Результат интеллектуальной деятельности: СПОСОБ РЕМОНТА ТРУБОПРОВОДА
Вид РИД
Изобретение
Изобретение относится к ремонту трубопроводов, в частности, к сплошной переизоляции с подъемом на берму.
Известен способ ремонта трубопровода, при котором ремонт осуществляют с остановкой перекачки бестраншейным способом РД 153-39.4-075-01 [1].
Капитальный ремонт переходов бестраншейным способом проводят заменой дефектного участка перехода трубопровода внутри эксплуатируемого защитного футляра на новый, т.е. извлекают дефектный трубопровод, - протаскивают новый, бездефектный.
Недостатками известного способа являются большой расход новых труб, значительный объем земляных и строительно-монтажных работ.
Прототипом является способ ремонта трубопроводов СТО Газпром 2-2.3-231-2008 [2], заключающийся в том, что трубопровод после остановки эксплуатации вскрывают, производят обследование этого участка после снятия изоляционного покрытия, оценивают степень опасности выявленных дефектов труб и при необходимости их ремонтируют или заменяют, обратно сваривают в нитку, изолируют, укладывают в траншею и засыпают.
Недостатками прототипа является неоправданно большой расход труб и значительный объем ручного труда при проведении ремонта трубопровода.
Цель изобретения - снижение расхода труб и ручного труда при проведении ремонта трубопровода за счет учета действительных условий работы, в частности зависимости интенсивности коррозии от часовых координат поперечного сечения трубы, повышения механизации обработки коррелированных участков.
Предлагаемый способ реализуется следующим образом: останавливают эксплуатацию трубопровода, освобождают от продукта, вскрывают, очищают от изоляции, оценивают дефектность нижней и верхней половинок труб, коррелированные зоны, в частности, зоны подверженные коррозионному растрескиванию под напряжением, обрабатывают с использованием очистной машины, снабженной резцами по металлу или шлифовальными головками, дефектные (имеющие коррозионные дефекты) трубы поворачивают вокруг продольной оси так, чтобы наибольшие дефекты потери металла (наибольшие коррозионные дефекты) расположились в зените, у отводов на горизонтальных поворотах меняют местами концы, отводы на вогнутых и выпуклых вертикальных изгибах меняют местами; при расчете остаточного ресурса рассматривают два варианта: первый - максимальный дефект на нижней половине трубы до ее поворота, развивающийся со скоростью роста максимального дефекта на верхней половине трубы, и второй - максимальный дефект на верхней половине трубы до ее поворота, развивающийся со скоростью роста максимального дефекта на нижней половине трубы, из двух расчетных ресурсов принимают тот, который имеет минимальное значение; выполняют отбраковку и ремонт труб, заваривают обратно в нитку, изолируют, укладывают и засыпают.
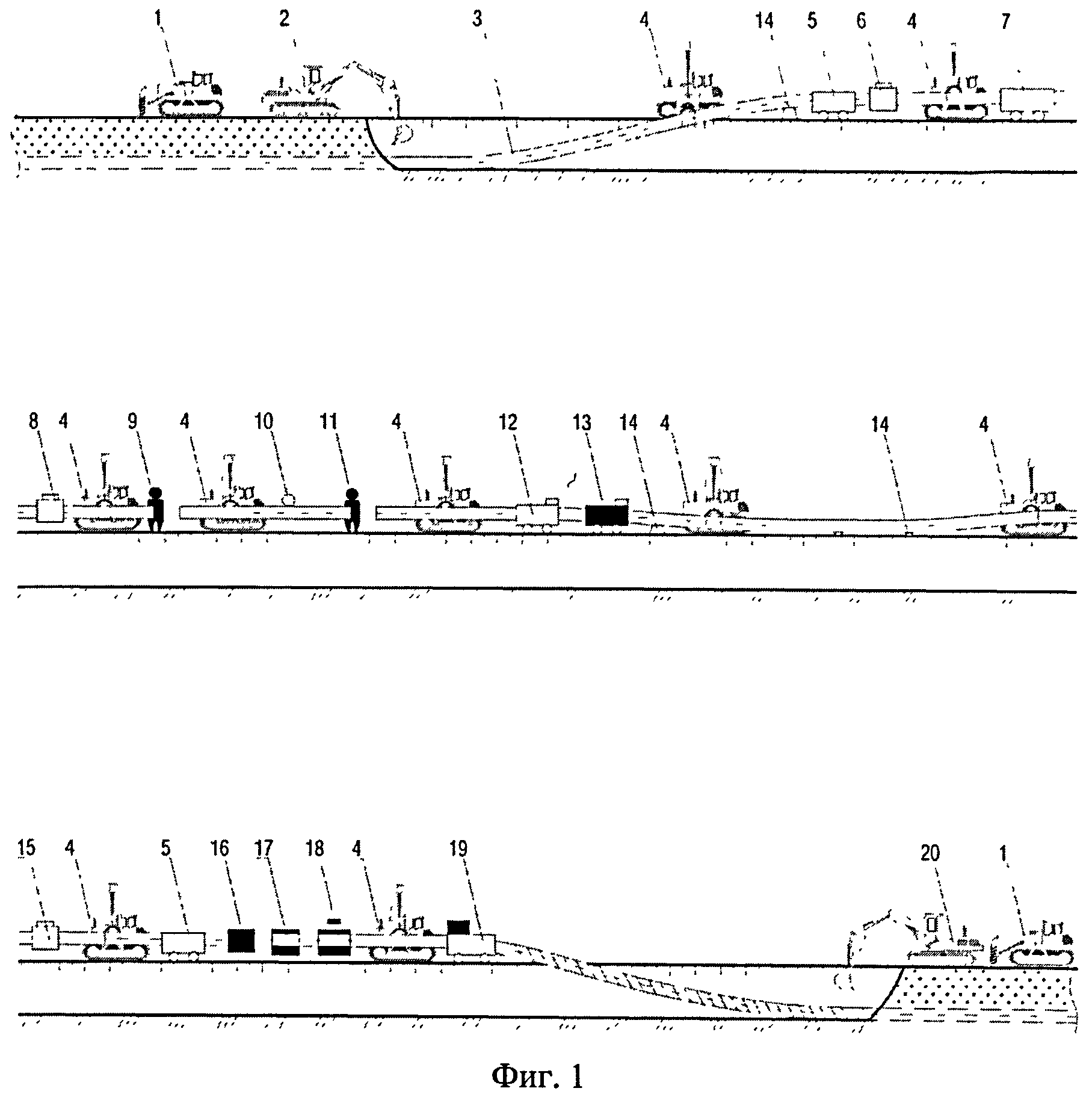
Принципиальная технологическая схема ремонта трубопровода приведена на фиг.1, в которой приняты следующие обозначения: 1 - бульдозер; 2 - вскрышной экскаватор; 3 - трубопровод; 4 - трубоукладчик; 5 - электростанция; 6 - машина предварительной очистки; 7 - пост оценки дефектности труб; 8 - очистная машина, снабженная резцами по металлу или шлифовальными головками; 9 - пост резки труб; 10 - пункт шлифовки; 11 - пост отбраковки труб: 12 - сварочный пост; 13 - лаборатория контроля качества сварных соединений; 14 - инвентарные опоры; 15 - машина финишной очистки; 16 - оборудование подогрева трубопровода; 17 - грунтовочная машина; 18 - изоляционная машина; 19 - лаборатория контроля качества изоляционного покрытия; 20 - экскаватор засыпки.
После остановки эксплуатации и освобождения от продукта с помощью бульдозера 1 и вскрышного экскаватора 2 вскрывают трубопровод 3, при помощи трубоукладчика 4 отрывают от ложа, используя электростанцию 5 и машину предварительной очистки 6, снимают изоляцию, на посту оценки дефектности 7 оценивают опасность дефектов. Коррелированные зоны, в частности, подверженные коррозионному растрескиванию под напряжением (КРН), обрабатывают с использованием очистной машины 8, установленной эксцентрично относительно ремонтируемого участка трубы и снабженной резцами по металлу или шлифовальными головками. Оставшиеся после механической обработки очистной машиной зоны КРН могут подвергаться шлифовке вручную. На посту 9 резки труб отделяют друга от друга партии труб различной дефектности. Дефектные прямые трубы с использованием трубоукладчиков 4 поворачивают вокруг продольной оси так, чтобы наибольшие дефекты потери металла (коррозионные дефекты) расположились в зените. У отводов на горизонтальных поворотах меняют местами концы. Отводы на вогнутых и выпуклых вертикальных изгибах меняют местами. При расчете остаточного ресурса рассматривают два варианта: первый максимальный дефект на нижней половине трубы до ее поворота, развивающийся со скоростью роста максимального дефекта на верхней половине трубы (практика показывает, что скорость коррозии в зависимости от часовых координат поперечного сечения может меняться на порядок и более), и второй - максимальный дефект на верхней половине трубы до ее поворота, развивающийся со скоростью роста максимального дефекта на нижней половине трубы, из которых принимают тот, который имеет минимальное значение. Выполняют ремонт и отбраковку труб в пункте шлифовки 10 и посту отбраковки 11 и заваривают в сварочном посту 12 обратно в нитку. В лаборатории контроля качества сварных соединений 13 проверяют качество кольцевых стыков у уложенного на инвентарные опоры 14 трубопровода. После очистки машиной финишной очистки 15, используя оборудование подогрева трубопровода 16, грунтовочную машину 17 и изоляционную машину 18, проверяя качество лабораторией контроля качества изоляционного покрытия 19, наносят изоляцию, укладывают в траншею и засыпают при помощи экскаватора засыпки 20.
Рассмотрим пример расчета остаточного ресурса трубы, бывшей в эксплуатации 28 лет. На трубе диаметром 1420 мм, толщиной стенки 16,5 мм из стали Х70 на 6,7-7,4 часах поперечного сечения трубы обнаружен дефект А протяженностью 1520 мм и глубиной трещин 1,2 мм, и на 1,1-2,2 часах поперечного сечения обнаружен дефект Б протяженностью 880 мм и глубиной 0,3 мм. При рабочем давлении 7,4 МПа, если дефект А оставить в том же положении, то остаточный ресурс трубы составит всего 3 года. Если трубу повернем вокруг продольной оси примерно на 150 градусов, то ресурс трубы в зоне дефекта А, развивающегося с скоростью коррозии дефекта Б, составит более 15 лет, ресурс в зоне дефекта Б, развивающегося с скоростью коррозии дефекта А, составит 18 лет. Минимальный остаточный ресурс дефектной трубы после установки дефекта А на зените составит более 15 Лет. Следовательно, рассматриваемая труба с дефектами А и Б согласно нормам сплошной переизоляции [3] может быть оставлена в эксплуатации.
Использование изобретения позволяет снизить расход труб при проведении капитального ремонта трубопровода за счет учета действительных условий работы, в частности, зависимости интенсивности коррозии от часовых координат поперечного сечения трубы, повышения механизации обработки коррелированных участков, в частности, обработки зон, подверженных коррозионному растрескиванию под напряжением с использованием очистных машин, снабженных резцами по металлу или шлифовальными головками. Эти меры позволяют существенно уменьшить ручной труд и увеличить количество труб, оставляемых в дальнейшей эксплуатации.
Источники информации
1. РД 153-39.4-075-01. Правила капитального ремонта магистральных нефтепродуктопроводов на переходах через водные преграды, железные и автомобильные дороги I-IV категорий (стр.32).
2. СТО Газпром 2-2.3-231-2008. Правила производства работ при капитальном ремонте линейной части магистральных газопроводов (прототип) (стр.15-18).
3. Инструкция по оценке дефектов труб и соединительных деталей при ремонте и диагностировании магистральных газопроводов. - М.: ОАО Газпром, 2008.
Способ ремонта трубопровода
Способ ремонта надземного (балочного) перехода трубопровода
Способ отбраковки труб с гофрами (вмятинами) трубопровода
Способ ремонта регионального газопровода
Способ упрочнения изделий из низкоуглеродистой стали
Способ ремонта потенциально опасного участка газопровода
Карбюризатор для цементации изделий из низкоуглеродистой стали
Способ отбраковки косого сварного стыка стального трубопровода
Способ настройки и опробования предохранительных клапанов и устройство для его осуществления
Способ ремонта трубопровода
Способ ремонта трубопровода
Способ ремонта надземного (балочного) перехода трубопровода
Способ отбраковки труб с гофрами (вмятинами) трубопровода
Способ ремонта регионального газопровода
Способ упрочнения изделий из низкоуглеродистой стали
Способ ремонта потенциально опасного участка газопровода
Карбюризатор для цементации изделий из низкоуглеродистой стали
Способ отбраковки косого сварного стыка стального трубопровода
Способ настройки и опробования предохранительных клапанов и устройство для его осуществления
Способ ремонта трубопровода

