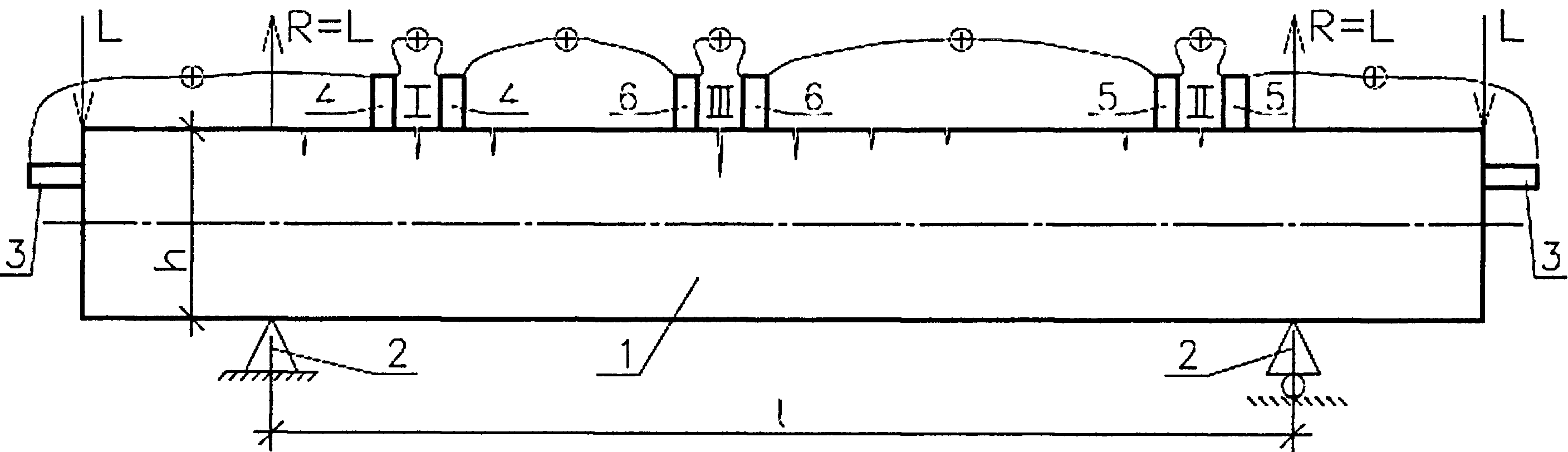
Способ определения зависимости марки по морозостойкости бетона от водоцементного отношения
Способ определения марки бетона по морозостойкости
Способ определения морозостойкости пористых материалов
Способ определения зависимости марки по морозостойкости бетона от водоцементного отношения
Способ получения фосфорно-магниевого удобрения
Способ определения марки бетона по морозостойкости
Способ определения морозостойкости пористых материалов
Электрический пароперегреватель
Пароплазменное горелочное устройство с внутрицикловой газификацией топлива
Пароплазменное горелочное устройство с внутрицикловой газификацией топлива

