Результат интеллектуальной деятельности: СПОСОБ НАНЕСЕНИЯ НА МЕТАЛЛИЧЕСКУЮ ДЕТАЛЬ КОМПЛЕКСНОГО ПОКРЫТИЯ ДЛЯ ЗАЩИТЫ ДЕТАЛИ ОТ ВОДОРОДНОЙ КОРРОЗИИ, СОСТОЯЩЕГО ИЗ МНОЖЕСТВА МИКРОСЛОЕВ
Вид РИД
Изобретение
Изобретение относится к области атомного и химического машиностроения, а именно к разработке способов повышения работоспособности, надежности и увеличению долговечности деталей энергетического оборудования, в частности деталей активной зоны атомных и химических реакторов канального и корпусного типа, путем нанесения защитных против водорода покрытий на поверхности, работающие в водородсодержащих средах.
Предшествующий уровень техники.
Взаимодействие с водородом рабочей среды является одной из ключевых проблем при обеспечении длительных сроков эксплуатации деталей атомного и химического энергетического оборудования. Особенно остро проблема стоит для сплавов циркония, которые, как пишут исследователи Некрасова Г.А., Никулина А.В., Крысанова Д.Л. в статье «Анализ повреждения канальных труб из циркониевых сплавов на канадской АЭС «Пикеринг-А», Атомная техника за рубежом, 1989 г., №6, с.10-14, теряют вследствие наводороживания запас пластичности в результате эксплуатации в активной зоне ядерного реактора. В частности, они указывают, что насыщение дейтерием канальных труб из сплава циркалой-2 в реакторе PHW CANDU было одной из причин аварии на АЭС «Пикеринг-А».
Указанные обстоятельства ставят техническую задачу защиты от водорода среды деталей оборудования, прежде всего, из сплавов циркония.
Решением задачи является нанесение защитных покрытий на поверхности деталей.
Известны защитные покрытия на основе нитрида титана и меди, обеспечивающие защиту от водородопроницаемости конструкционных материалов (см. КИНЕТИКА ПОГЛОЩЕНИЯ ВОДОРОДА В ТВЭЛЬНЫХ ОБОЛОЧКАХ ИЗ СПЛАВА Zr-1%Nb. Г.П. Глазунов и др. Национальный научный центр "Харьковский физико-технический институт", Харьков, Украина).
Недостатком указанного способа при использовании нитрид титановых покрытий является высокий уровень внутренних напряжений покрытий и склонность их к растрескиванию вследствие различий температурных коэффициентов линейного расширения (ТКЛР) циркониевого сплава и нитрида титана. При использовании медных покрытий недостатком является недостаточная механическая прочность, и, вследствие этого, недостаточная адгезионная прочность.
Известен также способ Федорова Л.Е. защиты металлов от окисления, в котором защита строится на основе формирования нитридного слоя циркония на поверхности сплава путем лазерного воздействия на поверхность конструкции в атмосфере реакционного газа (Патент РФ №2105084, публ. 20.02.1998),
Недостатком данного способа является недостаточная способность материала -нитрида циркония - к защите от водородной коррозии. Создание защищающего от водорода материала в данном способе невозможно в силу физической природы его реализации - он использует материал основы - гидридобразующий цирконий - как компонент покрытия. Кроме того, лазерная обработка приводит к образованию поверхностного слоя с внутренними напряжениями растяжения, склонного к образованию трещин.
Известно многослойное защитное покрытие, которое содержит адгезионный слой и защитный слой. При этом защитный слой выполнен из 2-х подслоев: внутреннего и наружного, каждый из которых имеет композиционную структуру и содержит керамическую матрицу и наполнитель. Матрица внутреннего подслоя выполнена в виде жесткого каркаса, в порах которого расположен наполнитель. В наружном подслое - твердые частицы матрицы, не имеющие жесткого сцепления друг с другом, расположены в слое наполнителя. В частных воплощениях изобретения в качестве матрицы во внутреннем подслое используют оксид циркония или гадолиния, а в качестве наполнителя - материал на основе оксидов алюминия, хрома, фосфора (Патент РФ №2285749, публ. 20.10.2006).
Такое покрытие эффективно в условиях жидкометаллической коррозии, однако при противодействии водородной коррозии недостатком указанного решения является высокая проницаемость для водорода предложенной матричной структуры, композиции и склонность к образованию гидридов использованных материалов.
В качестве прототипа выбран известный способ нанесения защитных покрытий на детали из жаропрочных сплавов (Патент РФ №2264480, публ. 20.11.2005). Способ включает нанесение на металлические детали комплексного защитного покрытия, состоящего из множества микрослоев. Микрослои состоят из интерметаллидов (ИМ), многокомпонентных конденсационных сплавов (МКС), оксидов (ОС) и переходных микрослоев имплантированных атомов (ПМ). Способ включает следующие операции: очистка поверхности детали; модификация поверхности детали; нанесение конденсационного покрытия многокомпонентного сплава; образование переходных микрослоев путем ионной имплантации; нанесение интерметаллидных микрослоев путем диффузионной металлизации или ионно-плазменного напыления и отжига; образование переходных слоев путем ионного перемешивания; нанесение оксидных слоев путем контролируемого отжига, шликерным методом или электронно-лучевым напылением; модификация наружной поверхности покрытия имплантацией; дополнительная обработка покрытия. Техническим результатом является получение защитных покрытий с более высоким комплексом характеристик, а также существенное увеличение долговечности деталей машин.
Недостатком способа применительно к защите деталей в водородсодержащих средах от водородной коррозии является, наличие интерметаллидных слоев, обладающих высокой способностью к наводороживанию, высокая напряженность имплантированных слоев и склонность таких слоев к микротрещинам, а также сложность необходимого для реализации способа оборудования, сочетающего в одной установке ионные источники и имплантор, что не типично для серийных промышленных установок нанесения покрытий.
Задача, решаемая изобретением - создание способа нанесения защитного покрытия, надежно защищающего от водородной коррозии металлическую деталь при работе в водородсодержащей среде.
Поставленная задача решается последовательностью технологических операций нанесения многослойного покрытия для защиты от водородной коррозии в водородсодержащих средах.
Технический результат достигается тем, что для защиты от воздействия водорода рабочей среды на металлические детали выполняют нанесение комплексного защитного покрытия, состоящего из множества микрослоев, выполняя такие операции, как обезжиривание детали, размещение детали в вакуумной камере, откачку камеры до вакуума, предварительную очистку в среде инертного газа, ионную очистку/травление поверхности, осаждение слоев конденсацией с ионной бомбардировкой, охлаждение в вакууме, затем в среде инертного газа, обезжиривание поверхности детали выполняют путем ультразвуковой мойки с поверхностно-активными веществами (ПАВ) с последующей протиркой органическими растворителями, и размещение детали выполняют в точке фокусирования потоков не менее чем двух вакуумных дуговых источников плазмы, при этом вакуумирование камеры производят до давление не выше 5*10-5 мм рт. ст., а предварительную очистку выполняют в среде ионизированного инертного газа, кроме того, ионную очистку/травление поверхности выполняют путем подачи на подложку сначала напряжения в диапазоне 200-500 В, затем повышают его плавно или ступенчато до 1-1,5 кВ, при этом, при вращении детали осуществляют от трех до пяти колебаний температуры, приводящих к равномерному распределению температуры вглубь детали за счет чередования отключения и включения источника напряжения, чем обеспечивают равномерный прогрев и очистку детали, а для нанесения микрослоев покрытия сплавы распыляют одновременно с одного или нескольких источников, выполняя вращение детали, причем для создания нитридных, оксидных и карбидных композиций используют газ высокой чистоты соответствующего состава, а напряжение на подложке в ходе напыления поддерживают в диапазоне от 0,01 до 0,15 кВ при длительности от 80% до 99% от времени нанесения микрослоя, а затем ступенчато - в диапазоне 0,2-1кВ при длительности от 1% до 20% от длительности напыления микрослоя соответственно, также охлаждение покрываемой детали выполняют сначала в вакууме при давлении не выше 5*10-5 мм рт. ст. до температуры 100-250 С, а затем в инертной или контролируемой атмосфере газа, подаваемого при пониженных давлениях диапазона 5*10-5 мм рт. ст. -5*10-2 мм рт. ст.
Для нанесения микрослоев используют сплавы на основе сочетаний Cr, Ni, W, Nb, Zr, Ti, Al, Mo, а в качестве инертной или контролируемой атмосферы газа могут использовать азот, аргон или кислород или их смеси.
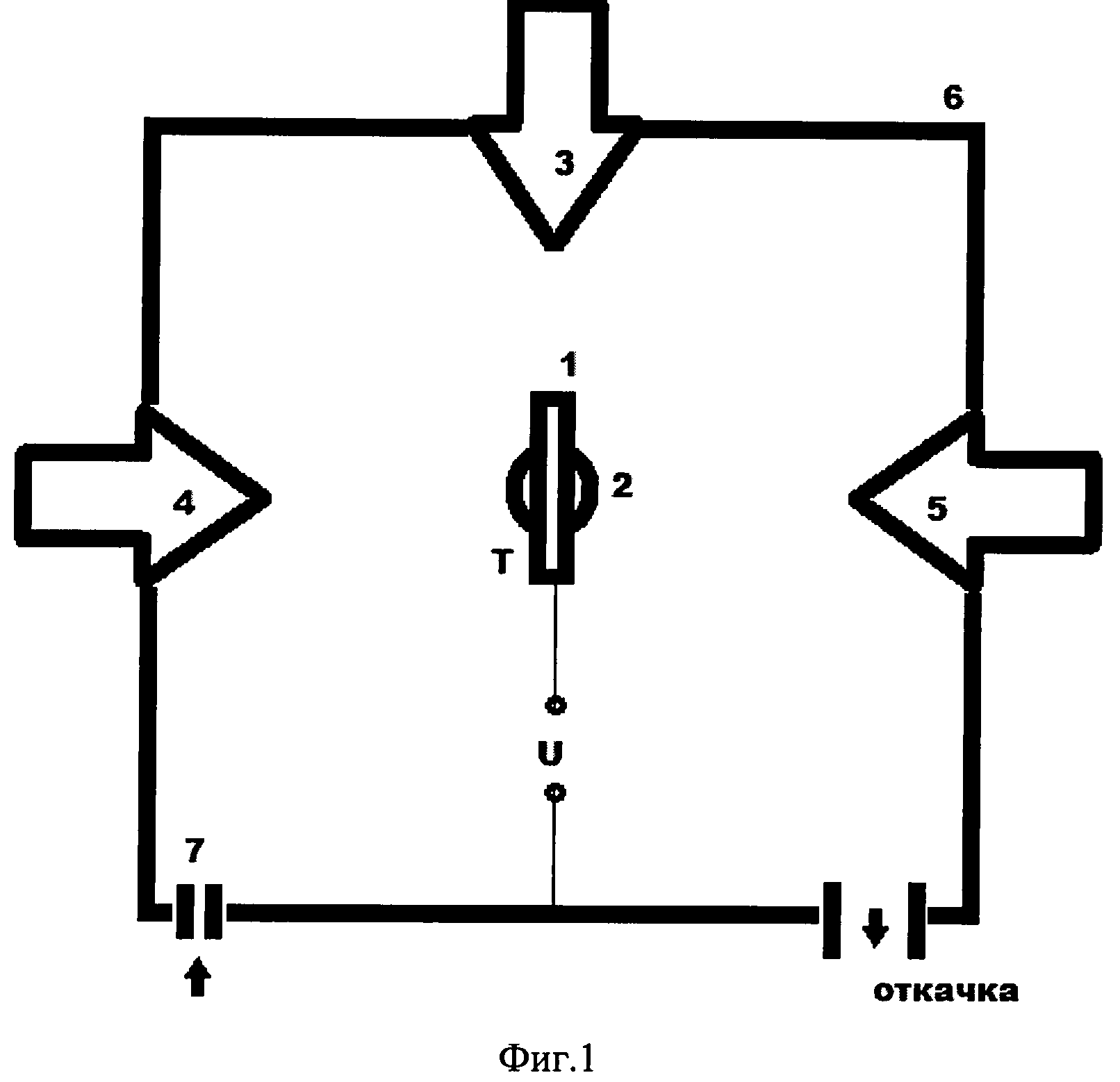
На фиг.1 представлена возможная схема реализации способа.
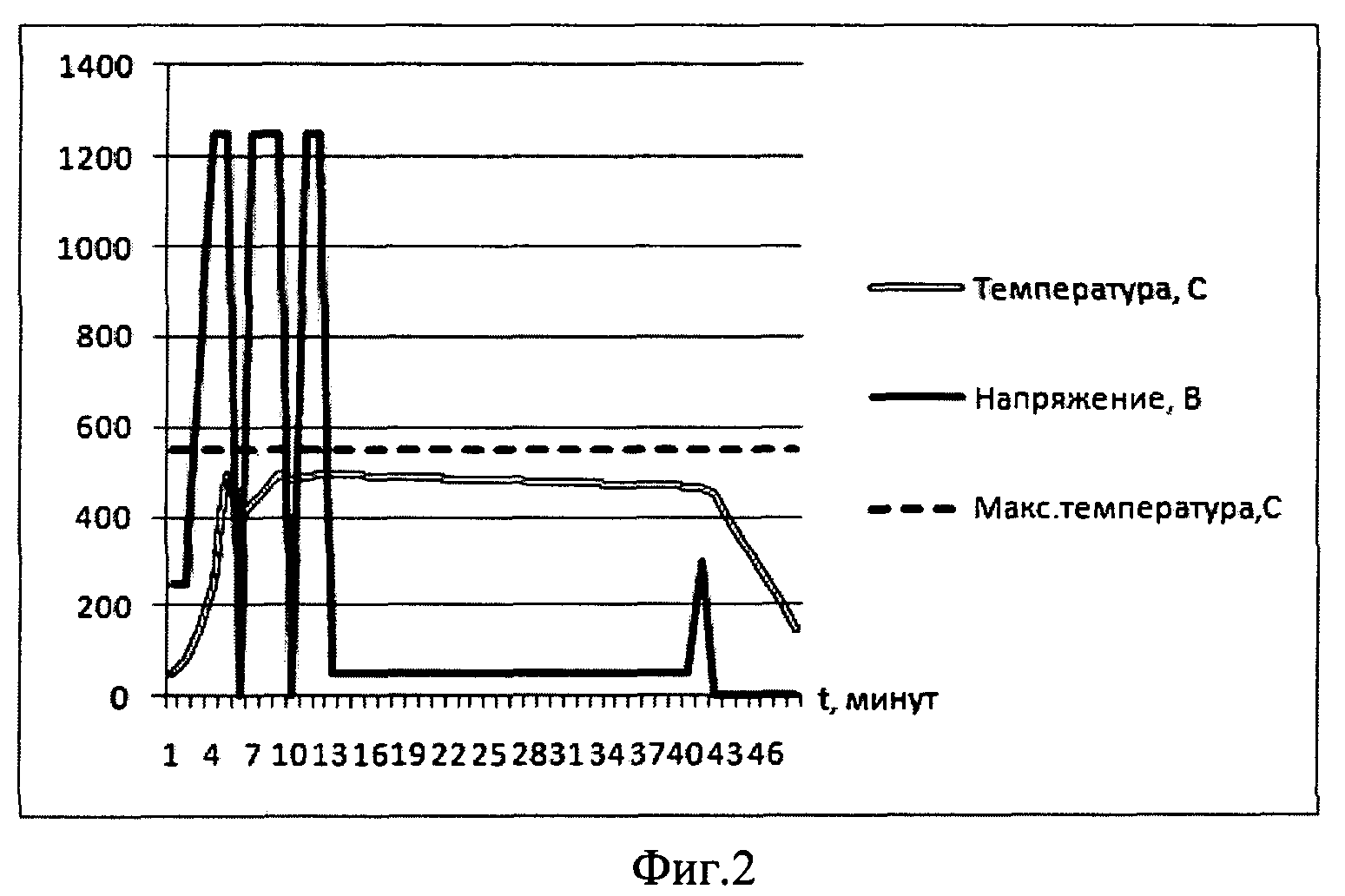
На фиг.2 представлен пример графика изменения температуры детали от времени в ходе нанесения покрытия.
Способ реализуется следующим образом.
Для исключения органических и неорганических загрязнений, поверхность детали обезжиривают, помещая в раствор поверхностно-активного вещества (ПАВ), выступающего в качестве моющего средства, с приложением ультразвукового воздействия (ультразвуковая мойка). После этого, непосредственно перед размещением в вакуумной камере, деталь протирают чистыми тканевыми салфетками с органическими растворителями (спирт этиловый или ацетон). Обезжиренную таким образом деталь помещают в вакуумную камеру. Для крепления детали в вакуумной камере выбирают позицию в пересечении осей как минимум двух источников ионов, как показано на фиг.1. Используется оснастка, обеспечивающая расположение и удержание детали в области пересечения как минимум двух ионных потоков, причем, для обеспечения большей равномерности покрытия, оснастку должна обеспечивать возможность вращения детали хотя бы в одной плоскости. Обычно ось вращения располагают перпендикулярно осям пересекающихся ионных потоков, но возможно вращение при других углах расположения оси, в зависимости от формы поверхности детали и расположения ионных источников. После размещения оснастки с деталью в камере, в ней обеспечивают необходимый для процесса вакуум, для чего воздух из камеры откачивают до остаточного давления не выше 5*10-5 мм рт. ст. Для обеспечения равномерного ионного воздействия деталь вращают. Далее выполняют очистку поверхности детали в камере перед нанесением покрытия, для чего в рабочий объем камеры подают инертный газ, например аргон, и включают стабилизированное электрическое напряжение 0,5-1 кВ между деталью и камерой (деталь с оснасткой электрически должна быть изолирована от камеры, последняя должна изготавливаться из электропроводящего материала). При достижении определенного давления (зависит от рода используемого газа, материала и геометрии камеры, детали и оснастки), в камере зажигается тлеющий разряд, наличие которого характеризуется наличием тока от источника питания и может контролироваться по амперметру источника. При зажигании разряда давление подаваемого газа в камере стабилизируют и проводят предварительную очистку в среде инертного газа, выдерживая деталь в тлеющем разряде до 15 минут, в зависимости от площади поверхности детали и ее массы (при этом контролируют температуру детали, исключая ее перегрев). По окончании очистки в тлеющем разряде подачу газа прекращают, напряжение выключают. Для финальной очистки и создания переходного слоя от материала детали к покрытию выполняют ионную очистку/травление поверхности ионами металла. Для этого включают один или более ионных источников, создающих поток ионов металла, и обеспечивают необходимую энергию взаимодействия ионов с поверхностью детали, подавая на деталь электрическое напряжение. Напряжение варьируют: сначала подают в диапазоне 200-500 В, затем повышают плавно или ступенчато до 1-1,5 кВ, причем при вращении детали осуществляют от трех до пяти колебаний ее температуры (в зависимости от геометрии и массы детали) путем чередующихся отключений и включений источника напряжения, чем обеспечивают равномерный прогрев и очистку детали. Осаждение покрытия выполняют непосредственно за очисткой ионами металла, снижая напряжение на детали до 0,01-0,15 кВ и обеспечивая подачу ионов необходимого металла путем включая и выключая соответствующие ионные источники. Осаждение микрослоев выполняют конденсацией с ионной бомбардировкой, причем для нанесения микрослоев покрытия сплавы распыляют одновременно с одного или нескольких источников. Напряжение на детали в ходе напыления поддерживают в диапазоне от 0,01 до 0,15 кВ при длительности от 80% до 99% от времени нанесения микрослоя, а затем ступенчато - в диапазоне 0,2-1 кВ при длительности от 1% до 20% от длительности напыления микрослоя соответственно. Для создания нитридных, карбидных, оксидных микрослоев в камеру также подают соответствующий газ высокой чистоты. По окончании напыления напряжение и ионные источники выключают. Завершает процесс охлаждение детали. Охлаждение покрываемой детали выполняют сначала в вакууме при давлении не выше 5*10-5 мм рт. ст. до температуры 100-250 С, а затем в инертной или контролируемой атмосфере газа, подаваемого в камеру при пониженных давлениях диапазона от 5*10-5 мм рт. ст. до 5*10-2 мм рт. ст.
В качестве материалов, применяемых для нанесения микрослоев, используются сплавы на основе сочетаний Cr, Ni, W, Nb, Zr, Ti, Al, Mo, а в качестве инертной или контролируемой атмосферы газа могут использовать азот, аргон или кислород или их смеси.
Пример реализации изобретения.
Формирование заявляемым способом покрытия двумя ионными источниками - хрома и сплава хрома и алюминия с послойной структурой.
В качестве детали используют фрагмент дистанцирующей решетки из сплава циркония Э110. Поверхность детали, обезжиривают путем ультразвуковой мойки в ультразвуковой ванне с ПАВ с последующей протиркой спиртом этиловым, затем выполняют размещение детали 1 (Фиг.1) во вращающейся в одной плоскости (горизонтально) оснастке 2 в точке фокусирования потоков двух вакуумных дуговых источников плазмы 3 и 4 и газового источника 5, камеру 6 откачивают до давление не выше 5*10-5 мм рт. ст., в рабочий объем подают инертный газ аргон через натекатель 7 до давления зажигания тлеющего разряда 5*10-3 мм рт. ст. (для зажигания разряда подают постоянное электрическое напряжение U 1,5кВ между камерой и деталью, причем «+» на детали) и проводят предварительную очистку в среде инертного газа в течение 10 мин, затем напряжение снимают, газ откачивают и выполняют ионную очистку/травление поверхности ионами металла Cr, подавая на подложку сначала напряжения 250 В, затем повышая его плавно до 1,25 кВ (фиг.2), причем контролируют температуру изделия не выше в данном примере 495 C, после чего источник выключают и дают паузу до того, как температура уменьшится до принятой в данном примере 400 C и произойдет распределение температуры равномерно вглубь детали, затем снова включают источник и повторяют подачу напряжения и делают так 3 цикла, чем обеспечивают равномерный прогрев и очистку детали. Затем выполняют осаждение слоев конденсацией с ионной бомбардировкой при напряжении 0,05 кВ, причем для нанесения микрослоев покрытия сплавы распыляют одновременно с двух источников - Cr и CrAl (сплав 50% по массе), причем для создания нитридных верхних слоев в камеру используют газ азот высокой чистоты через натекатель 7, на последних трех минутах процесса напряжение ступенчато поднимают до 0,3 кВ. Охлаждение покрываемого изделия выполняют сначала в вакууме при давлении не выше 5*10-5 мм рт. ст. до температуры 100-250 C, а затем в инертной аргоновой атмосфере, подаваемой в камеру при пониженных давлении 5*10-3 мм рт. ст.
Полученное с помощью способа композиционное покрытие в сравнительном эксперименте показало снижение наводороживания сплава детали в 4 раза по данным экстракции водорода после одинаковой экспозиции в водородсодержащей среде для покрытой и непокрытой деталей.
Гальванопластический способ изготовления сложно-рельефных элементов антенно-фидерных устройств
Пневматическая установка для испытаний
Шланговый гамма-дефектоскоп
Способ переработки жидких радиоактивных отходов от применения дезактивирующих растворов
Ультразвуковой способ контроля плотности в процессе эксплуатации деталей из высоконаполненных композитных материалов на основе октогена
Способ изготовления многоуровневых тонкопленочных микросхем
Способ герметизации трубчатых электронагревателей
Способ получения керамических блочно-ячеистых фильтров-сорбентов для улавливания газообразных радиоактивных и вредных веществ
Широкополосный спектрометр мягкого рентгеновского излучения
Блок трансформаторной развязки
Гальванопластический способ изготовления сложно-рельефных элементов антенно-фидерных устройств
Пневматическая установка для испытаний
Шланговый гамма-дефектоскоп
Способ переработки жидких радиоактивных отходов от применения дезактивирующих растворов
Ультразвуковой способ контроля плотности в процессе эксплуатации деталей из высоконаполненных композитных материалов на основе октогена
Способ изготовления многоуровневых тонкопленочных микросхем
Способ герметизации трубчатых электронагревателей
Способ получения керамических блочно-ячеистых фильтров-сорбентов для улавливания газообразных радиоактивных и вредных веществ
Широкополосный спектрометр мягкого рентгеновского излучения
Блок трансформаторной развязки

