ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛИРОВАННОЙ ГИБКОЙ ТРУБЫ
Вид РИД
Изобретение
Изобретение относится к области строительства, в частности к производству предварительно изолированных труб, применяемых в теплоэнергетике при строительстве и прокладке тепловых сетей, а также сетей холодного и горячего водоснабжения.
Из предшествующего уровня техники известны различные устройства для изготовления теплоизолированных труб и реализующие их линии: DE 3126505; DE 3724360; DE 10312700; DE 19629678; DE 3717020; DE 3724360; ЕР 0038974; DE 19629678; ЕР 01566587; ЕР 1612468; ЕР 2060843; ЕР 2138751; ЕР 1010933; FR 2578026; JP 58020424; JP 2002323194; JP 58020425; JP 58076235; SU 1449025; RU 2265517; RU 2289751; RU 2293247; RU 2320484; RU 2339869; RU 2355941; RU 2372551; RU 11585U1; RU 2052706; RU 2280809; RU 96123112; RU 2003117471; RU 2004139112; US 4844762; US 4929409; WO 0035657; WO 0207948; WO 0231400; WO 0047387. Эти устройства достаточно сложны, поскольку требуют наличия специализированного оборудования и предполагают изготовление теплоизолированных труб в несколько последовательных технологических этапов.
В частности, известна линия изготовления теплоизолированной трубы по заявке на выдачу Европейского патента ЕР 0897788, В29С 44/30, дата публ. 24.02.1999. На первом этапе осуществления данного способа происходит подача рабочей трубы и изоляционных материалов в пленочный рукав, формовка и структуризация изоляции на рабочей трубе в корругаторе. На втором этапе - экструдирование внешней трубы поверх сформированной изоляции.
Недостаток этой линии заключается в многостадийности процесса, использовании дорогостоящего оборудования, трудоемкости и энергоемкости, повышенной материалоемкости вследствие использования дополнительных материалов (в данном случае - пленочного рукава).
В качестве аналога наиболее близкого к изобретению по совокупности признаков (прототипа), выбрано техническое решение, описанное в международной заявке WO 0035657, В29С 47/00, дата публ. 22.06.2000 г.
В заявке WO 0035657 описано устройство для нанесения теплоизоляции на длинномерную трубу, обеспечивающее получение теплоизолированной трубы посредством одностадийного процесса без применения центрирующих элементов рабочей трубы относительно внешней трубы-оболочки и без использования пленочного рукава.
Устройство для нанесения теплоизоляции содержит экструзионную головку через которую поступает длинномерная труба, и экструдеры, которые одновременно экструдируют вспенивающийся теплоизоляционный материал и внешнее защитное покрытие (трубу).
Экструдер экструзионной головки включает первое отверстие, из которого экструдируется композиция для образования вокруг трубы внешней защитной трубы-оболочки, и второе отверстие, из которого экструдируется вспенивающийся теплоизоляционный материал. Температура композиции для защитной трубы-оболочки - приблизительно 300-400°F, в то время как вспенивающийся теплоизоляционный материал должен иметь комнатную температуру. Вспенивающийся теплоизоляционный материал и композиция для защитной трубы-оболочки вводятся под давлением через соответствующие матрицы. Матрицы являются предпочтительно цилиндрическими, что соответствует форме трубы. После одновременной экструзии вспенивающегося теплоизоляционного материала и композиции для защитной трубы-оболочки, создают условия для быстро отверждения материала защитной трубы-оболочки.
Чтобы быстро отвердить термопластичную защитную трубу-оболочку, изделие охлаждают жидким хладагентом (преимущественно, водой). Это может быть осуществлено при перемещении длинномерной трубы со вспенивающимся изолятором и защитной трубой-оболочкой через область, в которой разбрызгивают жидкий хладагент. Как вариант, труба с покрытием может быть погружена в ванну с жидким хладагентом, также может применяться принудительный обдув воздухом. В случае использования термореактивного защитного покрытия для быстрого отверждения его нагревают. Далее вулканизируется вспенивающийся теплоизоляционный материал. Обычно требуется несколько часов, чтобы его вулканизировать. Процесс вулканизации может быть ускорен нагреванием.
К недостаткам прототипа относится то, что в нем предусматривается изготовление внешней защитной трубы-оболочки без образования рельефа в виде винтовой поверхности, а также сложность одновременного поддержания высокой температуры композиции для защитной трубы-оболочки и комнатной температуры для вспенивающегося теплоизоляционного материала (требуется для исключения преждевременного вспенивания).
Раскрытие изобретения
При создании изобретения ставилась задача, создать линию для непрерывного, одностадийного производства гибких предварительно изолированных труб с высокой степенью термоизоляции.
Для прототипа и заявленной линии общими является наличие в своем составе последовательно расположенных элементов: разматывающего устройства подачи рабочей трубы, направляющего устройства, экструзионной головки, экструдера и ванн охлаждения.
Технической задачей, решаемой изобретением, является обеспечение стабильности одностадийного, непрерывного процесса производства гибких теплоизолированных труб, повышение производительности и качества получаемых изделий, возможность изготовления труб с винтообразной (гофрированной) поверхностью.
За счет винтообразной (гофрированной) формы поверхности теплоизолированная труба приобретает дополнительную гибкость и эластичность, что позволяет эксплуатировать изготовленные из нее трубопроводы без применения неподвижных опор и компенсационных устройств при безканальной прокладке, а также обеспечивает низкий уровень температурных потерь теплоносителя.
Отличительными от прототипа признаками заявленного способа изготовления теплоизолированной гибкой трубы, которые обеспечивают решение поставленной задачи, являются следующие признаки:
- наличие вращающегося калибрующего устройства, обеспечивающего формование винтовой формы внешней защитной трубы-оболочки;
- вращающееся калибрующее устройство выполнено в виде калибратора установленного в полую гильзу и работающее совместно с вакуумным насосом ванны, создающем разрежение снаружи формируемой внешней защитной трубы-оболочки, и привода калибратора в виде установленного на ванне охлаждения моторредуктора, связанного с калибратором цепной или ременной передачей, при этом внутренняя поверхность калибратора выполнена с винтовыми канавками, к которым за счет разницы давлений прижата формуемая внешняя защитная труба-оболочка, перемещающаяся в осевом направлении;
- снабжение высокоточной заливочной установки двух- или многоканальной системой кондиционирования, расположенной в полости экструзионной головки и имеющей канальные узлы с каналами (трубками) подачи вспенивающегося теплоизолирующего материала от устройства подачи и смешения вспенивающихся теплоизоляционных материалов высокоточной заливочной установки и змеевиками, с циркулирующим в них хладагентом, охватывающими каналы (трубки). Кроме того, каждый канал подачи вспенивающегося теплоизолирующего материала в двух- или многоканальной системе кондиционирования выполнен в виде трубки из материала с низкой поверхностной активностью;
- выход из каналов вспенивающегося теплоизолирующего материала расположен за вращающимся калибрующим устройством после предварительного охлаждения внешней защитной трубы-оболочки во вращающемся калибрующем устройстве.
Отличием является также то, что для улучшения снятия дозируемого вспенивающегося материала, к выходу из двух- или многоканальной системы кондиционирования, к месту вытекания подведена форсунка с сжатым воздухом.
Также отличительными признаками заявленной линии является то, что в экструзионной головке установлена позиционирующая направляющая обеспечивающая плавное, соосное движение рабочей трубы и исключающее ее провисание.
Линия может быть снабжена отрезным устройством для резки изготовленной теплоизолированной трубы на мерные отрезки и наматывающим устройством.
Отличием заявленной линии является также то, что она снабжена устройством регулирования и контроля соосности положения рабочей трубы относительно внешней защитной трубы-оболочки в виде позиционера, имеющего две степени свободы и осуществляющего регулировку и контроль положения рабочей трубы через слой теплоизоляции. При этом, позиционер выполнен на основе четырех независимых актуаторов, перемещающихся в вертикальной и горизонтальной плоскостях, рабочей гильзы с двумя кольцами, на которых установлены по четыре электромагнитных датчика, сигнал с которых инициирует команды органов управления позиционера на включение соответствующих актуаторов, изменяющих положение гильзы в горизонтальной или вертикальной плоскости, за счет чего устанавливается соосное местоположение рабочей трубы относительно гофрированной оболочки через слой изоляции.
Поставленная техническая задача решается за счет того, что двух- или многоканальная система кондиционирования совмещает несколько функций, а именно:
- обеспечивает поддержку постоянной температуры реакционной смеси (компонентов вспенивающегося наполнителя);
- обеспечивает стабильность и управляемость процессом вспенивания за счет возможности управления процессом циркуляции хладагента, в том числе его температурой;
- обеспечивает работоспособность линии в случае «зарастания» канала подачи компонентов, с переключением на свободный канал для непрерывного производства.
Кроме того, в линии предусмотрена система контроля положения и соосности рабочей трубы относительно внешней гофрированной трубы оболочки, причем контроль производят через слой изоляции позиционирующим устройством с двумя степенями свободы.
Заявленная линия изготовления гибкой теплоизолированной трубы обеспечивает стабильность процесса вспенивания и получение за счет этого высококачественного изделия, при этом внешняя труба-оболочка имеет винтовую (гофрированную) поверхность, формование которой осуществляется вращающимся калибрующим устройством, что позволяет улучшить эксплуатационные свойства готового изделия.
Такая форма поверхности защитной трубы-оболочки из полимерных материалов снижает уровень усилий при намотке готового изделия на барабан, а также снижает уровень внутреннего напряжения в процессе эксплуатации готовой гибкой теплоизолированной трубы.
При анализе предшествующего уровня техники было выявлено, что известны устройства, в которых осуществляется выполнение гофрированной поверхности на внешней защитной трубе-оболочке из полимерных материалов (RU 2293247 и ЕР 2060843). Однако получают такую форму внешней защитной трубы-оболочки более сложными средствами.
В ЕР 2060843 имеется направляющая труба, в которой располагается внутренняя труба. Направляющая труба регулируется по осям, и ее положение управляется устройством, которое отслеживает центральное положение внутренней трубы и подает при необходимости сигналы коррекции. Пленка поступает с бобины и формируется вокруг внутренней трубы концентрически к ней, образуя рукав с заклеенным или сваренным фланговым швом. В сформированный рукав подается вспениваемая смесь на основе полиуретана или полиэтилена. Закрытая пленкой труба вводится в корругатор и образует за счет геометрии инструмента соответствующие углубления, по форме подобные полуволнам. Из корругатора выходит труба с полуволнообразными углублениями на поверхности. На трубу посредством экструзии наносится внешняя оболочка из пластмассы, которая заполняет собой углубления, имеющие форму полуволны. При этом внешняя оболочка прочно соединяется с пленкой в процессе экструзии за счет высокой температуры. В соответствии с описанным процессом гофрированная (полуволнообразная) поверхность получается в корругаторе, который в своем рабочем инструменте (формах) имеет полуволнистую или полу гофрированную рабочую поверхность. Как и в описанном выше аналоге ЕР 0897788, в котором формовка изолирующих материалов происходит также в корругаторе, отличие заключается лишь в форме поверхности рабочего инструмента винт (спираль) в ЕР 2060843 или кольцевая форма в ЕР 0897788.
В отличие от ЕР 2060843 заявленная линия обеспечивает вначале образование наружной винтовой поверхности, ее охлаждение и затем подачу реакционных материалов. Имеющееся оборудование и технологические условия позволяют делать это одновременно, при этом основное используемое оборудование практически то же, что и при известных из уровня техники линиях изготовлении трубы цилиндрической формы.
В патенте RU 2293247 описана линия изготовления изолированной трубы, в которой оболочку из просечно-вытяжной стали формируют в виде трубы вокруг внутренней трубы (или внутренних труб), на упомянутую оболочку накладывают при движении в продольном направлении пластмассовую пленку и сваривают или склеивают ее продольные кромки, в зазор между внутренней или внутренними трубами и полимерной пленкой или оболочкой из просечно-вытяжной стали подают вспенивающуюся композицию, на полимерную пленку винтообразно наматывают жгут. Полимерную пленку между витками жгута формируют под действием давления вспенивающейся пластмассы в виде направленной наружу выпуклости и в заключении методом экструзии наносят наружное покрытие из термопластичной пластмассы, при этом заполняют участки между выпуклостями так, что наружное покрытие приобретает винтообразную волнистость. Согласно RU 2293247 пена образуется в кольцевом зазоре между внутренней трубой и оболочкой из просечно-вытяжной стали за счет отверстий в оболочке из просечно-вытяжной стали, и затем полученные выпуклости покрываются методом экструзии, т.е. первоначально идет подача вспененных материалов, а после этого наносится наружное покрытие.
В RU 2293247 и в ЕР 2060843 формирование гофрированного рельефа трубы происходит в два этапа: первоначально идет формовка (гофрирование) слоя теплоизоляции, и только затем - нанесение наружного слоя. Это принципиально отличает заявленную линию от известных из уровня техники. В заявленной линии формовка наружного покрытия (внешней защитной трубы-оболочки) происходит одновременно с формовкой теплоизоляционного слоя, что обусловлено наличием вращающегося калибрующего устройства.
Технический результат, получаемый при реализации изобретения заключается в повышении производительности, обеспечении стабильности одностадийного непрерывного производства гибких теплоизолированных труб для повышения качества получаемых изделий, получение при одностадийном процессе винтообразной (гофрированной) поверхности трубы. Также заявленная линия обеспечивает возможность расширения номенклатуры готовых выпускаемых на ней изделий. Для каждого вида гибкой теплоизолированной трубы изготавливается стандартный, сменный комплект рабочих инструментов (матрицы, дорны), линия позволяет осуществлять быструю переналадку, и как следствие - повышение производительности труда.
Конструкция линии для изготовления гибких теплоизолированных труб поясняется следующими чертежами.
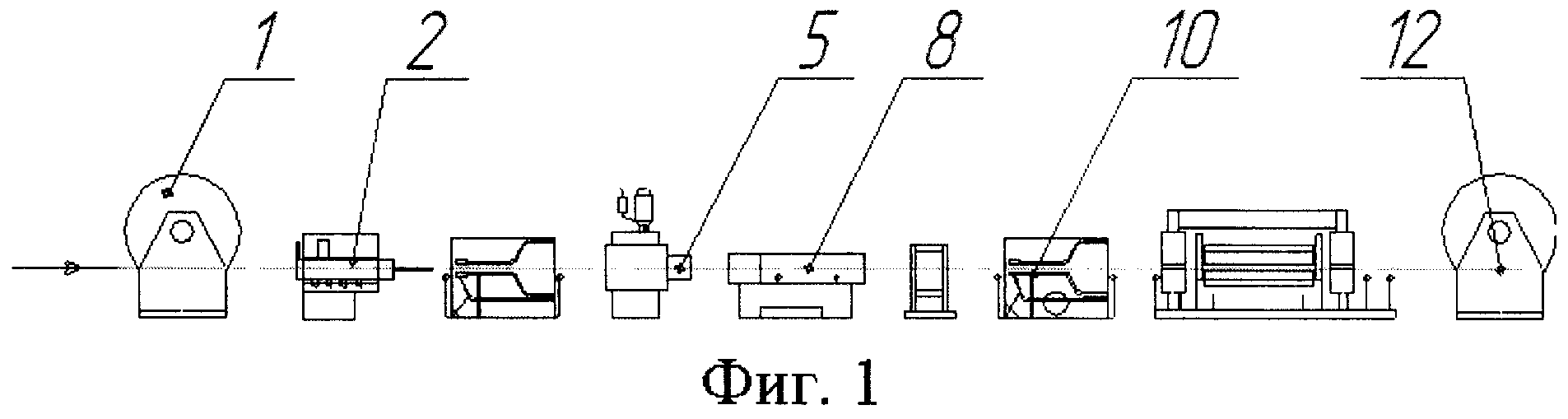
На фиг.1 изображен общий вид заявленной линии.
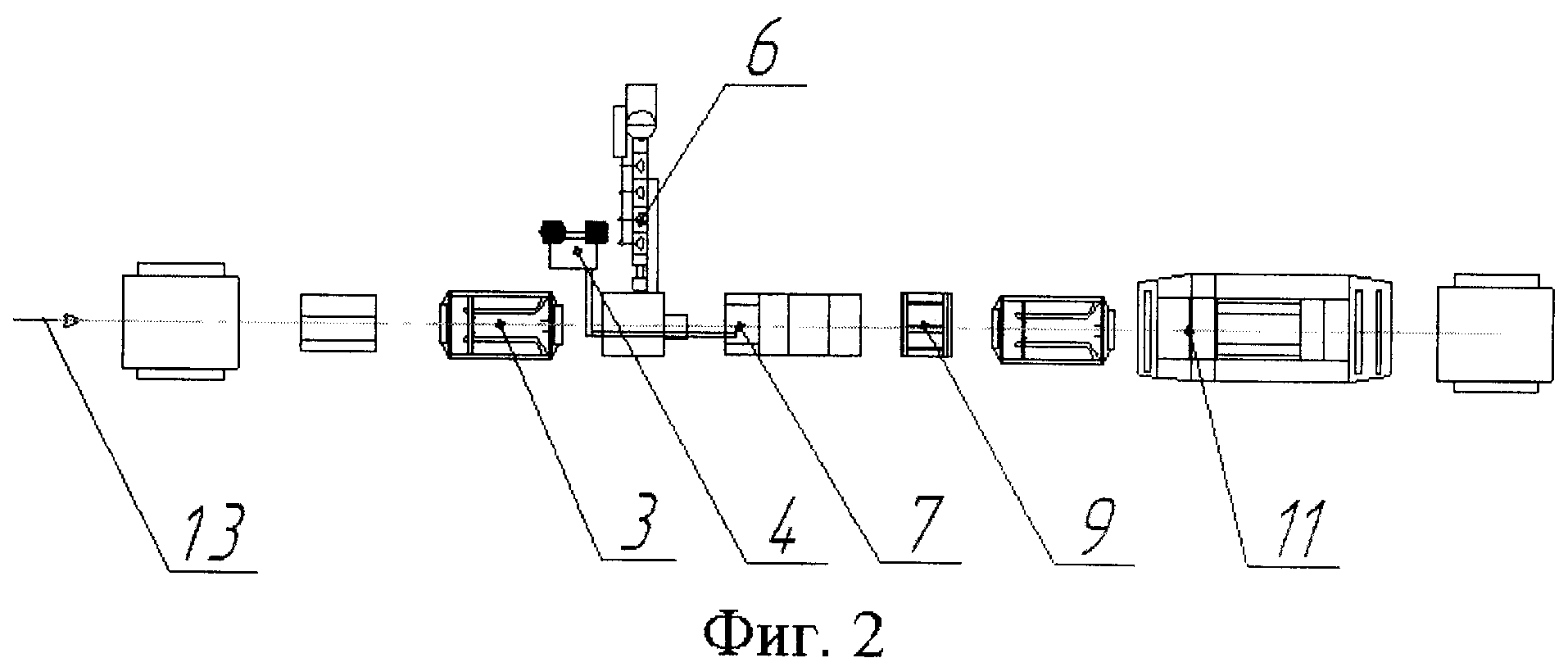
На фиг.2 - линия, вид сверху
На фиг.3 - теплоизолированная гибкая труба.
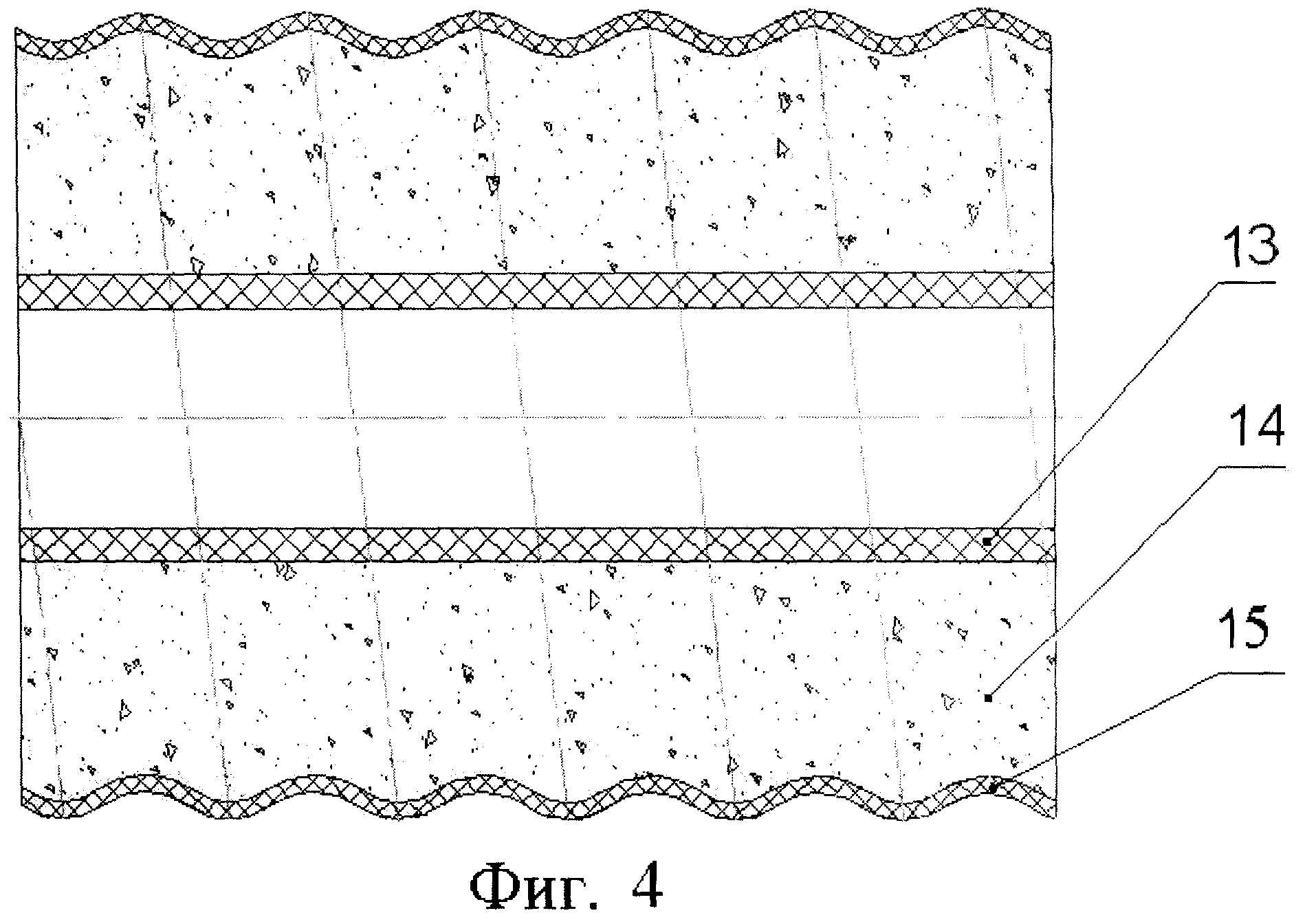
На фиг.4 - пример выполнения теплоизолированной гибкой трубы с рабочей трубой из полимерного материала.
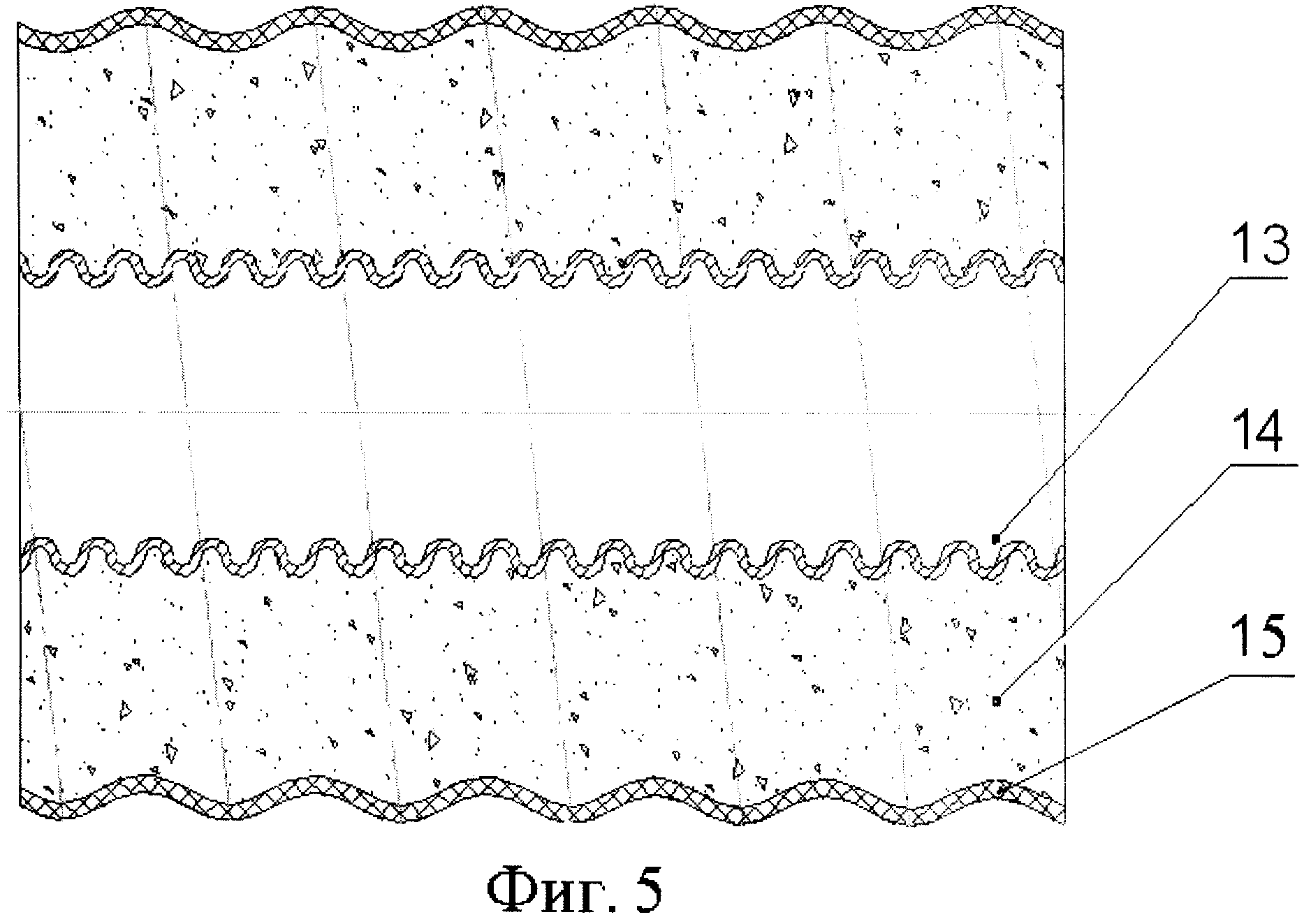
На фиг.5 - пример выполнения теплоизолированной гибкой трубы с рабочей трубой из металла.
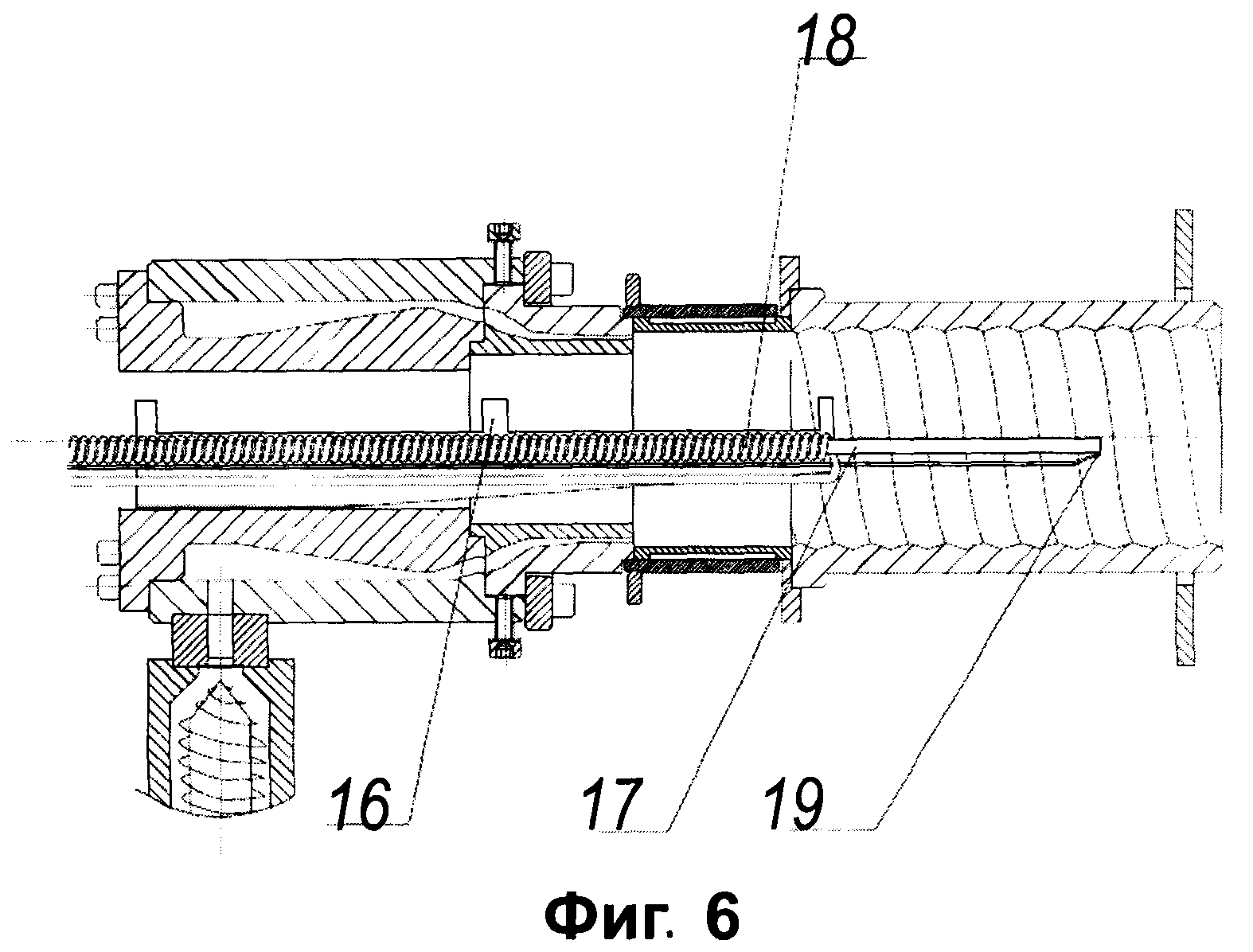
На фиг.6 - двух или многоканальная система кондиционирования, установленная в экструзионную головку.
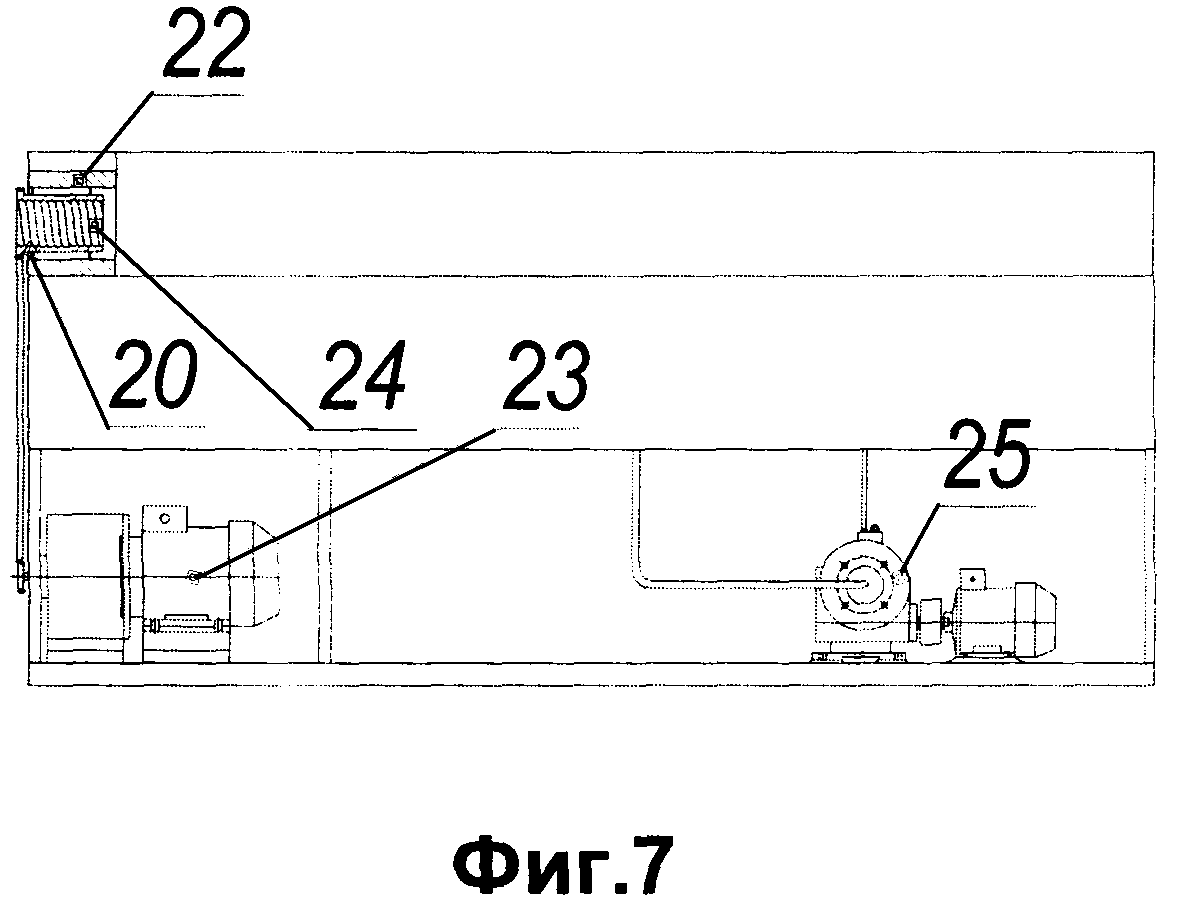
На фиг.7 - общий вид вращающееся калибрующего устройства.
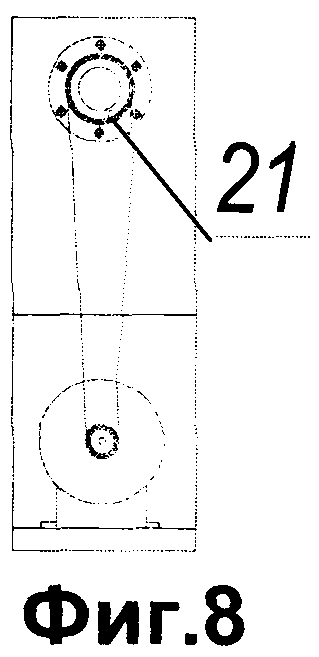
На фиг.8 - вращающееся калибрующего устройства, вид слева.
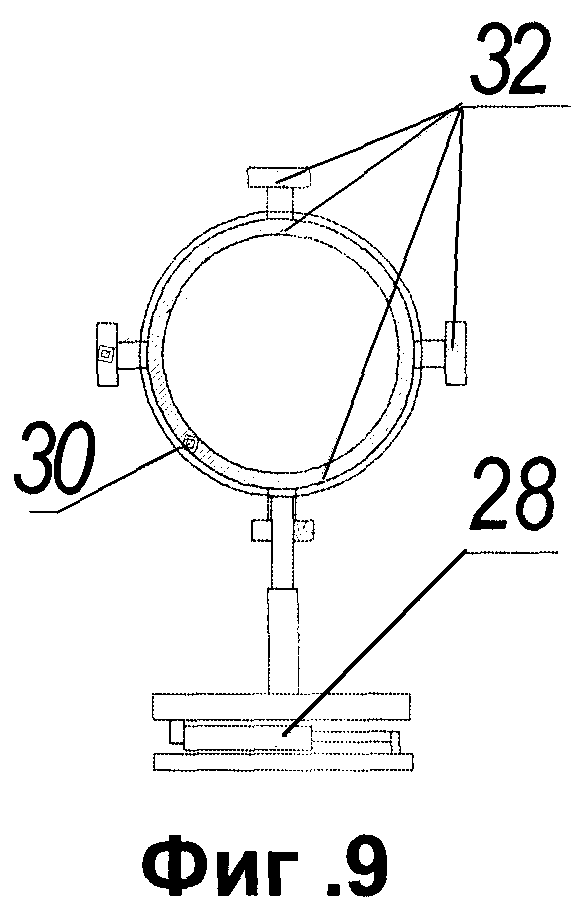
На фиг.9 - позиционер рабочей трубы, общий вид.
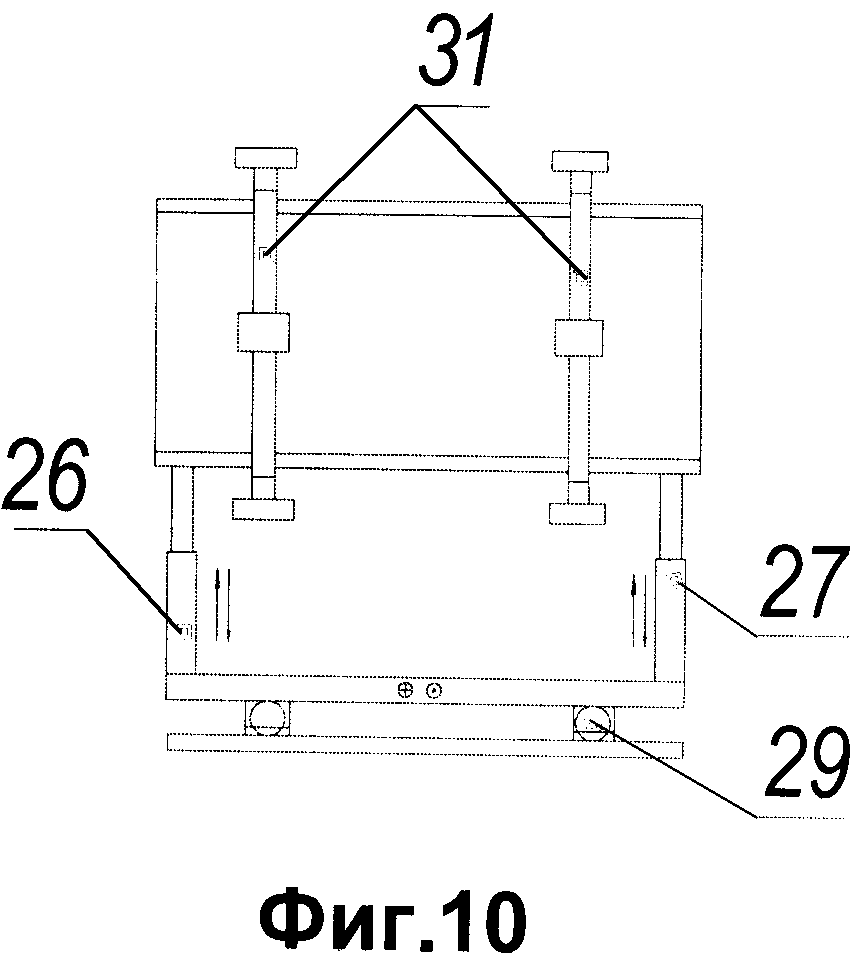
На фиг.10 - позиционер рабочей трубы, вид слева.
Линия для изготовления теплоизолированной гибкой трубы (фиг.1 и 2) включает последовательно расположенные элементы, через который проходит рабочая труба: разматывающее устройство подачи рабочей трубы 1, правильное устройство 2 с системой подогрева, направляющее устройство 3, высокоточную заливочную установку 4, экструзионную головку 5, экструдер 6, вращающееся калибрующее устройство 7, ванну охлаждения 8, позиционирующее устройство 9, тянущее устройство 10, отрезное устройство 11 и наматывающее устройство 12 готовой продукции. Стрелкой показана подача рабочей трубы, если ее подают без использования разматывающего устройства 1 непосредственно с линии ее изготовления.
Разматывающее устройство 1 представляет собой вращающуюся катушку, установленную на подвижные опоры-ролики металлического основания. Для плавной и непрерывной подачи рабочей трубы ролики-опоры снабженных тормозной системой. Кроме того, разматывающее устройство может иметь другую известную из уровня техники конструкцию.
Правильное устройство 2 с системой подогрева выполнено в виде набора вращающихся горизонтальных валков и служит для выравнивания и снятия внутренних напряжений рабочей трубы. Прямолинейность и точность формы поперечного сечения обеспечивается за счет наличия точных механических или цифровых индикаторов положения валков (средства известны из уровня техники). Нагрев рабочей трубы может быть электрическим или газовым.
Направляющее устройство 3 предназначено для предотвращения отклонений движений рабочей трубы в сторону, гашения вибраций и прецизионного ввода через экструзионную головку. Оно определяет траекторию, характер движения рабочей трубы и состоит из двух пневматических одинаковых верхней и нижней гусениц, установленных параллельно одна над другой.
Высокоточная заливочная установка 4, служит для производства и дозирования систем пенопластов. Оборудование заливочной установки зависит от состава смеси и заданной технологии. Здесь производится доведение отдельных компонентов до определенной кондиции: подогрев компонентов до определенной температуры, предварительное смешение компонентов с последующей их подачей через экструзионную головку 5 в систему кондиционирования.
Экструзионная головка 5 предназначена для распределения полимера в канале таким образом, чтобы расплав выходил с одинаковой скоростью. Экструзионная головка 5 представляет собой профилирующий инструмент, придающий расплаву полимера, необходимую форму. В данной линии используется головка с угловым течением расплава и при этом внутренняя полость экструзионной головки служит базой для установки двух- или многоканальной системы кондиционирования (фиг.6) с двумя (или более) каналами подачи компонентов вспенивающейся смеси.
Двух- или многоканальная система кондиционирования, установленная в экструзионной головке, состоит из следующих элементов:
- позиционирующей направляющей 16 для прецизионного направления движения и исключения провисания рабочей трубы.
- канального узла (их может быть два и более), который (или каждый из которых) включает в себя канал 17 подачи реакционного материала выполненный из материала с низкой поверхностной активностью, установленный в змеевик 18 по которому идет циркуляция хладагента. Температура хладагента регулируется в зависимости от температуры реакционного материала: охлаждается для предотвращения преждевременного вспенивания или нагревается для своевременной реакции. К точке вытекания из канала подведена форсунка 19 со сжатым воздухом для улучшения снятия дозируемого материала.
Многоканальная система кондиционирования выполняется следующие функции:
1) производит поддержку постоянной температуры протекающего реакционного материала, стабильность и управляемость процесса вспенивания за счет циркуляции хладагента регулируемой температуры.
2) обеспечивает работоспособность линии в случае «зарастания» любого из каналов подачи компонентов вспенивающегося реакционного материала с возможностью переключения на свободный канал для непрерывного производства.
3) конструкция многоканальной системы кондиционирования, выполнена таким образом, что она выполняет функцию дополнительного прецизионного направляющего устройства для соосной подачи рабочей трубы в полость внешней защитной трубы-оболочки, экструдируемой и формуемой в винтовую поверхность.
4) проводит подачу вспенивающихся компонентов в точку вспенивания.
Экструдер 6 обеспечивает расплавление, гомогенизацию и подачу полимерного материала для образования внешней защитной трубы-оболочки через экструзионную головку 5. Экструдер 6 может комплектоваться устройством предварительной сушки исходного сырья и загрузчиками сырья.
Под действием силы тяжести полимерный материал поступает вниз из загрузочного бункера в рабочий объем экструдера 6. Внутри экструдера полимерный материал попадает в замкнутое пространство между вращающимся шнеком и неподвижными стенками рабочего цилиндра. Воздействие сил трения вызывает разогрев материала, а за счет вращения шнека происходит доставка расплава полимера необходимой консистенции под заданным давлением к экструзионной головке 5. При этом, получение внешней защитной трубы-оболочки из полимерных материалов осуществляется через экструзионную головку 5 с угловым течением расплава, далее внешняя защитная труба-оболочка формуется во вращающемся калибрующемся устройстве 7 для образования на ней винтовой (гофрированной) поверхности и термостабилизируется в ванне охлаждения.
Вращающееся калибрующее устройство 7, установленное на одной станине с ванной 8, является основной частью линии, посредством которой реализуется принцип одностадийного производства гибкой теплоизолированной трубы за счет сочетания во вращающемся калибрующем устройстве функции формующего и охлаждающего устройств. Вращающееся калибрующее устройство 7 задает необходимые размеры и форму изделия и состоит из калибратора 20, установленного в гильзу 22, и закрепленной с торца калибратора шестерни 21. Передача вращающего момента к калибратору происходит за счет цепной или ременной передачи от шестерни с моторредуктора 23, установленного на ванне охлаждения.
На внутренней поверхности калибратора 20 выполнены канавки 24 в форме винтовой поверхности. При формовании внешней защитной трубы-оболочки за счет разрежения, создаваемого вакуумным насосом 25, заготовка внешней защитной трубы-оболочки прижимается к стенкам калибрующего устройства. Формование защитной трубы-оболочки осуществляется вследствие того, что внутри заготовки воздух находится под атмосферным давлением, а снаружи создается разрежение, под действием которого, заготовка защитной трубы-оболочки прижимается к стенкам калибрующего устройства, формируя трубу заданного размера и конфигурации. За счет осевого вращения калибрующего устройства вокруг и продольного перемещения заготовки, наружная поверхность экструдированной защитной трубы-оболочки приобретает винтовую (гофрированную) форму. Калибратор 20 контактирует с расплавом полимера, формует его и охлаждает хладагентом, забираемым из ванны охлаждения 8. Когда экструдат выходит из калибратора 20, он уже обладает достаточной прочностью для вытяжки его тянущим устройством.
Ванна охлаждения 8 состоит из двух частей и представляет собой вакуумно-охлаждающую ванну, снабженную вакуумным насосом для создания разряжения в калибрующем устройстве 7 и циркуляционным насосом, который подает хладогент (воду) к калибрующему устройству 7 и охлаждающей части ванны 8. Расплав, из которого формуется внешняя защитная труба-оболочка, имеет высокую температуру (190-220°С) и вследствие текучести не имеет своей формы. Для того чтобы ему придать эту форму он поступает в калибрующее устройство, которое формирует необходимый профиль (геометрию трубы).
Для получения заданного профиля трубы необходимо соблюдение нескольких условий:
1) Создать разность давлений между наружной и внутренней частями калибратора, чтобы прижать расплав к его стенкам. Внутри трубы (с внутренней стороны) формуемого расплава имеется атмосферное давление (вследствие сообщения с внешней атмосферой), а с внешней стороны формуемого расплава должно быть создано разрежение. Разрежение создается вакуумным насосом.
2) Подать снаружи на калибратор, в котором находится формуемый расплав, хладагент (воду) чтобы охладить его и тем самым предварительно зафиксировать его форму. После этого полученная внешняя защитная труба-оболочка с только что сформированным профилем (формой), но окончательно не охлажденная, протягивается через охлаждающую часть ванны, где она окончательно охлаждается (термостабилизируется).
Калибратр установлен на одной станине с вакуумно-охлаждающей ванной, на которой закреплены также вакуумный насос для создания разряжения в ванне (чтобы прижать плав к стенкам калибра) и циркуляционный насос (насосы) чтобы подать воду на калибр для предварительного охлаждения. В ванне 8 (ее охлаждающей части) производится окончательное охлаждение винтовой поверхности внешней защитной трубы-оболочки распылением хладагента (например, воды) насосами через форсунки, установленные по всей длине ванны. В ванне имеются точки подключения для подвода холодного и отвода нагретого хладагента. Хладагент должен иметь как можно более низкую температуру, насколько это позволяет перерабатываемый полимер. Запасенное тепло может дополнительно отводиться внешним холодильником или использоваться многоступенчатый теплообменник.
В термостабилизированное межтрубное пространство, образованное между внешней защитной трубой-оболочкой и рабочей трубой, по каналам двух- или многоканальной системы кондиционирования высокоточной заливочной установки, подают вспенивающиеся реакционные материалы, которые равномерно заполняют полость между трубой-оболочкой и рабочей трубой, где проходит процесс образования и стабилизации пены.
За счет адгезии возникающей на границе материалов образуется единая неразборная гибкая теплоизолированная труба с винтовой (гофрированной) поверхностью и высокими теплоизоляционными свойствами.
Позиционер 9 предназначен для определения, регулирования и контроля положения рабочей трубы относительно внешней защитной трубы-оболочки с винтовой поверхностью при прохождении процесса стабилизации теплоизоляции. Он состоит из двух вертикальных независимых актуаторов 26, 27 (перемещение вверх, вниз), двух горизонтальных актуаторов 28, 29 (перемещение влево, право), рабочей гильзы 30 с фиксирующими кольцами 31 на которых установлены по четыре электромагнитных датчика 32, подающих команды органам управления позиционера 9 (актуатарам), которые, в свою очередь, корректируют местоположение рабочей трубы относительно гофрированной оболочки через слой еще не отвержденной изоляции. Позиционер 9 является устройством с двумя степенью свободы.
Тянущее устройство 10, обеспечивающее движение трубы по линии, состоит из двух гусениц, из которых верхняя пневматическая прижимает трубу, а положение нижней регулируется механически и устанавливается в зависимости от диаметра изготавливаемой теплоизолированной трубы. Расстояние между верхней и нижней гусеницами поддерживается неизменным при выпуске теплоизолированной трубы одного и того же диаметра. В гусеницах вращается цепь с резиновыми прокладками, которая приводится в действие от электродвигателя с бесступенчатым регулированием скорости вращения и, такием образом, тянущее устройство обеспечивает непрерывный отвод изготовленной трубы и подачу ее в отрезное устройство 11 планетарного типа, где проводится резка произведенных труб на мерные отрезки.
Наматывающее устройство 12 снабжено электроприводом и управлением скорости с центрального пульта. Предназначено для намотки труб в бухты диметром до 3,5 метров и их упаковки.
В данной линии для изготовления теплоизолированной гибкой трубы предусматривается объединение различных контролирующих устройств и механизмов, под управление единой микропроцессорной системы, осуществляющей полный автоматический контроль и управление всеми элементами экструзионной линии.
Максимально возможное исключение контакта обслуживающего персонала с компонентами производства, механизация и автоматизация процессов экструзии, подачи изоляции, упрощение конструкций агрегатов и повышение их надежности, обеспечивают задачу повышение производительности труда, решаемую изобретением.
Работа линии для изготовления теплоизолированной гибкой трубы заключается в следующем.
Рабочая труба 13 подается из барабана разматывающего устройства 1 линии или производится одновременно с процессом изготовления теплоизолированной трубы и подается на линию без промежуточной намотки. Перед нанесением на рабочую трубу теплоизоляционного слоя она предварительно правится и нагревается в правильном устройстве 2, что необходимо для улучшения адгезии между материалами, рабочая труба позиционируется в направляющем устройстве 3 и далее перемещается через экструзионную головку 5 с угловым течением расплава полимерных материалов.
Рабочая труба 13 может быть выполнена из различных прочных гибких материалов, например из полимеров (фиг.4) или металла (фиг.5). Рабочих труб внутри внешней трубы-оболочки может располагаться несколько.
Внешняя защитная труба-оболочка 15 из полимерных материалов экструдируется соосно рабочей трубе и формуется во вращающемся калибрующем устройстве 7 для придания ей винтообразной формы. Такая геометрия трубы-заготовки, как указывалось выше, снижает внутренние напряжения при намотке готового изделия на барабан наматывающего устройства 12, а также при эксплуатации готовой теплоизолированной гибкой трубы.
В процессе непрерывной подачи рабочей трубы через экструзионную головку 5 с боковой подачей полимерных материалов, которая экструдирует внешнюю трубу-оболочку, а вращающееся калибрующее устройство 7 формует в гофрированную поверхность трубу-оболочку. Калибрующее устройство оснащено форсунками для подачи хладагента (воды) из ванны охлаждения на поверхность полученной внешней защитной трубы-оболочки для ее термостабилизации и охлаждения.
Далее в термостабилизированную (охлажденную) полость между рабочей (внутренней) трубой и винтовой (гофрированной) поверхностью внешней трубы-оболочки, из высокоточной заливочной установки 4 через канальные узлы двух- или многоканальной системы кондиционирования подают вспенивающийся теплоизоляционный материал, который равномерно заполняет внутреннюю полость трубы-оболочки 15 с образованием слоя теплоизоляции 14.
Двух- или многоканальная система кондиционирования состоит из двух или более канальных узлов 17 (по числу каналов) подачи и смешения (впрыска) вспенивающихся теплоизолирующих материалов и обеспечивает поддержание постоянной температуры, стабильность процесса вспенивания и его управляемость. Поддержание системой кондиционирования требуемой температуры производится за счет циркуляции хладагента (например, воды) по змеевикам 18, охватывающим трубки, образующие каналы 17 устройства подачи вспенивающихся теплоизолирующих материалов. Змеевик 18 охлаждает трубку (канал 17), внутри которой находятся компоненты вспенивающихся материалов, и одновременно является направляющим и поддерживающим устройством для нее. Трубки, образующие каналы 17 устройства подачи и смешения вспенивающихся теплоизолирующих материалов, изготавливают из материала с низкой поверхностной активностью. По каналу 17 подают реакционные материалы, которые в процессе прохождения по трубкам дополнительно перемешиваются слоями.
Двух- или многоканальная система кондиционирования размещается в полости экструзионной головки, змеевик 18 (змеевики) охлаждает канал (каналы) 17 канального узла подачи вспенивающегося теплоизоляционного материала, а также пространство вокруг змеевика, что обеспечивает температуру, требуемую для осуществления процесса вспенивания.
Подача и смешение (впрыск) с использованием двух или более каналов 17 (трубок) обеспечивает работоспособность линии в случае «зарастания» канала подачи вспенивающихся материалов переключением на свободный канал. В случае «зарастания» канала подача компонентов вспенивающихся теплоизолирующих материалов переходит на другой канал и обеспечивает непрерывность технологического процесса производства теплоизолированной трубы.
Система кондиционирования с устройством подачи и смешения вспенивающихся теплоизолирующих материалов размещена в полости экструзионной головки 5. В этой же полости может размещаться дополнительное поддерживающее и центрирующее устройство для рабочей трубы.
Далее полученное изделие охлаждается в ванне охлаждения 8, заполненной хладагентом, например водой.
Подача вспенивающихся теплоизолирующих материалов из высокоточной заливочной установки 4 синхронизирована с подачей рабочей трубы и процессом экструзии, что дает возможность получения однородного по плотности и контролируемого распределения теплоизоляционного слоя 14.
Контроль положения и соосности рабочей трубы относительно внешней гофрированной трубы оболочки проводят через слой еще не отвержденной теплоизоляции позиционирующим устройством 9 с двумя степенью свободы.
С помощью тянущего устройства 10 готовая гибкая теплоизолированная труба подается в отрезное устройство 11, в котором происходит резка на мерные отрезки, проводиться намотка на барабан наматывающего устройства 12 готовой продукции и упаковывается.
На наматывающем устройстве проводится намотка труб в бухты и упаковки.
Теплоизолированная труба и участок трубопровода с гидрозащитой по наружной поверхности и по торцам
Металлическая заглушка изоляции для теплоизолированной трубы или фасонного изделия
Способ герметизации стыка предварительно изолированных труб (варианты)
Стыковое соединение предварительно изолированных труб или фасонных изделий
Способ герметизации стыка предварительно изолированных труб
Стыковое соединение изолированных труб или фасонных изделий
Способ герметизации стыка предварительно изолированных труб с использованием термоусаживаемой муфты
Способ герметизации стыка изолированных труб
Способ изготовления изолированных труб и фасонных изделий для трубопроводов
Сильфонное компенсационное устройство для бесканальной прокладки трубопровода
Теплоизолированная труба и участок трубопровода с гидрозащитой по наружной поверхности и по торцам
Металлическая заглушка изоляции для теплоизолированной трубы или фасонного изделия
Способ герметизации стыка предварительно изолированных труб (варианты)
Стыковое соединение предварительно изолированных труб или фасонных изделий
Способ герметизации стыка предварительно изолированных труб
Стыковое соединение изолированных труб или фасонных изделий
Способ герметизации стыка предварительно изолированных труб с использованием термоусаживаемой муфты
Способ герметизации стыка изолированных труб
Способ изготовления изолированных труб и фасонных изделий для трубопроводов
Сильфонное компенсационное устройство для бесканальной прокладки трубопровода

