Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА
Вид РИД
Изобретение
Изобретение относится к непрерывному производству труб из композиционных материалов, которые могут быть использованы при строительстве магистральных трубопроводов.
Известен способ производства труб из композиционных материалов на термореактивном связующем (Батаев А.А., Батаев В.А. "Композиционные материалы: строение, получение, применение".-M.: Университетская книга; Логос, - 400 с., 2006 г.) [1]. Сущность способа заключается в том, что на разъемную оправку многослойно спирально наматывают ровинговую нить, пропитанную связующим. В результате внутренняя поверхность трубы формируется за счет оправки, а наружная - за счет многослойной спиральной намотки ровинговой нити, пропитанной связующим. При таком способе производства диаметр изготавливаемой трубы и ее длина определяются размерами оправки. Помимо того, что оправка представляет собой сложное изделие, пригодное для изготовления трубы одного типоразмера, использование способа для, производства толстостенных труб требует длительного времени намотки, связанное с относительно тонким размером ровинговой нити. В этом случае время намотки вступает в противоречие с заданным фиксированным временем гелеобразования необходимого объема используемого связующего, и вследствие тепловыделений, сопровождающих отверждение смолы, возможен перегрев ламината трубы.
Из патентной информации известны способы (RU 2270971, публ. 27.02.006г. [2], RU 2317468, публ. 20.02.2008 г.[3], RU 2415329, публ. 27.03.2011 г.[4]). Способы [2], [3], [4], как и способ [1], основаны на использовании различного рода оправок и им присущи те же недостатки, что и способу [1].
Заявлен безоправочный способ непрерывного производства труб из композита, в котором трубу изготавливают из рулонного композиционного материала, пропитанного термореактивным связующим, методом управляемой многослойной спиральной намотки, которую осуществляют изменением угла, диаметра и скорости намотки, при этом спиральную намотку ведут с перехлестом витков относительно друг друга, фиксируя их положение за счет клеевого состава, наносимого на наматываемую поверхность композиционного материала.
Для снятия внутренних напряжений в изготавливаемой заявленным образом трубе, стремящихся развернуть скатку, и для повышения ее прочности, в качестве термореактивного связующего используют смолу холодного отверждения, полная полимеризация которой происходит после намотки первых нескольких витков.
Для повышения эксплуатационных качеств изготавливаемой трубы, на наружную поверхность изготавливаемой трубы наносят слой пропитанных термореактивной смолой ровинга или ткани или ленты, или другого материала.
В отличие от способов, известных из уровня техники, многослойной спиральной намотке подвергают готовый полимеризованный рулонный материал, принимающий форму трубы благодаря упруго-деформационным свойствам рулонного композиционного материала на термореактивном связующем. Клеевой состав, наносимый на наматываемую поверхность композиционного материала в процессе изготовления трубы, не являясь пропиткой этого материала, обеспечивает фиксацию витков относительно друг друга, которая придает трубе дополнительную прочность и, кроме того, герметизирует межвитковое пространство трубы. Заявленный способ не требует оправки и позволяет в процессе непрерывного производства изменять диаметр и (или) толщину стенки изготавливаемой трубы.
Новый технический результат, достигаемый заявленным изобретением, заключается в расширении технологических возможностей производства труб из композиционных материалов и упрощения технологии за счет возможности изготовления труб различных типоразмеров.
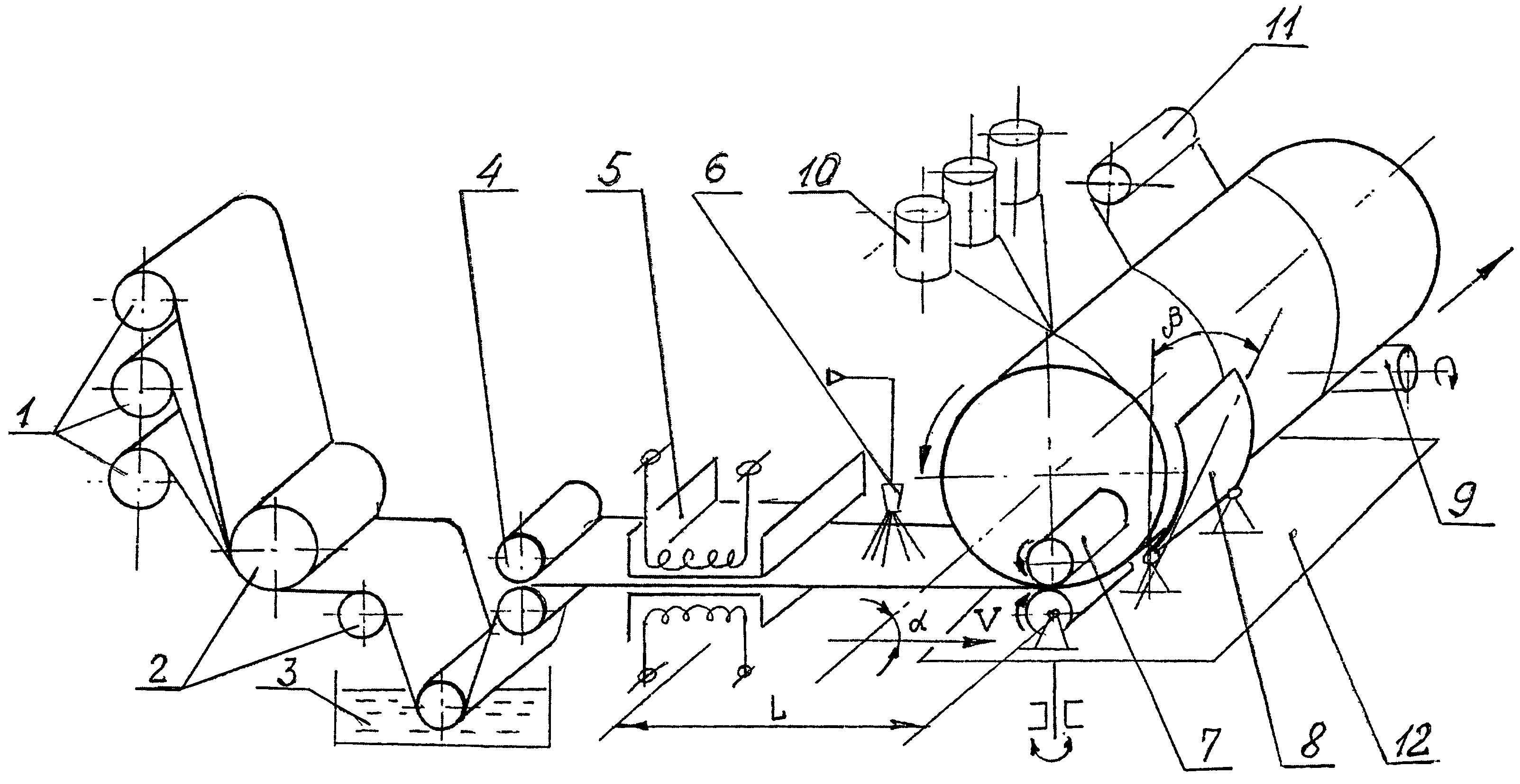
Способ иллюстрируется рисунком, где изображены: рулонный стекломатериал 1, отклоняющие ролики 2, ванна для пропитки материала связующим 3, отжимные ролики 4, термокамера 5, устройство для нанесения клеящего состава 6, тянущие ролики 7, формирующее устройство 8, подающий ролик 9, устройство для подачи ровинга 10, устройство для подачи ткани 11, поворотная платформа 12. На рисунке показано также расстояние L - между термокамерой и осью намотки трубы, а также угол «альфа» - между направлением подачи рулонного композита и направлением подачи готовой трубы, и угол «бета» - угол установки формующего устройства 8.
Способ реализуется следующим образом. Сухой, не пропитанный связующим рулонный стекломатериал 1, в качестве которого можно использовать углеродную, базальтовую, комбинированную ткань и т.п., через систему отклоняющих роликов 2 направляется в ванну для пропитки связующим 3, и после отжима лишнего связующего в отжимных роликах 4 поступает в термокамеру 5 для ускорения процесса отверждения термореактивного связующего. На сформировавшуюся поверхность рулонного стеклопластика после термокамеры 5 устройством 6 наносится клеевой состав, в качестве которого целесообразно использовать клеящую мастику - стеклопластик, либо не уступающий ему по свойствам материал. Далее, через тянущие ролики 7 рулонный стеклопластик попадает на формирующее устройство 8, с помощью которого путем изменения угла установки «бета», задают расчетный диаметр изготавливаемой трубы. Угол навивки рулонного стеклопластика, величину перехлеста витков, тем самым, толщину стенки трубы, регулируют путем изменения угла «альфа», для чего тянущие ролики 7 и формирующее устройство 8 смонтированы на поворотной платформе 12. Продольное перемещение изготовленной трубы обеспечивает подающий ролик 9. Для повышения эксплуатационных характеристик трубы дополнительно предусмотрено нанесение либо пропитанного связующим ровинга 10, либо рулонной стеклоткани II, либо теплоизоляционного слоя, либо любого другого материала повышающего герметичность трубы, ее физико-механические характеристики.
Формообразование трубы осуществляется тянущими роликами 7 и формирующим устройством 8 и происходит за счет упруго-деформационных свойств рулонного стеклопластика, появившихся в материале после термокамеры 5 ввиду отверждения связующего. Для снятия внутренних напряжений в изготовленной трубе и повышения ее прочности, путем регулирования расстояния L (тем самым регулируется время отверждения рулонного стеклопластика) добиваются момента полного отверждения связующего в рулонном стеклопластике после намотки 1-5 витков трубы (число витков зависит от диаметра трубы и ее толщины). После этого рулонный стеклопластик принимает форму трубы и не испытывает внутренней упругой деформации, стремящейся развернуть скатку. Клеящий состав, подаваемый через устройство 6, обеспечивает дополнительную прочность трубы за счет фиксации витков относительно друг друга, кроме того он является герметиком в межвитковом пространстве трубы.
Предлагаемый способ производства труб из композита позволяет в процессе производства менять углы «альфа» и «бета», тем самым изменяя диаметр и толщину изготавливаемой трубы. Кроме того, способ позволяет изготавливать без специальных оправок трубу практически любой длины. При строительстве магистральных трубопроводов эти достоинства заявленного способа позволят экономить время и средства на транспортировку частей труб и их стыковку.
Способ изготовления объемных изделий из композитов
Способ изготовления кожухообразных изделий из композитов
Способ центробежного формования труб из полимерных композиционных материалов и устройство для его осуществления
Способ получения полимерного композиционного материала для изготовления изделий
Способ изготовления пространственной модели лопасти осевого вентилятора
Способ изготовления объемных изделий из композитов
Способ изготовления кожухообразных изделий из композитов
Способ центробежного формования труб из полимерных композиционных материалов и устройство для его осуществления
Способ получения полимерного композиционного материала для изготовления изделий
Скиповая пневмоподъёмная установка
Способ изготовления пространственной модели лопасти осевого вентилятора

