Результат интеллектуальной деятельности: СПОСОБ ВЫПРЯМЛЕНИЯ ПРОДОЛГОВАТОЙ ДЕТАЛИ
Вид РИД
Изобретение
Уровень техники
Настоящее изобретение относится к способу выпрямления продолговатой детали, вставляемой по меньшей мере двумя своими частями в два отстоящих одно от другого соосных установочных места.
Системы впрыскивания топлива для многоцилиндровых двигателей внутреннего сгорания (ДВС) имеют топливные форсунки, по одной на каждый цилиндр ДВС, и соединенный с топливными форсунками распределитель топлива для его подачи под высоким давлением к отдельным топливным форсункам. Топливные форсунки обычно вставлены в отверстия в головке блока цилиндров и своей утоненной частью, образованной держателем седла иглы форсунки, выступают в камеру сгорания в цилиндре ДВС. С противоположной стороны топливные форсунки своими продолговатыми трубчатыми соединительными патрубками выступают из отверстий в головке блока цилиндров и вставлены в трубчатые патрубки распределителя топлива. Оси трубчатых патрубков при этом располагаются на одной линии с осями отверстий в головке блока цилиндров. Поэтому для монтажа топливных форсунок обязательно необходимым условием является точная соосность вставляемой в отверстие в головке цилиндра части топливной форсунки и ее вставляемой в трубчатый патрубок распределителя топлива части, чтобы в процессе автоматизированного монтажа распределитель топлива можно было насадить его трубчатыми патрубками на соединительные патрубки топливных форсунок, закрепленных в отверстиях в головке блока цилиндров.
Обычно из-за крайне большого отношения длины топливной форсунки к ее диаметру трубчатый держатель седла иглы форсунки и ее трубчатый соединительный патрубок изготавливают в виде двух отдельных втулок, неразъемно соединяемых между собой. Подобное неразъемное соединение при этом преимущественно выполняют путем сварки, при которой в месте стыка обеих втулок выполняют круговой сварной шов. Однако при сварке обе втулки искривляются или перекашиваются, из-за чего соосность, так называемая точность по радиальному биению, между обеими частями форсунки, одна из которых закрепляется в отверстии в блоке цилиндра, а другая - в трубчатом патрубке распределителя топлива, нарушается и не соответствует более требуемой точности.
При осуществлении одного из известных способов сварки двух цилиндрических элементов, например, запорного или клапанного элемента топливной форсунки и якоря ее электромагнита (DE 10207146 А1) во избежание деформации цилиндрических элементов в результате сварки оба вставленных один в другой с геометрическим замыканием полых цилиндрических элемента при сварке вращают вокруг их продольной оси, а сварку выполняют двумя смещенными друг относительно друга в окружном направлении на 90° источниками энергии. При этом цилиндрические элементы локально расплавляются первым источником энергии первый раз и свариваются друг с другом, а затем расплавляются вторым источником энергии второй раз и свариваются друг с другом.
Краткое изложение сущности изобретения
Преимущество предлагаемого в изобретении способа выпрямления продолговатой детали состоит в возможности технологически простого устранения имеющейся у детали несоосности между ее предусмотренными для ее монтажа закрепляемыми частями, возникающей, например, при стыковании и сварке двух составляющих деталь элементов. При этом обеспечивается точность по радиальному биению по длине детали, т.е. совпадение осей обеих ее монтажных частей. Так, например, применительно к топливным форсункам, у которых их трубчатая деталь, состоящая из держателя седла иглы форсунки и соединительного патрубка, имеет по меньшей мере одну предусмотренную на держателе седла иглы форсунки и одну предусмотренную вблизи свободного конца ее соединительного патрубка закрепляемые части, предлагаемый в изобретении способ позволяет обеспечить точность по радиальному биению в пределах от 50 до 150 мкм при расстоянии между закрепляемыми частями детали около 100 мм.
Различные предпочтительные варианты осуществления заявленного в п.1 формулы изобретения способа представлены в зависимых пунктах формулы изобретения.
Краткое описание чертежей
Ниже изобретение более подробно рассмотрено на примере некоторых вариантов его осуществления со ссылкой на прилагаемые к описанию чертежи, на которых показано:
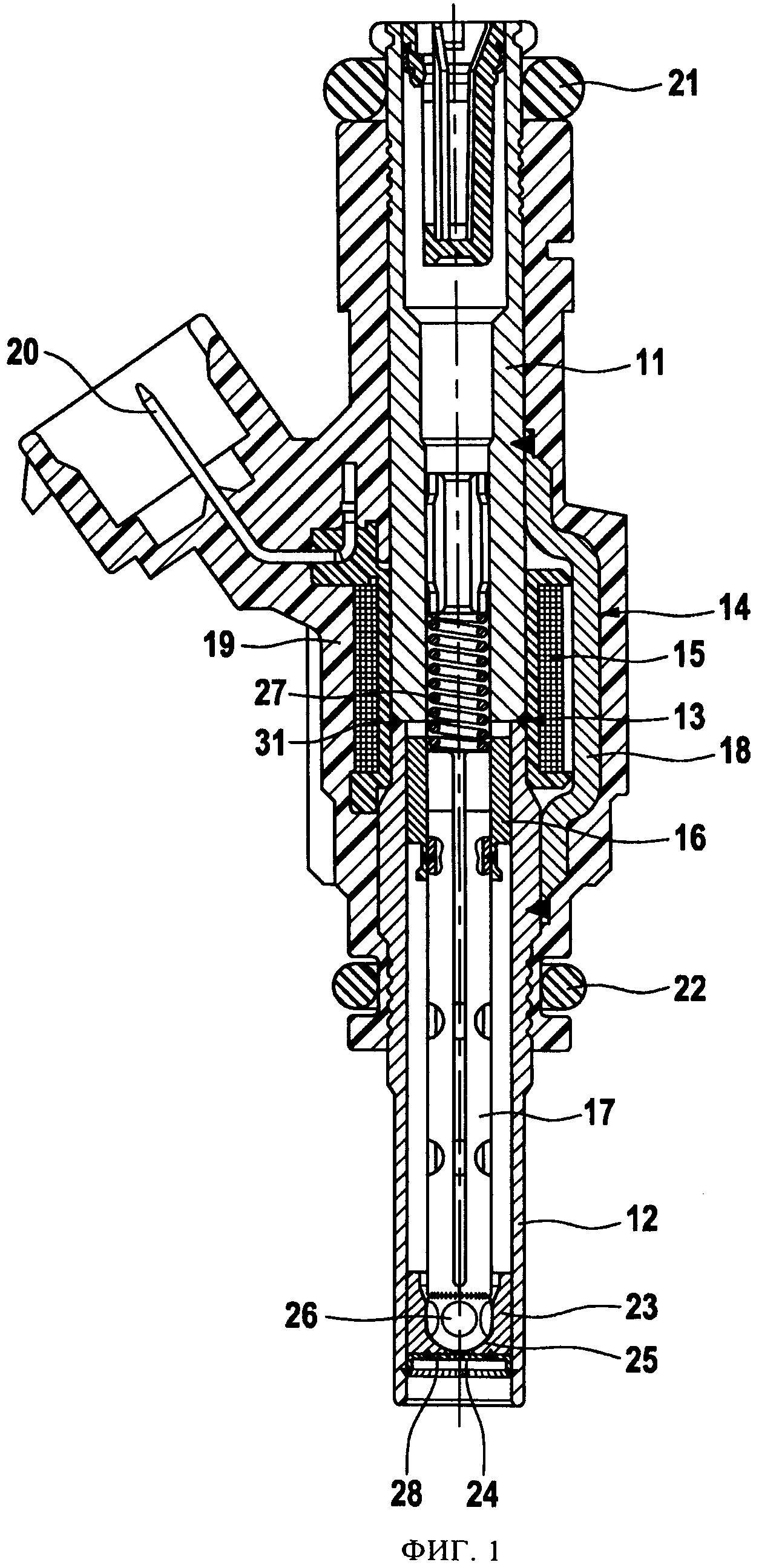
на фиг.1 - вид в продольном разрезе топливной форсунки для двигателей внутреннего сгорания с продолговатой деталью, состоящей из имеющего форму полого цилиндра соединительного патрубка и имеющего форму полого цилиндра держателя седла иглы форсунки,
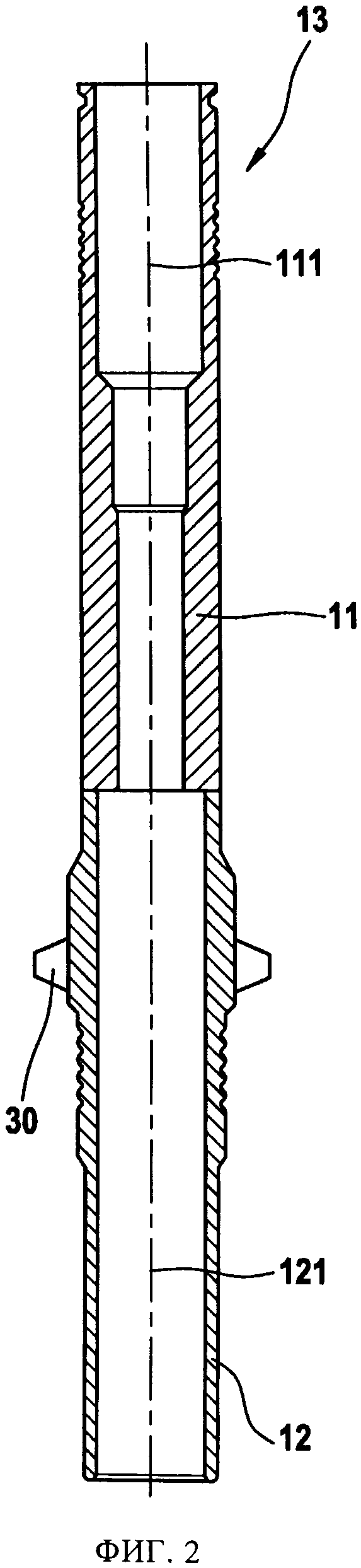
на фиг.2 - вид в продольном разрезе изображенной на фиг.1 детали в состыкованном между собой положении соединительного патрубка и держателя седла иглы форсунки,
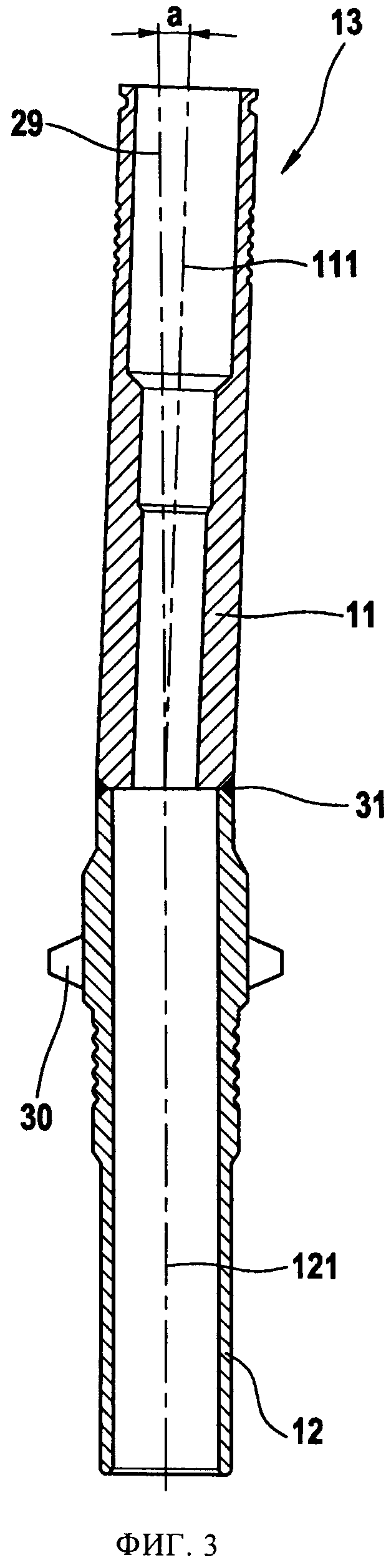
на фиг.3 - аналогичный приведенному на фиг.2 вид детали после неразъемного соединения между собой соединительного патрубка и держателя седла иглы форсунки,
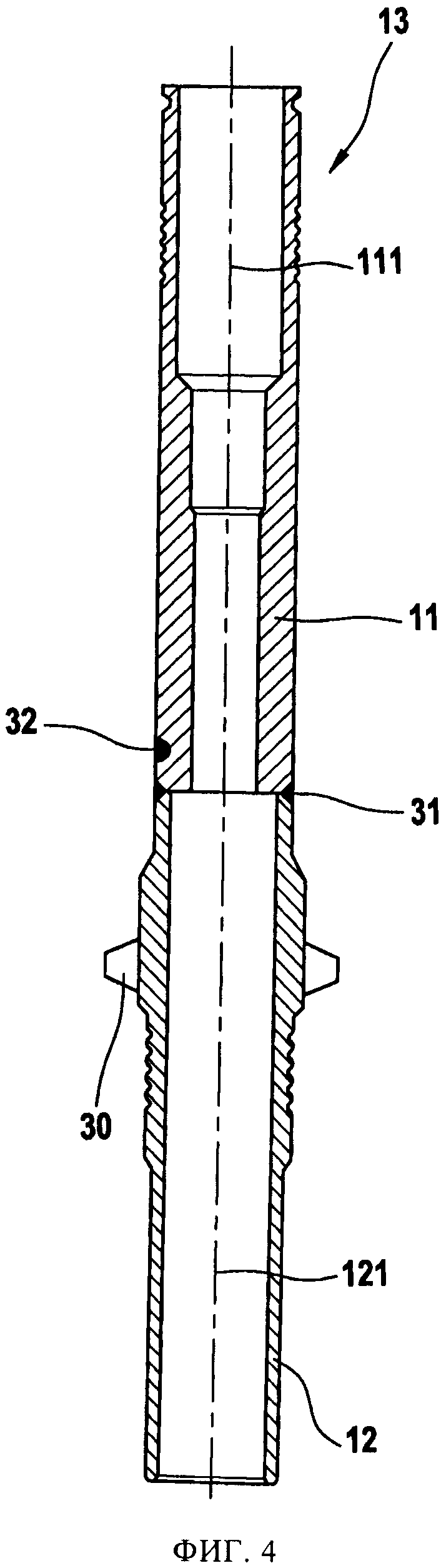
на фиг.4 - аналогичный приведенному на фиг.3 вид детали после ее выпрямления,
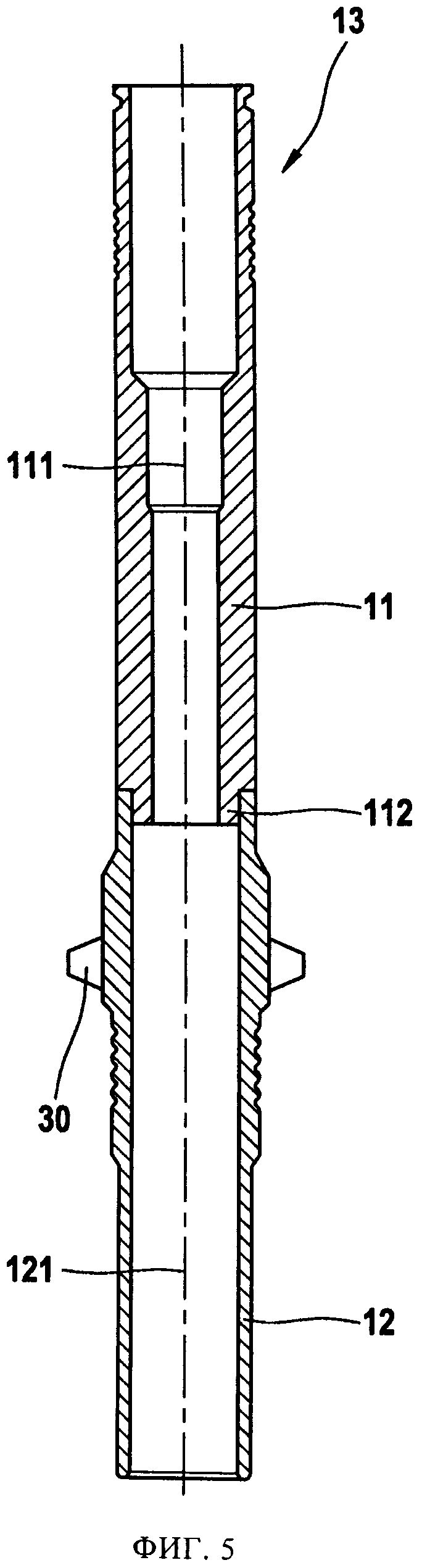
на фиг.5 - аналогичный приведенному на фиг.2 вид детали с модифицированным местом стыка между собой соединительного патрубка и держателя седла иглы форсунки и
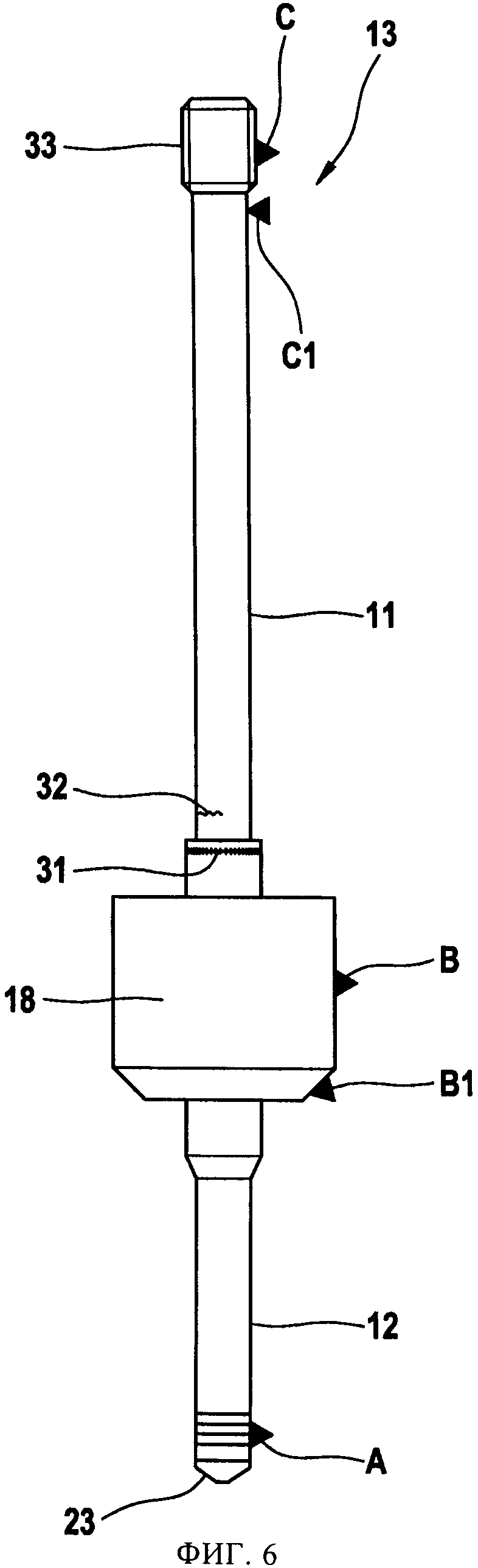
на фиг.6 - вид сбоку детали, состоящей из соединительного патрубка и держателя седла иглы топливной форсунки, с ее электромагнитом, охватывающим на отдельных участках держатель седла ее иглы, в соответствии с другим вариантом осуществления изобретения.
Показанная на фиг.1 в продольном разрезе топливная форсунка с электромагнитным управлением содержит имеющий форму полого цилиндра соединительный патрубок 11 и примыкающий к нему с его торцевой стороны имеющий форму полого цилиндра держатель 12 седла иглы форсунки, которые неразъемно (присадочным материалом) соединены между собой с образованием продолговатой или удлиненной трубчатой детали 13. В рассматриваемом примере неразъемное соединение образовано расположенным в месте стыка соединительного патрубка 11 и держателя 12 седла иглы форсунки круговым сварным швом 31. В месте стыка трубчатая деталь 13 окружена электромагнитом 14, имеющим катушку 15, якорь 16 и чашевидный магнитопровод (корпус) 18. Якорь 16 подвижно в осевом направлении установлен в держателе 12 седла иглы форсунки и жестко соединен с ее иглой 17. Между якорем 16 и расположенным напротив него в осевом направлении торцевым концом соединительного патрубка 11 имеется рабочий воздушный зазор электромагнита 14. Замыкающий электромагнитную цепь через якорь 16 чашевидный магнитопровод 18 неподвижно закреплен радиально снаружи на соединительном патрубке и держателе 12 седла иглы форсунки. Соединительный патрубок 11, электромагнит 14 и частично держатель 12 седла иглы форсунки залиты в охватывающий их пластмассовый корпус 19, в который интегрирован электрический соединительный вывод 20 штекерного разъема для катушки 15 электромагнита. Топливная форсунка вставлена в соответствующее отверстие в головке цилиндра ДВС, которое выполнено в виде ступенчатого отверстия, при этом пластмассовый корпус 19 прилегает в зоне электромагнита 14 к стенке имеющего больший диаметр участка этого отверстия, а расположенное в зоне держателя 12 седла иглы форсунки на пластмассовом корпусе 19 уплотнительное кольцо 22 уплотняет топливную форсунку относительно стенки имеющего меньший диаметр участка этого отверстия. В частично выступающем в камеру сгорания цилиндра ДВС держателе 12 седла иглы форсунки со стороны свободного конца этого держателя расположена вставка 23, в которой выполнено отверстие 24 и на которой выполнено также охватывающее его седло 25 иглы форсунки. Вставка 23 вместе с дисковым распылителем 28 приварена к держателю 12 седла иглы форсунки. К обращенному от якоря 16 концу иглы 17 приварен взаимодействующий с ее седлом 25 шаровой запорный элемент (затвор) 26, который через иглу 17 поджат к ее седлу 25 вставленной в соединительный патрубок 11 и опирающейся в нем закрывающей пружиной 27. Дисковый распылитель 28 при поднятом с седла 25 запорном элементе 26 расширяет впрыскиваемое через отверстие 24 топливо до веерной (плоской) струи.
Топливная форсунка своим расположенным со стороны соединительного патрубка свободным концом вставлена в патрубок не показанного на чертеже распределителя топлива и уплотнительным кольцом 21, опирающимся на торец пластмассового корпуса 19, уплотнена относительно стенки трубчатого патрубка. Для надежной и беспроблемной вставки топливной форсунки в отверстие в головке цилиндра, с одной стороны, и в трубчатый патрубок распределителя топлива, с другой стороны, необходимо, чтобы закрепляемые или зажимаемые в отверстии в головке цилиндра, с одной стороны, и в трубчатом патрубке, с другой стороны, части топливной форсунки были установлены по одной оси, т.е. соосно. Для обеспечения такой соосности оси 111, 121 соединительного патрубка 11 и держателя 12 седла иглы форсунки соответственно должны совпадать, но по меньшей мере на одной оси должны располагаться закрепляемые в трубчатом патрубке и в отверстии в головке цилиндра части детали 13, состоящей из соединительного патрубка 11 и держателя 12 седла иглы форсунки. Поскольку при сварке друг с другом соединительного патрубка 11 и держателя 12 седла иглы форсунки в единую деталь 13 обычно появляется перекос, подобная соосность, так называемая точность по радиальному биению, не обеспечивается, а обеспечивается путем выполняемого после сварки выпрямления детали. Подобный процесс выпрямления детали заключается в следующем.
Сначала держатель 12 седла иглы форсунки зажимают в зажимных колодках 30 крепежного приспособления (фиг.2). Затем между собой стыкуют соединительный патрубок 11 и держатель 12 седла иглы форсунки, для чего соединительный патрубок 11 с торца встык приставляют к закрепленному держателю 12 седла иглы форсунки. Далее соединительный патрубок 11 и держатель 12 седла иглы форсунки с помощью сварочного устройства, например, устройства лазерной сварки, сваривают между собой в месте их стыка по всей окружности. Образующийся при этом круговой сварной шов обозначен на фиг.3 и 4 позицией 31. При сварке соединительный патрубок 11 обычно перекашивается, в результате чего возникает перекос или отклонение а оси 111 соединительного патрубка 11 относительно линии 29, совпадающей с осью 121 держателя 12 седла иглы форсунки линии (фиг.3). После охлаждения места сварки измеряют величину и направление отклонения а. Затем на расположенном диаметрально противоположно относительно направления отклонения а участке поверхности детали 13, состоящей из соединительного патрубка 11 и держателя 12 седла иглы форсунки, между теми частями этой детали, которые предназначены для ее закрепления в трубчатом патрубке распределителя топлива и в отверстии в головке цилиндра, расплавляют материал в ограниченной в радиальном и окружном направлениях зоне 32 таких размеров, при которых в результате осевой усадки, происходящей при охлаждении этой зоны 32 расплавленного материала, измеренное отклонение а исчезает, а вставляемые в трубчатый патрубок распределителя топлива и в отверстие в головке цилиндра части детали вновь оказываются расположенными на одной оси с отклонением от соосности, не превышающим допустимых пределов. В показанном на фиг.3 и 4 варианте материал в зоне 32 расплавляют на том участке поверхности соединительного патрубка 11, который расположен вблизи сварного шва 31, и поэтому после охлаждения зоны расплавленного материала оси 111 и 121 соответственно соединительного патрубка 11 и держателя 12 седла иглы форсунки вновь оказываются на одной прямой, т.е. совпадают друг с другом, как это показано на фиг.4. Для частичного расплавления материала в зоне 32 предпочтительно использовать лазер. Положение зоны 32 расплавления материала, ее глубину и ее протяженность в окружном направлении определяют по многопараметровой характеристике, отражающей зависимость указанных величин от направления и величины отклонения а. Такая многопараметровая характеристика была определена эмпирическим путем. В том случае, когда выполненное описанным выше путем первое расплавление материала с образованием зоны 32 расплавленного материала не привело к требуемому результату, с малым отступом (в окружном направлении) от зоны 32 первого расплавления материала выполняют по меньшей мере еще одну операцию по расплавлению материала.
На фиг.5 в продольном разрезе показана выполненная по другому варианту деталь 13, которая также состоит из соединительного патрубка 11 и держателя 12 седла иглы форсунки, с несколько модифицированным местом их стыка между собой перед их неразъемным соединением друг с другом. Соединительный патрубок 11 и держатель 12 седла иглы форсунки в данном случае уже не примыкают друг к другу встык своими торцами, а вместо этого соединительный патрубок 11 своим концевым участком 112 уменьшенного диаметра с геометрическим замыканием входит в держатель 12 седла иглы форсунки. Неразъемное соединение, которым в рассматриваемом варианте также является сварное соединение, выполняют на участке взаимного перекрытия соединительного патрубка 11 и держателя 12 седла иглы форсунки. Возникающее после сварки искривление детали 13 устраняют описанным выше путем.
На фиг.6 в виде сбоку показана выполненная по иному варианту выпрямленная продолговатая деталь 13. Такая деталь также состоит из трубчатого соединительного патрубка 11 и трубчатого держателя 12 седла иглы форсунки, неразъемно соединенных между собой в зоне сварного шва 31. Держатель 12 седла иглы форсунки на отдельных участках окружен электромагнитом 14, корпус 18 которого приварен к держателю 12 седла иглы форсунки. При последующем применении в качестве топливной форсунки деталь 13 в обозначенных на фиг.6 через А и В или А и В1 местах крепят в отверстии в головке цилиндра, в результате чего ось 121 держателя 12 седла иглы форсунки совпадает с осью отверстия. Помимо этого деталь 13 ее обозначенной через С частью крепится в трубчатом патрубке распределителя топлива и имеет для этого выполненный на конце соединительного патрубка 11 участок 33 с наружной резьбой для ввинчивания в снабженный внутренней резьбой трубчатый патрубок распределителя топлива. Пример подобного распределителя топлива можно найти в публикации ЕР 1359317 А1. Поскольку при приваривании соединительного патрубка 11 к держателю 12 седла иглы форсунки образуемая этими соединительным патрубком и держателем седла иглы форсунки деталь 13 перекашивается или искривляется, ее необходимо выпрямить, обеспечив расположение ее части С соосно с той ее частью, которая расположена между закрепляемыми местами А и В или А и В1, т.е. в основном соосно с осью 121 держателя 12 седла иглы форсунки. Подобное выпрямление детали 13 также обеспечивается путем расплавления материала лазером на соответствующем участке ее поверхности с образованием зоны 32 расплавленного материала, расположенной на детали 13 на участке между ее частью С и частью В/А, соответственно В1/А. Точность по радиальному биению детали 13 измеряют в месте С1, обозначенном на фиг.6.
Описанный выше способ выпрямления продолговатой детали не ограничен выпрямлением детали, получаемой сваркой между собой соединительного патрубка и держателя седла иглы топливной форсунки при ее изготовлении. Более того, таким же образом можно неразъемно соединять между собой любые трубы или втулки либо иные продолговатые элементы и затем выпрямлять их описанным выше способом. Аналогичным образом описанным выше способом можно также выпрямлять и цельные продолговатые детали с искривлением или перекосом по их длине.
Зажимное устройство для закрепления рабочего инструмента
Топливный распределитель
Система впрыскивания топлива под высоким давлением
Переходное устройство для крепления щетки стеклоочистителя к ее рычагу, прежде всего для автомобильного стеклоочистителя
Способ и устройство для последовательной передачи данных с гибким размером сообщений и переменной длительностью бита
Отрезное устройство для технологической машины
Способ и устройство для последовательной передачи данных с гибким размером сообщений и переменной длительностью бита
Измерительное устройство для измерения расстояния между ним и целевым объектом с помощью измерительного оптического излучения
Обрабатывающая система
Перепускной клапан системы впрыскивания топлива
Способ и устройство для последовательной передачи данных с гибким размером сообщений и переменной длительностью бита
Свеча зажигания
Способ и устройство для адаптируемой к размерам памяти последовательной передачи данных
Переносная технологическая машина с зажимным устройством для закрепления рабочего инструмента
Устройство впрыскивания топлива, двигатель внутреннего сгорания и способ управления работой устройства впрыскивания топлива на основе бензина и на основе сжатого природного газа
Устройство и способ для последовательной передачи данных с высокой скоростью
Электрическая линия и способ ее изготовления
Топливный распределитель
Способ, информационная система и прибор для информирования водителя транспортного средства об условиях запланированного обгона
Зажимное устройство для закрепления рабочего инструмента

