Результат интеллектуальной деятельности: СПОСОБ ОПРЕДЕЛЕНИЯ МЕРЫ КУСКОВАТОСТИ ТВЕРДОГО МАТЕРИАЛА В ЭЛЕКТРОДУГОВОЙ ПЕЧИ, ЭЛЕКТРОДУГОВАЯ ПЕЧЬ, УСТРОЙСТВО ОБРАБОТКИ СИГНАЛА, А ТАКЖЕ ПРОГРАММНЫЙ КОД И НОСИТЕЛЬ ДАННЫХ
Вид РИД
Изобретение
Изобретение относится к способу определения меры кусковатости твердого материала в электродуговой печи. Кроме того, изобретение относится к электродуговой печи с устройством обработки сигнала, к устройству обработки сигнала, носителю данных и программному коду для выполнения способа.
Электродуговая печь служит для изготовления жидкого металла, как правило, стали. Жидкий металл изготавливается из скрапа или восстановленного металла вместе с другими добавками. В настоящее время электродуговая печь эксплуатируется практически независимо от подлежащего плавке твердого материала электродуговой печи. Поэтому режим работы электродуговой печи, в частности, установка электрической дуги, осуществляется статически, то есть на основе постоянного плана процесса, в отношении подводимого в электродуговую печь расплавляемого материала. Это приводит к тому, что электрическая дуга часто эксплуатируется не оптимально с технической и экономической точки зрения. Например, моменты загрузки и моменты выпуска металла выбираются не оптимально, так как либо слишком долго ожидают с загрузкой нового твердого материала, либо уже загружают, хотя еще недостаточно много твердого материала расплавлено в электродуговой печи.
Из выложенной заявки DE 102005034378 А1 известен способ для определения состояния содержимого электродуговой печи. Однако остается не ясным, как подобный способ должен функционировать согласно этой выложенной заявке.
Задачей настоящего изобретения является предоставить способ вышеназванного типа, с помощью которого может определяться свойство поданного в электродуговую печь расплавленного материала. Кроме того, задачей изобретения является предоставить электродуговую печь, устройство обработки сигналов, программный код и носитель для хранения для осуществления такого способа.
Эта задача решается способом определения меры кусковатости для твердого материала, в особенности скрапа, в электродуговой печи, причем к электроду подается электрический ток для образования электрической дуги между электродом и твердым материалом, при этом определяется подведенный к нему ток электрода, при этом из определенного тока электрода определяется мера эффективного значения тока электрода, из определенного тока электрода определяется составляющая тока, соотнесенная с частотным диапазоном определенного тока электрода, причем в качестве меры кусковатости формируется отношение составляющей тока и меры эффективного значения. В качестве отношения составляющей тока и меры эффективного значения понимается как отношение, образованное частным от деления составляющей тока на меру эффективного значения, так и отношение, образованное частным от деления меры эффективного значения на составляющую тока.
Под мерой кусковатости твердого материала понимается каждая конкретная величина, которая пригодна для того, чтобы показать различие в кусковатости различного кускового материала. Под кусковатостью твердого материала может пониматься каждый физический параметр твердого материала, который влияет на режим горения электрической дуги на твердом материале. В частности, могут под этим пониматься величина взаимосвязанной части твердого материала и/или ее компактность, причем компактность в смысле меры для имеющего место распределения плотности твердого материала.
Под мерой эффективного значения понимается мера, которая опосредованно или непосредственно зависит от эффективного значения тока электрода в электротехническом смысле. Это может быть, например, самим эффективным значением тока электрода, или вычисленными из эффективного значения тока электрода мощностью, энергией, или другой мерой, находящейся во взаимосвязи с эффективным значением тока электрода, например, квадратом тока электрода.
Для осуществления способа электродуговая печь содержит, по меньшей мере, один электрод. В этом смысле также должна интерпретироваться формула изобретения. Если в рамках этой заявки речь идет об «электроде», то при этом не имеется в виду указание на численное значение как единственного электрода.
В основе изобретения лежит установленное изобретателями наблюдение о том, что режим горения электрической дуги, находящий свое отражение в токе электрода, позволяет сделать выводы относительно состояния расплавленного материала, взаимодействующего с электрической дугой. Область, в которой электрическая дуга попадает на расплавленный материал, как правило, обозначается как область основания электрической дуги или точка основания электрической дуги. Создан способ, которым относительно состояния расплавленного материала, особенно в области основания электрической дуги, можно сделать вывод на основании определенного тока электрода. Только это позволяет осуществлять динамическое регулирование электродуговой печи в отношении твердого материала, имеющегося в электродуговой печи. С помощью изобретения становится возможным обеспечить повышение экономичности электродуговой печи, так как с помощью соответствующего изобретению способа может осуществляться ввод энергии в электродуговую печь в зависимости от состояния расплавляемого в электрической дуге твердого материала.
В предпочтительном варианте осуществления изобретения составляющая тока, соотнесенная с частотным диапазоном определенного тока электрода, определяется посредством преобразования Фурье тока электрода. Преобразование Фурье представляет собой простой инструмент, чтобы перевести сигнал из временной области в частотную область. В частности, существует множество вариаций, как подобный перевод сигналов во временной области может осуществляться с помощью преобразования Фурье. При этом можно работать с дискретным преобразованием Фурье, рядом Фурье, непрерывным преобразованием Фурье, быстрым преобразованием Фурье и, при необходимости, с другими вариациями преобразования Фурье. Преобразование Фурье является простой и широко применяемой возможностью осуществления этого этапа способа перевода сигнала тока электрода из временной области в частотную область быстрым и эффективным способом.
В другом предпочтительном выполнении изобретения электрод управляется с рабочей частотой, и частотный диапазон, по существу, ограничивается рабочей частотой электрода. Подобное выполнение может, в частности, применяться при трехфазных электродуговых печах. Большая часть установленных в настоящее время производственных мощностей электродуговых печей является трехфазными электродуговыми печами. При этом, как правило, к трем электродам прикладывается периодическое напряжение, причем электрическая дуга поджигается в соответствующих максимумах напряжения и между ними быстро гаснет. Пульсации электрической дуги происходят, как правило, с удвоенной частотой относительно рабочей частоты электрода. Рабочая частота является той частотой электрического параметра, с которой электрод нагружается, чтобы, как правило, инициировать электрическую дугу. За счет ограничения оцениваемого частотного диапазона, по существу, рабочей частотой электрода, тем самым определяется составляющая тока основного колебания. Это возможно особенно простым способом.
В другом предпочтительном осуществлении изобретения электрод управляется с рабочей частотой, и частотный диапазон охватывает, по существу, не точно рабочую частоту электрода. В этом случае определяются составляющие тока верхних гармоник. Приведенные в предыдущем абзаце утверждения относительно рабочей частоты электрода справедливы, аналогично, при определении составляющей тока верхних гармоник рабочей частоты электрода.
Составляющая тока основного колебания или составляющая тока, комплементарная к составляющей тока основного колебания, особенно хорошо подходит для определения меры кусковатости. Составляющая тока основного колебания и составляющая тока верхней гармоники не являются независимыми одна от другой, а взаимно дополняются для получения общего тока электрода и поэтому могут обозначаться как комплементарные. Поэтому составляющая тока верхней гармоники может просто вычисляться с помощью составляющей тока основного колебания и определенного тока электрода, а также составляющая тока основного колебания - с помощью составляющей тока верхней гармоники и определенного тока электрода. При этом специалист может предвидеть, что при вычислении составляющей тока верхней гармоники могут учитываться только составляющие тока, которые превосходят определенное устанавливаемое пороговое значение.
Если составляющая тока основного колебания устанавливается по отношению к мере эффективного значения, или составляющая тока верхней гармоники устанавливается по отношению к мере эффективного значения, то получают особенно предпочтительный параметр, который позволяет сделать вывод относительно того, как получить кусковатость твердого материала в электродуговой печи, особенно в зоне основания электрической дуги, так как кусковатость твердого материала сказывается на режиме горения электрической дуги. Режим горения электрической дуги неявно содержится в измеренном токе электрода. Путем оценки тока электрода можно, таким образом, получить относительную меру для кусковатости твердого материала в зоне основания электрической дуги.
В особенно предпочтительной форме выполнения изобретения мера кусковатости применяется для управления и/или регулирования, по меньшей мере, одного параметра процесса электродуговой печи. Так, можно, например, на основе определенной меры кусковатости отдельно управлять или регулировать вводимую в расплавляемый материал энергию в соответствии с определенной мерой кусковатости для каждого электрода. Если, например, под одним из электродов определена мера кусковатости, которая взаимосвязана с тяжелым скрапом или тем, что определяется как «козел» (настыль в печи), то можно мощность электрической дуги для этого электрода, например, ценой других обоих электродов, повысить. Под параметром процесса понимается любой параметр, который оказывает влияние на протекающий в электродуговой печи процесс плавки твердого материала, предпочтительно существенным образом. Предпочтительным образом, в частности, предусмотрен способ для эксплуатации электродуговой печи с, по меньшей мере, одним электродом, причем подаваемый в электродуговую печь твердый материал посредством электрической дуги, создаваемой одним из, по меньшей мере, одного электрода, расплавляется, причем определяется мера кусковатости твердого материала, и на основе определенной меры кусковатости управляется и/или регулируется параметр процесса электродуговой печи.
Предпочтительным образом, способ определения кусковатости в зоне основания электрической дуги в электродуговой печи может комбинироваться с другими способами для определения параметров состояния в электродуговой печи. За счет этого становится возможным, режим работы электродуговой печи в максимальном объеме динамически согласовывать с соответствующими параметрами состояния, имеющими место в электродуговой печи в процессе выплавки стали.
Указанная задача также решается посредством устройства обработки сигналов для электродуговой печи с машиночитаемым программным кодом, который содержит управляющие команды, которые побуждают устройство обработки сигналов выполнять способ согласно любому из пунктов 1-5 формулы изобретения. Тем самым определение меры кусковатости для твердого материала может осуществляться автоматически, и на основе меры кусковатости, при необходимости, может осуществляться непосредственно управление и/или регулирование параметра процесса электродуговой печи. В качестве альтернативы, может также осуществляться ручная установка параметров регулирования электродуговой печи с помощью оператора на основе определенной и предпочтительно выданной, в частности, выданной графически, меры кусковатости.
Указанная задача также решается носителем для хранения с сохраненным на нем машиночитаемым программным кодом согласно пункту 7 формулы изобретения.
Кроме того, лежащая в основе изобретения задача решается посредством электродуговой печи с, по меньшей мере, одним электродом, с устройством определения тока электрода для определения тока электрода, подаваемого на, по меньшей мере, один электрод, и с устройством обработки сигналов по пункту 6 формулы изобретения, причем устройство определения тока электрода соединено с устройством обработки сигналов. Тем самым предоставляется электродуговая печь, которая на основе определенной меры кусковатости может эксплуатироваться более эффективным образом.
В предпочтительном варианте осуществления соответствующей изобретению электродуговой печи устройство обработки сигналов соединено с управляющим и/или регулирующим устройством для определения параметра регулирования для параметра процесса электродуговой печи из меры кусковатости. Устройство обработки сигналов и управляющее и/или регулирующее устройство могут быть конструктивно выполнены совместным или раздельным образом. Взаимодействие этих обоих устройств обеспечивает автоматизированную улучшенную эксплуатацию электродуговой печи. В частности, могут усовершенствоваться управление по положению электродов, ввод энергии, прогнозирование моментов времени загрузки и/или выпуска металла. Под параметром регулирования понимается любой параметр, посредством которого параметры процесса могут устанавливаться опосредованно или непосредственно.
Другие преимущества изобретения следуют из примера выполнения, который поясняется далее более подробно со ссылками на чертежи, на которых представлено следующее:
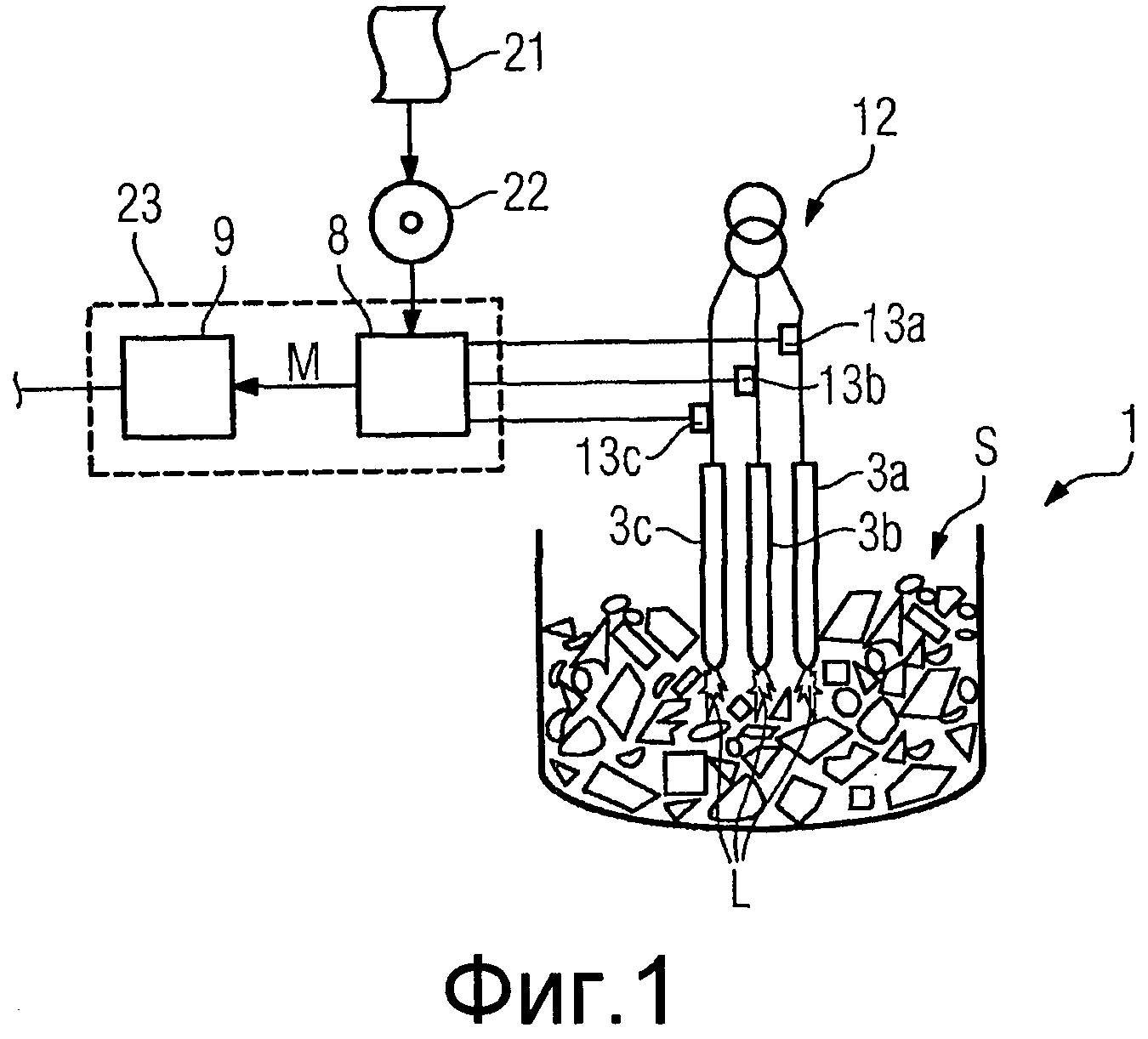
фиг.1 - схематичное представление электродуговой печи,
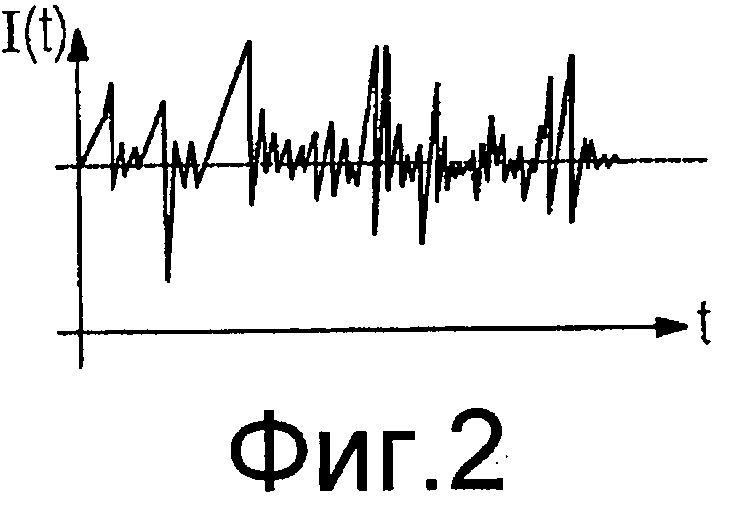
фиг.2 - представление зависимого от времени сигнала тока электрода для электрода электродуговой печи,
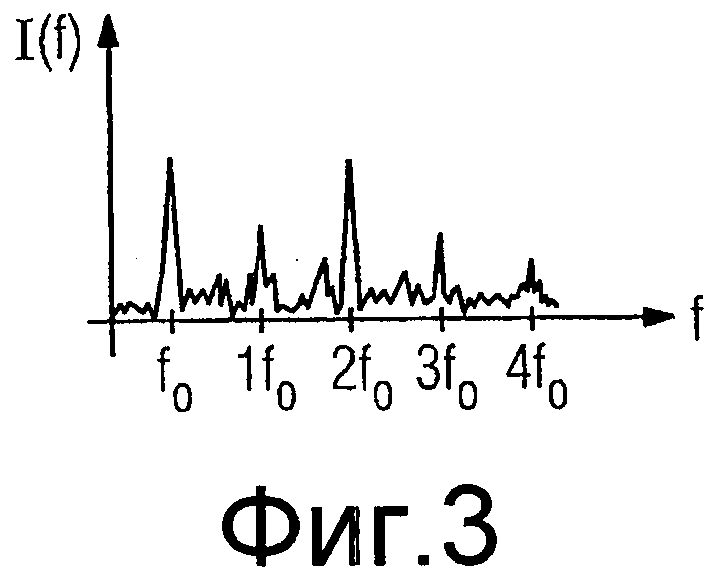
фиг.3 - представление частотно-зависимого сигнала тока электрода в ограниченном временном окне,
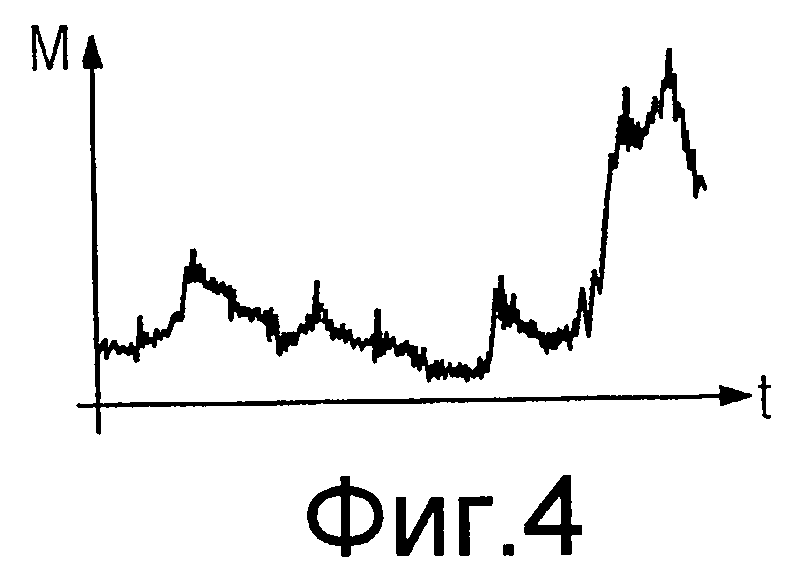
фиг.4 - временное представление меры кусковатости для электрода электродуговой печи,
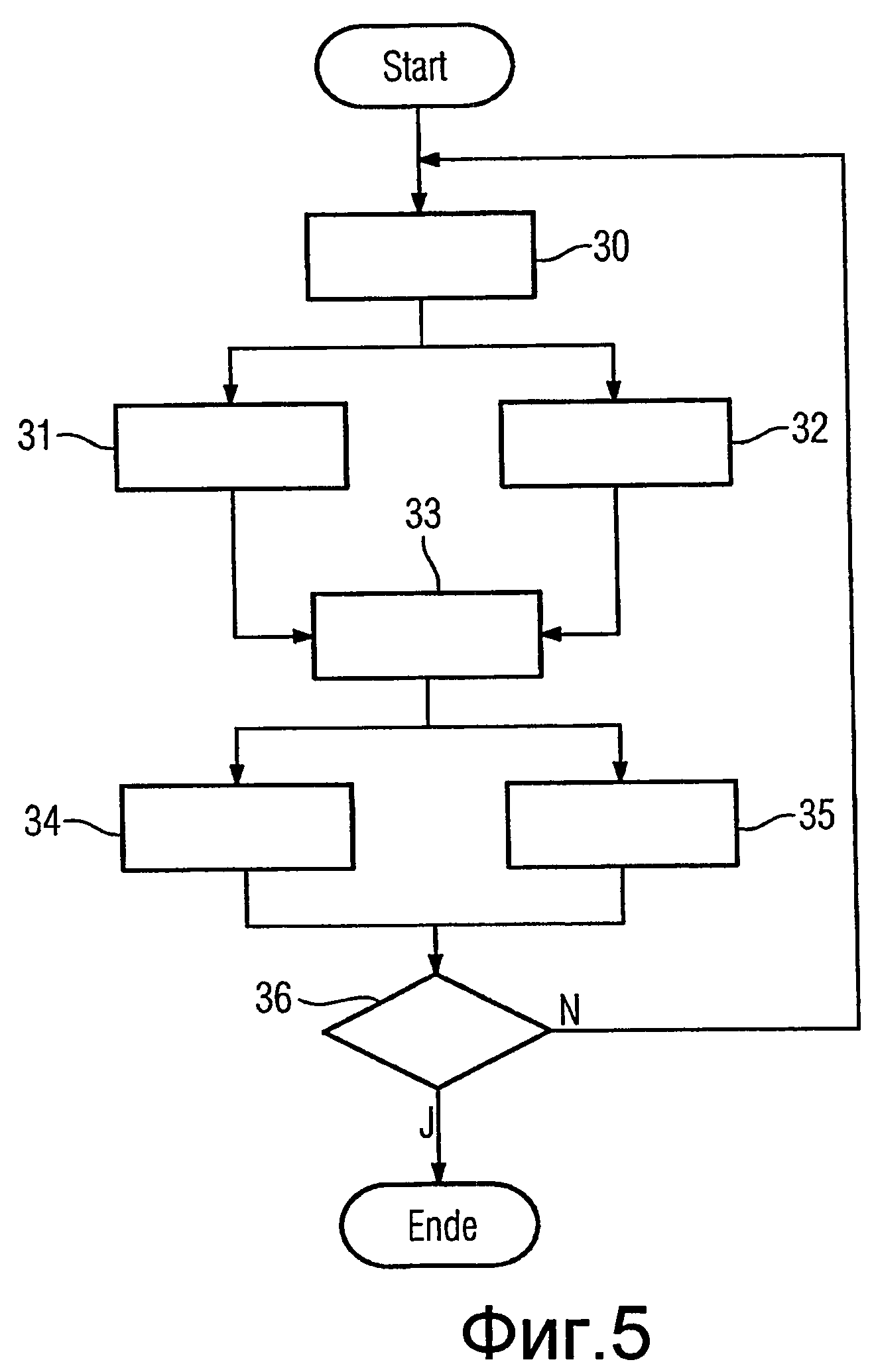
фиг.5 - блок-схема для примерного выполнения способа.
Фиг.1 показывает электродуговую печь 1 с множеством электродов 3а, 3b, 3c, которые через токоподводы связаны с устройством 12 электропитания. Устройство 12 электропитания предпочтительно содержит печной трансформатор.
С помощью трех электродов 3а, 3b, 3c в электродуговой печи 1 загружаемые материалы, например, стальной и/или железный скрап и/или прямо восстановленное железо, при необходимости с легирующими примесями и/или добавками, расплавляются.
До сих пор неизвестно, под каким электродом 3а, 3b, 3c в какой момент времени находится какой скрап. Поэтому подача энергии на электроды 3а, 3b, 3c регулируется статически, то есть независимо от находящегося в текущий момент под электродами 3а, 3b, 3c скрапа, на который воздействует электрическая дуга L. Как правило, ток электродов и, тем самым, положение соответствующих электродов 3а, 3b, 3c регулируется на основе импеданса таким образом, что длина электрической дуги для соответствующей электрической дуги L, по существу, постоянна.
В показанном примере на токоподводах электродов 3а, 3b, 3c предусмотрены устройства 13а, 13b, 13c определения тока электродов, с помощью которых могут измеряться ток и/или напряжение, или энергия, подводимая к электродам 3а, 3b, 3c. Устройства 13а, 13b, 13c определения тока электродов связаны с устройством 8 обработки сигналов. То есть, осуществляется бесконтактная или контактная передача сигналов между, по меньшей мере, одним устройством 13а, 13b, 13c определения тока электродов и устройством 8 обработки сигналов. При этом передаваемые сигналы представляют ток электрода, определяемый во времени. Передача подобных сигналов происходит предпочтительным образом непрерывно и для всех токов электродов, подводимых к электродам 3а, 3b, 3c.
На примере электрода 3а электродуговой печи 1 поясняется определение меры кусковатости. Предпочтительным образом определение меры кусковатости происходит непрерывно во время работы электродуговой печи 1 и для всех электродов 3а, 3b, 3c. Определенный во времени электродный ток, полученный для электрода 3а (см. фиг.1) с помощью устройства 13а определения тока электродов (см. фиг.1), представлен на фиг.2. Измеренный или определенный ток электрода преобразуется в цифровую форму, если данные еще не были представлены в цифровой форме. Это осуществляется с достаточно высокой частотой дискретизации, например, 12000 выборок в секунду. Высота частоты дискретизации зависит от происходящих изменений по времени тока электрода dI(t)/dt. Здесь I(t) - изменяющийся по времени сигнал тока электрода, соответствующий току электрода, и t - время. Чем быстрее изменяется ток электрода по времени, тем выше следует выбирать, как правило, частоту дискретизации, чтобы изменения тока электрода определять с соответствующей точностью. При необходимости, частота дискретизации может устанавливаться в зависимости от ожидаемых изменений тока электрода.
Прежде чем устройство 8 обработки сигналов привлекается для оценки согласно данному способу, предпочтительным образом, однократно этот способ в форме машиночитаемого программного кода 21 посредством запоминающего устройства 22, например компакт-диска, подается и загружается в программируемое устройство 8 обработки сигналов. Тем самым устройство 8 обработки сигналов подготавливается к выполнению способа для определения меры кусковатости твердого материала в электродуговой печи.
Определенные с помощью устройства 13а определения тока электродов сигналы I(t) тока электродов подаются в подготовленное устройство 8 обработки сигналов. В устройстве 8 обработки сигналов сигнал I(t) тока электродов преобразуется из временной области в частотную область, так что получается разделенный на частотные составляющие сигнал I(f) тока электродов, где f - частота. Аналогично по смыслу с I(f) может определяться I(ω), причем ω=2πf. Преобразование сигнала I(t) тока электродов из временной области в частотную область производится предпочтительно посредством преобразования Фурье. Однако, при необходимости, также пригодны и другие методы преобразования, чтобы сигнал из временной области преобразовать в частотную область. Они также известны специалистам в данной области техники.
Из частотного спектра преобразованного сигнала тока электрода устанавливается теперь оцениваемый частотный диапазон. Предпочтительным образом частотный диапазон, по существу, точно охватывает рабочую частоту электрода или охватывает частотный диапазон, который, по существу, не охватывает точно рабочую частоту электрода.
Фиг.3 показывает фрагмент преобразованного в частотную область сигнала тока электродов представленного фрагментарно на фиг.2 сигнала тока электрода для электрода 3а (см. фиг.1). Можно видеть, что максимальные величины сигнала тока электрода находятся на основной частоте fO тока электрода и ее кратных величинах n, умноженного на f, при n=2, 3, 4, …. Однако это справедливо, как правило, только во временной области. Основная частота fO представляет собой, как правило, сетевую частоту, с которой запитываются электроды электродуговой печи. Например, в Европе это, как правило, 50 Гц, в североамериканском регионе 60 Гц. Обычно основная частота fO является рабочей частотой электрода и составляет половину частоты поджига электрической дуги.
Дополнительно определяется эффективное значение тока, подаваемого на электроды. Эффективное значение на чертежах не показано. Оно, однако, является изменяемым по времени, как сигнал I(t) тока электродов.
В качестве меры кусковатости для находящегося в электродуговой печи 1 твердого материала формируется отношение, например, из суммы составляющих тока тех частот, которые являются кратным основной частоты, т.е. 2fO, 3fO, 4fO и т.д., и эффективного значения тока электрода. Предпочтительным образом, суммируются только те составляющие тока частот, у которых составляющая тока не спадает ниже порогового значения, или величина которых не является пренебрежимо малой. Таким образом, отношение воспроизводит с хорошим приближением процентный состав колебаний высших гармоник тока электрода. Оно пригодно для того, чтобы быть мерой кусковатости, так как последняя обеспечивает вывод о режиме горения электрической дуги, а он зависит от кусковатости твердого материала в точке основания электрической дуги. В качестве альтернативы мерой кусковатости может служить составляющая тока основного колебания. Обе составляющих в равной мере применимы в качестве меры кусковатости. Определение составляющей тока основного колебания в качестве меры кусковатости является, как правило, предпочтительным, так как ее легче определить. За счет соответствующей нормировки может также составляющая тока верхней гармоники определяться косвенным образом как единица минус составляющая тока основного колебания, причем сумма всех составляющих тока электрода нормируется к единице.
Фиг.3 представляет меру кусковатости как сигнал, пропорциональный составляющей тока верхних гармоник электродного тока. Относительный подъем меры кусковатости указывает на то, что расплавление твердого материала горящей электрической дугой затруднительно. То есть, твердый материал под электродом массивнее, чем раньше, и при одинаковом вводе энергии требует более длинной продолжительности плавления. Например, представленная на фиг.3 мера кусковатости показывает для более позднего времени заметный подъем. Это указывает на то, что теперь под соответствующим электродом располагается массивная большая доля скрапа, на котором теперь горит электрическая дуга.
На основе этого подъема меры кусковатости может теперь предусматриваться, что посредством управляющего и/или регулирующего устройства 9 параметр процесса электродуговой печи, например импеданс электрода 3а, регулируется таким образом, чтобы посредством электрода 3а ввести больше энергии в электродуговую печь, так что тяжелый скрап сможет расплавляться быстрее.
Таким образом, обеспечивается более равномерное расплавление твердого расплавляемого материала в электродуговой печи. Режим работы электродуговой печи улучшается.
В частности, временной график изменения меры кусковатости может использоваться, чтобы более эффективным образом установить моменты времени загрузки и моменты времени выпуска металла. Если, например, в течение длительного времени не наблюдается заметный подъем меры кусковатости, то это указывает на то, что расплавляемый материал теперь имеется главным образом в жидкой форме. Таким образом, в электродуговую печь может засыпаться дополнительный скрап, или может осуществляться выпуск металла. За счет улучшенного определения моментов времени загрузки и выпуска металла можно повысить производительность электродуговой печи, что ведет к экономичности, в частности, также к экономии энергии.
Фиг.5 показывает блок-схему последовательности операций, которая изображает примерное осуществление способа. При этом исходят из того, что электродуговая печь находится в процессе эксплуатации и сформирована электрическая дуга между электродом и твердым материалом для расплавления твердого материала.
Сначала, на этапе 30 способа определяется электродный ток для каждого электрода электродуговой печи. Из определенного тока электрода затем на этапе 31 способа вычисляется мера эффективного значения, например, в форме эффективного значения тока электрода. Параллельно с этим по времени на этапе 32 способа из определенного тока электрода определяется разложенный по частотам сигнал тока электрода, и из него осуществляется выбор составляющих тока для диапазона частот, имеющего значение для определения меры кусковатости. Затем из рассмотренных в качестве значительных составляющих тока и меры эффективного значения формируется отношение, которое используется в качестве меры для кусковатости твердого материала, на который воздействует электрическая дуга. Эта мера предпочтительным образом, с одной стороны, на этапе 34 способа графически представляется обслуживающему персоналу электродуговой печи. С другой стороны, на параллельно выполняемом этапе 35 способа из меры кусковатости вычисляются параметры регулирования для электродуговой печи, чтобы предпочтительным образом вмешиваться в процесс плавки. Затем на этапе 36 проверяется, должен ли способ завершаться. Если нет, так как, например, процесс плавки еще не закончен, то способ выполняется так долго, пока способ не будет завершен.
Выдача информации о мере кусковатости обслуживающему персоналу, а также управление и/или регулирование электродуговой печи на основе меры кусковатости являются факультативными составными частями способа.
Система автоматизации и способ управления системой автоматизации
Способ сварки заготовок из высокожаропрочных суперсплавов с особой массовой скоростью подачи сварочного присадочного материала
Временная синхронизация в автоматизированных приборах
Соединительный контактный элемент
Кольцевой узел лопаток газотурбинного двигателя
Устройство сгорания
Уплотнительный элемент, сопловое устройство газовой турбины и газовая турбина
Резонатор гельмгольца для камеры сгорания газовой турбины
Электрическая машина, в частности, погружной электродвигатель с защищенным статором
Реактор с бегущим полем и способ отделения намагничивающихся частиц от жидкости
Монокристаллическая сварка направленно упрочненных материалов
Способ эксплуатации электродуговой печи с по меньшей мере одним электродом, регулирующее и/или управляющее устройство, машиночитаемый программный код, носитель данных и электродуговая печь для осуществления способа
Регулировочное устройство направляющих лопаток осевого компрессора, система поворотных направляющих лопаток осевого компрессора и способ регулирования направляющих лопаток осевого компрессора
Установочное устройство
Завихритель, камера сгорания и газовая турбина с улучшенным завихрением
Устройство отображения и способ для отображения измеренных данных
Устройство для измерения вибраций подшипников для турбомашины
Устройство с разрядником защиты от перенапряжений
Вакуумная переключающая лампа
Система с герметизированным корпусом

