Результат интеллектуальной деятельности: УСТРОЙСТВО ПЕРЕВОРАЧИВАНИЯ ПРАВИЛЬНОГО АППАРАТА И ПРАВИЛЬНЫЙ АППАРАТ, ВЫПОЛНЕННЫЙ С ВОЗМОЖНОСТЬЮ ВЗАИМОДЕЙСТВИЯ С УПОМЯНУТЫМ УСТРОЙСТВОМ
Вид РИД
Изобретение
Настоящее изобретение относится к области правки толстых металлических полос или пластин. В частности, оно касается устройства переворачивания правильного аппарата, а также правильного аппарата, выполненного с возможностью взаимодействия с этим устройством.
Правку толстых полос осуществляют посредством последовательности чередующихся изгибов с уменьшающейся амплитудой без приложения внешнего натяжения на входе или на выходе правильной машины. Эти правильные машины содержат два правильных аппарата, каждый из которых содержит ряд валков с параллельными осями, установленных соответственно над и под полосой, при этом валки смещены в продольном и вертикальном направлениях таким образом, чтобы частично перекрывать друг друга, определяя волнообразный путь полосы, которая, таким образом, подвергается действию последовательных чередующихся изгибов. Эти чередующиеся изгибы выражаются в прогибах, создающих в полосе деформации, которые меняются от состояния растяжения на внешней стороне прогиба до состояния сжатия на внутренней стороне, проходя через нулевое значение в центральной оси или «нейтральном слое» полосы согласно закону линейного изменения. В зависимости от амплитуды прогиба создаваемые таким образом напряжения могут превышать предел упругости полосы на более или менее значительной части ее толщины. Эта пластическая деформация является решающим фактором устранения не развивающихся дефектов плоскостности, таких как «удлиненные края», «удлиненные центры» и т.д. Обычно пластично деформированную часть толщины полосы выражают в процентах к общей толщине и называют термином «коэффициент пластической деформации».
Как правило, каждый правильный аппарат, соответственно нижний или верхний, содержит множество валков с параллельными осями, которые, в частности, имеют небольшой диаметр и установлены, по меньшей мере, на двух опорных валках, которые, в свою очередь, могут опираться на ряды роликов, при этом все эти валки и ролики объединены на шасси.
Эти два правильных аппарата, расположенные соответственно под и над горизонтальной плоскостью прохождения полосы, установлены в опорной станине, содержащей четыре стойки, расположенные по обе стороны от продольной оси прохождения полосы и соединенные в своей нижней части неподвижным опорным брусом и в своей верхней части поперечными балками, при этом весь узел образует замкнутую раму.
Нижний правильный аппарат опирается на неподвижный опорный брус, а верхний правильный аппарат опирается на нажимную раму, которая может перемещаться вертикально между четырьмя стойками при помощи механических или гидравлических домкратов, опирающихся на верхнюю часть станины, таким образом, чтобы регулировать промежуток между двумя правильными аппаратами и, следовательно, частичное перекрывание валков, воспринимая при этом усилия раздвигания, возникающие в результате сопротивления изделия.
Обычно, по меньшей мере, некоторые из правильных валков приводятся во вращение вокруг своих осей для перемещения полосы за счет трения с определенной скоростью по волнообразному пути между нижними и верхними валками.
Во время операции правки на валки действуют сильные напряжения поверхностного давления и абразивные явления, которые требуют их восстановления, например, за счет механической обработки шлифованием их активных поверхностей в цеху обслуживания. Для этого верхний и нижний аппараты необходимо извлечь из правильной машины. Шлифование не представляет сложности в случае нижнего правильного аппарата, правильные валки которого направлены вверх. Однако верхний правильный аппарат, правильные валки которого направлены вниз, необходимо сначала перевернуть, чтобы операторы могли получить доступ к его правильным валкам.
В публикации WO 2008/099126 раскрыто устройство переворачивания верхнего правильного аппарата правильной машины. На первом этапе правильный аппарат извлекают из правильной машины и помещают на погрузочно-разгрузочную подвеску. После этого погрузочно-разгрузочную подвеску помещают на люльку. Во время всех этих этапов валки правильного аппарата не доступны для операторов, и собственно ремонтные операции начаться не могут. Погрузочно-разгрузочную подвеску устанавливают на люльке с возможностью поворота вокруг опорных цапф и поворачивают вокруг горизонтальной оси, чтобы привести во вращение верхний правильный аппарат. И лишь в конце этого последнего этапа правильные валки верхнего правильного аппарата становятся доступными.
Эти операции переворачивания требуют выполнения множества манипуляций, осуществляемых операторами в потенциально опасной среде. В частности, операторы должны управлять погрузочно-разгрузочной подвеской и люлькой, поддерживающими правильные валки, которые могут быть нагреты до высокой температуры. Кроме того, необходимо осуществлять большое число последовательных действий и операций.
Поэтому существует потребность в простом средстве переворачивания, требующем минимального вмешательства со стороны операторов и обеспечивающем переворачивание максимально быстро при минимальном числе этапов.
В этой связи, объектом настоящего изобретения является устройство переворачивания правильного аппарата, при этом правильный аппарат содержит множество правильных валков, отстоящих друг от друга и установленных с возможностью вращения на шасси, и средства для его крепления на устройстве переворачивания, при этом устройство переворачивания отличается тем, что содержит:
- две стойки, проходящие вертикально от цоколя,
- средства удержания и крепления правильного аппарата, предназначенные для взаимодействия со средствами крепления правильного аппарата, при этом средства удержания и крепления расположены между стойками,
- приводные средства вращения средств удержания и крепления вокруг горизонтальной оси между первым положением, в котором когда правильный аппарат соединен с устройством переворачивания, валки правильного аппарата направлены вниз, и вторым положением, в котором, когда правильный аппарат соединен с устройством переворачивания, валки правильного аппарата направлены вверх,
- приводные средства вертикального поступательного перемещения средств удержания и крепления, при этом каждое приводное средство соединено с одной из стоек.
Согласно другим отличительным признакам устройства переворачивания:
- каждая опорная стойка содержит два плеча, расположенные друг против друга и проходящие вертикально от цоколя, при этом на своей внутренней стороне каждое плечо содержит, по меньшей мере, одну направляющую приводных средств вертикального поступательного перемещения средств удержания и крепления правильного аппарата,
- средства удержания и крепления содержат шасси, содержащее две горизонтальные траверсы, проходящие в продольном направлении и параллельно между стойками, при этом траверсы соединены между собой двумя поперечными балками,
- шасси содержит две удерживающие детали, установленные друг против друга, в которые заходит один из концов каждой траверсы, причем эти удерживающие детали неподвижно соединены также с приводными средствами поступательного перемещения средств удержания и крепления,
- каждая удерживающая деталь, по меньшей мере, частично проходит под траверсами,
- каждая удерживающая деталь содержит U-образный участок, при этом каждый U-образный участок образует опору, в которую заходит один из концов каждой траверсы,
- средства удержания и крепления содержат множество крюков, каждый из которых проходит от удерживающей детали под траверсой, при этом свободный конец каждого крюка направлен вверх, когда устройство переворачивания находится в своем положении покоя,
- расстояние между свободным концом каждого крюка и нижней стороной ближайшей к нему горизонтальной траверсы определяют таким образом, чтобы оно обеспечивало прохождение средств крепления, принадлежащих к правильному аппарату, и блокировку этого правильного аппарата,
- на своем свободном конце каждый крюк содержит цилиндрический участок, предназначенный для удержания и направления средств крепления правильного аппарата во время его введения в устройство переворачивания,
- кроки расположены в вершине воображаемого прямоугольника заранее определенной ширины,
- средства удержания и крепления содержат средства для остановки поступательного перемещения правильного аппарата и для удержания правильного аппарата во время вращения средств удержания и крепления,
- средства удержания содержат две блокировочных балки L-образной формы, образующих упор для правильного аппарата, в частности, во время вращения средств удержания и крепления,
- каждая блокировочная балка неподвижно соединена с поперечной балкой и проходит вниз от этой поперечной балки, когда устройство переворачивании находится в своем первом положении,
- приводные средства поступательного перемещения шасси содержат, по меньшей мере, две приводные оси, каждая из которых проходит вертикально от цоколя каждой из стоек и между двумя плечами каждой стойки,
- приводные средства поступательного перемещения содержат:
- два ползуна, в каждый из которых заходят две из приводных осей для направления их вертикального поступательного перемещения, при этом каждый ползун может подниматься или опускаться вдоль заходящих в него осей,
- два приводных устройства поступательного перемещения ползунов, взаимодействующие с приводными осями,
- в каждом ползуне установлены приводные средства вращения средств удержания и крепления,
- приводные средства вращения средств удержания и крепления содержат редукторный двигатель или домкрат.
Объектом настоящего изобретения является также правильный аппарат, выполненный с возможностью взаимодействия с описанным выше устройством переворачивания, при этом правильный аппарат содержит множество валков, отстоящих друг от друга и установленных с возможностью вращения на шасси, отличающийся тем, что содержит средства для его крепления на устройстве переворачивания.
Согласно другим отличительным признакам правильного аппарата:
- средства крепления правильного аппарата содержат множество крюков, неподвижно соединенных с шасси и предназначенных для взаимодействия со средствами крепления устройства переворачивания, при этом свободный конец каждого крюка направлен вниз перед введением правильного аппарата в устройство переворачивания,
- каждый крюк правильного аппарата расположен таким образом, чтобы опираться на один из крюков устройства переворачивания, когда правильный аппарат полностью введен в устройство переворачивания,
- крюки правильного аппарата выполнены парами, при этом каждая пара крюков находится в вершине воображаемого прямоугольника заранее определенной ширины,
- ширина воображаемого прямоугольника, определяющего положение крюков правильного аппарата, меньше или равна ширине воображаемого прямоугольника, определяющего положение крюков устройства переворачивания.
Другие отличительные признаки и преимущества настоящего изобретения будут более очевидны из нижеследующего подробное описания не ограничительного варианта выполнения со ссылками на прилагаемые чертежи, на которых:
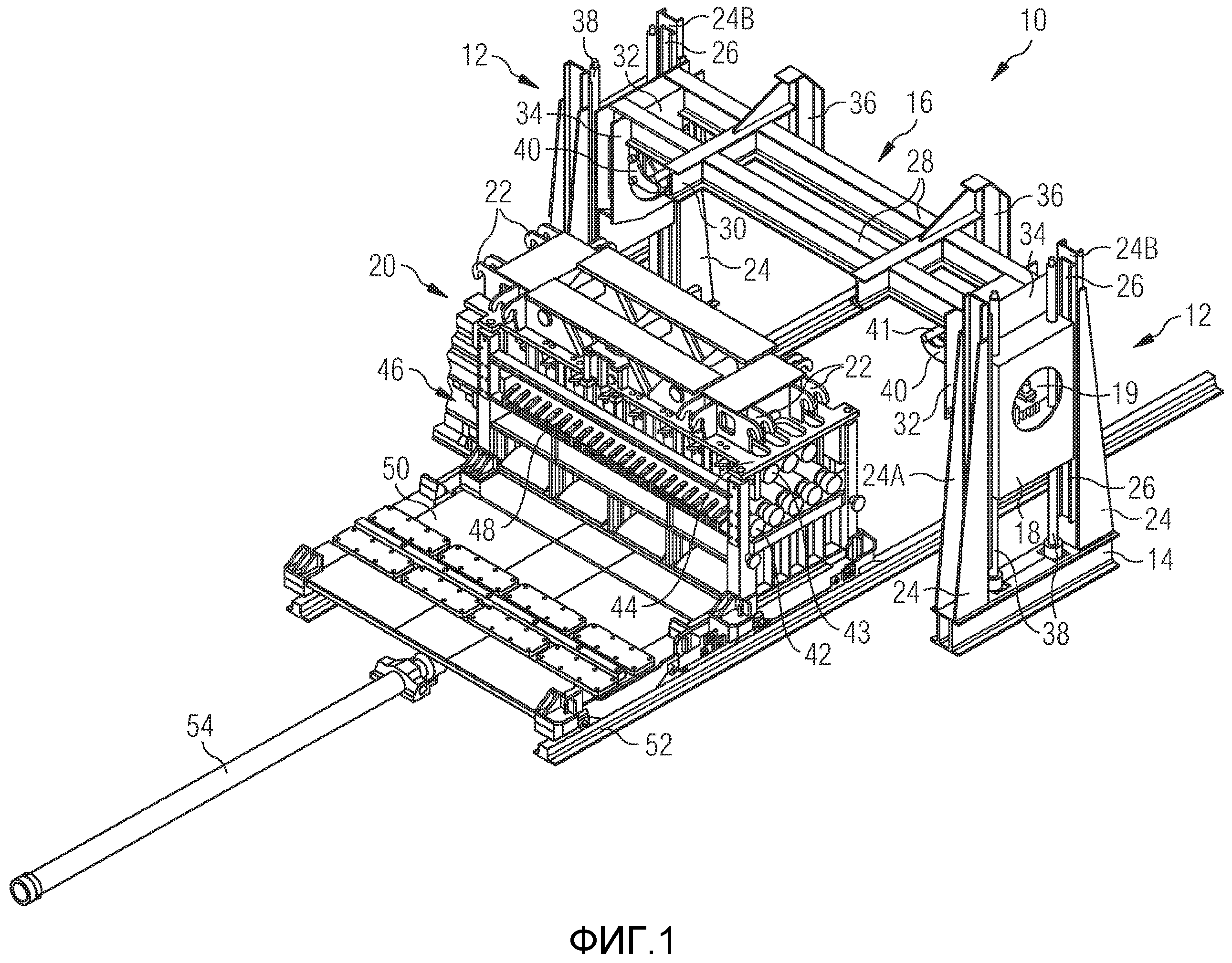
Фиг. 1 - вид в перспективе устройства переворачивания в соответствии с настоящим изобретением и комплекса правильных аппаратов, находящегося снаружи устройства переворачивания.
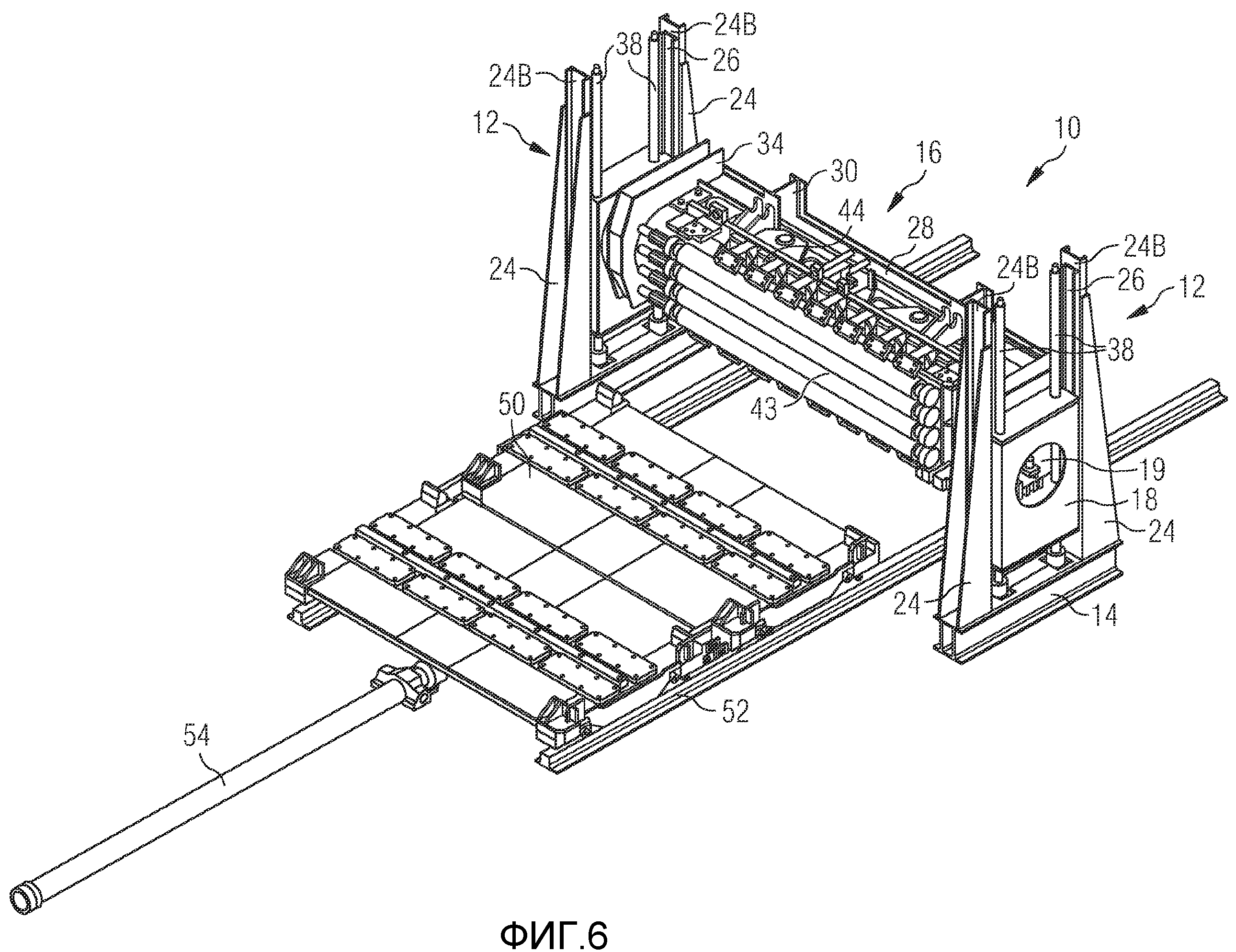
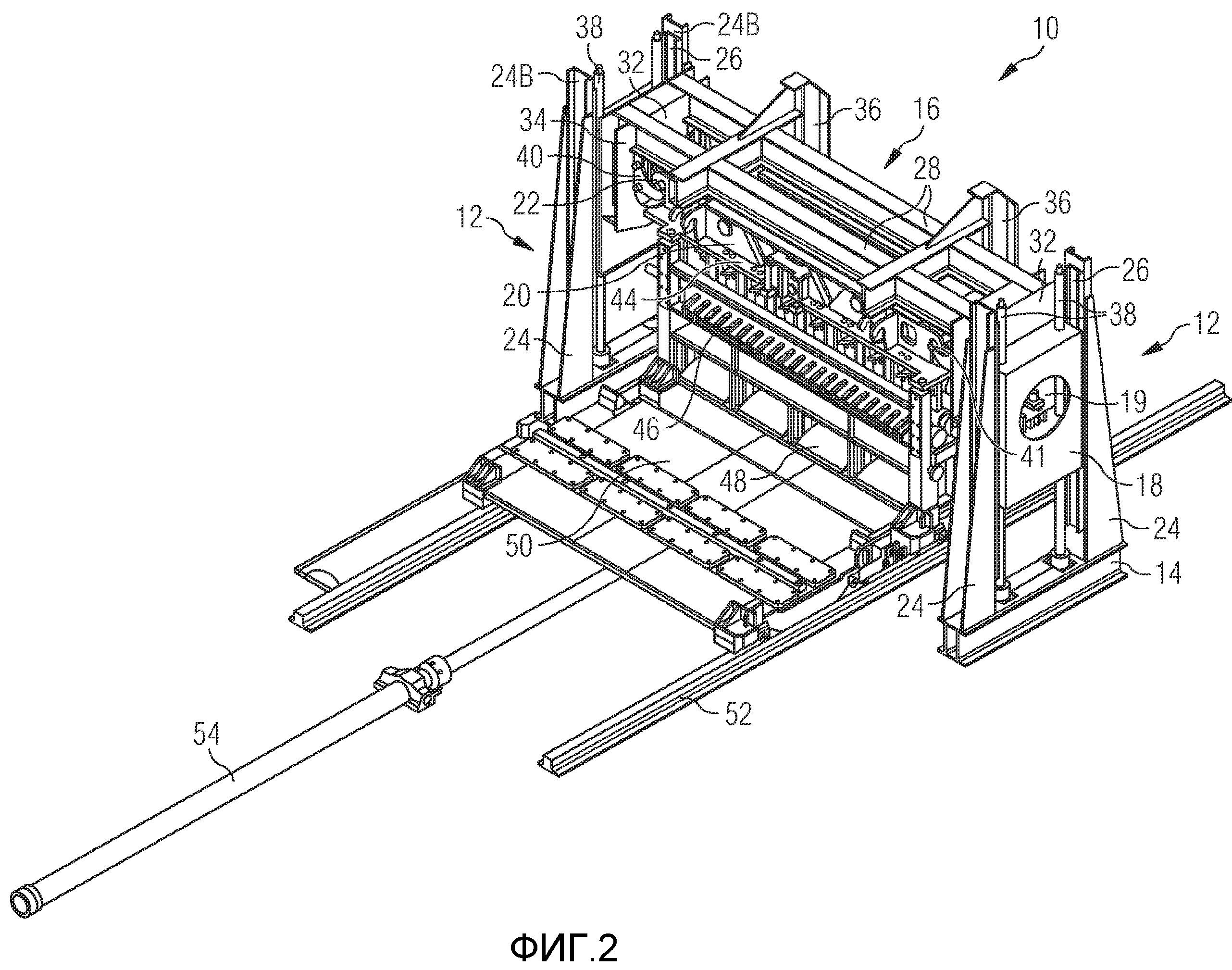
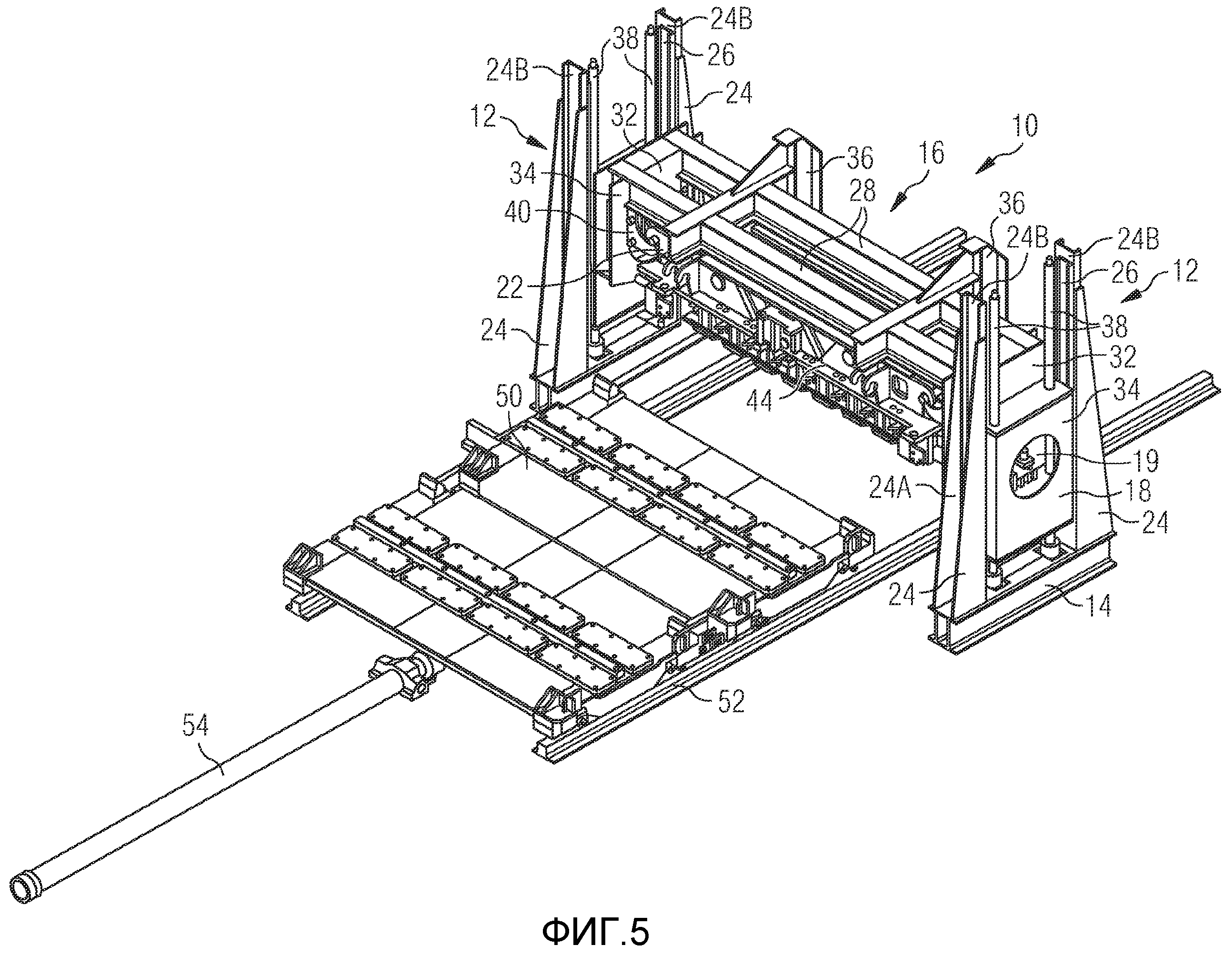
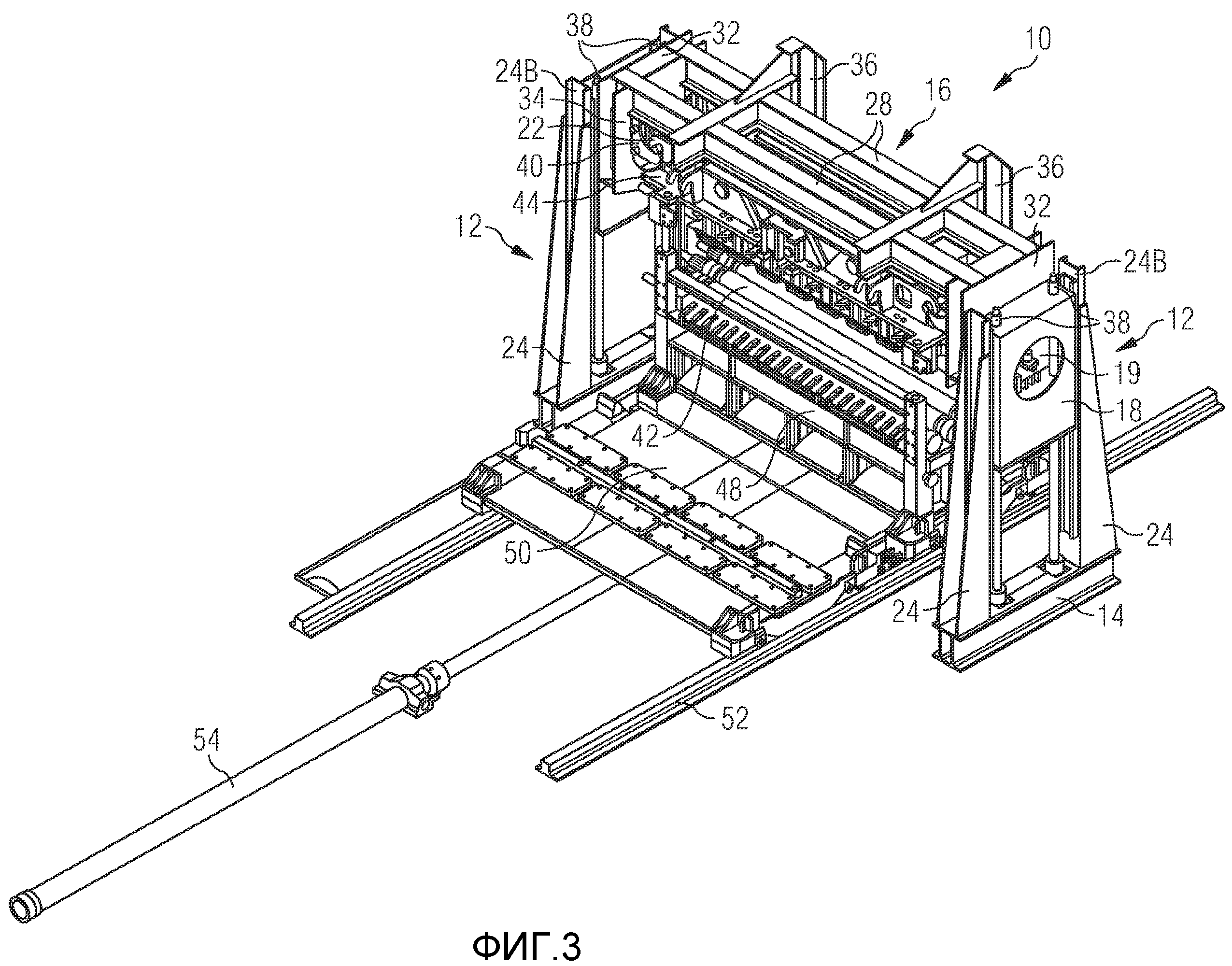
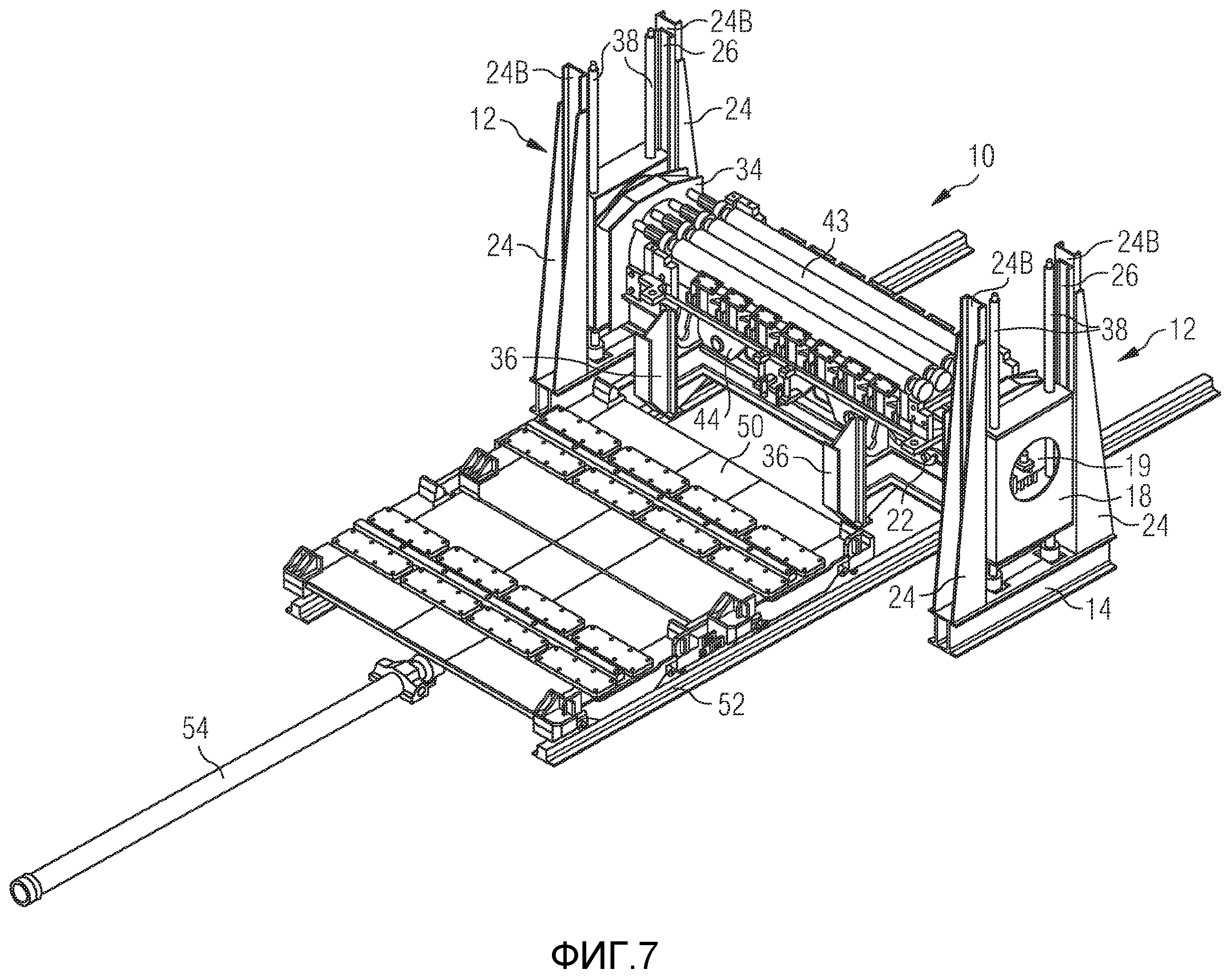
Фиг. 2, 3 и 5-7 - последовательные этапы переворачивания одного из правильных аппаратов при помощи устройства в соответствии с настоящим изобретением, начиная от положения, показанного на фиг. 1.
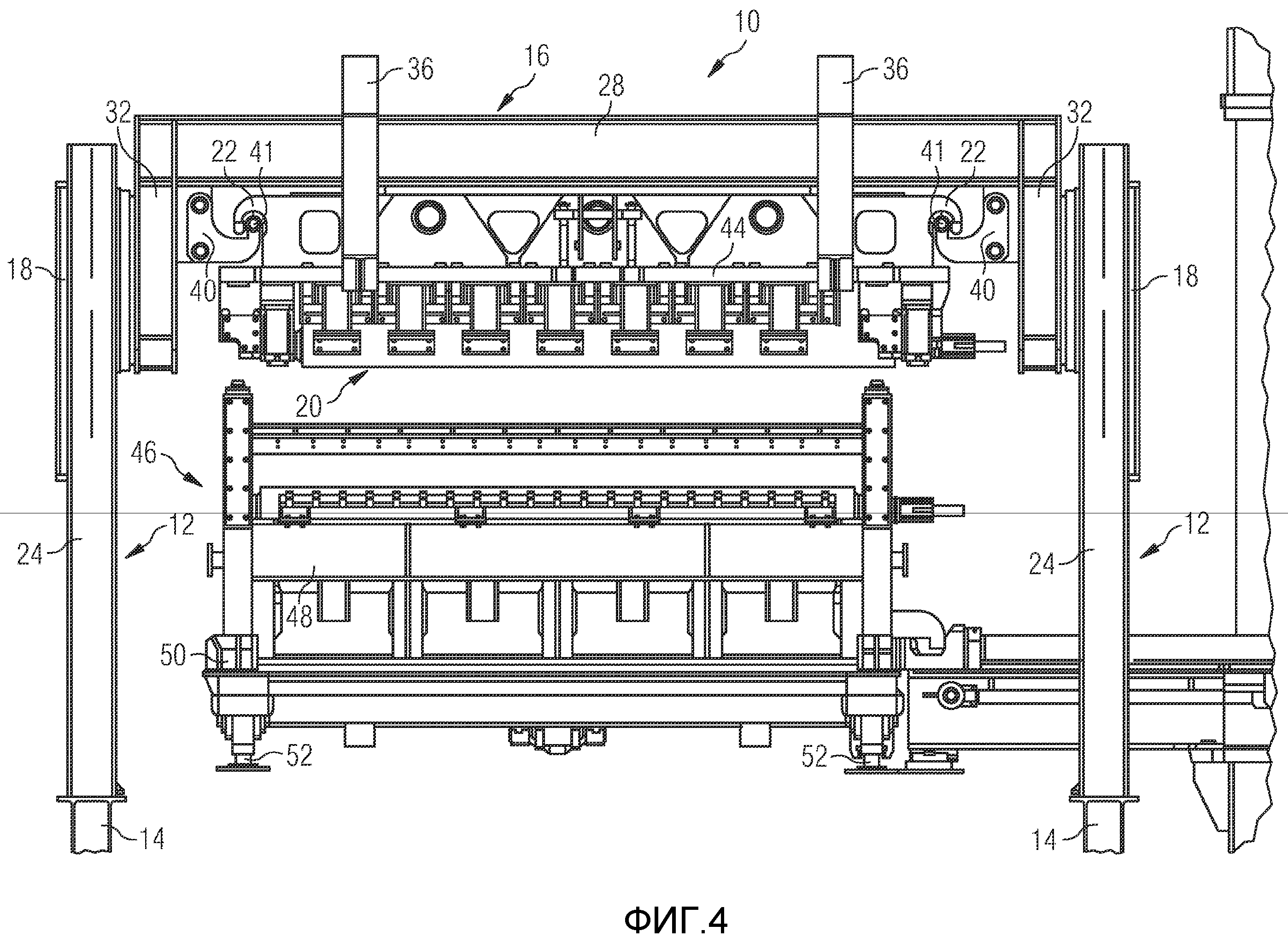
Фиг. 4 - вид сзади устройства переворачивания, показанного на фиг. 1, на котором установлен один из правильных аппаратов в верхнем положении.
На фиг. 1 в перспективе показано устройство 10 переворачивания в соответствии с настоящим изобретением и комплекс, содержащий верхний правильный аппарат 20, установленный на нижнем правильном аппарате 46. Каждый из правильных аппаратов 20 и 46 содержит шасси, соответственно обозначенное 44 и 48. В каждом из шасси 44, 46 с возможностью вращения установлено множество правильных валков, обозначенных соответственно 42 и 42 на фиг. 1. Как показано на фиг. 1, комплекс, образованный правильными аппаратами 20 и 46, был предварительно извлечен из правильной машины (на фигурах не показана) для замены или шлифования правильных валков. Когда верхний правильный аппарат 20 соединен с нижним правильным аппаратом 46, операторы не имеют доступа к правильным валкам 42 и 43, и, следовательно, любую операцию замены или шлифования на правильных аппаратах 42 и 43 производить невозможно. Поэтому верхний правильный аппарат 20 необходимо отсоединить от нижнего правильного аппарата 46.
Для этого верхний правильный аппарат 20 содержит средства для своего крепления на устройстве 10 переворачивания. В частности, средства крепления правильного аппарата 20 содержат множество крюков 22, неподвижно соединенных с шасси 44 и предназначенных для взаимодействия со средствами 40 крепления устройства переворачивания. Как показано на фиг. 1, свободный конец каждого крюка 22 направлен вниз перед введением правильного аппарата 20 в устройство 10 переворачивания.
Каждый крюк 22 правильного аппарата располагают таким образом, чтобы он опирался на один из крюков 40 устройства 10 переворачивания, когда правильный аппарат полностью вставлен в устройство 10 переворачивания, что будет пояснено ниже. Крюки 22 образуют проход для крюков 40 устройства переворачивания, которые служат только для направления верхнего правильного аппарата во время его введения в устройство 10 переворачивания. Крюки 22 сгруппированы парами, при этом каждая пара крюков 22 находится по существу в вершине воображаемого прямоугольника заранее определенной длины и ширины. Крюки 22 одной пары проходят параллельно друг другу от вертикальной стороны шасси 44 верхнего правильного аппарата 20.
Комплекс, образованный двумя правильными аппаратами, установлен на транспортировочной платформе 50, которая находится на транспортировочных рельсах 52. Эта платформа 50 соединена с транспортировочным домкратом 54, выполненным с возможностью воздействия толкающим усилием на платформу 50 из положения, в котором комплекс, образованный двумя правильными аппаратами 20 и 46, находится за пределами устройства переворачивания, в положение, в котором верхний правильный аппарат 20 заходит в устройство 10 переворачивания, что будет описано ниже.
Как показано на фиг. 1 и 4, устройство переворачивания в соответствии с настоящим изобретением содержит две стойки 12, проходящие вертикально от цоколя 14, средства 16 удержания и крепления верхнего правильного аппарата 20, предназначенные для взаимодействия со средствами 22 крепления правильного аппарата 20, при этом средства 16 удержания и крепления расположены между стойками 12. Устройство переворачивания дополнительно содержит приводные средства 19 вращения средств 16 удержания и крепления вокруг горизонтальной оси между первым положением, в котором, когда правильный аппарат 20 соединен с устройством переворачивания, валки 42 правильного аппарата 20 направлена вниз, и вторым положением, в котором валки 42 правильного аппарата 20 направлены вверх, что будет описано ниже. Устройство 10 переворачивания содержит также приводные средства 18 вертикального поступательного перемещения средств 16 удержания и крепления. Каждое приводное средство 18 соединено с одной из стоек 14.
Стойки 14 установлены друг против друга и разделены расстоянием, позволяющим вводить комплекс правильных аппаратов 20, 46. Каждая опорная стойка 14 содержит два плеча 24, расположенные друг против друга и проходящие вертикально от цоколя 14. Каждое плечо 24 содержит ребра 24А треугольной формы, выполненные вертикально от цоколя 14 и неподвижно соединенные с вертикальным прямым участком 24В. Каждая стойка 24 содержит также на внутренней стороне каждого прямого участка 24В, по меньшей мере, одну направляющую 26 приводных средств 18 вертикального поступательного перемещения средств 16 удержания и крепления.
Согласно изобретению, приводные средства 18 вертикального поступательного перемещения средств 16 удержания и крепления и, следовательно, верхнего правильного аппарата 20 содержат приводные оси 38 поступательного перемещения, каждая из которых проходит вертикально и параллельно между двумя плечами 24 каждой стойки 12. Предпочтительно в каждой стойке установлены две цилиндрические приводные оси 38 поступательного перемещения. Приводные средства поступательного перемещения содержат также два ползуна 18, в каждый из которых заходят две из приводных осей 38 поступательного перемещения для их приведения в вертикальное поступательное перемещение, при этом каждый ползун 18 выполнен с возможностью подниматься или опускаться вдоль заходящих в него приводных осей 38 под действием приводного устройства, которое может быть установлено внутри каждого ползуна 18. Приводные оси 38 поступательного перемещения могут входить в состав винтового домкрата. Каждый ползун расположен между плечами 24 стойки 12 и направляется в поступательном перемещении двумя направляющими 26. Приводные средства 18 вертикального поступательного перемещения могут содержать приводные устройства другого типа, такие как домкраты другого типа, системы винт/гайка или шестерня/зубчатая рейка или цепные передачи.
Устройство 10 переворачивания верхнего правильного аппарата 20 содержит средства удержания и крепления, содержащие шасси 16. Шасси 16 содержит две горизонтальные траверсы 28, проходящие в продольном направлении и параллельно между стойками 12. Траверсы соединены между собой двумя поперечными балками 30. Траверсы 28 и поперечные балки 30 проходят в плоскости, перпендикулярной к плоскостям, содержащим стойки 12. Длина каждой поперечной балки превышает длину комплекса, образованного верхним 20 и нижним 46 правильными аппаратами.
Шасси 16 содержит также две удерживающие детали 32, расположенные друг против друга, в каждую из которых заходит один из концов каждой траверсы 28, причем эти удерживающие детали 32 неподвижно соединены также с приводными средствами 18 поступательного перемещения средств 16 удержания и крепления. В частности, в варианте выполнения, показанном на фиг. 1-7, каждая удерживающая деталь 32 неподвижно соединена с ползуном 18 и приводится в вертикальное поступательное движение этим ползуном 18. Каждая удерживающая деталь 32, по меньшей мере, частично проходит под траверсами 28 и содержит U-образный участок, который образует опору для траверс 28 и в который заходит один из концов каждой траверсы 28.
Средства 16 удержания и крепления содержат множество крюков 40, каждый из которых проходит от одной из удерживающих деталей 32 под траверсой 28, при этом свободный конец 41 каждого крюка 40 направлен вверх, когда устройство 10 переворачивания находится в своем первом положении. Каждый крюк 40 расположен таким образом, чтобы расстояние между его свободным концом 41 и нижней стороной ближайшей к нему горизонтальной траверсы 28 обеспечивало прохождение средств 22 крепления, принадлежащих к правильному аппарату 20, и блокировку этого правильного аппарата 20.
Кроме того, на своем свободном конце каждый крюк 40 содержит цилиндрический участок 41 для опоры и направления средств 22 крепления правильного аппарата 20 во время его введения в устройство 10 переворачивания. В варианте выполнения, показанном на фиг. 1-7, крюки 40 выполнены в количестве четырех и находятся в вершине воображаемого прямоугольника заранее определенной длины и ширины.
Средства 16 удержания и крепления содержат средства удержания для остановки поступательного перемещения правильного аппарата 20 и для удержания правильного аппарата 20 во время вращения средств 16 удержания и крепления. Средства удержания содержат две блокировочные балки 36 L-образной формы, образующие упор для правильного аппарата 20 во время вращения средств 16 удержания и крепления. Каждая блокировочная балка 36 неподвижно соединена с поперечной балкой 30 и проходит вниз от этой поперечной балки 30, когда устройство 10 переворачивания находится в своем первом положении.
Согласно изобретению, устройство переворачивания содержит также приводные средства 19 вращения средств удержания и крепления. В варианте выполнения, показанном на фиг. 1-7, эти приводные средства 19 вращения установлены, по меньшей мере, в одном из ползунов 18. Предпочтительно каждый ползун 18 может содержать приводное средство 19 вращения средств 16 удержания и крепления. В частности, каждый ползун 18 может содержать приводное средство 19 горизонтального вращения шасси 16, которое взаимодействует с опорной цапфой (на фигуре не показана) одной из удерживающих деталей 32, при этом приведение в действие этого приводного средства приводит к вращению удерживающей детали 32 и, следовательно, шасси 16. Приводное средство 19 может быть выполнено в виде редукторного двигателя или домкрата (не показаны).
Чтобы обеспечивать посадку каждого крюка 22 верхнего правильного аппарата 20 на соответствующий крюк устройства 10 переворачивания, ширина воображаемого прямоугольника, определяющего положение крюков 22 правильного аппарата 20, может быть меньшей или равной ширине воображаемого прямоугольника, определяющего положение крюков 40 устройства 10 переворачивания.
Далее со ссылками на фиг. 1-7 следует описание различных этапов переворачивания правильного аппарата 20, при этом его первоначальное положение показано на фиг. 1.
На первом этапе приводят в действие приводные средства вертикального поступательного перемещения ползунов 18, которые перемещают ползуны 18 и, следовательно, шасси 16, пока крюки 40 шасси 16 не окажутся напротив крюков 22 верхнего правильного аппарата 20, ближайших к устройству 10 переворачивания. Затем домкрат 54 толкает платформу 50, что приводит к перемещению комплекса, образованного верхним 20 и нижним 46 правильными аппаратами. Во время этого поступательного перемещения обе первые пары крюков 22 верхнего правильного аппарата 20, ближайшие к устройству 10 переворачивания, заходят, каждая, на цилиндрический участок 41 одного из первых крюков 40, принадлежащих к шасси 16. Таким образом, каждый цилиндрический участок 41 первого крюка 40, принадлежащего к шасси 16, служит направляющей для поступательного перемещения комплекса, образованного верхним 20 и нижним 46 правильными аппаратами. Поступательное перемещение продолжается, и первые пары крюков 22 верхнего правильного аппарата 20 движутся и выходят за пределы первых крюков 40, принадлежащих к шасси 16. Каждая первая пара крюков 22 верхнего правильного аппарата 20 заходит затем на цилиндрический участок 41 одного из вторых крюков 40, принадлежащих к шасси 16, при этом вторые крюки 40 (показаны на фиг. 4) находятся сзади устройства 10 переворачивания в направлении движения платформы 50. Одновременно каждая вторая пара крюков 22 верхнего правильного аппарата 20 заходит на цилиндрический участок 41 одного из первых крюков 40, принадлежащих к шасси 16. Поступательное перемещение продолжается, пока комплекс, образованный верхним 20 и нижним 46 правильными аппаратами, не придет в положение упора в две блокировочные балки 36 L-образной формы. В этом положении каждый из крюков 22 верхнего правильного аппарата 20 входит в зацепление с крюком 40 устройства 10 переворачивания, и воображаемые прямоугольники, соответственно определяющие положение крюков 22 верхнего правильного аппарата 20 и положение соответствующих крюков 40 устройства 10 переворачивания, накладываются друг на друга и даже совпадают, то есть воображаемые прямоугольники, соответственно определяющие положение крюков 22 верхнего правильного аппарата 20 и положение соответствующих крюков 40 устройства 10 переворачивания, могут иметь одинаковые размеры. При этом получают положение, показанное на фиг. 2.
Затем приводят в действие приводные средства вертикального поступательного перемещения ползунов 18 для перемещения ползунов 18 и, следовательно, шасси 16 вверх. Верхний правильный аппарат 20, который находится в зацеплении с шасси 26, тоже перемещается вверх и отсоединяется от нижнего правильного аппарата 46. Получают положение, показанное на фиг. 3 и 4. В этом положении крюки 22 правильного аппарата 20 входят в зацепление с крюками 40 устройства 10 переворачивания, которые удерживают всю массу верхнего правильного аппарата 20, которая может составлять несколько десятков тонн.
Затем транспортировочный домкрат 54 перемещает платформу 50 в другую зону правильной установки для шлифования валков нижнего правильного аппарата 46.
На следующем этапе приводят в действие приводные средства 38 вертикального поступательного перемещения ползунов 18, которые перемещают ползуны 18 и, следовательно, шасси вертикально вниз. Получают положение, показанное на фиг. 5.
Затем приводят в действие приводные средства 19 вращения шасси вокруг горизонтальной оси. Верхний правильный аппарат 20 поворачивается на 180 градусов по часовой стрелке из первого положения, в котором валки 43 верхнего правильного аппарата 20 направлены вниз, во второе положение, в котором валки 43 правильного аппарата 20 направлены вверх. Промежуточное положение правильного аппарата, осуществившего поворот на 90 градусов, показано на фиг. 6.
На следующем этапе приводят в действие приводные средства 18 вертикального поступательного перемещения ползунов 18 для перемещения ползунов 18 и, следовательно, шасси 16 вертикально вниз до нижнего положения, позволяющего оператору получить доступ к правильным валками верхнего аппарата 20 или позволяющего погрузочно-разгрузочному средству захватить этот аппарат для его перемещения в другую зону установки.
Способ замены валка в прокатном стане для непрерывно движущейся стальной полосы
Способ и установка электролитического лужения непрерывно движущейся стальной полосы в блоке электроосаждения
Способ и устройство отжима жидкого металла покрытия на выходе бака для нанесения металлического покрытия погружением
Способ и устройство контроля введения нескольких металлов в полость, предназначенную для плавления упомянутых металлов
Способ и устройство измерения химического состава жидкого металла, предназначенного для покрытия стальной полосы
Способ и устройство спектрального анализа слоя металлического покрытия, наносимого на поверхность стальной полосы
Многовалковая правильная машина
Способ и установка ультразвукового контроля сварного шва стыкового соединения двух поперечных концов двух металлических полос
Регулирование зазоров на вершине лопаток турбомашины
Машина для стыкового соединения стальных полос, выполненная с возможностью индукционной термической обработки сварных швов стыкового соединения
Способ замены валка в прокатном стане для непрерывно движущейся стальной полосы
Способ и установка электролитического лужения непрерывно движущейся стальной полосы в блоке электроосаждения
Способ и устройство отжима жидкого металла покрытия на выходе бака для нанесения металлического покрытия погружением
Способ и устройство контроля введения нескольких металлов в полость, предназначенную для плавления упомянутых металлов
Способ и устройство измерения химического состава жидкого металла, предназначенного для покрытия стальной полосы
Способ и устройство хонингования непрерывно движущихся металлических полос произвольной ширины
Способ и устройство спектрального анализа слоя металлического покрытия, наносимого на поверхность стальной полосы
Многовалковая правильная машина
Способ и установка ультразвукового контроля сварного шва стыкового соединения двух поперечных концов двух металлических полос
Регулирование зазоров на вершине лопаток турбомашины

