Результат интеллектуальной деятельности: ПОВОРОТНОЕ УСТРОЙСТВО АВТОМАТИЧЕСКОЙ ЛИНИИ
Вид РИД
Изобретение
Изобретение относится к станкостроению, в частности к поворотным столам автоматических линий, и предназначено для поворота деталей на необходимый для технологического процесса угол.
Известны поворотно-транспортные устройства, содержащие транспортные ленты, установленный на них поворотный стол с кулисным механизмом и каретку, перемещаемую по продольным направляющим от привода возвратно-поступательного движения (А.с. №1159762, кл. МПК В 23/Q 7/14).
Это поворотное устройство не позволяет повернуть деталь на 180 градусов. Не регулируется угол поворота поворотного стола.
Наиболее близким по технической сущности к предлагаемому изобретению является «Поворотный стол автоматической линии» по а.с. №596420, кл. МПК В 23/Q 7/14, опубликованному 05.03.78, бюллетень №9, который содержит платформу, связанную с приводом посредством кулисного механизма с цевкой на ползуне, снабженный с целью регулирования угла поворота стола дополнительным ползуном с направляющими, на которых размещен ползун с цевкой, причем дополнительный ползун установлен относительно ползуна с цевкой с возможностью перпендикулярного перемещения.
Это поворотное устройство не позволяет повернуть деталь на 180 градусов. Механизм регулировки угла поворота стола сложен, трудоемок в изготовлении. Ограничена возможность подъема стола с кулисным механизмом на величину, превышающую высоту транспортных лент. Низкая производительность, т.к. угловая скорость поворота стола напрямую зависит только от скорости перемещения транспортных лент и не позволяет им передвигаться с большим ускорением ввиду того, что при больших габаритах и высокорасположенном центре тяжести детали она будет слетать с фиксирующих ее пальцев поворотного стола, которые ориентируют деталь по отверстиям с большим зазором.
Заявляемое техническое решение направлено на расширение технологических возможностей, повышение производительности, надежности работы.
Для достижения поставленной цели поворотное устройство автоматической линии, содержащее корпус, размещенный на нем поворотный стол с осью и кулисный механизм с цевкой, снабжено силовым гидроцилиндром, на штоке которого установлена вилка, поворотным рычагом, жестко закрепленным на оси поворотного стола, конечными выключателями, установленными на кулисе, выполненной в виде рычага, соединенного с одной стороны шарнирно с осью поворотного стола, а с другой - жестко с планками, между которыми установлен вкладыш, и гидравлической системой рукавов с управляемыми обратными клапанами для подвода рабочей жидкости к силовому гидроцилиндру, который одним концом посредством цапфы шарнирно соединен с рычагом кулисы, а другим посредством вилки шарнирно - с поворотным рычагом, причем нижний конец цевки выполнен в виде ползуна, установленного в направляющих с возможностью перемещения в горизонтальной плоскости перпендикулярно оси поворотного стола.
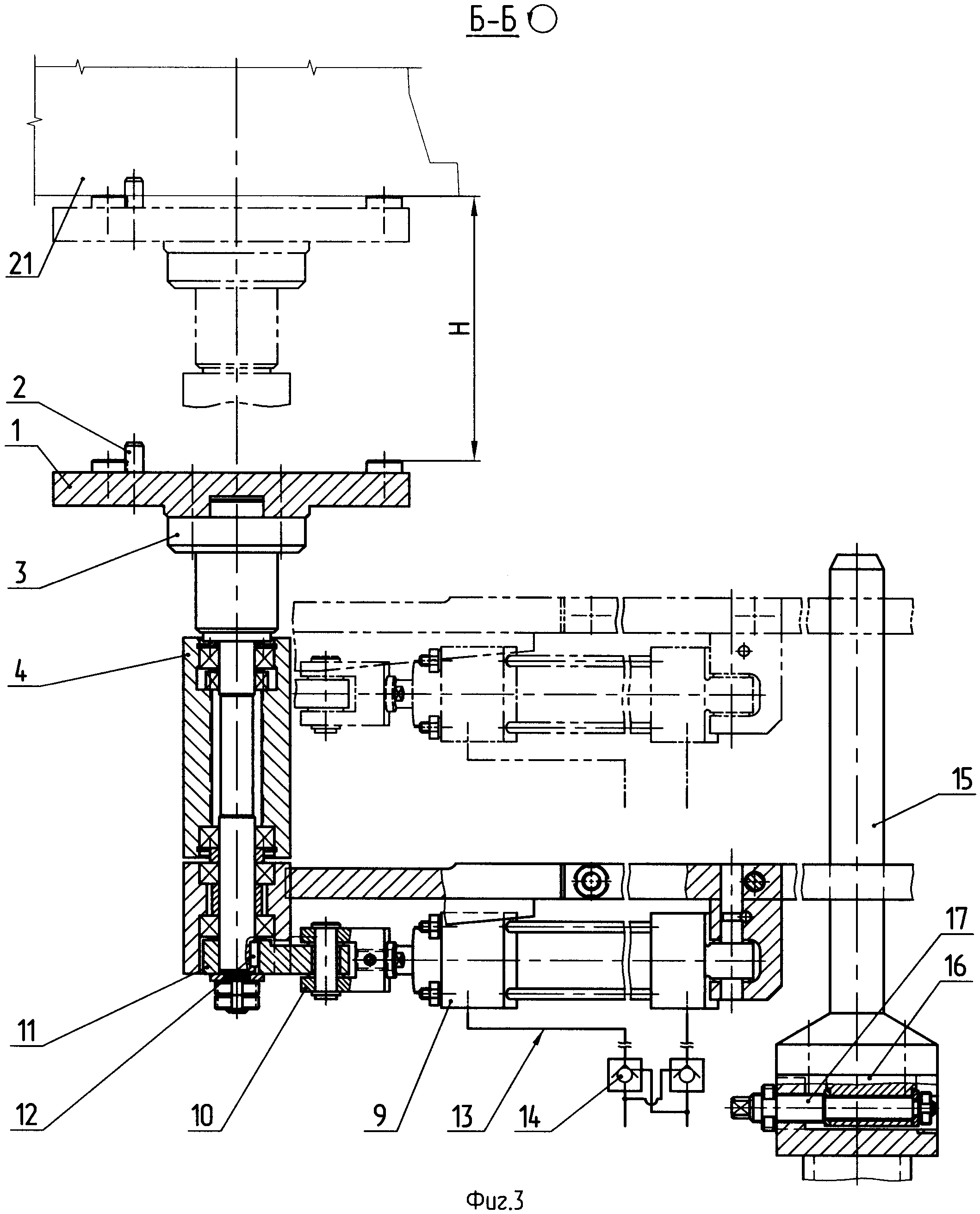
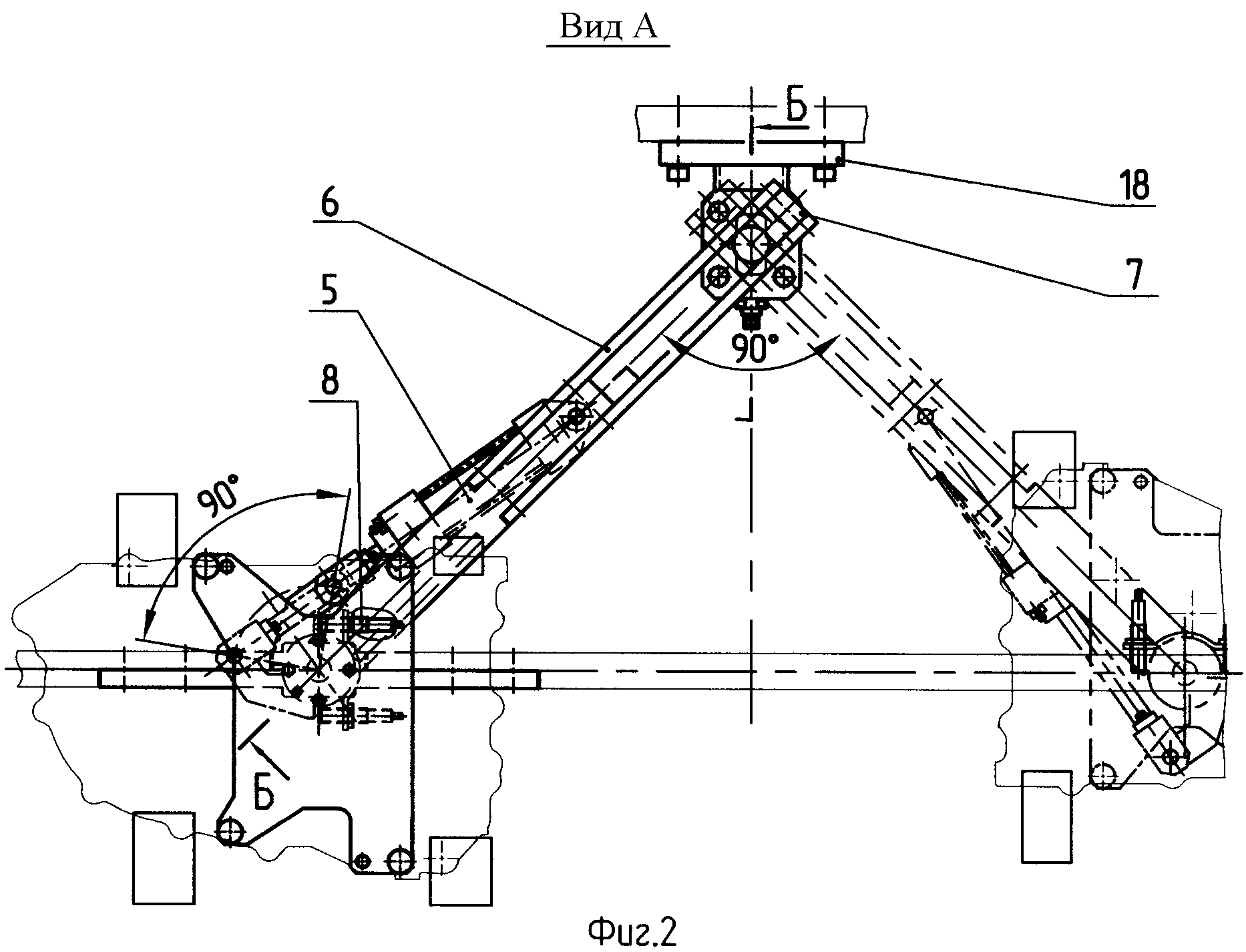
На фиг.1 изображено поворотное устройство автоматической линии в исходном положении, общий вид; фиг.2 - вид А на фиг.1; фиг.3 - разрез по Б-Б на фиг.2.
Поворотное устройство встраивается в передаточную штангу автоматической линии, являясь ее продолжением, и представляет собой поворотный стол 1 с расположенными на нем фиксирующими пальцами 2, неподвижно закрепленный на оси 3, расположенной в корпусе 4 с возможностью поворота. Нижний конец оси 3 шарнирно соединен с кулисой, выполненной в виде рычага 5, жестко соединенного с планками 6, между которыми установлен вкладыш 7. На рычаге 5 кулисы установлены конечные выключатели 8. Поворотное устройство снабжено силовым гидроцилиндром 9, один конец которого, посредством цапфы, соединен шарнирно с рычагом 5 кулисы, а другим закреплен посредством вилки 10, расположенной на штоке, шарнирно с поворотным рычагом 11, неподвижно соединенным с осью 3 поворотного стола шпонкой 12. Подвод рабочей жидкости к рабочим полостям силового гидроцилиндра 9 осуществляется с помощью гидравлической системы рукавов 13 с управляемыми обратными клапанами 14. Кулиса планками 6 с вкладышем 7 охватывает цевку 15, представляющую собой вертикально расположенную ось, нижний конец которой выполнен в виде ползуна, установленного с возможностью перемещения в горизонтальной плоскости перпендикулярно оси поворотного стола 1 в направляющих 16, расположенных вместе с регулировочным винтом 17 на верхней плоскости кронштейна 18, закрепленного неподвижно на планке 19, соединяющую станины 20 автоматической линии. Поз.21 - обозначена деталь, а поз.22 - передаточная штанга автоматической линии, поз.23 опорные планки холостых позиций автоматической линии.
Поворотное устройство работает следующим образом.
Во время работы автоматической линии деталь 21 передается с одной позиции на другую передаточной штангой 22, при подъеме которой на величину - Н поворотный стол 1 подхватывает деталь 21 с опорных планок холостых позиций 23 фиксирующими пальцами 2 и поднимает ее на высоту - h, после чего совершается продольное перемещение штанги 22 с шагом - L, во время которого поворотный стол 1 с деталью 21, установленный на оси 3, расположенной в корпусе 4 с возможностью поворота, нижний конец которой шарнирно соединен с кулисой, выполненной в виде рычага 5 планками 6 и вкладышем 7, охватывающими цевку 15, совершает поворот на 90 градусов, где крутящий момент от перемещения кулисы передается поворотному столу 1 установленным на ней силовым гидроцилиндром 9, который, выполняя функцию шпонки, одним концом, посредством цапфы, соединен шарнирно с рычагом 5 кулисы, а другим закреплен посредством вилки 10, расположенной на штоке шарнирно с поворотным рычагом 11, неподвижно соединенным с осью поворотного стола 3 шпонкой 12, в то же время имеет возможность сообщать оси поворотного стола 1 дополнительный поворот на 90 градусов, совершая полный рабочий ход поршня от крышки до крышки, где начальное и конечное положение поворотного рычага 11 контролируется конечными выключателями 8 с запиранием посредством управляемых обратных клапанов 14, гидравлической системы рукавов 13, подводящей рабочую жидкость к рабочим полостям силового гидроцилиндра 9, тем самым не позволяя поворотному столу отклоняться от заданного положения.
Регулировка начального положения поворотного стола 1 достигается с помощью навинчивания вилки 10 на шток силового гидроцилиндра 9, после чего они скрепляются неподвижно. Регулировка угла поворота поворотного стола 1 достигается выставкой положения цевки 15, которая располагаясь вертикально, нижним концом, выполненным в виде ползуна, устанавливается в направляющих 16 с возможностью перемещения в горизонтальной плоскости перпендикулярно оси поворотного стола 1, при воздействии на нее регулировочного винта 17 и расположенных на верхней плоскости кронштейна 18, закрепленного неподвижно на планке 19, соединяющий станины 20 автоматической линии, при этом рабочий ход силового гидроцилиндра 9 может совершаться как во время, так и до начала или после окончания движения передаточной штанги 22 автоматической линии, выбирая более удобное время в рабочем цикле автоматической линии, в общей сложности поворачивая деталь 21 на 180 градусов. Далее передаточная штанга 22 опускает деталь 21 на опорные планки холостых позиций 23 на следующей позиции, возвращаясь в исходное положение.
В силу того что конструкция предлагаемого поворотного устройства компактна, изделие надежно и точно переносится с позиции на позицию, сокращается вспомогательное время при работе автоматической линии, увеличивая производительность, появляется возможность поворота детали на 180 градусов, расширяя технологические возможности автоматической линии.
Поворотное устройство деталей автоматической линии, содержащее корпус, размещенный на нем поворотный стол с осью и кулисный механизм с цевкой, отличающееся тем, что оно снабжено силовым гидроцилиндром, на штоке которого установлена вилка, поворотным рычагом, жестко закрепленным на оси поворотного стола, конечными выключателями, установленными на кулисе, выполненной в виде рычага, соединенного с одной стороны шарнирно с осью поворотного стола, а с другой - жестко с планками, между которыми установлен вкладыш, и гидравлической системой рукавов с управляемыми обратными клапанами для подвода рабочей жидкости к силовому гидроцилиндру, который одним концом посредством цапфы шарнирно соединен с рычагом кулисы, а другим посредством вилки шарнирно - с поворотным рычагом, причем нижний конец цевки выполнен в виде ползуна, установленного в направляющих с возможностью перемещения в горизонтальной плоскости перпендикулярно оси поворотного стола.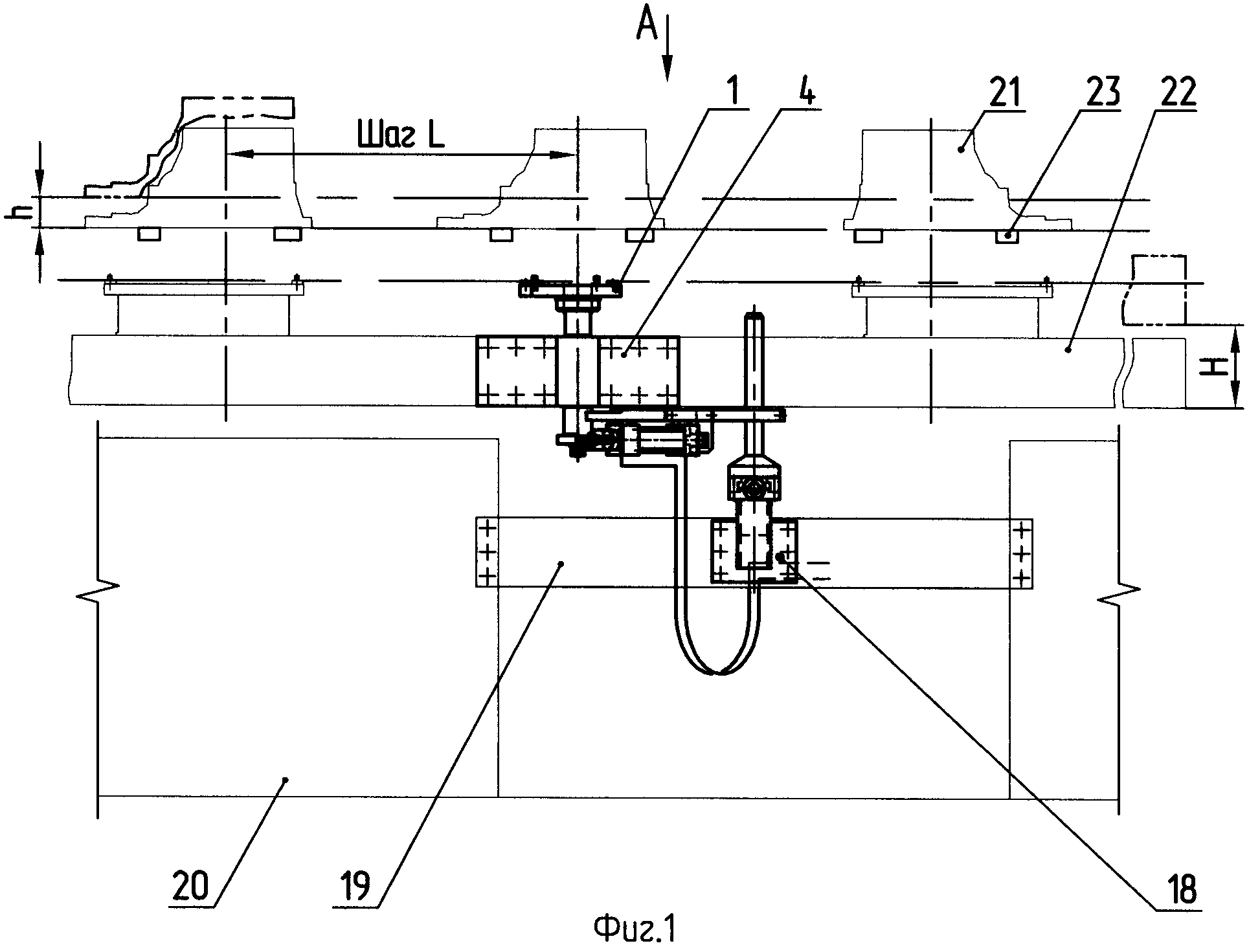
Штамп для вытяжки сложного крупногабаритного полуфабриката из листовой заготовки (варианты)
Способ вытяжки сложного крупногабаритного полуфабриката с пневмосъемниками в прижимной плите (варианты)
Способ подготовки кромок листовых заготовок резанием для сварки листовых сварных заготовок
Способ оценки качества поверхности цилиндра двигателя внутреннего сгорания после операции плосковершинного хонингования
Способ малоотходной однорядной вырубки заготовок из рулона ленты или полосы
Антифрикционный чугун
Штамп для вытяжки крупногабаритной детали сложной формы (варианты)
Способ отрезки заготовок для штамповки крупногабаритных панелей от рулона тонколистовой низкоуглеродистой стали (варианты)
Способ вытяжки сложной крупногабаритной детали (варианты)
Способ построения диаграммы предельных деформаций листового материала
Способ управления нагревательными элементами в автомобиле
Штамп для вытяжки сложного крупногабаритного полуфабриката из листовой заготовки (варианты)
Способ вытяжки сложного крупногабаритного полуфабриката с пневмосъемниками в прижимной плите (варианты)
Способ подготовки кромок листовых заготовок резанием для сварки листовых сварных заготовок
Способ оценки качества поверхности цилиндра двигателя внутреннего сгорания после операции плосковершинного хонингования
Способ малоотходной однорядной вырубки заготовок из рулона ленты или полосы
Антифрикционный чугун
Штамп для вытяжки крупногабаритной детали сложной формы (варианты)
Способ отрезки заготовок для штамповки крупногабаритных панелей от рулона тонколистовой низкоуглеродистой стали (варианты)
Способ вытяжки сложной крупногабаритной детали (варианты)

