Результат интеллектуальной деятельности: ДЕТАЛЬ ДВИГАТЕЛЯ, СОДЕРЖАЩАЯ КОРРОЗИОННО-ЗАЩИТНЫЙ СЛОЙ, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к детали двигателя, включающей коррозионно-защитный слой, и к способу изготовления деталей двигателя, которые включают коррозионно-защитный слой.
УРОВЕНЬ ТЕХНИКИ
Детали двигателей внутреннего сгорания часто подвергаются коррозии вследствие воздействия условий, сопровождающих работу двигателя. Типичной деталью двигателя являются клапаны двигателя, расположенные в двигателях внутреннего сгорания для регулирования течения воздуха к цилиндрам двигателя и для контроля течения выхлопных газов из цилиндров. Во время работы двигателя клапаны подвергаются огромным нагрузкам вследствие высоких давлений и температур, которые доминируют в цилиндрах двигателя. В особенности в дизельных двигателях, в которых используют сокращающую выбросы рециркуляцию отработавших газов (EGR) для горения в двигателе, также имеет место повышенное содержание азотной кислоты и серной кислоты в воздухе, поступающем в цилиндры. В этом контексте состав поступающих газов и отработавших газов часто обусловливает коррозию тарелок клапанов и штоков клапанов. Коррозия снижает прочность клапана и повышает риск поломки, с серьезными последствиями для двигателя, в особенности, если клапан ломается в тарелке клапана. В клапанах двигателей может происходить межкристаллитная коррозия в тарелке клапана, часто ведущая к поломке клапана.
Клапаны также подвергаются износу вследствие многократно повторяющегося перемещения, которое клапан выполняет в двигателе. В частности, шток клапана подвергается износу, обусловленному трением между штоком клапана и направляющей клапана.
Примерами других деталей, которые подвергаются коррозии, являются направляющие клапанов и гнезда клапанов.
Известной практикой является нанесение на клапаны двигателей покрытий из защитных слоев. В патенте US5271823 раскрыт клапан двигателя, который включает износоустойчивый слой, состоящий из оксида хрома и карбида хрома. Слой наносят на клапан двигателя электролитическим осаждением на клапан в жидкостном растворе, который содержит ионы хрома, с последующей термической обработкой.
В патенте US4495907 раскрыт способ покрытия деталей в двигателе внутреннего сгорания износоустойчивыми и теплоизолирующими слоями. Согласно способу, на деталь сначала газопламенным напылением наносят покрытие из слоя теплоизолирующего материала. После этого сформированный слой пропитывают раствором, который содержит соединение хрома. По завершении пропитки слой подвергают термической обработке, тем самым преобразуя соединение хрома, которым пропитан слой, в оксид хрома.
Известна также защита клапанов двигателей слоями металлического хрома. Эти клапаны обычно покрывают электролитическим осаждением.
Проблема, связанная с этими слоями, состоит в том, что они не обеспечивают достаточно хорошей защиты нижележащей детали от коррозии. Это главным образом обусловливается тем фактом, что нанесенные слои имеют недостаточно хорошее сцепление с поверхностью детали и не проявляют достаточной непроницаемости. Описанные способы также являются трудоемкими и включают сложные процессы нанесения покрытий с термической обработкой и работу с жидкими химическими реагентами. Слои, сформированные вышеуказанными способами, также часто являются толстыми, приводя к деталям, которые необходимо прошлифовывать до конечных размеров в последующей операции шлифования.
Поэтому задачей изобретения является разработка детали двигателя, которая имеет высокую устойчивость к коррозии. Дополнительная задача изобретения состоит в разработке эффективного способа получения коррозионно-устойчивых деталей двигателя.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Вышеуказанные цели достигнуты с помощью детали двигателя, которая включает сталь на основе хромо-железного сплава и коррозионно-защитный поверхностный слой, отличающийся тем, что поверхностный слой состоит из железо-хромового оксида.
Слой из железо-хромового оксида имеет высокую непроницаемость и проявляет хорошую адгезию к поверхности детали двигателя. Деталь двигателя, тем самым, эффективно защищается от коррозии в очень закисленной окружающей среде. Трибологические характеристики слоя из оксида железа также делают возможным его применение в качестве слоя износа и для защиты штока клапана от износа.
Деталь двигателя преимущественно получают способом, включающим стадии, в которых:
- подготавливают деталь двигателя, которая включает сталь на основе хромо-железного сплава;
- нагревают деталь двигателя при предварительно заданной температуре в течение предварительно заданного времени, чтобы сформировать на поверхности детали двигателя слой из железо-хромового оксида;
- охлаждают деталь двигателя до комнатной температуры.
Тем самым, слой из железо-хромового оксида формируют непосредственно на стальной поверхности детали двигателя окислением хрома и железа на поверхности детали двигателя. Поэтому железо-хромовый оксидный слой приобретает хорошее сцепление со стальной поверхностью детали двигателя. Сформированный железо-хромовый оксидный слой также имеет очень хорошую непроницаемость, которая, в сочетании с хорошей адгезией, придает слою высокую устойчивость к коррозии в закисленной окружающей среде. В результате железо-хромовый оксидный слой, образованный, как описано выше, эффективно защищает нижележащую деталь от коррозии. Трибологические характеристики железо-хромового оксидного слоя также обеспечивают возможность использования его в качестве слоя износа и для защиты детали от износа.
Деталь двигателя преимущественно включает сталь с содержанием хрома по меньшей мере 8% по весу, и вплоть до 88% по весу железа. Уровень содержания хрома по меньшей мере 8% по весу и железо необходимы для того, чтобы сформировался слой из железо-хромового оксида. Деталь двигателя предпочтительно включает сталь с содержанием хрома 20-22% по весу и содержанием железа 58-65% по весу. Высокое содержание хрома способствует формированию оксидов хрома и железа, в соответствии с чем при нагревании стали быстро образуется плотный оксидный слой.
Деталь двигателя преимущественно нагревают при температуре между 150°С и 500°С. Поскольку формирование железо-хромового оксидного слоя представляет собой контролируемый диффузией процесс, для выращивания слоя требуется температура на уровне по меньшей мере 150°С. При более низких температурах рост слоя прекращается, делая слой слишком тонким для обеспечения хорошей коррозионной стойкости. Поскольку рост оксидного слоя в толщину происходит очень быстро при высоких температурах, температура не должна превышать 500°С, поскольку в этом случае толщину слоя становилось бы трудно регулировать. При температурах выше 500°С также существует повышенная опасность изменений структуры стали и увеличенный риск деформации детали двигателя с нарушением размеров.
Период времени, в течение которого нагревают деталь двигателя, зависит от температуры и предполагаемой толщины слоя. Продолжительность нагревания преимущественно подбирают в диапазоне 1-5 часов.
Деталь двигателя предпочтительно нагревают при температуре между 250 и 350°С в течение 1-3 часов. Это приводит к тонкому и плотному железо-хромовому оксидному слою, который проявляет очень хорошую адгезию к стальной поверхности детали двигателя.
Слой преимущественно состоит из FeCr2O4 и имеет структуру шпинельного типа. Такой оксид в особенности пригоден для защиты от коррозии в том отношении, что он образует плотный слой, практически не содержащий пор.
Слой преимущественно имеет толщину 5-20 мкм. Для обеспечения хорошей защиты от коррозии слой должен иметь толщину по меньшей мере 5 мкм. Слои с большей толщиной повышают риск отслоения покрытия. Толщина слоя до 20 мкм, предпочтительно 10 мкм, создает очень хорошую защиту от коррозии в сочетании с хорошей износоустойчивостью слоя.
Слой преимущественно имеет твердость около 1500 HV0.1 (по Виккерсу). Этим обеспечивается хорошая износоустойчивость оксидного слоя.
Деталь двигателя предпочтительно представляет собой клапан двигателя или направляющую клапана, или гнездо клапана. В современных высоконагруженных дизельных двигателях с относительно большими уровнями рециркуляции отработавших газов (EGR) эти детали подвергаются коррозии в закисленной окружающей среде. Эти детали в особенности подходят для защиты с помощью железо-хромовых оксидных слоев, будучи деталями, которые обычно изготавливают из стали на основе хромо-железного сплава.
Изобретение также относится к способу изготовления детали двигателя, включающей коррозионно-защитный слой, отличающемуся стадиями, в которых:
- подготавливают деталь двигателя, которая включает сталь на основе хромо-железного сплава;
- нагревают деталь двигателя при предварительно заданной температуре в течение предварительно заданного времени, чтобы сформировать на поверхности детали двигателя слой из железо-хромового оксида;
- охлаждают деталь двигателя до комнатной температуры.
Защитный слой формируют окислением поверхности детали двигателя без подведения иных веществ, нежели кислород из атмосферы в печи. Результатом является простой и эффективный способ получения детали двигателя с коррозионно-защитным слоем. Поскольку способ делает возможным формирование тонкого и очень плотного слоя, отпадает необходимость в последующей обработке, такой как пришлифовывание клапана.
Согласно альтернативному варианту, деталь двигателя нагревают на воздухе. Это приводит к простому и экономичному способу получения, в котором подводят только воздух. Дополнительное преимущество состоит в том, что способ пригоден для простых типов печей, которые открыты для доступа атмосферного воздуха.
Согласно альтернативному варианту, деталь двигателя нагревают в воздушной атмосфере с повышенным содержанием кислорода. Увеличенное содержание кислорода обеспечивает более быстрое формирование оксидного слоя, позволяя свести к минимуму продолжительность термической обработки.
В способе согласно изобретению деталь двигателя преимущественно включает сталь с содержанием хрома по меньшей мере 8% по весу и до 88% по весу железа, предпочтительно сталь с содержанием хрома 20-22% по весу и содержанием железа 58-65% по весу.
Деталь двигателя преимущественно нагревают при температуре между 150 и 500°С. Деталь двигателя предпочтительно нагревают при температуре между 250 и 350°С в течение 1-3 часов.
ОПИСАНИЕ ЧЕРТЕЖЕЙ
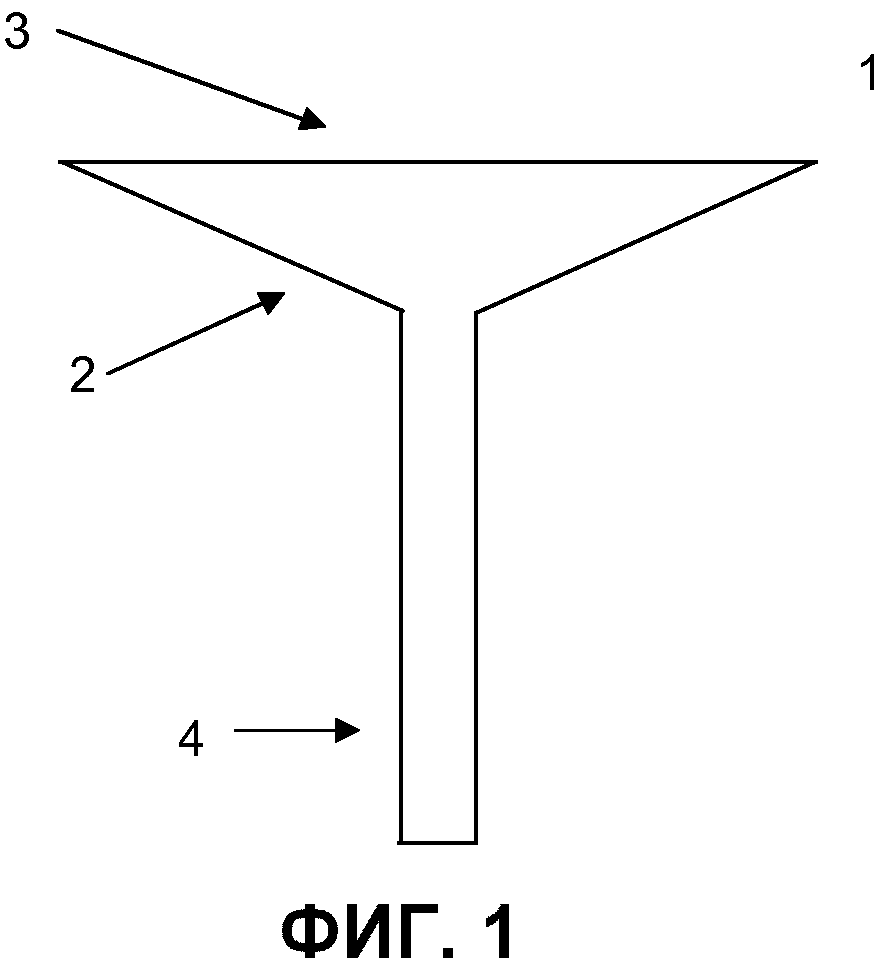
Фиг.1 изображает вид сбоку детали двигателя согласно изобретению.
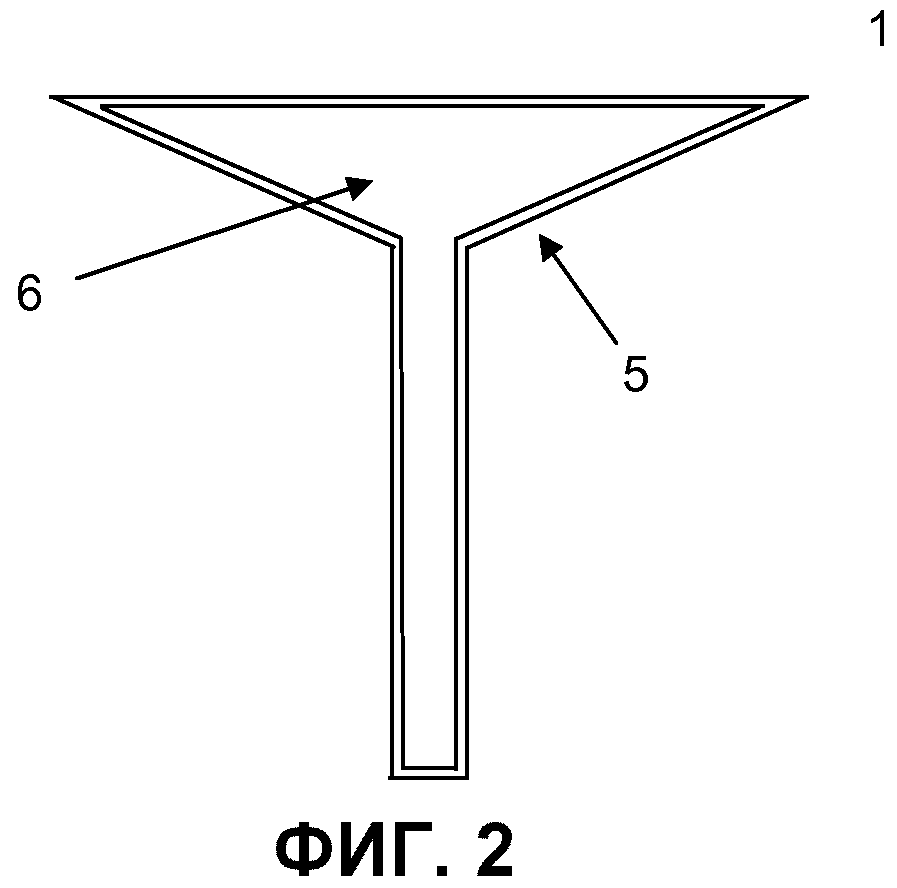
Фиг.2 - поперечное сечение детали двигателя согласно изобретению.
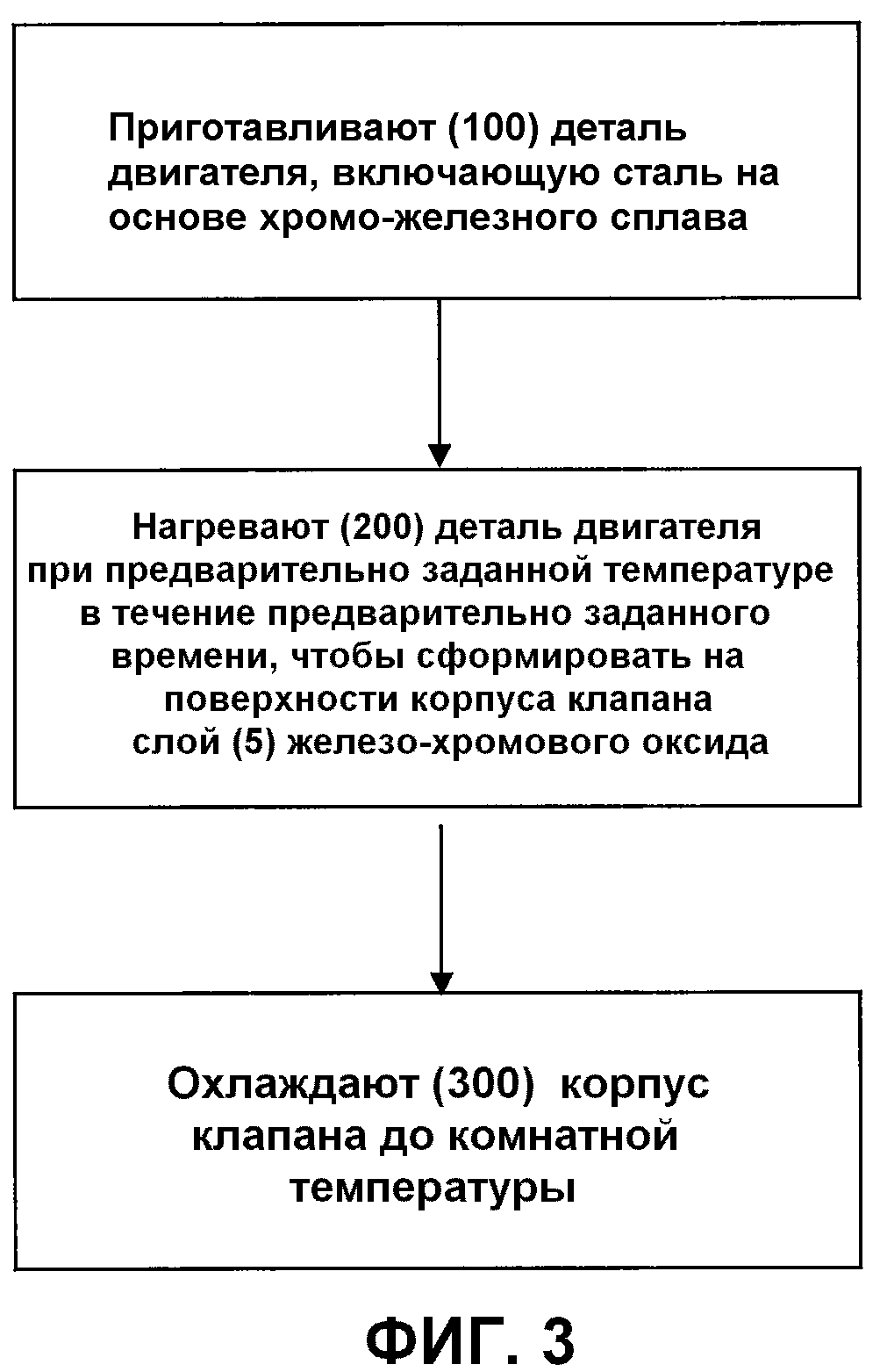
Фиг.3 - блок-схему, иллюстрирующую способ изготовления детали двигателя.
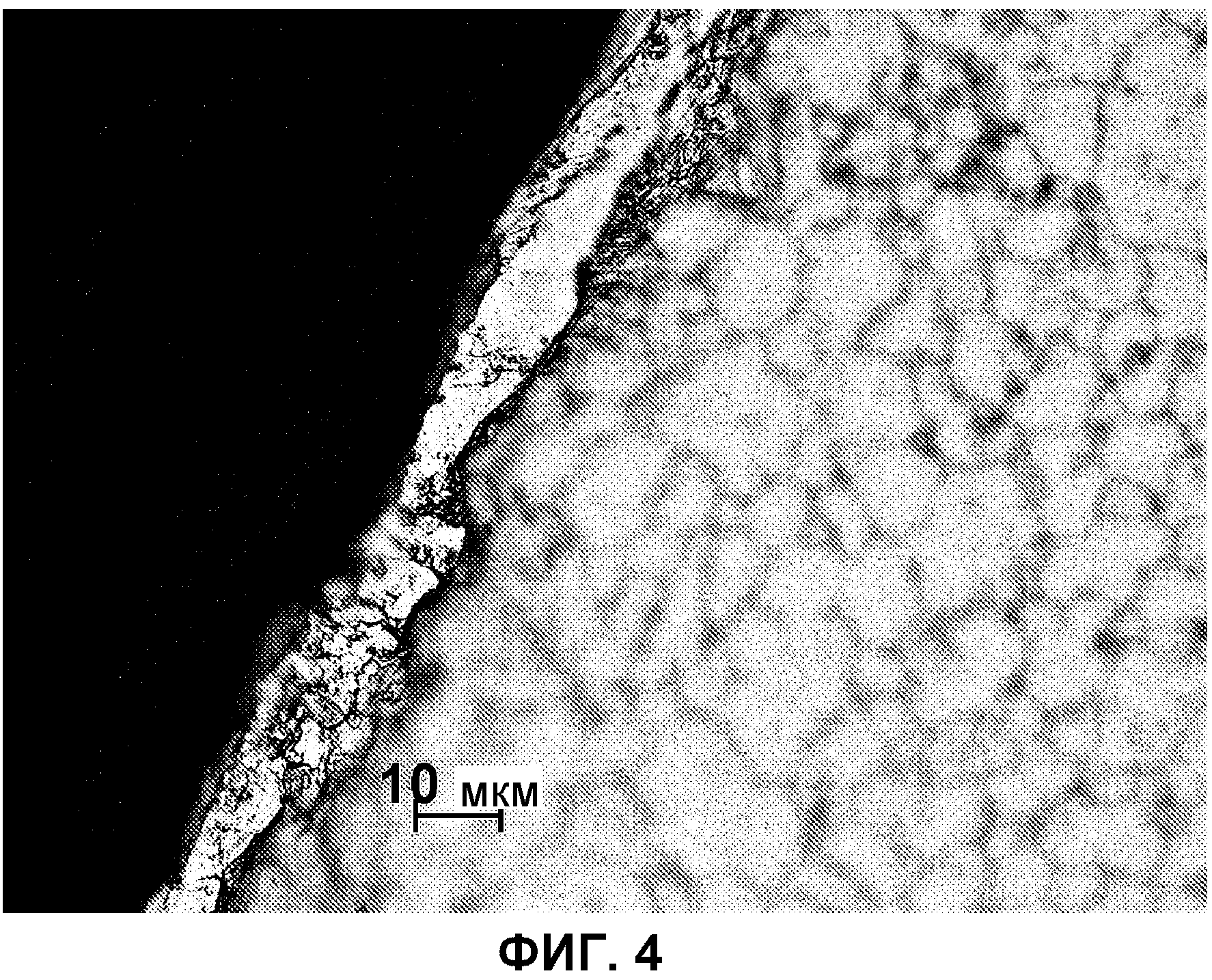
Фиг.4 - увеличенный вид образца из клапана двигателя, который был подвергнут термической обработке при температуре 350°С на воздухе в течение 3 часов.
ОПИСАНИЕ ВАРИАНТОВ ИСПОЛНЕНИЯ
Фиг.1 иллюстрирует деталь двигателя согласно первому варианту осуществления изобретения. Она изображает клапан двигателя, но деталь двигателя также может иметь форму других деталей, например, гнезда клапана или направляющей клапана.
Клапан 1 двигателя предназначен для регулирования течения воздуха и выхлопных газов в цилиндре двигателя внутреннего сгорания. Клапан двигателя преимущественно имеет размеры, типичные для дизельных двигательных установок тяжелых транспортных средств. В этих типах двигателей могут использоваться относительно большие уровни рециркуляции отработавших газов (EGR), в особенности, если этот метод очистки выхлопа, главным образом, предназначен для поддержания выбросов из двигателей ниже допустимых предельных значений. Тем не менее, клапан двигателя по размерам также может быть рассчитан на другие типы двигателей, например, бензиновых двигателей для легковых автомобилей или мотоциклов.
Клапан 1 двигателя включает тарелку 2 клапана, предназначенную для взаимодействия с гнездом клапана в двигателе. Тарелка 2 клапана имеет на чертеже плоскую верхнюю поверхность 3, которая в двигателе обращена в сторону камеры сгорания. Клапан двигателя также включает шток 4 клапана, предназначенный для перемещения в направляющей клапана в двигателе.
Фиг.2 изображает поперечное сечение клапана двигателя из фиг.1. Корпус 6 клапана двигателя сделан из стали на основе хромо-железного сплава. Поверхность клапана двигателя или участки его поверхности имеют форму слоя 5 из железо-хромового оксида. Железо-хромовый оксидный слой представляет собой оксид со структурой шпинельного типа и химической формулой FeCr2O4, и может иметь толщину 5-20 мкм. Слой предпочтительно имеет толщину 5-10 мкм. Железо-хромовый оксидный слой имеет твердость около 1500 единиц Виккерса (HV0.1) и является плотным, то есть без пор.
Ниже описан способ согласно изобретению для получения детали двигателя, которая включает коррозионно-защитный и износоустойчивый поверхностный слой. Основные стадии способа можно проследить по блок-схеме на фиг.3.
В качестве первой стадии 100, получают деталь двигателя, сделанную из стали на основе хромо-железного сплава.
Деталь двигателя, например, клапан двигателя, преимущественно изготавливают ковкой и обработкой на металлорежущем станке. Материал детали двигателя состоит из стали с содержанием по меньшей мере 8% по весу хрома и остальным количеством, приходящимся на железо. Важно, чтобы сталь содержала железо и по меньшей мере 8% по весу хрома, если во время последующего нагревания нужно сформировать железо-хромовый оксид. Например, клапан двигателя состоит из стали, которая содержит 8-10% по весу хрома и до 88% по весу железа, например, 86-88% по весу. Остальное составляют прочие компоненты сплава, например, C, Si, Mn и Ni. Клапан двигателя предпочтительно включает 20-22% по весу хрома и 58-65% по весу железа. Остальное количество составляют другие компоненты сплава, например, C, Si, Mn, Ni, N, W, Nb и Та. Примерами пригодных сортов стали являются сорта согласно стандартам DIN 1.4718 и DIN 1.4822.
Во второй стадии 200 деталь двигателя нагревают при предварительно заданной температуре в течение предварительно заданного времени, чтобы сформировать слой из железо-хромового оксида на поверхности детали двигателя.
Для этой цели деталь двигателя помещают в печь и нагревают до предписанной температуры. Когда материал нагревается, кислород в атмосфере печи реагирует с хромом и железом на стальной поверхности детали двигателя с образованием плотного слоя железо-хромового оксида. Поскольку оксид образуется непосредственно на поверхности детали двигателя, слой имеет очень хорошую адгезию с поверхностью.
Толщина слоя возрастает по мере того, как атомы кислорода из атмосферы печи диффундируют сквозь сформированный слой железо-хромового оксида к нижележащей поверхности стали и окисляют последнюю. Сформированный таким образом слой растет внутрь с поверхности детали двигателя в сторону центра детали двигателя. Скорость, с которой атомы кислорода диффундируют через сформированный оксидный слой, зависит от температуры. Высокие температуры приводят к высокой скорости диффузии, быстро увеличивая толщину слоя. При более низких температурах скорость диффузии является меньшей, и поэтому слой растет медленнее. Поэтому конечная толщина слоя зависит от температуры, при которой слой нагревают, и от того, сколь долго нагревают слой.
Используемая температура преимущественно варьирует в диапазоне от 150 до 500°С. Температура выше 150°С является необходимой для образования оксидного слоя. Свыше 500°С скорость роста оксидного слоя становится слишком высокой, поскольку скорость диффузии экспоненциально возрастает с температурой. Поэтому становится затруднительным контролировать толщину слоя, повышая опасность того, что слой станет слишком толстым. Также существуют повышенный риск изменений структуры материала и увеличенная опасность деформации при температурах выше 500°С.
Период времени, принятый для нагревания детали двигателя, основывается на предполагаемой толщине слоя и температуре, при которой нагревают деталь двигателя. Используемая продолжительность преимущественно варьирует в пределах диапазона 1-5 часов. Деталь двигателя предпочтительно нагревают при температуре в пределах диапазона 250°С-350°С в течение от 1 до 3 часов. Это приводит в железо-хромовому оксидному слою с толщиной 5-10 мкм, который также является плотным и имеет хорошее сцепление с подложкой. Согласно особенно предпочтительному варианту исполнения, деталь двигателя нагревают при температуре 350°С в течение 3 часов, что имеет результатом железо-хромовый оксидный слой с толщиной 10 мкм.
Печь обогревают электрическим током или горелками и может, например, представлять собой печь периодического действия для изготовления отдельными партиями, или же толкательную печь для непрерывного производства. Атмосфера в печи обычно состоит из воздуха. Согласно одному альтернативному варианту, атмосфера в печи может состоять из воздуха с повышенным содержанием кислорода. Добавление газообразного кислорода в атмосферу печи повышает скорость роста железо-хромового оксидного слоя благодаря большей доступности атомов кислорода для процесса окисления.
В дополнительной стадии 300 клапаны двигателя охлаждают до комнатной температуры. Согласно альтернативному варианту, охлаждение проводят извлечением клапанов двигателя из печи и помещением в среду с неподвижным воздухом, пока они не охладятся до комнатной температуры. Согласно дополнительному альтернативному варианту, клапаны двигателя охлаждают с использованием вентилятора.
ОПИСАНИЕ ПРИМЕРА
Ниже описан конкретный пример, иллюстрирующий изобретение более подробно.
Четыре клапана двигателя изготовлены из стали сорта согласно стандарту DIN 1.4822. Клапаны пронумерованы MV1, MV2, MV3, MV4. Из тарелки каждого клапана MV1, MV2, MV3, MV4 вырезают образцы. Образцы, вырезанные из клапанов MV3 и MV4, подвергают термической обработке на воздухе в течение 3 часов при температуре 350°С в печи периодического действия с электрическим нагревом. После термической обработки определяют вес образцов. Образцы, вырезанные из клапанов MV1 и MV2, оставляют в необработанном состоянии в качестве эталонного материала. Также определяют вес этих образцов.
Образец из клапана MV3 двигателя, подвергнутого термической обработке, исследуют с помощью микроскопа. Фиг.4 представляет увеличенное изображение образца. Она показывает часть клапана двигателя (справа в диаграмме), на которой был сформирован железо-хромовый оксидный слой (узкий белый участок слева в диаграмме). Толщина сформированного слоя по измерению составляет 10 мкм, и, как можно видеть на Фиг.4, слой является плотным, то есть без пор. Твердость слоя по измерению с использованием твердомера Виккерса составляет 1500 HV0.1.
После этого исследуют устойчивость к коррозии подвергнутых термической обработке образцов из клапанов MV3 и MV4 двигателя, и устойчивость к коррозии необработанных образцов из эталонных клапанов MV1 и MV2 двигателя.
Методика исследования является следующей:
Готовят раствор из 720 мл полностью деминерализованной воды, 20 мл серной кислоты с плотностью 1,84 г/см3, и 25 г сульфата железа(III).
Раствор доводят до кипения при температуре около 100°С в четырех отдельных стеклянных колбах, оснащенных холодильником с водяным охлаждением.
После этого образец из каждого клапана MV1, MV2, MV3 и MV4 двигателя помещают в соответствующую колбу. Образцы нагревают в растворе в течение 60 минут при температуре кипения, с возвращением испаренной воды в раствор с помощью холодильника с водяным охлаждением, чтобы концентрация раствора оставалась постоянной.
Затем образцы извлекают из колб и опять определяют вес образцов. Потерю веса соответствующих образцов определяют по разности между их весом до и после обработки в растворе. Потеря веса представляет собой долю веса в процентах, потерянную образцом в результате коррозии в кислотном растворе. Потеря веса является мерой коррозионной устойчивости в том отношении, что большая потеря веса означает низкую коррозионную стойкость, и малая потеря веса означает высокую коррозионную устойчивость. Таблица 1 показывает потерю веса образцов после коррозионного эксперимента.
|
Таблица 1 показывает потерю веса только от 0,01 до 0,02 процента образцами из подвергнутых термической обработке клапанов MV3 и MV4 двигателя. Напротив, образцы из необработанных клапанов MV1 и MV2 двигателя имеют потерю веса около пятидесяти процентов от их веса в результате коррозии в кислотном растворе. Результаты коррозионного эксперимента тем самым показывают, что железо-хромовый оксидный слой, сформированный при низкой температуре, защищает клапаны MV3 и MV4 двигателя от коррозии в закисленной окружающей среде.
Вышеописанное изобретение может быть реализовано в разнообразных альтернативных вариантах осуществления в пределах патентной формулы, изложенной ниже.
Способ управления гибридной силовой передачей для оптимизации расхода топлива, транспортное средство и электронное устройство управления гибридной силовой передачей
Способ управления гибридной силовой передачей, транспортное средство и электронное устройство управления гибридной силовой передачей
Способ управления гибридной силовой передачей для оптимизации крутящего момента двигателя внутреннего сгорания, транспортное средство и электронное устройство управления гибридной силовой передачей
Способ для запуска двигателя внутреннего сгорания в гибридной трансмиссии
Способ трогания с места транспортного средства с гибридной трансмиссией и транспортное средство с такой гибридной трансмиссией
Способ для запуска двигателя внутреннего сгорания в гибридной трансмиссии и транспортное средство с такой гибридной трансмиссией
Способ управления гибридной силовой передачей, транспортное средство и электронное устройство управления гибридной силовой передачей
Способ для управления гибридной трансмиссией и транспортное средство с такой гибридной трансмиссией
Пробоотборник для отбора пробы жидкости, приспособленный для установки в системе с вариациями давления
Способ управления гибридной силовой передачей, транспортное средство и электронное устройство управления гибридной силовой передачей
Деформируемая скользящая втулка
Коммуникационная шина для моторного транспортного средства
Трубный узел для трубопровода для газообразной среды
Система смазки, двигатель внутреннего сгорания, транспортное средство и способ удаления водородных ионов из моторного масла

