Результат интеллектуальной деятельности: ТОКАРНЫЙ СТАНОК
Вид РИД
Изобретение
Изобретение относиться к области металлообработки маложестких деталей типа «вал» и может быть использовано на металлорежущих станках.
Известен токарный станок, оснащенный самоцентрирующими люнетами (СЦЛ), установленными на балке, закрепленной на направляющих станка [1].
Недостатком такой конструкции является низкая жесткость балки, отсутствие механизмов регулирования 'положения СЦЛ в поперечном направлении, постоянное усилие зажима.
Наиболее близким станком по назначению к заявленному изобретению, выбранному в качестве прототипа, является токарный станок, оснащенный передней и задней бабки, станину с направляющими, поперечный и продольный суппорты и самоцентрирующие люнеты с зажимными вращающимися роликами [2].
Недостатком данного устройства является крепление люнетов на станине, что ограничивает рабочий ход суппорта, установка заготовки по центровым отверстиям в центрах вращения, невозможность перемещения люнетов по длине обрабатываемой заготовки.
Задачей, на решение которой направлено заявляемое изобретение, является расширение технологических возможностей токарного станка, повышение точности и производительности обработки.
Эта задача решается тем, что в токарном станке для обработки осесимметричных заготовок, содержащем переднюю и заднюю бабки, станину с направляющими, поперечный и продольный суппорты и самоцентрирующие люнеты с зажимными вращающимися роликами, на станине жестко закреплена дополнительно малая станина, содержащая опоры, направляющие в виде «ласточкиного хвоста», клиновый механизм регулирования зазора, поперечные суппорты, оснащенные шаговыми приводами, при этом люнеты размещены на поперечных суппортах в зонах и узлах пучностей колебаний.
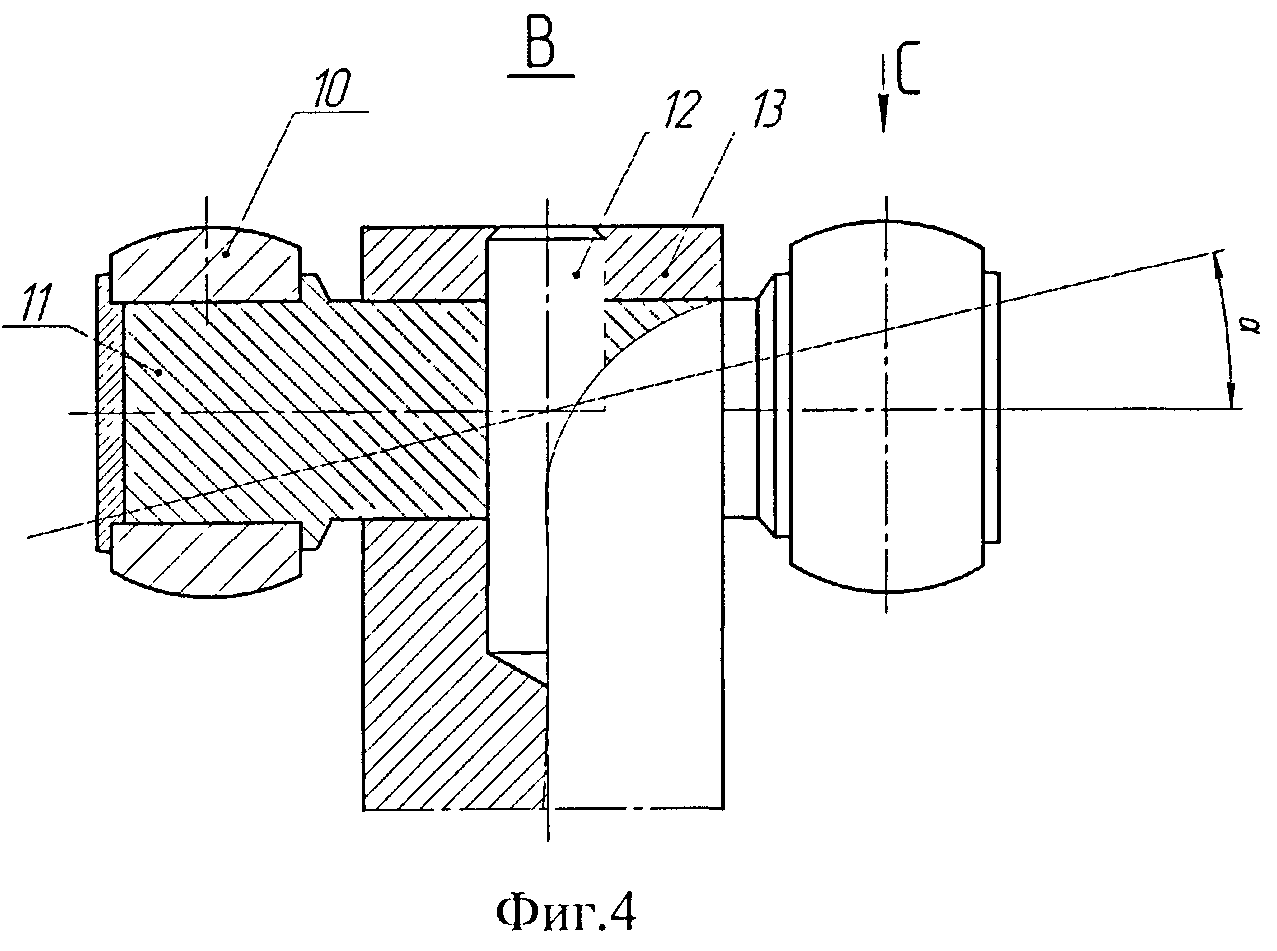
Зажимные вращающиеся ролики самоцентрирующих люнетов выполнены сдвоенными и сферическими, при этом они выполнены с возможностью поворота вместе с рычагами, па которых они размещены, относительно своей оси на угол α, равным не менее 45°, причем плоскость поворота роликов проходит в плоскости, проходящей через продольную ось рычагов и продольную ось заготовки.
Оси поперечных суппортов могут быть наклонены к горизонтальной плоскости под углом β=30°÷40°.
Сборная станина позволяет стабилизировать упругие перемещения СЦЛ в процессе механической обработки.
Малая станина с жесткими опорами и направляющими в виде ласточкиного хвоста расширяет технологические возможности станка путем перемещения СЦЛ вместе с поперечными суппортами вдоль заготовки и отвода их из зоны обработки, что позволяет расширить технологические возможности обработки как в продольном, так и поперечном направлениях.
Клиновой механизм регулирования зазора обеспечивает повышение точности установки люнетов, технологичность конструкции опор люнетов.
Поперечные суппорты, оснащенные шаговыми приводами, обеспечивают легкость и точность регулировки положения люнетов.
Установка самоцентрирующих опор в зонах образования узлов пучностей заготовки обеспечивает максимальную жесткость технологической системы при минимальных возмущениях. При этом происходит одновременное демпфирование заготовки в ее сечениях между опорами, что повышает точность обработки за счет снижения интенсивности колебаний заготовки.
Зажимные сферические ролики, установленные на рычаги с возможностью поворота на 45°, позволяют обеспечивать непрерывный контакт роликов с заготовкой, в том числе и при прохождении инструмента под СЦЛ в процессе точения, а также осуществлять базирование по конической поверхности.
Установка СЦЛ на поперечном суппорте малой станины под углом β=30÷40°. обеспечивает беспрепятственный проход инструмента под СЦЛ, компенсацию силы резания в пространстве и минимальную погрешность при обработке за счет ориентации оси максимальной жесткости вдоль действия равнодействующей силы резания.
Токарный станок для обработки длинномерных осесимметричных деталей иллюстрируется чертежами: на фиг.1 приведен общий вид; на фиг.2 - разрез А-А фиг.1; на фиг.3 - разрез Б-Б фиг.2; на фиг 4 - вид В на фиг.2; на фиг.5 - вид С на фиг.4.
Токарный станок для изготовления осесимметричных длинномерных деталей (фиг.1-3) содержит основную станину 1 и жестко закрепленную на ней станину 2, оснащенную опорами 3. Расстояние между опорами равно соотношению длины вала к диаметру. На станине 2 размещены продольные суппорты 4, на которых монтируются поперечные суппорты 5 с шаговыми приводами 6. На верхнем основании поперечных суппортов 5 закреплены СЦЛ 7, которые оснащены шаговыми приводами 8.
СЦЛ 7 оснащены контуром автоматического управления, включающего датчики положения инструмента (на фиг. не показаны) по длине заготовки, выходы которых подключены к входам вычислительного устройства 9, а выход последнего подключен к входам шаговых приводов 6 поперечных суппортов 5 малой станины и входам шаговых приводов 8 СЦЛ 7.
Зажимные сферические ролики 10 размещены (фиг.4-5) на поворотных рычагах 11, последние установлены на неподвижных осях 12, которые закреплены на торцах рычагов 13 СЦЛ 6.
Токарный станок работает следующим образом. Перемещением продольных суппортов 4 и поперечных 5 СЦЛ 7 устанавливаются в необходимом положении для обработки конкретного вала. Заготовка вала устанавливается в СЦЛ 7. Далее резцом в резцедержателе проводится токарная обработка.
Контур автоматического управления обеспечивает непрерывный контакт роликов с базовой поверхностью заготовки за счет своевременного включения шаговых приводов зажима 8 при перемещении зоны резания под люнетом. При этом за счет поворотных рычагов 11 зажимается заготовка по обработанной поверхности роликами с одного края. Затем при выходе зоны резания из под СЦЛ 7 шаговым приводом 8 происходит дожим рычагов 13 до обработанной поверхности.
Источники информации
1. Авторское свидетельство СССР №1294482, кл. B23B 1/00, 1987.
2. Фещенко, В.Н. Токарная обработка: Учебник / В.Н. Фещенко, Р.Х. Махмутов. - М.: Высш. шк., 2005. - с.24, 47.




Способ термосиловой обработки длинномерных осесимметричных деталей и устройство для его осуществления
Устройство для электрохимической обработки винтов
Сборочный стапель
Способ термосиловой обработки длинномерных осесимметричных деталей и устройство для его осуществления
Способ термосиловой обработки длинномерных осесимметричных деталей и устройство для его осуществления

