Результат интеллектуальной деятельности: ЛЕМЕХ ПЛУГА
Вид РИД
Изобретение
Изобретение относится к области сельскохозяйственного машиностроения, в частности к изготовлению и восстановлению лемехов с одновременным их упрочнением.
Основной проблемой современной технологии обработки почвы является увеличение срока службы пахотных орудий. Для этой цели широко используются различные варианты плугов с заменяемой режущей частью.
Из описания к патенту РФ на изобретение №2413601 МКИ A01B 15/04 от 10.03.2011 известно использование для повышения общего срока службы плуга сменной режущей носовой части лемеха, формирующей часть режущей кромки лемеха. Сменная режущая носовая часть лемеха представляет собой пластину из стали с повышенной твердостью поверхностного слоя, привариваемую вручную на месте к нижней части лемеха. Данное решение обеспечивает при смене режущей носовой части лемеха последующую работу восстановленного лемеха с ресурсом, соответствующим ресурсу лемеха заводского изготовления. Однако для достижения такого ресурса требуется использование для сменной пластины высокопрочных марок сталей. Для присоединения пластины к лемеху требуются специальные электроды. При этом требуется точное соблюдение режимов сварки, что сложно осуществить при ручной сварке на месте. Кроме того, сменная пластина формирует только часть режущей кромки лемеха.
Известен лемех плуга, который имеет долото, изготовленное из полосы стали повышенной твердости отдельно от лемеха. Долото приваривается к корпусу лемеха, и затем подвергается упрочнению наплавочным армированием путем наваривания валиков перпендикулярно сварочному шву и полевому обрезу с шагом 30-40 мм (патент РФ на полезную модель №101891 A01B 15/06 от 10.02.2011). Недостатками такого лемеха являются: невозможность повторного использования долота после достижения им предельного износа; возможность коробления носовой части лемеха, из-за высоких местных термических нагрузок при сварке и наплавке, недостаточный срок службы и сложность технологии восстановления непосредственно в составе лемеха с шагом 30-40 мм перпендикулярно этому шву. Кроме того, конструкция лемеха обеспечивает повышение износостойкости только носовой области и не учитывает износ лезвийной части; замена приваренного долота при достижении предельного износа возможна только при удалении оставшейся части; применение армирования наплавкой валиков электродом для сварки углеродистых сталей будет снижать эффективность упрочняющей термообработки привариваемого долота вследствие воздействия термических полей от наплавки.
Наиболее близким к заявленному лемеху является лемех по патенту РФ на полезную модель №41564 МКИ A01B 15/04 от 10.11.2004. Известный лемех плуга имеет несущую часть лемеха с отверстиями для крепления лемеха к плугу и режущую носовую часть лемеха с нанесенной вдоль ее режущей кромки полосой покрытия из износостойкого материала. К боковой кромке лемеха с помощью сварки присоединено долото. Хотя в этом лемехе имеется слой покрытия из износостойкого материала, для повышения стойкости лемеха к абразивному износу необходимо весь лемех изготавливать из высокопрочной стали. Кроме того, для изготовления лемеха требуется специализированный прокат, что удорожает производство лемеха и практически исключает возможность восстановления лемеха.
Целью изобретения является разработка лемеха плуга с увеличенным сроком службы, конструкция которого требует меньшего расхода высокопрочных сталей и позволяет выполнить качественный восстановительный ремонт лемеха как в заводских условиях, так и в любой специализированной мастерской.
Поставленная цель достигается тем, что в лемехе плуга, содержащем несущую часть лемеха с отверстиями для крепления лемеха к плугу и режущую носовую часть лемеха с нанесенной вдоль ее режущей кромки полосой покрытия из износостойкого материала, согласно предлагаемого изобретения несущая часть и режущая носовая часть выполнены в виде отдельных пластин, соединенных друг с другом сварным швом, при этом пластина режущей носовой части имеет меньшую толщину чем пластина несущей части и выполнена из материала, имеющего твердость HRC больше чем твердость HRC пластины несущей части, при этом ширина пластины режущей носовой части превышает ширину упомянутой полосы покрытия из износостойкого материала.
Кроме того, на несущей части лемеха выполнены отверстия для крепления долота.
Предпочтительно, что пластина режущей носовой части выполнена из стали твердостью 35-38 HRC.
Предпочтительно, покрытие выполнено из износостойкого материала с твердостью 55-60 HRC.
При этом покрытие из износостойкого материала выполнено из высокопрочной стали, твердых сплавов или из металлокерамики.
Указанные факторы, а именно: наличие у лемеха плуга несущей части и режущей носовой части, выполненных в виде отдельных пластин, соединенных друг с другом сварным швом, при этом пластина режущей носовой части имеет меньшую толщину чем пластина несущей части и выполнена из материала имеющего твердость HRC больше чем твердость HRC пластины несущей части, при этом ширина пластины режущей носовой части превышает ширину упомянутой полосы покрытия из износостойкого материала, обеспечивает возможность периодической замены носовой части после ее истирания, и создают условия для увеличения срока службы лемеха и обеспечения его ремонтопригодности. Выполнение пластины режущей носовой части с меньшей толщиной чем пластина несущей части уменьшает тяговое сопротивление при пахоте даже при постоянной толщине пластины режущей носовой части, что обычно достигается использованием дорогостоящего проката переменной толщины. Соединение пластин лемеха между собой и нанесение износостойкого покрытия на режущую носовую часть может быть осуществлено в стационарных условиях (на заводе или в специализированной мастерской) с использованием универсальных сварочных станков с контролируемым режимом работы, что гарантирует высокое качество сварного шва и нанесенного покрытия, обеспечивая таким образом высокий ресурс службы лемеха.
Изобретение поясняется рисунками.
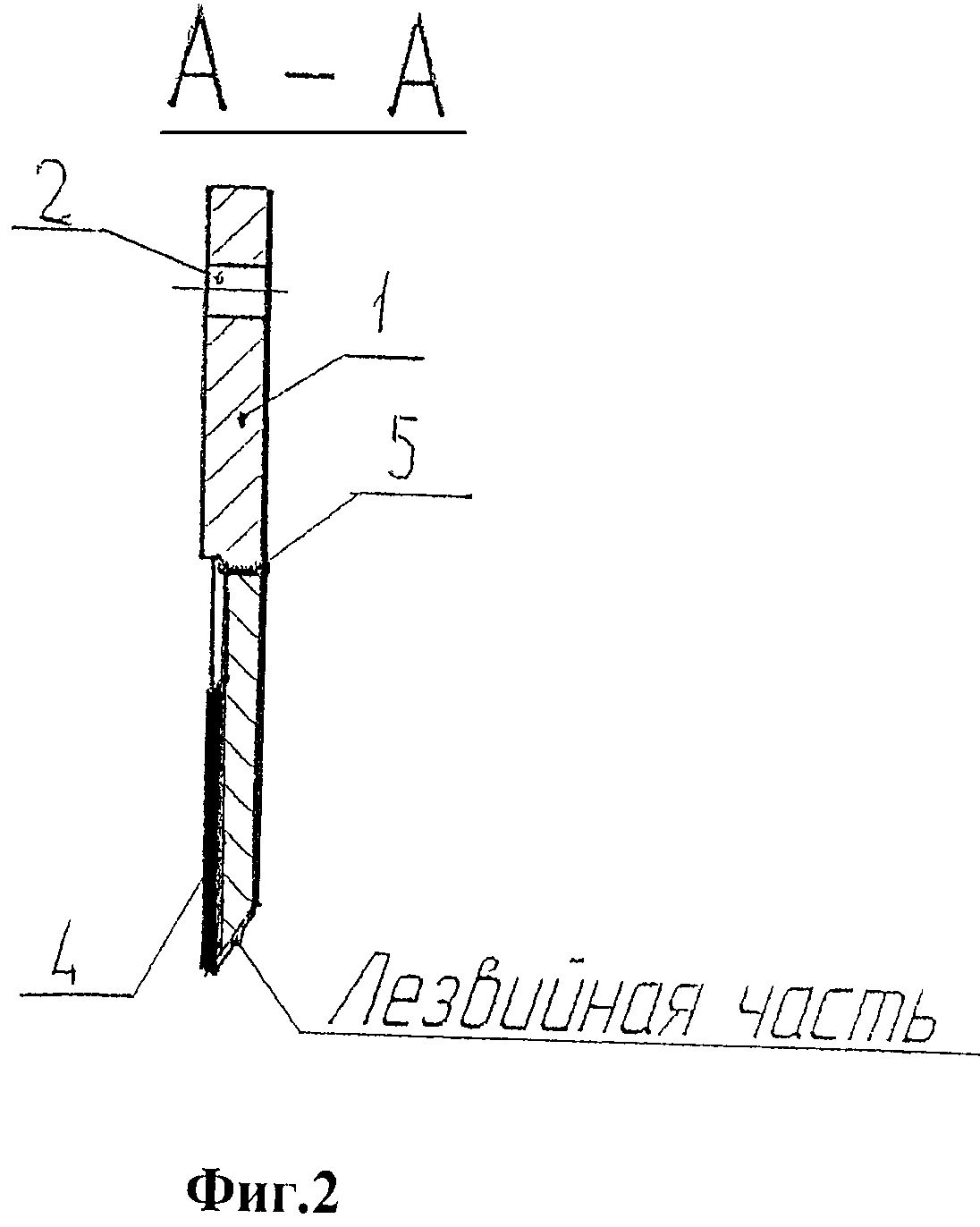
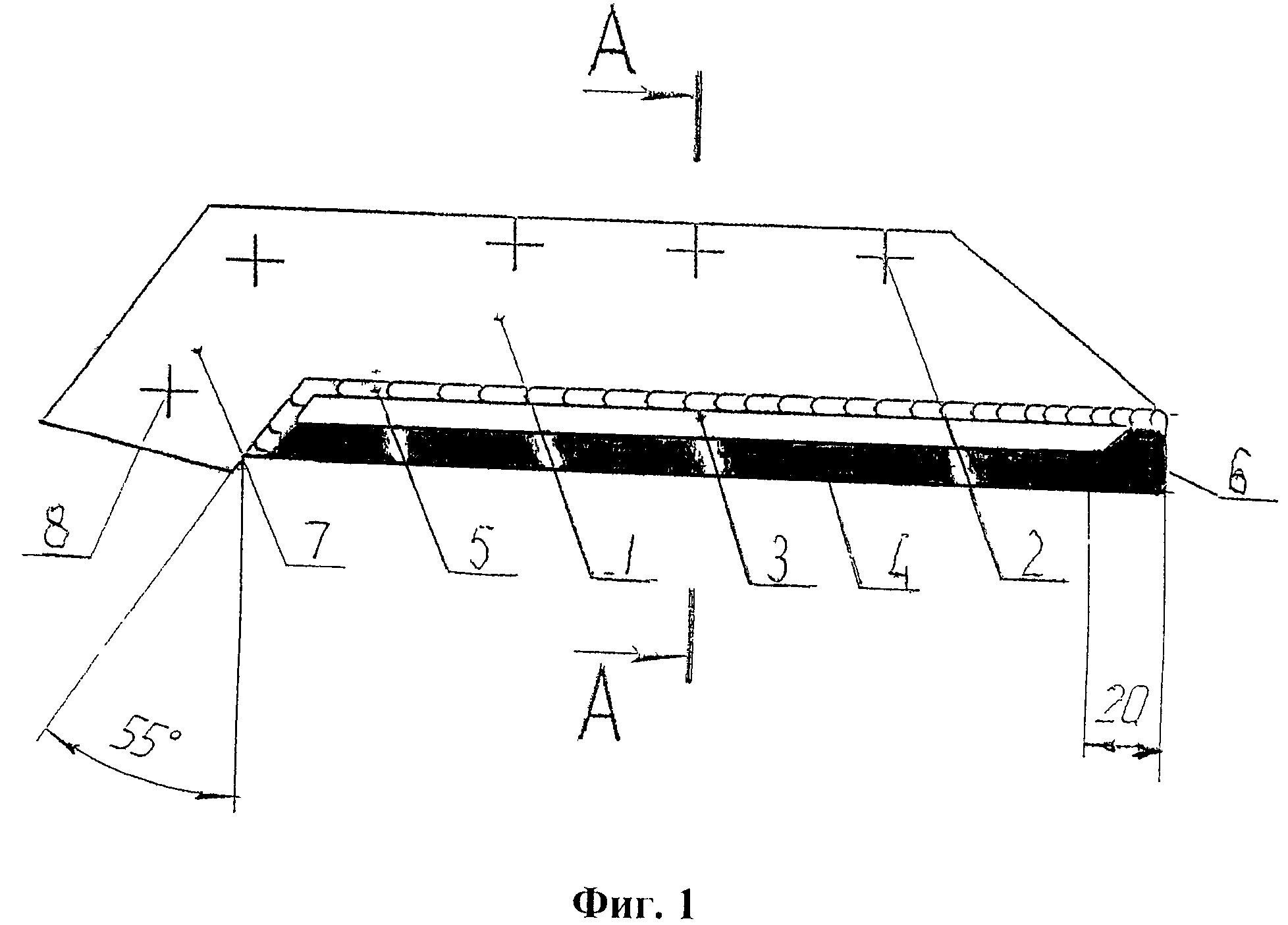
На фиг.1 общий вид лемеха в плане, на фиг.2 показано сечение А-А на фиг.1.
В качестве примера рассматривается конструкция лемеха со сменным долотом, однако, подобная конструкция может быть распространена и на цельнометаллические лемеха.
Лемех плуга включает в себя несущую часть 1 лемеха с отверстиями 2 для крепления лемеха к плугу и режущую носовую часть 3 лемеха с нанесенной вдоль ее режущей кромки полосой 4 покрытия из износостойкого материала. Несущая часть 1 и режущая носовая часть 3 выполнены в виде отдельных пластин, соединенных встык друг с другом двухсторонним сварным швом 5, при этом пластина режущей носовой части имеет меньшую толщину чем пластина несущей части. Пластина режущей носовой части 3 выполнена из стали твердостью 35-38 HRC и имеет твердость HRC больше чем твердость HRC пластины несущей части 1. Ширина пластины режущей носовой части превышает ширину упомянутой полосы покрытия из износостойкого материала. Износостойкое покрытие на пяточной зоне 6 режущей носовой части 3 нанесено по всей ширине пластины режущей новой части на длине не менее 20 мм. Размеры пластины режущей носовой части определяются предельным износом лемеха плуга. На несущей части лемеха в зоне 7 крепления долота выполнены отверстия 8 для крепления долота.
Покрытие выполнено из износостойкого материала с твердостью 55-60 HRC. В качестве износостойкого покрытия могут использоваться высокопрочные стали, твердые сплавы и металлокерамики, имеющие в своем составе карбиды металлов, нитриды металлов или другие керамические материалы.
Сварка производится с двух сторон без разделки. При наложении шва с тыльной стороны следует обращать внимание на то, чтобы шов не превышал ширину плоскости крепления. В противном случае крепление лемеха к стойке будет затруднительно, если вообще возможно.
Для увеличения износостойкости лемеха рекомендуется наваривать износостойкое покрытие в виде валиков электродом для износостойкой наплавки с тыльной стороны в области лезвия на всю его длину шириной 15-20 мм, обеспечивающие твердость получаемого покрытия 55-60 HRC. Как правило, наваривается не менее 3-х швов.
Приваривание режущей и лезвийной части производится электродом для сварки углеродистых сталей.
Лемеха эксплуатируются до полного истирания режущей носовой части, достигая при этом предельного состояния (для лемехов отечественного производства - 30 мм, для лемехов импортного производства - до 60 мм), и затем приваривается новая режущая носовая часть. При таком технологическом подходе конструкция лемеха, состоящая из несущей, режущей части и долота позволит неоднократно производить замену этой режущей части, увеличивая ресурс детали и повышая ремонтопригодность. Режущая часть изнашивается значительно быстрее несущей области, что позволяет производить восстановление деталей не менее трех раз.
Результатом применения предлагаемой конструкции является: увеличение долговечности лемеха за счет применения термообработанных режущих частей повышенной твердости с тыльной наплавкой лезвийной части твердым сплавом и неоднократной их замены; повышение степени ремонтопригодности.
Производство лемеха состоит из следующих операций: 1. изготовление несущей части 1 лемеха, соответствующей геометрии с учетом будущей формы износа; 2. изготовление износостойкой пластины режущей носовой части 3, соответствующей по размерам геометрии износа; 3. приваривание пластины режущей носовой части 3 к несущей части 1 лемеха двумя швами 5 с двух сторон; 4. наваривание полосы 4 твердого сплава (например, электродом Т-590) согласно представленному чертежу (фиг.1).
Восстановление лемеха производится по описанному выше порядку, только операция 1 заменяется операцией удаления неровностей от износа и формированием соответствующей геометрии под приварку пластины. При этом в качестве материала режущей и лезвийной части можно использовать листы рессор после их выбраковки, т.к., утратив нужные упругие свойства, они сохраняют свойства не менее 35 HRC.
Способ электроконтактной роликовой приварки металлических порошков
Способ и устройство автоматизированной селекции телочек по типу высшей нервной деятельности на основе компьютерного анализа электроэнцефалограммы
Штампосварной плужный лемех повышенной стойкости к абразивному изнашиванию
Способ определения адгезионной прочности клееполимерных дисперсных композитов с металлической подложкой
Зерноуборочный агрегат
Зерноуборочный агрегат
Способ и устройство проведения промеров сельскохозяйственных животных
Способ изготовления и восстановления отвалов различного назначения

